
Abstract
This article presents the results of pilot studies on the lubrication of the blankholder zone in sheet metal forming using a pressurised lubricant. The authors invented a method and built a special tribometer for pressure-assisted lubrication. This approach reduces friction in sheet metal forming processes compared to conventional lubrication. Moreover, the artificial neural network approach combined with a force-directed Fruchterman-Reingold graph algorithm and Spearman’s correlation was used for the first time to analyse the relationships between the friction process parameters and the output parameters (the coefficient of friction and the resulting surface roughness of the sheet metal). The experimental tests were conducted utilising strip drawing on four grades of steel sheets known to be outstanding for deep-drawing quality. Different oils, oil pressures and contact pressures were used. Artificial neural network models were used for the first time to determine these relationships in a strip drawing test where every parameter is represented by one node, and all nodes are connected by edges with each other. R Software version 4.2.3 was used to construct the network using the ‘qgraph’ and ‘networktools’ packages. It was found that friction conditions had a highly significant negative correlation with coefficient of friction (COF) and a moderately significant negative correlation with the final surface roughness. However, the initial surface roughness of the as-received sheets had a negative correlation with the COF and a positive one with the resulting surface roughness of the sheet metal. The parameters most related to the COF are the strength coefficient, the ultimate tensile strength and the friction conditions (dry friction or pressurised lubrication). Spearman’s correlation coefficients showed a strong correlation between the kinematic viscosity and the friction conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sheet metal forming is a metal process that allows the required shape of the finished component to be obtained. Due to the shape of the finished component and the nature of the work of the tools forming the sheet metal, there are various mechanisms of cooperation in the sheet metal forming process between the surfaces of the tool and the sheet metal [1, 2]. These mechanisms include stretching [3, 4], bending [5, 6] and reduction the sheet thickness [7, 8]. Sheet metal forming is a cheap and quick method of forming sheet metal components, especially in the automotive industry. In the pursuit of reducing energy consumption and protecting the environment, the automotive industry is focused on reducing friction during forming, limiting the use of technological lubricants and producing lighter structures. One method used to create lighter constructions is the use of tailor-welded blanks (TWBs). TWBs are created by combining blanks with varying characteristics, thicknesses or coatings. The advantage of TWBs is saving production costs and improving the dimensional accuracy of components. However, there are some problems that need to be overcome in the forming process [9]. Weaker material deforms more than stronger material. Furthermore, changes in material properties inside the heat-affected zone of the weld result in reduced sheet metal formability. The accurate control of the weld line movement during stretch forming is essential [10]. For this reason, Abbasi et al. [11] developed an analytical method for predicting the welded line movement for different thicknesses and strain ratios. Bagheri et al. [9] examined the impact of three welding techniques — friction stir vibration welding, friction stir welding (FSW), and CO2 laser welding — on the mechanical characteristics of TWBs fabricated from EN AW-6061 aluminium alloy sheets. The formability and mechanical characteristics of TWBs were discovered, and it was found that those for TWBs made by friction stir vibration welding and FSW are higher than those for TWBs made by CO2 laser welding. To enhance the quality and characteristics of TWBs, Abbasi et al. [12] utilised the Taguchi approach to determine the optimal values of the welding parameters (tool tilt angle, tool rotational speed, vibration and traverse welding speed) of TWBs made of EN AW-6061-T6 aluminium alloy. The formability test results when limiting dome height and using a forming limit diagram showed that the formability behaviour of FSW-ed blanks was lower than those of friction stir vibration welded blanks. Because of the practical difficulties associated with the experimental determination of the forming limit diagram, Abbasi et al. [13] proposed applying the Gurson–Tvergaard–Needleman approach to derive the failure criterion of TWBs made from interstitial free steel blanks.
Due to the nature of the metal forming process, the tools and the workpiece are constantly exposed to unfavourable conditions during the process, most often high temperature and high contact pressure values [14]. These unfavourable working conditions directly affect the wear of the tools and also affect the surface quality of the obtained components, which is primarily related to the friction between the tool surface and the plate [15]. Solutions are used to reduce the friction occurring in the forming process to improve the forming conditions. For this purpose, appropriate lubricants are most often used, adapted to the type (mineral oil, synthetic oil, natural oil) [16, 17] and kinematic viscosity (KV) [18, 19], the properties of which are often modified with enriching additives that directly affect the physical properties of the lubricant. Another way to reduce friction is to adapt the tool material to the material being processed [20] or to coat the tool surfaces to ensure the required properties [21, 22]. It should be noted that the strip drawing (SD) test is typically used to determine the coefficient of friction (COF) in sheet metal forming processes. This test involves pulling a strip of sheet metal between profiled [23, 24] or flat [25, 26] countersamples. The COF is determined as the ratio of the friction force (pulling force) and the contact force.
Providing appropriate friction conditions (FCs) in sheet metal forming processes is crucial for reducing friction and ensuring the appropriate surface roughness of the component. The basic methods for reducing the COF are to use the appropriate type of lubricant (fluid, paste or solid lubricant) with the appropriate physical properties. Many authors have researched and described the above-mentioned approaches for modifying the friction phenomenon in the sheet metal stamping process. Schell et al. [27] compared the lubrication performance of different classes of lubricants, such as mineral oil, synthetic oil, ester oil, oil emulsion, wax, graphite, polymer and hot melt adhesive. The tests carried out using the SD test on EN AW-7075 T6 aluminium alloy strips under variable contact pressure in the range from 3 to 10 MPa and at variable temperature showed that oils and wax provide good lubricity, which, however, are not sufficient to protect the tool against wear. Research indicates that this problem can be solved by using a combination of oil and solid particles. As a result, it was found that the most advantageous solution is a combination of grease with high lubricity, for example wax with the addition of a polymer, which provides good lubricating properties. Slota et al. [28] analysed the influence of variable process parameters such as contact force, oil viscosity and sliding speed on friction in the SD test. It was found that using high-viscosity oil ensured the best lubricating properties.
The analysis of the data collected during experimental research into the effect of friction on the impact of the process parameters on the values of the COF and the surface quality of the finished product is possible thanks to the use of statistical analyses or more advanced tools such as artificial neural networks (ANN) for information processing [29]. ANNs have been used in tribology to predict the COF of composites [30, 31] and steels [32], modeling friction in lubricated contact [33, 34], predicting elastohydrodynamic film thickness [35] and analysing the wear behaviour of tools [36] and coatings [37]. In general, the prediction accuracy of ANN models is subject to sampling variation. Explanatory parameters (the input variables) should not be correlated with each other. Moreover, the predictive capabilities of a neural network are generally limited to the range of changes in the input parameters. Excessive training of ANN causes overlearning of the patterns contained in the training set, which means the networks lose the ability to generalise knowledge. To avoid such drawbacks, network analyses should always consider model selection methods and the relevant correlation coefficient and, finally, check for model accuracy using resampling methods such as bootstrapping [38] or the Bayesian approach [39].
This article presents an innovative method for reducing friction in the blankholder during the sheet metal forming processusing pressure-assisted lubrication. A method and a special SD test tribometer that enables lubricant to be supplied to the contact zone under pressure were developed. This approach reduces friction compared to conventional lubrication in sheet metal forming processes. Neural network models have been built in R Software because of the challenge of determining the relationship between the parameters of the friction process and the COF or the finished surface roughness of the sheet metal. The testing employed four different kinds of deep drawing steel sheets. To the best of the authors’ knowledge, such an ANN approach combined with a force-directed Fruchterman-Reingold (FR) graph algorithm and Spearman’s correlation has not been used to analyse the relationship between process parameters and output parameters, that is, the COF and resulting surface roughness of the sheet strip. In network analysis, a node is considered relatively influential when well connected to other nodes. This is termed centrality indices in graph theory and network analysis; it is the quantification of this relative influence based on the number of connections to other nodes which reflects the role of that node in the network [40]. Since the experimental results have been partially discussed in previous publications of the authors, this article is only focused on the analysis of the experimental data using network models.
2 Materials and methods
2.1 Material
The tested material was low-carbon steel, which has excellent properties for deep drawing. The tests were carried out using four grades of sheet metal: DC03 (1.0347) with a thickness of 1.2 mm, DC04 (1.0338) and DC05 (1.0312) with a thickness of 1.25 mm, as well as DC06 (1.0873) with a thickness of 0.8 mm. The basic mechanical properties of the tested sheets (Table 1) were determined on the basis of a uniaxial tensile test of sheet metal strips cut along the rolling direction. To find the strain hardening parameters, the Hollomon power law was used to approximate the actual stress–strain relationship, where σ represents the true stress, K is the strength coefficient, ε is the plastic strain and n is the strain hardening exponent. A Zwick/Roell Z100 universal testing machine was used to conduct experiments in accordance with the EN ISO 6892–1 [41] standard.
A T8000RC stationary profilometer was used to measure the surface topography of the sheets that were tested, and the measurement results are presented in Fig. 1 in the form of surface topography and the roughness parameter values.

Surface topography and the values of the surface roughness parameters: a DC03, b DC04, c DC05 and d DC06
In accordance with the requirements of ISO 25178–2 [42], the following surface roughness characteristics were calculated: Sa, Sq, Ssk, Sku, Sp, Sz and Sv.
2.2 Experimental procedure
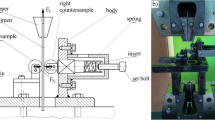
Experimental tests were carried out using a specially designed tribometer enabling the study of the friction phenomenon occurring in the sheet metal forming process in the blankholder area. This device was mounted in the lower holder of a Zwick/Roell Z100 machine testing machine. The tribometer was equipped with a hydraulic power supply from Argo-Hytos, allowing for smooth regulation of the lubrication pressure in the 0 to 1.8 MPa range and the flow between 0 and 0.4 dm3/min. Test samples 140 mm long and 25 mm wide were cut according to the sheet rolling direction. To supply the lubricant directly to the friction zone, the countersamples were equipped with hydraulic connections, and oil channels were created on the working surfaces.
Cold work tool steel 145Cr6 (1.2063) was used to make the countersamples. The chemical composition of 145Cr6 steel according to EN ISO 4957:2018 is presented in Table 2. From the measurement of the surface roughness of the countersamples, the following values of the basic surface roughness parameters were obtained: Sq = 0.53 µm, Ssk = − 0.31, Sku = 18.2, Sp = 5.7 µm, Sv = 5.9 µm, Sz = 11.7 µm, and Sa = 0.34 µm.
Measuring the hardness of the countersamples was carried out using a Vickers tester from Qness 60 series (Qness, Mammelzen, Germany). A pressure force of 98.07 N was used according to the ISO 6507–1:2023 [43] standard. As a result of the series of measurements, an average hardness value of 197.2 HV was determined.
The research was carried out using variable parameters of the sheet metal SD test, the values of which were adjusted in such a way as to reflect the real FC in sheet metal forming. The contact pressure (CP) of the counter samples against the sheet metal surface was controlled by the contact force, the value of which was measured using a Kistler 9345B2 piezoelectric sensor. The CP value was determined at the levels of 2, 4, 6 and 8 MPa. This range corresponds to the pressures occurring in the blankholder zone in sheet metal forming [44, 45]. In the research, it was also decided to check the influence of the oil used on the COF and the sheet metal surface after the friction process. Therefore, in addition to the tests carried out in dry friction conditions, lubricated conditions were also considered. Using two types of deep-drawing oils, at a temperature of 20 °C, the kinematic viscosity was measured and found to be different. The kinematic viscosity of the S100 Plus oil and S300 oils was 360 mm2/s and 1135 mm2/s, respectively. Under pressure ranging from 0 (conventional lubrication) to 1.8 MPa, the lubricant was supplied to the contact area, and to avoid oil leaking from the contact zone, the maximum oil pressure was chosen.
2.3 Network models
The choice of a model is contingent upon the nature of the data. For example, correlation network models are employed to analyse data that is either continuous or discrete in nature. Mixed graphical models, on the other hand, are used to analyse data that encompasses both continuous and categorical variables. Lastly, Ising models are utilised for the analysis of binary data. The Pearson correlation coefficient is commonly employed for analysing continuous data, but the Spearman correlation coefficient is typically used when analysing non-normal data. Furthermore, the application of resampling techniques, such as bootstrapping in network models, is employed. R software version 4.2.3 [46] was used for construct network using the qgraph and networktools packages. The code used to construct the network is provided in the Appendix.
The following parameters were used in the network models: strength coefficient (K), strain hardening exponent (n), ultimate tensile stress (Rm), initial surface roughness (Sa parameter) of the sheet metal (Isa), the CP, FCs, the KV of the oils, the COF and the final surface roughness (Sa parameter) of the sheet metal (Fsa).
3 Results and discussions
3.1 Experimental results
Figures 2 and 3 show the influence of CP on the COF for DC03 and DC04 sheets. The drawings on the left correspond to the lubrication conditions with S100 Plus oil. Under conventional lubrication conditions (oil pressure equal to 0 MPa), a slight decrease was noticed in the coefficient of friction as the CP increased. Kirkhorn et al. [47], Folle et al. [48] and Vollertsen and Hu [4] explained this relationship is a non-linear relationship between the frictional force and the contact force. In pressure-assisted lubrication conditions, the relationship between contact pressure and the COF is clearly inverse. An increase in contact pressure causes an increase in the COF (Figs. 2 and 3). In general, similar qualitative conclusions were observed for the other two sheets DC05 and DC06. At the same time, as the oil pressure increases, the value of the COF decreases. Increased lubricant pressure creates a specific oil cushion that limits metallic contact between the peaks of the asperities [49]. The higher the contact pressure, the lower the beneficial effect of pressurised lubrication, which means that the COFs determined under different oil pressures are more and more similar. This is due to the well-known effect of decreasing lubrication efficiency with increasing contact pressure [50]. Under high CP conditions, local disruption of the lubricant film occurs [51], as a result of which the mechanism of mechanical cooperation of the asperity peaks increases [52]. The components of the COF present in metal/metal contact are discussed in detail by Folle et al. [48].

The effect of CP on the COF for a DC03 steel sheet lubricated with a S100 Plus oil and b S300 oils

The effect of CP on the COF for a DC04 steel sheet lubricated with a S100 Plus oil and b S300 oils
The effect of contact pressure on the average surface roughness Sa of sheet metal (Figs. 4 and 5) is more complex than the effect of contact pressure on the COF (Figs. 2 and 3). There is a clear influence of the type of grease and the lubrication pressure on the average surface roughness. The initial average surface roughness of the DC04 sheet was Sa = 1.40 μm. During lubrication with oil with a kinematic viscosity of 360 mm2/s in conventional lubrication situations (oil pressure 0 MPa), an increase in the value of the Sa parameter was observed. Pressure-assisted lubrication resulted in a reduction in the roughness of the sheet metal for the entire range of analysed contact pressures (Fig. 4a). Friction during lubrication with oil at pressures of 1.2 and 1.8 MPa led to the development of a surface roughness Sa of approximately 1 μm. The distortion of the asperity peaks under the influence of pressure creates a bearing surface capable of transferring the load. This surface does not change under the influence of a further increase in pressure [53]. A similar conclusion can be made for lubrication with oil with a kinematic viscosity of 1135 mm2/s (Fig. 4b). The DC04 sheet with an initial average roughness of Sa = 1.28 μm (Fig. 5 a and b) under lubrication conditions with S300 oil did not show an increase in average roughness (Fig. 5a). The lubricant at the highest analysed pressure (1.8 MPa) ensures a similar variance in the average roughness of the sheet over the entire range of analysed CP (Fig. 5b). It is well known that FCs are mainly influenced by the surface topography between the tool and the specimen’s real contact area [54]. At low surface roughness, the dominant friction mechanism is adhesion [55]. Meanwhile, at high roughness, especially on the tool surface, an asperity flattening and ploughing mechanism occurs [56].

The effect of CP on the average surface roughness Sa for a DC03 steel sheet lubricated with a S100 Plus oil and b S300 oils

The effect of CP on the average surface roughness Sa for a DC04 steel sheet lubricated with a S100 Plus oil and b S300 oils
The alteration in the topographical features of the sheet metal surface, or more precisely, the peaks of the asperities, is also influenced by the value of the yield strength of the sheet material [57] and the work hardening phenomenon. The surface of more plastic materials is subject to a greater change in topography caused by cooperation with the surface of a hard tool [58]. Due to plastic deformation, deep-drawing quality steel sheets increase in strength and hardness [53]. The conclusions from the analysis of the test results indicate the complexity of the friction phenomenon, which simultaneously depends on many parameters that, to varying degrees, influence the alteration in the topographical features of the sheet metal surface and the COF.
3.2 ANN analysis
Figures 6 and 7 are box plots of the effect of FC on the coefficient of friction and the average roughness of the sheet after the friction test. Every box represents the data’s interquartile range (IQR) from Q1:Q3, and the line inside the box represents the data’s median. At the same time, the bars outside the box represent the data’s minimum (Q1 − 1.5 × IQR) and maximum (Q1 + 1.5 × IQR) values. Any data outside these bars are considered outliers. Regarding the COF, the negative effect of the FC started when the oil pressure reached 0.6 MPa, while for the sheet roughness after the friction test, the negative effect began when the oil pressure reached 1.2 MPa.

A box plot illustrating the COF affected by the friction conditions

A box plot illustrating the final sheet surface roughness Fsa (µm) affected by the friction conditions
FR [59] is a force-directed graph algorithm that connects nodes with edges, like creating a physical model of balls tied together by elastic strings.
The FR algorithm calculates an attracting force (f_a) between two linked vertices and a repulsive force (f_r) between all pairs of vertices based on the distance (d) between the two vertices:
where w is the edge weight. The equilibrium distance between two linked vertices is 1/w3 when no additional forces are operating on the two linked vertices.
By applying the FR algorithm, nodes generally do not overlap, making the graph visually appealing. The aim of using a force-directed method for plotting is to arrange the nodes in a visually clear manner that highlights the network edges and grouping, so while a node’s position in the graph space is not meaningful, the cluster of nodes in the graph space is.
Alternative approaches to the FR algorithm can be used to place nodes in a meaningful position, such as multidimensional scaling (MDS) and eigenmodels (EMs). In MDS, the distances between the nodes are interpreted meaningfully, but not in EM. However, in EM, the nodes are placed in a coordinate system defined by two derived dimensions, which interpret the distances from each other along the X- and Y-axes [60]. In conclusion, FR is used to interpret clusters, MDS is used to interpret distances between nodes and EMs are used to interpret the coordinates of nodes.
MDS tries to minimise a quantity known as the ‘stress’ which measures the difference between the distances in a high-dimensional and lower-dimensional space.
where D represents the original distances, and dij and (\(\widehat{{d}_{ij}}\)) are an element of D and the corresponding distance in the new lower-dimensional space, respectively.
As the data did not follow the normal distribution, Spearman’s rank correlation was used to construct the network plot, as shown in Figs. 8, 9 and 10. Every node in the network plot represents one variable, and the edges between nodes represent the association. The edge length is the degree of separation between pairs of nodes in the network. Positive and negative correlations are displayed in blue and red, respectively. The size of the nodes reflects the strength of the variable, where the strength is the sum of the weights of the edges connected to that node. Figure 8 reveals that the FCs had a highly significant negative correlation with the COF and a moderately significant negative correlation with the final surface roughness (Fsa). As a result, a significant positive correlation between COF and Fsa was initiated. On the other hand, the CP did not correlate with either the COF or the Fsa. The Isa had a negative correlation with the COF and a positive one with the Fsa. A positive correlation denotes a relationship between two variables that tend to change in a similar direction. A negative correlation is a statistical relationship between two variables when they tend to move in opposing directions. When a negative correlation has a value equal to a positive correlation, both have the same utility, and the only distinction lies in the fact that an increase in the featured variable will correspondingly increase the target variable. In the context of a negative correlation, it can be seen that when the value of the characteristic falls, there is a corresponding rise in the value of the target variable. CP and KV were the least correlated with other variables. The strength coefficient (K), strain hardening exponent (n), Rm and Isa were clustered together in one community, indicating a strong relationship.

Friction network using FR algorithm (blue edges — significant positive relationships; red edges — significant negative relationship; light dotted edges — insignificant relationships; nodes with the same border colour are clustered in one community)

Friction network using MDS (blue edges — significant positive relationships; red edges — significant negative relationship; light dotted edges — insignificant relationships)

Friction network using EMs (blue edges — significant positive relationships; red edges — significant negative relationship; light dotted edges — insignificant relationships)
In Fig. 9, where the distances are meaningful, the Isa is near to the Fsa but far away from the COF. The FCs were almost the same distance from the Isa and the COF. In Fig. 10, where the coordinates are meaningful, K, Rm and FC were on the right side because they had high loading in dimension 1; this means these parameters can be abstracted or represented by one dimension that represents one thing. On the other hand, the COF was at the top, meaning it had a high loading in dimension 2. So, the parameters most related to the COF are K, Rm and FC, where K and FC were directly related to the COF while Rm was indirectly related to the COF via the n, Isa and Fsa. The absence of a direct correlation between the Rm and the COF is mainly attributable to this circumstance. Moreover, there are connections between these variable and other related factors, namely K and Isa, which exhibit a reciprocal relationship with the COF. Finally, this system can be represented by K, Rm and FCs as inputs as well as the COF as an output. The representation of the Fsa is comparatively lower than that of the COF in dimension 2. The choice may be considered arbitrary due to its placement inside the centre of dimension 2. The numerical values shown in the spaces between the lines are Spearman correlation coefficients. The location of a node is determined by the distance between that node and the other nodes. In this particular example, it is seen that the KV node exhibits just two relationships. Furthermore, it is noted that the distance between the KV node and the FC is shorter compared to the distance between the KV and the Fsa. This may be attributed to the strong correlation that exists between the KV node and the FCs.
Figure 11 shows the centrality indices (strength, closeness, betweenness and expected influence). Strength centrality [61] is a measure of overall connectedness, where the strength is the sum of the absolute values of the edge weights connected to a given node. Its formula is as follows:
where Cdegree is centrality, N is the number of nodes and aij is the connection between node i and node j.

Centrality indices (strength, closeness, betweenness and expected influence) using normalised scores to facilitate interpretation
Betweenness centrality [61] is a measure of the intermediaries in network transactions where betweenness is the count of the number of times a given node lies on the shortest path between any other two nodes. Its formula is as follows:
where σsd represents the number of shortest paths from node s to node d, and σsd(i) is the number of those paths that include node i.
Closeness centrality [61] measures how close a given node is on average to all other nodes in terms of edge distance. Its formula is as follows:
where d is the distance between node i and node j.
Influence centrality is a metric that measures the overall positive connection in networks having both positive and negative links. It is similar to strength centrality but does not include the absolute value of the edges in the calculation. The figure revealed that Fsa was the node found the most in all centrality indices, while CP was the lowest in strength, closeness and betweenness.
Figure 12 shows the bootstrapped standardised scores and confidence intervals (CIs) of the edge weights. The figure illustrated that some edges are positive, others are negative and a few are zero. Some CIs are relatively narrow indicating high stability; others are relatively wide indicating low stability. Also, it is clear that the edge-weight values of the sample overlap with the mean of the bootstrapped edge weights which indicate similarity between the bootstrapped and original values.

Strength centrality of the edge weights with CIs in light grey expressed as standardised scores on the x-axis
4 Conclusions
This article presents the results of the analysis of the relationship between the parameters of the friction process the value of the COF and the surface roughness of sheet metal after friction. Due to the relationships between individual parameters, which are difficult to determine analytically, three network models were built using R Software. The test material was steel sheets of various drawability, commonly used in the automotive industry. Based on the conducted experiments and numerical analyses, the following conclusions can be drawn:
-
In pressure-assisted lubrication, two relationships are clearly indicated: (a) an increase in CP causes an increase in the coefficient of friction, and (b) an increase in oil pressure causes a decrease in the COF.
-
In conventional lubrication conditions without pressurised lubrication, the tendency of the COF to decrease with increasing CP was observed.
-
The Fruchterman-Reingold graph showed that (a) CP did not correlate with either the final average surface roughness Sa or the COF, and (b) their average surface roughness Sa of the as-received sheet metals had a positive correlation with the final average surface roughness Sa and a negative correlation with the COF.
-
The parameters most related to the COF are the strength coefficient, the ultimate tensile strength and the FCs (dry friction or pressurised lubrication), where the strength coefficient and FCs were directly related to the COF while the ultimate tensile strength was indirectly related to the COF.
-
The Spearman’s correlation coefficients showed a strong correlation between KV and the FCs.
References
Trzepiecinski T, Lemu HG (2020) Recent developments and trends in the friction testing for conventional sheet metal forming and incremental sheet forming. Metals 10:47. https://doi.org/10.3390/met10010047
Groche P, Christiany M, Wu Y (2019) Load-dependent wear in sheet metal forming. Wear 422–423:252–260. https://doi.org/10.1016/j.wear.2019.01.071
Masters IG, Williams DK, Roy R (2013) Friction behaviour in strip draw test of pre-stretched high strength automotive aluminium alloys. Int J Mach Tools Manuf 73:17–24. https://doi.org/10.1016/j.ijmachtools.2013.05.002
Vollertsen F, Hu Z (2006) Tribological size effects in sheet metal forming measured by a strip drawing test. CIRP Ann 55:291–294. https://doi.org/10.1016/S0007-8506(07)60419-3
Gali OA, Riahi AR, Alpas AT (2013) The tribological behaviour of AA5083 alloy plastically deformed at warm forming temperatures. Wear 302:1257–1267. https://doi.org/10.1016/j.wear.2012.12.048
Lovell M, Higgs CF, Deshmukh P, Mobley A (2006) Increasing formability in sheet metal stamping operations using environmentally friendly lubricants. J Mater Process Technol 177:87–90. https://doi.org/10.1016/j.jmatprotec.2006.04.045
Andreasen JL, Bay N, Andersen M, Christensen E, Bjerrum N (1997) Screening the performance of lubricants for the ironing of stainless steel with a strip reduction test. Wear 207:1–5. https://doi.org/10.1016/S0043-1648(96)07462-5
Moghadam M, Christiansen P, Bay N (2017) Detection of the onset of galling in strip reduction testing using acoustic emission. Procedia Eng 183:59–64. https://doi.org/10.1016/j.proeng.2017.04.011
Bagheri B, Abbasi M, Hamzeloo R (2020) Comparison of different welding methods on mechanical properties and formability behaviors of tailor welded blanks (TWB) made from AA6061 alloys. Proc Inst Mech Eng C J Mech Eng Sci 235(12):2225–2237. https://doi.org/10.1177/0954406220952504
Kagzi SA, Patil S, Raval HK (2014) Factors affecting weld line movement in tailor welded blank. Int J Ind Manuf Eng 8(6):1132–1135. https://doi.org/10.5281/zenodo.1093243
Abbasi M, Hamzeloo SR, Ketabchi M, Shafraat MA, Bagheri B (2014) Analytical method for prediction of weld line movement during stretch forming of tailor-welded blanks. Int J Adv Manuf Technol 73:999–1009. https://doi.org/10.1007/s00170-014-5850-3
Abbasi M, Bagheri B, Abdollahzadeh A, Moghaddam AO (2021) A different attempt to improve the formability of aluminum tailor welded blanks (TWB) produced by the FSW. Int J Mater Form 14:1189–1208. https://doi.org/10.1007/s12289-021-01632-w
Abbasi M, Bagheri B, Ketabchi M, Haghshenas DF (2012) Application of response surface methodology to drive GTN model parameters and determine the FLD of tailor welded blank. Comput Mater Sci 53:238–376. https://doi.org/10.1016/j.commatsci.2011.08.020
Çavuşoğlu, O., Gürün, H. Statistical evaluation of the influence of temperature and surface roughness on aluminium sheet metal forming. Trans Famena 2017, 41, 57–64. https://doi.org/10.21278/TOF.41305
Trzepieciński T, Szwajka K, Szewczyk M (2023) Pressure-assisted lubrication of DC01 steel sheets to reduce friction in sheet-metal-forming processes. Lubricants 11:169. https://doi.org/10.3390/lubricants11040169
Carcel AC, Palomares D, Rodilla E, Pérez Puig MA (2005) Evaluation of vegetable oils as pre-lube oils for stamping. Mater Des 26:587–593. https://doi.org/10.1016/j.matdes.2004.08.010
Szewczyk M, Szwajka K, Trzepieciński T (2022) Frictional characteristics of deep-drawing quality steel sheets in the flat die strip drawing test. Materials 15:5236. https://doi.org/10.3390/ma15155236
Trzepieciński T, Szwajka K, Szewczyk M (2023) An investigation into the friction of cold-rolled low-carbon DC06 steel sheets in sheet metal forming using radial basis function neural networks. Appl Sci 13:9572. https://doi.org/10.3390/app13179572
Henn M, Reichardt G, Weber R, Graf T, Liewald M (2020) Dry metal forming using volatile lubricants injected into the forming tool through flow-optimized, laser-drilled microholes. JOM 72:2517–2524. https://doi.org/10.1007/s11837-020-04169-6
Groche P, Christiany M (2013) Evaluation of the potential of tool materials for the cold forming of advanced high strength steels. Wear 302:1279–1285. https://doi.org/10.1016/j.wear.2013.01.001
Zhao R, Steiner J, Andreas K, Merklein M, Tremmel S (2018) Investigation of tribological behaviour of a-C: H coatings for dry deep drawing of aluminium alloys. Tribol Int 118:484–490. https://doi.org/10.1016/j.triboint.2017.05.031
Tenner J, Andreas K, Radius A, Merklein M (2017) Numerical and experimental investigation of dry deep drawing of aluminum alloys with conventional and coated tool surfaces. Procedia Eng 207:2245–2250. https://doi.org/10.1016/j.proeng.2017.10.989
Guillon O, Roizard X, Belliard P (2001) Experimental methodology to study tribological aspects of deep drawing – application to aluminium alloy sheets and tool coatings. Tribol Int 34:757–766. https://doi.org/10.1016/S0301-679X(01)00069-X
Roizard X, Pothier JM, Hihn JY, Monteil G (2009) Experimental device for tribological measurement aspects in deep drawing process. J Mater Process Technol 209:1220–1230. https://doi.org/10.1016/j.jmatprotec.2008.03.023
Guo B, Gong F, Wang C, Shan D (2010) Size effect on friction in scaled down strip drawing. J Mater Sci 45:4067–4072. https://doi.org/10.1007/s10853-010-4492-6
Lee BH, Keum YT, Wagoner RH (2002) Modeling of the friction caused by lubrication and surface roughness in sheet metal forming. J Mater Process Technol 130–131:60–63. https://doi.org/10.1016/S0924-0136(02)00784-7
Schell L, Emele M, Holzbeck A, Groche P (2022) Investigation of different lubricant classes for aluminium warm and hot forming based on a strip drawing test. Tribol Int 168:107449. https://doi.org/10.1016/j.triboint.2022.107449
Slota J, Trzepieciński T, Kaščák Ľ, Gajdoš I, Vojtko M (2023) Friction behaviour of 6082–T6 aluminium alloy sheets in a strip draw tribological test. Materials 16:2338. https://doi.org/10.3390/ma16062338
Trzepieciński T, Najm SM (2022) Application of artificial neural networks to the analysis of friction behaviour in a drawbead profile in sheet metal forming. Materials 15:9022. https://doi.org/10.3390/ma15249022
Genel K, Kurnaz SC, Durman M (2003) Modeling of tribological properties of alumina fiber reinforced zinc-aluminum composites using artificial neural network. Mater Sci Eng, A 363(1–2):203–210. https://doi.org/10.1016/S0921-5093(03)00623-3
Zhang Z, Friedrich K, Velten K (2002) Prediction on tribological properties of short fibre composites using artificial neural networks. Wear 252(1):668–675. https://doi.org/10.1016/0013-7952(66)90012-3
Cavaleri L, Asteris PG, Psyllaki PP, Douvika MG, Skentou AD, Vaxevanidis NM (2019) Prediction of surface treatment effects on the tribological performance of tool steels using artificial neural networks. Appl Sci 9:2788. https://doi.org/10.3390/app914278
Echávarri Otero J et al (2014) Artificial neural network approach to predict the lubricated friction coefficient. Lubr Sci 26(3):141–162. https://doi.org/10.1002/ls.1238
Bhaumik S, Pathak SD, Dey S, Datta S (2019) Artificial intelligence based design of multiple friction modifiers dispersed castor oil and evaluating its tribological properties. Tribol Int 140:105813. https://doi.org/10.1016/j.triboint.2019.06.006
Walker J, Questa H, Raman A, Ahmed M, Mohammadpour M, Bewsher SR, Offner G (2023) Application of tribological artificial neural networks in machine elements. Tribol Lett 71:3. https://doi.org/10.1007/s11249-022-01673-5
Ezugwu EO, Arthur SJ, Hines EL (1995) Tool-wear prediction using artificial neural networks. J Mater Process Technol 49(3–4):255–264. https://doi.org/10.1016/0924-0136(94)01351-Z
Rutherford KL, Hatto PW, Davies C, Hutchings IM (1996) Abrasive wear resistance of TiN/NbN multi-layers: measurement and neural network modelling. Surf Coat Technol 86–87:472–479. https://doi.org/10.1016/S0257-8972(96)02956-8
Epskamp S, Waldorp LJ, Mõttus R, Borsboom D (2018) The Gaussian graphical model in cross-sectional and time-series data. Multivar Behav Res 53:453–480. https://doi.org/10.1080/00273171.2018.1454823
Williams DR, Mulder J (2020) BGGM: Bayesian Gaussian graphical models in R. J Open Source Softw 5:2111. https://doi.org/10.21105/joss.02111
Jones PJ, Ma R, McNally RJ (2021) Bridge centrality: a network approach to understanding comorbidity. Multivar Behav Res 56:353–367. https://doi.org/10.1080/00273171.2019.1614898
EN ISO 6892–1 (2019) Metallic materials — tensile testing — part 1: method of test at room temperature. International Organization for Standardization, Geneva, Switzerland
ISO 25178–2 (2012) Geometrical product specifications (GPS) — surface texture: areal — part 2: terms, definitions and surface texture parameters. International Organization for Standardization, Geneva, Switzerland
ISO 6507–1 (2023) The standard for metallic materials. Vickers hardness test - test method. International Organization for Standardization, Geneva, Switzerland
Prakash V, Kumar DR (2022) Performance evaluation of bio-lubricants in strip drawing and deep drawing of an aluminium alloy. Adv Mater Process Technol 8:1044–1057. https://doi.org/10.1080/2374068X.2020.1838134
Erbel S, Kuczyński K, Marciniak Z (1975) Cold plastic working. PWN, Warsaw, Poland
R Core Team. R: a language and environment for statistical computing. R Foundation for Statistical Computing, Vienna, Austria. Available online: https://www.R-project.org/ (04.11.2023r.)
Kirkhorn L, Frogner K, Andersson M, Ståhl JE (2012) Improved tribotesting for sheet metal forming. Procedia CIRP 3:507–512. https://doi.org/10.1016/j.procir.2012.07.087
Folle, L.F., dos Santos Silva, B.C., Batalha, G.F., Santiago, R. The role of friction on metal forming processes. [In:] Pintaude, G., Cousseau, T., Rudawska, A. (Eds.). Tribology of machine elements - fundamentals and applications. 2022, IntechOpen. https://doi.org/10.5772/intechopen.101387
Engel U, Eckstein R (2002) Microforming-from basic research to its realization. J Mater Process Technol 125–126:35–44. https://doi.org/10.1016/S0924-0136(02)00415-6
Wang ZG, Dong WZ, Osakada K (2018) Determination of friction law in metal forming under oil-lubricated condition. CIRP Ann 67(1):257–260. https://doi.org/10.1016/j.cirp.2018.04.027
Haar T (1996) Friction in sheet metal forming, the influence of (local) contact conditions and deformation. hD Thesis. Universiteit Twente, Enschede
Trzepieciński T, Szpunar M (2023) Prediction of the coefficient of friction in the single point incremental forming of truncated cones from a grade 2 titanium sheet. J Tribol 40(1–2):4–17. https://doi.org/10.30678/fjt.127844
Bąk, Ł., Stachowicz, F., Trzepieciński, T., Bosiakov, S., Rogosin, S. Strain hardening effect on elastic-plastic contact of a rigid sphere against a deformable flat, [in:] Kleiber et al. (Eds.), Advances in mechanics: theoretical, computational and interdisciplinary issues, Taylor & Francis Group, London, pp. 77–81. https://doi.org/10.1201/b20057-17
Eriksen RS, Weidel S, Hansen HN (2010) Tribological influence of tool surface roughness within microforming. Int J Mater Form 3:419–422. https://doi.org/10.1007/s12289-010-0796-y
Maksuta D, Dalvi S, Gujrati A, Pastewka L, Jacobs TDB, Dhinojwala A (2024) Dependence of adhesive friction on surface roughness and elastic modulus. Soft Matter. https://doi.org/10.1039/D3SM01386C
Karupannasamy DK, Hol J, de Rooij MB, Meinders T, Schipper DJ (2014) A friction model for loading and reloading effects in deep drawing processes. Wear 318(1–2):27–39. https://doi.org/10.1016/j.wear.2014.06.011
Arinbjarnar Ú, Christiansen RJ, Knoll M, Pantleon K, Jellesen MS, Nielsen CV (2023) Strain-induced surface roughening of thin sheets and its effects on metal forming and component properties. J Manuf Mater Process 7:174. https://doi.org/10.3390/jmmp7050174
Nilsson M (2012) Tribology in metal working. Licentiate Thesis. Dalarna University
Fruchterman TMJ, Reingold EM (1991) Graph drawing by force-directed placement. Softw Pract Exp 21:1129–1164. https://doi.org/10.1002/spe.4380211102
Jones PJ, Mair P, McNally RJ (2018) Visualizing psychological networks: a tutorial in R. Front Psychol 9:1742. https://doi.org/10.3389/fpsyg.2018.01742
Gómez, S. Centrality in networks: finding the most important nodes. In: Moscato, P., de Vries, N.J. (Eds.). Business and consumer analytics: new ideas, 2019, pp. 401–433. https://doi.org/10.1007/978-3-030-06222-4_8
Funding
Open access funding provided by Budapest University of Technology and Economics.
Author information
Authors and Affiliations
Contributions
Conceptualization, S.M.N., T.T., K.S., O.M.I. and M.S.; methodology, S.M.N., T.T., K.S., O.M.I. and M.S.; software, S.M.N.; validation, S.M.N., T.T., K.S., O.M.I. and M.S.; investigation, S.M.N., T.T., K.S., O.M.I. and M.S.; data curation, S.M.N., T.T., K.S., O.M.I. and M.S.; writing—original draft preparation, S.M.N., T.T., M.S.; writing—review and editing, S.M.N., T.T.; visualization, S.M.N., T.T., K.S., O.M.I. and M.S. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
The following is the code used in R software (version 4.2.3) to construct the network:
library(qgraph)
library(networktools)
# Network using Fruchterman-Reingold algorithm
net_FR < -qgraph(cor(mydata, method = "spearman"),graph = "cor",layout = "spring")
# Centrality indices
centralityPlot(net_FR,scale = "relative",decreasing = T,include = "All")
# Network using multidimensional scaling
MDSnet(net_FR, MDSadj = cor(mydata, method = "spearman"))
# Network using Eigenmodels
EIGENnet(net_FR)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Najm, S.M., Trzepieciński, T., Ibrahim, O.M. et al. Analysis of the friction performance of deep-drawing steel sheets using network models. Int J Adv Manuf Technol 132, 3757–3769 (2024). https://doi.org/10.1007/s00170-024-13565-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13565-0