
Abstract
Carbon fibre–reinforced polymers (CFRP) are increasingly utilised as materials within hybrid components in combination with plastics and metals. Although hybrid components provide a combination of advantages from the constituent materials, there are some challenges for the manufacture of high-quality hybrid components, including weak interface bonding between the constituent materials. This research focuses on utilising additive manufacturing (AM) technology to control an aluminium substrate's surface features to enhance interfacial bonding with a CFRP laminate. For this purpose, different surface structures were designed and manufactured using laser powder bed fusion (LPBF) technology to understand the influence of surface geometry and roughness on the interface. A lattice structure with a unit cell size of 3 × 3 × 1.5 mm was manufactured to create a substrate surface with porosity. A second substrate surface was designed with the same lattice structure; however, the voids were filled to present an equivalent surface topology (EST), excluding porosity. This comparison provides an understanding of the influence of the porosity of the substrate surface on interfacial bonding strength. Interfacial bonding between the aluminium substrates and a CFRP laminate was assessed using short beam strength (SBS) and flatwise tensile tests. The results from the SBS testing indicated a 3D-printed substrate with random surface roughness increased the interlaminar shear strength of the hybrid component by almost 200% compared to a hybrid laminate with non-printed substrate. The results from flatwise tensile tests illustrated that the out-of-plane bonding strength can also be improved significantly (almost 100%).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fibre-metal (FM) hybrid composites are the most well-known form of hybrid composite structures used in the aerospace industry [4]. Advanced materials such as fibre-reinforced composites and aluminium alloys each have their own advantages and disadvantages, e.g., the low impact and residual strength properties of carbon fibre–reinforced thermoset composites and the low fatigue strength of aluminium alloys. The concept of using two materials to form a hybrid composite structure was developed to combine the strengths of each material and overcome the disadvantages [20]. In 1978, the first fibre-metal laminate structure, ARALL (aramid fibre–reinforced aluminium laminate), was manufactured in the Faculty of Aerospace Engineering at Delft University of Technology (DUT) [18]. ARALL has subsequently been used in various industries, including aerospace and wind energy. Hybrid components provide a combination of the advantages of the constituent materials, with higher mechanical properties than monolithic metals or common fibre-reinforced laminates [7]. Based on previous studies, some advantages of fibre metal composites include higher fatigue resistance, impact resistance, fracture toughness, and energy-absorbing capacity, and a lower density, and weight [2, 5, 19]. A hybrid composite can be manufactured by bonding the composite plies to metal plies. Although this concept can be used for almost any combination of materials, it has commonly been used for aluminium and aramid, glass, or carbon fibres [3]. Classifications of fibre-metal composites, with an aluminium substrate, have been categorised into three groups: aramid fibre laminates (ARALL), glass fibre laminates (GLARE), and carbon fibre laminate (CARALL) being the commercially available [20].
Generally, in hybrid composites, the substrate term refers to the part used as the base onto which the fibre composite is laminated, which is a metal for FMs. In the literature, five main steps are described for manufacturing of these laminates: (i) metal surface treatment with the purpose of improving the interfacial bonding between the fibre reinforcement and metallic component, (ii) material attachment, (iii) preparation, (iv) curing process, and (v) post-processing to release residual stresses in FML caused by curing process [15].
Park et al. [13] determined that the main factor influencing the bonding strength between a fibre-reinforced polymer laminate and a metal substrate is pre-surface treatment. Among existing substrate surface treatment techniques, typically defined as chemical or mechanical treatments, the latter is the focus of this study. The bonding between the substrate and fibre reinforcement layer can be enhanced by controlling the surface features of the substrate to generate increased mechanical interlock between the components. For this purpose, the substrate surface needs to be prepared with specific features such as coarse random or structured surface features, without contamination [8, 9]. AM technology can be utilised to manufacture the substrate with complex surface structures which would be almost impossible to be manufactured by more traditional techniques. The novel concept of using AM to modify a substrate surface provides the flexibility to study various parameters and determine the best performance combination to achieve significantly enhanced strength of interfacial bonding between two components.
Based on a survey of the literature, a variety of testing methods have been developed to measure adhesion strength: interfacial failure and interlaminar shear tests. Despite the advantages of hybrid laminate composites, the main limitation for using these materials is the complexity of the geometry [1]. In addition, evaluation of manufactured hybrid components is very challenging as each testing method has different requirements with regard to sample geometry, adding more complexity to the manufacturing process. Although most previous studies are based on laminate composite structures in which a metal component with a flat geometry was used as the substrate, in broader applications, the substrate can be made of different materials with complex geometries. This study investigates hybrid aluminium/CFRP components independently of geometry. In other studies conducted by Durante et al. [10] and Formisano et al. [11], an innovative method was introduced to enhance the bonding in a metal-core sandwich structure that can be considered a highly potential application for this study.
This paper presents an investigation into interfacial bonding mechanisms between an aluminium substrate printed via laser powder bed fusion process (LPBF) and a long-fibre carbon fibre–reinforced polymer laminate manufactured in-situ using a resin infusion process. A methodology is presented for the manufacture of these hybrid laminates. Results from short-beam shear (SBS) and flatwise tensile tests are presented to demonstrate the shear and out-of-plane strength of the bond between substrate and laminate. The objectives of this research are to identify the most influential morphological parameters of the substrate surface to enhance the interfacial bonding strength of hybrid composite components and to establish a manufacturing method for such components based on the application of continuous carbon fibre manufacturing technologies.
2 Manufacturing procedure
2.1 Materials
To produce the aluminium substrate plates on which the CFRP laminate was added, the surface structure was printed by LPBF onto an existing 3-mm-thick aluminium plate (or base substrate). The powder material chosen for the LPBF in this study was AlSi10Mg aluminium, supplied by EOS GmbH. The particle size for this type of alloy is in the range 15–45 μm. To facilitate strong fusion bonding between the powder and the intended base substrate, 5083 rolled aluminium plates, an alloy very similar in composition to the powder, was selected as the base substrate material.
For the reinforcement layers within the CFRP laminate, a unidirectional non-crimp carbon fibre textile with an areal weight of 330 gm2 was used. This was infused with PRIME 20LV epoxy resin with the corresponding Slow PRIME hardener, supplied by Gurit, mixed in a ratio of 26:100 (by weight) with the resin, providing a pot life of 1 h at ambient temperature. The laminate was post cured for 7 h at 65 °C.
2.2 Fabrication
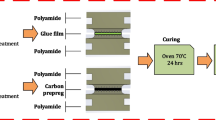
The resin infusion process was completed directly on top of the substrate plate; the epoxy resin flowing over and within the substrate with the aim to maximise interface strength. Figure 1 describes the specimen preparation process.

Schematic of the procedure through manufacturing and mechanical testing of specimens
2.2.1 Substrate manufacturing
For the base plate, AL 5083 in a 3-mm-thick sheet form was used, onto which a 1.5-mm-thick layer of AlSi10Mg powder was 3D printed using a LPBF metal 3D printer (EOS M290 metal LPBF machine). The in-plane dimensions of the base plate were 250 × 250 mm, determined by the available build size of the printer. Printing a thin structured layer on top of a standard plate significantly reduced the manufacturing time of the substrate and increased material usage efficiency. Chan et al. [6] showed that the bond between an aluminium sheet and 3D-printed layer of aluminium is strong enough for the manufactured component to be considered one part. The machine parameters for 3D printing were as follows:
-
laser power: 370 W
-
hatch spacing: 0.13 mm
-
scan velocity: 1300 mm/s
-
layer thickness: 0.03 mm
-
scan pattern: stripes, 7 mm wide, 67° rotation angle.
To achieve maximum relative density from the build and avoid part detachment from the substrate plate, the temperature of the build plate was set at 35 °C. After printing the final layer, the printed substrate was placed under 500 N force in a hot press for 24 h at 180 °C to eliminate or reduce residual thermal stresses in the plate. The printed plates were then cut into the required sample sizes for mechanical testing based on the ASTM standards applied, using waterjet cutting. The waterjet cutting process was selected because of two main reasons: firstly, it provides a higher dimensional accuracy and cost efficiency; secondly, due to limitations in accessing the other appropriate methods. 3D lattice structures applied to the substrate surface were designed using the nTopology software package. A wide range of surface topologies were considered, but due to limitations of time and cost, only one of the lattice structures (fluorite) was selected for this study. The fluorite lattice was chosen as it is capable of being applied with and without porosity. Also, it provides a structured rough surface topology to interact with CFRP laminate. The unit cell size of the lattice was 3 × 3 × 1.5 mm and thickness of the lattice struts was 1 mm. To investigate the effect of the porosity of the substrate surface on interface strength, an equal surface topology (EST) of the porous structure was designed, which excluded the voids. Figure 2 shows the CAD models and as-manufactured substrate topologies for the porous and non-porous geometries.

(Top) The CAD models; (bottom) actual 3D-printed substrate
Two additional substrates were manufactured: AL 5083 with a sand blasted surface and a 3D-printed substrate with a random surface roughness. The samples with the sand blasted substrate surface were the baseline reference, without any chemical surface treatment applied. The samples with 3D-printed surface roughness were designed using nTopology, with a roughness frequency of 5000, seed value of 5000, and a 0.1 mm roughness amplitude. These samples enabled the effect of a 3D-printed surface to be considered independently of the surface topology. In total, four different substrate surface topologies have been manufactured and assessed mechanically; sand blasted, 3D-printed random surface roughness, porous structured surface topology, and the equal surface topology.
2.2.2 CFRP laminate manufacturing
A resin infusion process was chosen to manufacture in-situ the carbon fibre–reinforced laminate onto the 3D-printed substrate plates. In resin infusion, the inlet locations for resin injection and outlet play an essential role in ensuring a fully saturated laminate is produced with minimum defects. The setup of fibre reinforcement and supporting consumable materials is typically varied part by part, depending on parameters such as part shape and geometry, and the thickness and fibre layup within the laminate [17]. A linear inlet placed at one edge of the substrate plate was found to provide the best saturation of the laminate, as presented in Fig. 3. All preforms were composed of eight layers of the unidirectional carbon reinforcement, with a [0/90/0/90]s. Eight layers were used to achieve a CFRP laminate thickness of approximately 3.0 mm. The thickness of carbon reinforcement was chosen to place the neutral axis of the resulting hybrid laminate at the aluminium/CFRP interface. This best assesses the shear strength of the aluminium/CFRP interface during short-beam shear testing, as this is the location of the maximum transverse shear stress. The number of reinforcement layers (the laminate thickness) was calculated using the Helius Composite software package.

(Left) The manufacturing steps for the manufacture of flat hybrid components; (right) a schematic of the infusion layout
3 Mechanical testing
For this study two different mechanical testing methods have been applied based on ASTM D2344 for short-beam shear (SBS) and ASTM C297 for flatwise tensile (FW) to measure the interlaminar shear and out-of-plane strengths of the bond between aluminium substrates and CFRP, respectively. Figure 4 shows prepared specimens in situ for each type of test.

Specimens shown in-situ for the a short-beam strength tests, b flatwise tensile 50 × 50 mm, and c flatwise tensile 30 × 30 mm
The specimens for SBS test plates were waterjet cut to in-plane dimensions of 16 × 48 mm. Based on the standard, specimen dimensions are recommended as follows: length to thickness ratio is 6:1 and width to thickness ratio is 2:1. As recommended in the standard, one side of each specimen was covered in white colour to make the crack propagation more visible. The SBS specimens were placed on 3 mm diameter support pins set to a span of 28 mm, and load was applied using a 6 mm diameter pin (Fig. 4a). The load pin was displaced at a constant speed of 1 mm/min, until failure was noted at the aluminium/CFRP interface. The front surface of each specimen was painted white to allow for easy identification of cracking at the interface. For this test method, seven specimens of each substrate topology type were manufactured and tested.
The specimens for the flatwise tensile test were waterjet cut from the same manufactured hybrid plate to in-plane dimensions of 50 × 50 mm initially. These specimens were bonded to the testing block using HPR5 epoxy adhesive, supplied by Adhesive Technologies Ltd. During bonding the specimens were compressed within a hydraulic press with an applied 80 N force. The hardener was mixed in at a ratio of 26:100 (by weight) with the resin providing a pot life of 35 min at ambient temperature. They were cured for a minimum of 24 h at room temperature, as recommended. Based on the standard for flatwise tensile, five specimens with each substrate topology type were manufactured and tested. Each assembled specimen was mounted between a pair of steel C-section grips (see Fig. 4b) and a preload of 100 N applied. Once stable, the grips were separated at a constant speed of 2 mm/min until separation occurred at the aluminium/CFRP interface. Due to the large surface area between the carbon laminate and aluminium substrate for flatwise tensile, in initial experiments, all samples failed at an unwanted location; the glued interface between the steel testing blocks and the outer surface of either the CFRP laminate or aluminium substrate (highlighted in Fig. 4b). To avoid this, the interface area for subsequent specimens was reduced from 50 × 50 to 30 × 30 mm by machining the contact area with a width of 2 mm and depth of 10 mm on each side (Fig. 4c) to ensure that an adhesive failure could be achieved at the desired interface.
3.1 Interlaminar shear strength evaluation
The results from the SBS tests are summarised in Fig. 5. Representative force-extension curves are provided in Fig. 5a, while the average failure stress data is summarised in Fig. 5b. It is notable that the average shear strength value for the sand-blasted plates was the lowest, while the EST samples generated the highest value. These initial observations confirm that surface treatments resulting in a varied surface roughness cause a significant increase in interlaminar shear strength. This increase can be attributed to a disruption in the propagation of shear forces due to the irregular contact between the substrate surface and the carbon laminate. Based on the applied ASTM standard, the interlaminar shear strength can be calculated using the following equation:
where F is short-beam strength (MPa), P is maximum load observed during the test (N), b defines the measured specimen width (mm), and h is measured specimen thickness (mm). Based on values calculated using this equation, there is a significant improvement (110%) in interlaminar shear strength for the sample with random surface roughness, when compared with the sand-blasted substrate. The surface with random peak points appeared to create mechanical resistance between the CFRP and aluminium layers, leading to stronger in-plane shear strength. The EST topology exhibited a further increase of about 22% over the samples with 3D-printed surface roughness, generating the highest average shear strength value. It can be understood from these results that creating structured or random peak points will improve the interfacial shear strength of aluminium/CFRP hybrid interfaces significantly.

Results from SBS: a examples of load-extension graphs and b average shear strength values
While the porous structure topology demonstrated an almost 10% improvement in interfacial shear strength over the random surface roughness topology, the values were 12% lower than for the EST topology. The lower shear strength of porous structure samples relative to the EST samples can be explained by considering two main factors; firstly, by adding the porosity into the structure, the contact surface area of the substrate, and CFRP reduces, which leads to a lower shear strength. In addition, by removing some aluminium for the porous structure, the overall bending stiffness of the sample is reduced a small amount, lowering the required force to achieve a certain extension level. In summary, all 3D-printed substrate plates exhibited higher interfacial shear strength than the sand blasted plate, being on average 104% higher, primarily due to the introduction of few parameters such as mechanical interlocking between substrate and the CFRP, peak points, and the increased bond length.
The nonlinearity of the force-extension graph in the first 0.5 mm of extension can be explained by localised compressibility of the CFRP laminate of the sample. Through initial loading, localised deformation occurs at the surface of the CFRP layer, under the loading pin, due to the applied local force. Due to the relatively high bending stiffness of a sample, initial loading pin extension does not raise the force significantly, as the effective contact area of the pin increases through the process of localised deformation.
3.2 Out-of-plane bonding strength evaluation
The flatwise tensile test was used to measure the out-of-plane strength of the hybrid laminate interfaces, the results being presented in Fig. 6. The substrate with the 3D-printed random surface roughness generated the smallest strength values (35 MPa on average), while the substrates with the porous surface structure and EST structure treatment exhibited the highest values (38 and 44 MPa, respectively).

Results from FW: a examples of load-extension graphs and b results for normal strength values
These initial observations confirm that surface treatments with peak points cause an increase in out-of-plane tensile strength; however, this phenomenon might be explained because of the more extensive surface area. The effective surface area increases from 2500 for a flat sample to around 6000 mm2 for an EST surface, contributing to the higher tensile strength value. The epoxy resin was able to penetrate the substrate structure for the samples with a porous substrate structure during the infusion process. This caused a mechanical interlock between the epoxy and substrate, which appears to have contributed to a further increase of strength of the interface. For all 3D-printed substrates, the presence of aluminium oxide at the surface plays an influential role in interface bonding. Several previous studies have highlighted that oxide on the surface can cause defects at the microscale, leading to a weakened bonding strength [12, 14, 21]. This is clearly demonstrated by the poor performance of the 3D-printed random surface roughness, relative to the sand-blasted baseline. The oxide presence on the surface of the 3D-printed substrates is because of oxygen in the printer build chamber and moisture absorbed by powders during handling [16]. Further oxidisation may occur while the printed parts are being handled, up until application of the CFRP laminate. If further post-processing steps are taken for 3D-printed substrates to remove oxide prior to laminate application, further increases in out-of-plane bond strength are expected.
The nonlinear force response at low extensions can be explained by small geometric inaccuracies in the manufactured specimens due to the complexity of specimen assembly. As load is initially applied, not all surfaces to which force is applied are loaded evenly. Once initial deformation leads to more even application of load, the force-extension curve shifts to a linear behaviour.
3.3 Visual analysis
In this section, observations from the failure of the mechanical testing specimens are presented. Figure 7 illustrates the failure moment for SBS specimens, presenting typical specimens for each surface topology type. Specimen failure was observed to initiate firstly at the interface between substrate and laminate, progressing to a crack through the CFRP laminate underneath the loading pin.

Images of the captured failure event during SBS testing: a sand blasted, b 3D-printed surface roughness, c EST, and d porous structure
Figure 8 presents images of the failure surfaces of the flatwise tensile test specimens after testing. For the sand-blasted samples, a pure adhesive failure was observed between the CFRP laminate and aluminium substrate, demonstrating a relatively weak mechanical bonding. In the case of the 3D-printed surface roughness topology, the same type of failure occurred, again confirming the weak mechanical bonding between metal substrate and CFRP laminate. However, the recorded force values for this sample were only half of the sand-blasted substrate because of the presence of aluminium oxide on the printed surface, as discussed in Sect. 3.2. Figure 8c and d illustrate the cohesive-adhesive failure that occurred in the matrix layer of the CFRP laminate, for the porous and EST topologies. Improved mechanical interlocking with the substrate surface has altered the failure mode, the out-of-plane strength of the full assembly being then limited by the out-of-plane tensile strength of the CFRP laminate.

The failed specimens for the FW test: a sand blasted, b 3D-printed surface roughness, c EST, and d porous structure
Figure 9 shows a microscopy cross-section captured at the interface between the aluminium substrate and CFRP laminate for a sample of the porous structure topology and other specimens. It is notable that the fibre reinforcement layers did not fully conform to the curvature of the substrate surface, and the majority of the “valleys” in the printed porous topology are filled with neat epoxy, resin limiting mechanical interaction between carbon tows and aluminium surface. Also, carbon fibre tow deformation is not substantial within the other specimens, as illustrated by the micrographs presented in Fig. 9. From these observations, it can be concluded that the measured bond strength values for these hybrid laminates are highly influenced by the strength of the aluminium/epoxy interface. Application of a structured roughness including porosity led to improved mechanical interaction, due to resin penetration, and the highest normal strength values.

(Top) A microscopic image taken from the cross-section of a hybrid laminate sample using the porous substrate topology; (bottom) the microscopic images from other specimens
4 Conclusion
This research focused on the interfacial enhancement of hybrid components through utilisation of AM technologies to manipulate the surface topology of a substrate component. The experiments were conducted on an aluminium/CFRP hybrid component with the aluminium substrates being manufactured using laser power bed fusion. The presented mechanical testing study has demonstrated that for the material system studied, they were manufactured under the described conditions:
-
Substrate surface features such as peak points and porosity can improve the interlaminar shear strength by at least 100% in SBS tests.
-
The out-of-plane strength at the interface of such a hybrid component can be improved by 100% through surface topology modifications of the substrate.
-
While a difference was found between the substrate with and without porosity in terms of interface shear strength, an additional 22% in out-of-plane strength was provided by adding substrate porosity, for the material system studied here.
This initial study has demonstrated the potential interface strength improvements that can be achieved with 3D-printed surface features, while significant scope remains for further increases in performance. For future studies, different substrate material systems will be investigated (e.g. polymeric), considering a wider range of substrate surface topology features such as unit cell size and lattice geometry.
References
Abdullah MRR, Prawoto Y, Cantwell WJJ (2015) Interfacial fracture of the fibre-metal laminates based on fibre reinforced thermoplastics. Mater Des 66(PB):446–452
Alderliesten R (2009) On the development of hybrid material concepts for aircraft structures. Recent Patents Eng 3(1):25–38
Alderliesten RC, Benedictus R (2007) Methodology to support the development of fibre metal composite technology for future primary aircraft structures. 6th Canadian-International Composite Conference, p 1–14
Asundi A, Choi AYN (1997) Fiber metal laminates: an advanced material for future aircraft. J Mater Process Technol 63(1–3):384–394
Castrodeza EM, Bastian FL, Ipiña JEP (2003) Critical fracture toughness, JC and δ5C, of unidirectional fibre–metal laminates. Thin-Walled Struct 41(12):1089–1101
Chan YL, Diegel O, Xu X (2021) A machined substrate hybrid additive manufacturing strategy for injection moulding inserts. Int J Adv Manuf Technol 112(1–2):577–588
Chang P-Y, Yeh P-C, Yang J-M (2008) Fatigue crack initiation in hybrid boron/glass/aluminum fiber metal laminates. Mater Sci Eng A 496(1–2):273–280
Critchlow GW, Brewis DM (1996) Review of surface pretreatments for aluminium alloys. Int J Adhes Adhes 16(4):255–275
Davis M, Bond D (1999) Principles and practices of adhesive bonded structural joints and repairs. Int J Adhes Adhes 19(2–3):91–105
Durante M et al (2020) \An innovative manufacturing method of aluminum foam sandwiches using a mesh-grid reinforcement as mold. Int J Adv Manuf Technol 107(7–8):3039–3048
Formisano A et al (2021) Mechanical behavior and collapse mechanisms of innovative aluminum foam-based sandwich panels under three-point bending. Int J Adv Manuf Technol 112(5–6):1631–1639
Grainger L (2016) Investigating the effects of multiple powder re-use cycles In. in Addit. Manuf. Users Group; 28th Annu. Educ. Train. Conf, pp 10–20
Park SY, Choi WJ, Choi HS, Kwon H, Kim SH (2010) Recent trends in surface treatment technologies for airframe adhesive bonding processing: a review (1995–2008). J Adhes 86(2):192–221
Sartin B et al (2017) 316L powder reuse for metal additive manufacturing. In: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, pp 351–364
Sinmazçelik T, Avcu E, Bora MÖ, Çoban O (2011) A review: fibre metal laminates, background, bonding types and applied test methods. Mater Des 32(7):3671–3685
Totten GE, Mac Kenzie DS (2003) Handbook of aluminum: volume 2: alloy production and materials manufacturing. CRC Press
van Oosterom S, Allen T, Battley M, Bickerton S (2019) An objective comparison of common vacuum assisted resin infusion processes. Compos A Appl Sci Manuf 125(March):105528
Villanueva GR, Cantwell WJ (2004) The high velocity impact response of composite and FML-reinforced sandwich structures. Compos Sci Technol 64(1):35–54
Vlot A (1996) Impact loading on fibre metal laminates. Int J Impact Eng 18(3):291–307
Vogelesang LB, Vlot A (2000) Development of fibre metal laminates for advanced aerospace structures. J Mater Process Technol 103(1):1–5
Weingarten C et al (2015) Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J Mater Process Technol 221:112–120
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions This project was funded by the University of Auckland as Doctoral Scholarship program.
Author information
Authors and Affiliations
Contributions
This research will provide a practical solution for manufacturing hybrid components using additive manufacturing technology. Hamed Abdoli, as a PhD candidate, undertook the bulk of the hands-on research part of the project, under the supervision of Dr. Tom Allen, Professor Simon Bickerton, Professor Olaf Diegel, and Associate Professor Mark Battley. Practical works were supervised by Simon Chan. The paper was collaboratively written by Hamed Abdoli, Olaf Diegel, and Simon Bickerton.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
This research study does not involve human participants and is to be used for non-life science journals; hence, ethical approval is not applicable.
Consent for publication
The authors give permission for the publishing of this article.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abdoli, H., Chan, Y.L., Diegel, O. et al. Enhancing the interfacial bonding strength between 3D-printed aluminium substrates and carbon fibre–reinforced polymers. Int J Adv Manuf Technol 126, 1189–1197 (2023). https://doi.org/10.1007/s00170-023-11200-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11200-y