
Abstract
Ultrasonic burnishing induces beneficial compressive stresses and high surface quality in components with contact as a functional requirement. It was observed in previous work that some burnishing parameters can hinder burnishability of stainless steels. In this research tangential misalignment angles (TMA) for burnishing were varied considering as-supplied and heat-treated stainless steel. Properties such as surface hardness and surface roughness were measured after burnishing process. Electron Backscatter Diffraction was performed to characterize microstructure using Matlab (MTEX) to calculate average grain areas. By changing burnishing parameters, i.e., shaft rotational speed and burnishing tool diameter, it was observed that burnishing was less successful. Nevertheless, significant improvement in burnished surface quality was observed after heat-treatment process. In addition, grain size characterization revealed mean grain area reduction from 26 µm2 for unburnished to 11 µm2 and 3 µm2 for burnished and heat-treated samples respectively. Most importantly this work reveals the enhanced possibility of burnishing stainless steels after heat-treatment with varying tangential misalignment angles.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Burnishing is a modern and effective solution to improve the surface properties in different applications that require an excellent surface finish and dimensional accuracy [2]. Conventional finishing treatments such as polishing, grinding, lapping, or honing are used in the mechanical industry. Burnishing is one finishing technique that serves as an alternative to traditional grinding processes. Burnishing methods which include often roller burnishing, ball burnishing, diamond burnishing are mostly used on rotating components that have high-quality requirements, such as automotive bearing parts, crankshafts or axles [3, 4]. Burnishing is also used to get close tolerance in areas like automobile, aircraft, defense, machine tool, hydraulic and pneumatic equipment, and home appliances [5].
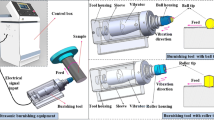
Ultrasonic burnishing is a modern method used for finishing metal surfaces by forging at very high frequency. The method is not so well known than roller, ball or diamond methods. Burnishing is a finishing process commonly applied to improve the surface integrity, i.e. surface roughness, hardness, residual stresses and microstructure of a mechanical component [6]. In ultrasonic burnishing, forging is done with a ball-shaped finishing head at very high ultrasonic frequency while workpiece rotate along fixed axis, as represented by a schematic in Fig. 1. A constant spring load is applied on burnishing tool to keep it in contact with the workpiece surface. The process does not remove any material. The method causes the plastic deformations on the part surface which creates residual stresses in the worked surface and improve surface quality [7]. Priyadarsini et al., recently showed an overview of past research on surface integrity in burnishing processes; ball burnishing, roller burnishing and low plasticity burnishing (LPB) [8]. The results of this meta-study reveal burnishing to be an effective technique for improving surface properties [6].

Schematic of ultrasonic burnishing process
Alshareef et al., investigated ball burnishing of AISI 8620 steel affects its microstructure, roughness, and residual stress. The author reported that burnishing improves the surface roughness of AISI 8620 steel by more than 60% when applied after turning. In addition, the results showed that the layer thickness of the workpiece was approximately 15 µm after turning and burnishing [9].
S. Ramesh investigated the effect of ball burnishing process on equal channel angular pressing of Mg-4Zn-1Si alloy. The microstructure analysis showed that grain size was 6.6 µm before and 3.3 µm after burnishing. The author stated that ball burnishing process leads to improved surface roughness and induces residual compressive stresses [10].
Zhen-yu, states that the surface burnishing process has a significant effect on the microstructure of copper, such as the grain size and the density of geometrically necessary dislocation, but has little effect on the micro texture [11].
Tangential misalignment is quite easy to control in turning operations or with planar surfaces, but with a double-curved-surfaces, the control of the angle can become challenging as burnishing tool head has round surface and shaft could have misalignments of its own [6]. Little research work has been conducted on tangential misalignment in ultrasonic burnishing. This necessities the importance to study tangential misalignment angle between the shaft and burnishing tool head. Many authors have examined burnishing methods like ball or roller effect on material integrity [7, 12,13,14,15]. The effect of ultrasonic burnishing on microstructural mechanism for cylindrical workpiece with different tangential alignments has been understudied. For this reason, the need to evaluate the effect of ultrasonic burnishing on the surface finish, crystallography and microstructure evolution of workpiece is recognized.
2 Materials and Methods
This study is a continuation of previous work on exploring ultrasonic burnishing of stainless steel [1]. As shown in Fig. 2, ultrasonic burnishing is performed on a corrosion resistant stainless steel (round bar of 20 mm diameter), commercially available as Stavax. Chemical composition of Stavax consists of 0.38% Carbon, 0.9% Silicon, 0.5% Manganese, 13.60% Chromium and 0.3% Vanadium. Stavax is commercially delivered as soft annealed to approximately 190 HB [15].
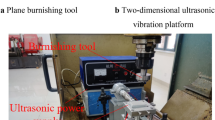
Hiqusa ultra burnishing equipment is employed to undertake burnishing process as depicted in Fig. 2. Tangential Misalignment Angle (TMA) or kappa (κ) is the angle formed between shaft-axis’s normal and burnishing tool axis. A 0° TMA would mean no misalignment between burnishing tool and shaft-axis. In previous work [1], burnishing was performed with chuck rotation of 80 revolution per minute (RPM), using a diameter of 6 mm tungsten carbide burnishing tool with a feed rate of 0.05 mm/rev. Burnishing in this case was successful for limited range of TMA i.e., 0°–5°.

Burnishing equipment: (a) tangential misalignment angle (TMA) κ, (b) semi-spherical burnishing tool head
However, in the present work, burnishing parameters were changed to 500 RPM and burnishing tool diameter of 4 mm. Tool feed and burnishing frequency of tool head were kept constant [1]. At this configuration, burnishing was only possible at 0° TMA while higher TMAs resulted in deteriorated surfaces. Additionally, as-delivered Stavax was heat treated using the procedure as prescribed in Table 1.
Hard scales on the surface of the round bar as result of heat treatment were removed by turning, leaving the bar with the final diameter of 19.5 mm. Burnishing with varying TMAs (κ) was performed on heat-treated Stavax. The variations were made within the range of 0°–5° with 1° interval and of 10°–40° with 10° interval. At each TMA, burnishing was carried out for 5 mm distance on circumference of the shaft, which is referred here as burnished band.
2.1 Surface Roughness
Surface roughness of the burnished bands was measured on the cylindrical surface using MarSurf PS 10 apparatus which employed the stylus type measuring procedure and 2.5 mm cut off length.
2.2 Surface Hardness
Surface hardness (Rockwell C scale) was measured at cylindrical surface on the burnished bands using SwissMax 300 (Gnehm, Thalwil, Switzerland) equipment.
2.3 EBSD (Sample Preparation and Post Processing)
For crystallographic characterization, Electron Backscatter Diffraction (EBSD) was conducted with Zeiss Ultra 55, equipped with EBSD detectors (2005) and Oxford HKL Nordlys data acquisition. Sample preparation for EBSD consists of following steps:
-
Grinding with SiC paper of FEPA grit sizes #1200 and #2500 for 3 and 5 min respectively.
-
Automatic polishing with Tegramin-20 equipment employing diamond pastes of 9 µm, 3 µm (polishing time = 5 min each), following with 1 µm and 0.25 µm (polishing time = 10 min each). Samples were cleaned with ethanol and dried with hot air.
Results from EBSD were further processed with MTEX (version 5.7.0) toolbox package with Matlab (2021b). All the grains were constructed considering boundaries resulting from misorientation of 3° (deg). Mean grain area (MGA) was calculated with MTEX, using the data resulting from grain reconstruction.
Mainly two samples were considered for EBSD analysis. Their respective designation and description are shown in Table 2.
Figure 3 highlights a schematic representation of EBSD scan areas for a burnished sample. Two indentation marks (Fig. 3) were made at distances of 60 µm and 110 µm away from the burnished edge. Burnished zone is expected to be up to 100 µm away from edge while the rest of the area i.e., after 100 µm and towards center of shaft, is considered as core material, with no effect of burnishing [1].

Schematic of cross section of the burnished shaft, representing EBSD measurement locations
3 Results and Discussion
3.1 Surface Roughness
Minimum surface roughness, Ra value, in previous work [1], was achieved at 0° TMA with a value of 0.389 µm. In the present work, the measured surface roughness (Ra) at various TMAs after the heat-treatment, are reported in Fig. 4.

Surface roughness Ra, measured at cylindrical surface on burnished bands
Results pointed out that surface roughness is less affected by varying tangential misalignment angle. This makes heat-treatment a very feasible choice for Stavax material with current set of burnishing parameters.
Unlike to previous work [1], surface roughness (Fig. 4) does not increase linearly but rather fluctuate with in 0.2–0.4 µm range. Unburnished-machined (turning only) surface had produced surface roughness of 1.387 µm. Ultrasonic burnishing has decreased surface roughness by 83% at 0° TMA and an even larger surface roughness reduction of 87.5% was observed at 40° TMA.
Using smaller tool diameter, surface roughness is decreased compared to previous results [1] by maximum of 55%.
3.2 Surface Hardness
Trend of surface hardness on Rockwell (HRC) scale, is depicted in Fig. 5. TMAs in range of 0°–5° [1], had shown lowest hardness value of approx. 30 HRC (converted from HV10 scale to HRC scale) at 2°, while it showed higher values 33–34 HRC (converted from HV10 scale to HRC scale) at 0°, 4° and 5°; thus, forming a concave shape of maximum peaks for various TMAs. In present work, a similar trend is seen at TMAs for sample#2 (Fig. 5). Magnitude of error bars indicate that concave effect may not be very significant. Nevertheless, hardness has increased by minimum of 1.5% at 2° TMA while maximum increase was calculated as 3.6% at 30° TMA, compared to hardness of the machined (turning) surface. Surface hardness of heat-treated Stavax after turning process has been recorded as 50.42 HRC. In Fig. 5, hardness is affected by TMA in linear increasing order up to 10°, but after which hardness remains constant at highest value of 52.2 HRC.
The observed difference of measured surface hardness of STAVAX in as-supplied [1] and heat-treated state from 26 HRC (converted from HV10 scale to HRC scale) to 50.42 HRC respectively, can be safely attributed to the microstructure transformations resulting from the heat treatment.

Surface hardness measured on Rockwell HRC scale for various tangential misalignment angles
3.3 Grainsize Characterization
The EBSD misorientation maps of sample#1, taken at the core of the material and at burnished zone are shown in Fig. 6 (a), (b) respectively. Their corresponding inverse pole figure (IPF) is shown in Fig. 6 (d). These EBSD scans were captured at location marked as s and t in Fig. 3. In addition, EBSD misorientation map for sample#2 as shown in Fig. 6 (c), was taken at the core of material.
Figure 6 (a) shows a relatively evenly distributed ferritic grains across the map with grain areas ranging from 10–150 µm2 with the MGA of about 26 µm2. The burnished area (s) manifests regions of coarse grains with relatively reduced grain size compared to the core material, as depicted in Fig. 6 (b). The reduction of the MGA from 26 µm2 for base material to 11 µm2 for burnished zone, evidence the effect of burnishing on the grain areas near the surface.
EBSD of heat treated Stavax as shown in Fig. 6(c) manifests not only a further reduction in average grain area to 3 µm2 but also a change in morphology of grains to needle-like structure evidencing a transition from ferritic to martensitic microstructure.

EBSD maps for burnished Stavax (a) t, core material (b) s, burnished area (c) for heat treated specimen at core material (d) inverse pole figure
Analyzing further, the effect of burnishing and heat treatment on zone s and zone t can be attained by quantifying the grain area distribution on the scanned maps. Figure 7 (a) and (b) show histograms of grain area distribution of scanned EBSD maps for zone s and zone t for sample#1 respectively. Similarly, Fig. 7 (c) depicts the grain area distribution of the core of sample#2. The results show that 17.6% of grains in zone t are above 50 µm2 while only 13.5% are above 50 µm2 for zone s while for sample#2, all needle-shaped grains are below 20 µm2.

Histogram depicting grain area distribution of burnished Stavax (a) t, core material (b) s, burnished area (c) for heat treated specimen at core material
Worth to note is the correlation of measured surface hardness and grain areas of respective zone t and zone s. Increased surface hardness from 50.42 HRC at zone t to higher surface hardness values at zone s corresponds to reduction in average grain area from 26 µm2 to 11 µm2.
4 Conclusions
Ultrasonic burnishing is a finishing process that improves surface properties including higher surface hardness and lower surface roughness. Resulted components have high wear resistant properties and last longer in service. This study finds out the positive influence of heat treatment of stainless steel on burnishing. Following conclusions can be made:
-
1.
Stainless is better suited for burnishing after heat-treatment for specific burnishing parameters. Surface properties, i.e., roughness and hardness, are improved compared to soft annealed state.
-
2.
Burnishing process after heat treatment results in surface properties which vary with tangential misalignment angle, however burnishing ability is not hindered, at any specific tangential misalignment angle.
-
3.
Burnishing has resulted in smaller grain areas within 100 µm from the burnished edge compared to the rest of material, evidencing effect of burnishing on near surface grain sizes. For heat treated sample, average grain area is further reduced with needle shaped grains.
References
Huuki, J., Ullah, R., Laakso, S.: Process limitation of ultrasonic burnishing for commercially available martensitic stainless steel. Procedia Manufact. 51, 885–889 (2020). https://doi.org/10.1016/j.promfg.2020.10.124
Nguyen, T.T., Cao, L.H., Nguyen, T.A., Dang, X.P.: Multi-response optimization of the roller burnishing process in terms of energy consumption and product quality. J. Clean. Prod. 245, 119328 (2020)
Huuki, J., Laakso, S.V.: Surface improvement of shafts by the diamond burnishing and ultrasonic burnishing techniques. Int. J. Mach. Mach. Mater. 19(3), 246–259 (2017)
Dzierwa, A., Markopoulos, A.P.: Influence of ball-burnishing process on surface topography parameters and tribological properties of hardened steel. Machines 7(1), 11 (2019)
John, M., Stalin, R., et al.: An investigation of ball burnishing process on CNC lathe using finite element analysis. Simul. Model. Pract. Theory 62, 88–101 (2016)
Huuki, J., Laakso, S.V.A., Ullah, R.: Effect of tangential misalignment in ultrasonic burnishing. Procedia Manuf. 38, 1540–1546 (2019)
Llumà, J., Gómez-Gras, G., Jerez-Mesa, R., Rue-Mascarell, J., Travieso-Rodriguez, J.A.: Mechanical strengthening in S235JR steel sheets through vibration-assisted ball burnishing. Metals 10(8), 1010 (2020)
Priyadarsini, C., Ramana, V.V., Prabha, K.A., Swetha, S.: A review on ball, roller, low plasticity burnishing process. Mater. Today Proc. 18, 5087–5099 (2019)
Alshareef, A.J., Marinescu, I.D., Basudan, I.M., Alqahtani, B.M., Tharwan, M.Y.: Ball-burnishing factors affecting residual stress of AISI 8620 steel. Int. J. Adv. Manufact. Technol. 107(3–4), 1387–1397 (2020). https://doi.org/10.1007/s00170-020-05119-x
Ramesh, S., Anne, G., Kumar, G., Jagadeesh, C., Nayaka, H.S.: Influence of ball burnishing process on equal channel angular pressed Mg-Zn-Si alloy on the evolution of microstructure and corrosion properties. SILICON 13(5), 1549–1560 (2021)
Zhen-yu, Z., Qiu-yang, Z., Cong, D., Ju-yu, Y., Zhong-yu, P.: Effect of surface burnishing process with different strain paths on the copper microstructure. J. Manuf. Proces. 71, 653–668 (2021)
Attabi, S., Himour, A., Laouar, L., Motallebzadeh, A.: Effect of ball burnishing on surface roughness and wear of AISI 316L SS. J. Bio Tribo-Corros. 7(1), 1–11 (2021)
Revankar, G.D., Shetty, R., Rao, S.S., Gaitonde, V.N.: Analysis of surface roughness and hardness in ball burnishing of titanium alloy. Measurement 58, 256–268 (2014)
El-Axir, M.H.: An investigation into roller burnishing. Int. J. Mach. Tools Manuf 40(11), 1603–1617 (2000)
Uddeholm Finland. Uddeholm Stavax ESR. https://www.uddeholm.com/finland/fi/products/uddeholm-stavax-esr/. Accessed 12 Feb 2022
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Ullah, R., Fangnon, E., Huuki, J. (2023). Effect of Ultrasonic Burnishing Parameters on Burnished-Surface Quality of Stainless Steel After Heat Treatment. In: Kim, KY., Monplaisir, L., Rickli, J. (eds) Flexible Automation and Intelligent Manufacturing: The Human-Data-Technology Nexus . FAIM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-18326-3_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-18326-3_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-18325-6
Online ISBN: 978-3-031-18326-3
eBook Packages: EngineeringEngineering (R0)