
Abstract
Laser powder bed fusion (LPBF) is an additive manufacturing process which can produce complex 3D parts from digital models. The performance of parts fabricated by LPBF is largely dependent on the characteristics of the powder feedstock, in particular, the particle size distribution. The coarsening of powder particles may limit the potential for reusing powder in further builds, as consistency in powder quality is crucial for ensuring consistent parts performance when using reused powder, especially in aerospace applications. However, there is a lack of systematic understanding regarding the causes and nature of powder coarsening in LPBF. In this work, the characteristics of powder samples from different locations in the build chamber during LPBF were studied to understand the particle size evolution and determine the origin of coarsening, which has not been previously reported. Meanwhile, powder coarsening was found to have a detrimental effect on the relative density and surface quality of as-built parts, highlighting the importance of exploring the mechanisms of powder coarsening and finding ways to control it in LPBF. The relationship between powder in key locations in the build chamber and its effect on powder coarsening has been established. Layer thickness is identified as a critical factor in causing powder coarsening due to the fine powder size characteristic in the powder bed. Spatter, in its various forms, plays a direct or indirect role in powder coarsening. Sintered powders resulting from spatter and the laser scanning borders of as-built parts were observed to contribute to the powder coarsening. Therefore, three main mechanisms (layer thickness, spatter, sintered powder) associated with the powder coarsening are therefore proposed. This work provides insight and potential solutions to control powder coarsening and maintain consistent parts performance.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Laser powder bed fusion (LPBF, also often referred to as selective laser melting) is an additive manufacturing technique which can manufacture complex-shaped 3D parts from digital models [1,2,3]. The properties of the powder feedstock used in the LPBF process have a significant influence on the process behaviour and the properties of the final parts [4,5,6,7,8]. Particle size distribution (PSD) is an important powder characteristic in determining process behaviour and hence the final parts performance in LPBF [9, 10]. Tan et al. [11] reviewed the effects of PSD on feedstock behaviour and parts performance. PSD affects the surface area, powder bed density, flowability, and thermal properties, and as a result, the melt pool characteristics, solidification behaviour, relative density, microstructure, surface quality, and mechanical properties may be affected.
The nature of LPBF is that in most operations, more powder is provided to the powder bed than is selectively melted by the laser. This means that unmelted powder in the vicinity of the build is normally recovered for reuse. Numerous studies have investigated the properties of the reused powder, including stainless steel [12,13,14], Ti-6Al-4 V [15,16,17], and Inconel 718 [18]. PSD and chemical composition (in particular oxygen content) and even the internal porosity of the unused powder may be changed in industrial usage. It is understood that the evolution or change in PSD between virgin and reused powder is one of the most important concerns in LPBF due to its impact on the performance of as-built parts [10, 11, 19]. Recently, Soltani-Tehrani et al. [19] reported that Ti-6Al-4 V powder batches with different PSDs (15–45 µm and 15–53 µm) present different defect characteristics, surface quality, and fatigue properties. Therefore, it is essential to explore the unrevealed mechanisms of PSD change via particle size evolution analysis to minimise powder degradation and maintain the part performance, especially for high-cost Ti-6Al-4 V powder.
Generally speaking, the PSD of powder collected for reuse tends to become coarser, which can notably disrupt flow and packing performance [11]. This change can be simply attributed to the removal of fine particles, and/or an increase in the number of coarse particles. O’Leary et al. [15] observed a reduction in the number of fine particles (< 15 µm) and an increase in the number of larger particles (> 45 µm) from the associated PSD curves in reused Ti-6Al-4 V powder. One explanation for an increase in the number of larger particles is the pre-sintering of particles near the melting area, where droplets of molten metal ejected from the melt pool may drop and adhere onto unmelted particles in the powder bed, forming larger and less spherical particles [11]. Slotwinski et al. [14] reported that partially sintered powder, such as two 30-µm particles fused together, may contribute to this increase, which is consistent with the explanation in [17] for powder coarsening of reused Ti-6Al-4 V powder. Ahmed et al. [20] reported powder coarsening in 17–4 PH stainless steel during recycling, with observation of spatter generation and powder agglomeration. Condruz et al. [21] reported the appearance of elongated particles and satellite particles in reused powder, characteristics in reused powder may be related to powder coarsening. This trend of PSD changes with powder coarsening being produced between virgin and reused powder has been widely reported in several material types including stainless steel [12, 14], Ti-6Al-4 V [15,16,17], and Inconel 718 [18]. However, according to the literature, there has been no comprehensive study investigating the origins of PSD changes, particularly in analysing various powders in the different locations in the build chamber to understand the origins of powder coarsening. To my knowledge, no systemic work has been conducted to analyse the particle size evolution of powder feedstock during LPBF, especially for Ti-6Al-4 V alloy powder feedstock, which is crucial for understanding the mechanisms of particle size coarsening. Furthermore, this study has implications for the improvement of powder management in LPBF, such as controlling the PSD of reused powder to extend its lifecycle and maintain powder quality. This study may also be useful for designing machine tools of the future for the build chamber of additive manufacturing equipment. Therefore, it is essential to investigate and fully understand the mechanisms of particle size coarsening.
To study the PSD coarsening mechanisms, the characterisation of the particle size evolution processes of virgin powder with details is demanding and a research gap for Ti-6Al-4 V alloy in LPBF. During LPBF, when virgin powder feedstock is first used and reused after multiple cycling, different powder types with varying particle sizes and characteristics emerge. Some powder types are formed without heat effect, such as powder from overflow by recoater movement, and powder spattering (cold spatter) [22, 23]. These powder types may only undergo changes in particle size. Other powder types may experience heat effects, such as laser-sintered powder, heat-related spatter (droplet ejection spatter, hot spatter), and plume condensate [22, 23]. Besides the changes in particle size, these powders may present oxidation, morphology changes, composition, and microstructure changes. The particle size evolution of the powder feedstock is largely dependent on the interactions between the laser and powder material. Both non-heat-affected and heat-affected powders are deposited in different build chamber positions. These powder feedstock experienced particle size evolution by various powder types in different build chamber positions recycle and reuse for further LPBF actions. Therefore, collecting and analysing the various powder types through different build chamber positions is essential. The particle size and particle size–related characteristics of these powders are demonstrated and clarified through particle size evolution analysis.
In this work, the characteristics of particle size in the whole build chamber involving particle size evolution and powder coarsening were assessed. The investigation of this particle size evolution critically depends on the measurement techniques employed. The development of multiple PSD measurements should meet the needs of different sample conditions. Common PSD measurements by laser diffraction and scanning electron microscopy (SEM) image analysis were used to understand the mechanisms of PSD change in LPBF. A high-cost pre-alloyed Ti-6Al-4 V powder with a 15–45 µm size range was selected as the model powder, given its widespread use [24,25,26] and the typical size range [19, 27, 28] for industrial applications in LPBF. The effect of particle size evolution on the performance of as-built parts was also evaluated by examining relative density and surface quality, further underscoring the importance of understanding particle size evolution and powder coarsening mechanisms.
2 Experimental
2.1 Powder collection
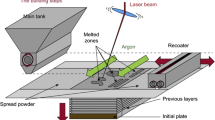
Commercially available plasma atomised pre-alloyed Ti-6Al-4 V (Grade 23, ELI) powder with a nominal particle size range of 15–45 µm was used in this study. To represent industrial-type scenarios, powders were sampled for PSD analysis in their virgin unused state and after 5 and 12 LPBF build cycles. A Renishaw AM400 LPBF machine was used, equipped with an yttrium fibre laser at a wavelength λ = 1070 nm, maximum power of 400 W. The processing parameters used to build dense parts were laser powder of 200 W, point distance of 75 µm, exposure time of 50 µs, hatch distance of 65 µm, and layer thickness of 30 µm. To investigate the effect of powder reuse at the end of each build, powders from the build envelope and overflow were collected and sieved using a 63-µm mesh to segregate reused powder. To understand the mechanisms associated with changes in PSD, powders were collected and analysed in different locations of the build chamber. This approach allows for the sampling of powders both inside the build envelope (unaffected powder from the powder bed (P-PB), powder near the borders of as-built parts, spatter in the powder bed) and outside the build envelope (powder from overflow, near the gas flow inlet (P-GI spatter), and near the gas flow outlet (P-GO spatter)). These are key locations where changes in particle size during the LPBF process are expected, as shown in Fig. 1a, c. All P-GI spatter and P-GO spatter are collected for analysis, randomly selected powders for unaffected powder from the powder bed (P-PB), and powder from overflow are collected. Powder near borders of as-built parts and spatter in powder bed are collected with the required characteristics. Powder near the borders of parts was collected by specially designed structures (named small holder and large holder with capture volume of 2 × 10 × 18 mm3 and 20 × 20 × 18 mm3, respectively), as shown in Fig. 1b. The powder in the small holder was used for SEM observation, while PSD measurement by laser diffraction was performed for powder in the large holder. Meanwhile, powder attached to the outer borders of the small holder was collected by carbon tape and observed by SEM to show the role of laser scanning borders on sintered powder and its effect on powder coarsening.

a Schematic diagram of powder evolution under the laser and material interaction during LPBF, b designed parts (small holder and large holder) with different geometry for powder analysis around borders of parts, c build chamber after completing a build, showing different types of collected powders
3 Powder and as-built part characterisation
Virgin and reused powders were analysed by laser diffraction and direct SEM imaging. Laser diffraction was performed using a Malvern Mastersizer 3000 (Malvern Instruments Ltd, UK). The particle size from laser diffraction is measured by the following process. The angular distribution of scattered light produced by a laser beam passing through a dilute dispersion of particles is detected [29]. The PSD of spheres (or equivalent spheres) is then calculated through the mathematical inversion of the scattering or diffracted light pattern.
A Hitachi TM3030 (Hitachi Ltd., Japan) SEM was used for image analysis of particle size and morphology of powders. For PSD measurement, images were captured in randomly selected areas at magnifications of × 100, × 200, and × 300. Selecting the appropriate magnification is crucial to ensure sufficient resolution of fine particles and to reduce the likelihood of misidentifying particles during post-processing, in accordance with ISO 13322–1 [30], each magnification comprising 10,000 particles for analysis. ImageJ was used for the particle size analysis based on SEM images [31]. Areas of particles were automatically obtained through the circularity selection setting in ImageJ to calculate the diameters of particles. To improve the accuracy with automated measurement, a calibration technique was proposed that manual measurement by measuring the diameter of each particle in SEM image was applied to calibrate the suitable circularity selection by automated measurement. To determine which circularity selection is suitable, different levels of circularity were investigated including default circularity (0.0–1.0) and compared to PSD results from manual measurement (see supplementary material). In addition, energy dispersive X-ray spectrometry (EDS) was used to characterise the level of oxidation of powder during LPBF. The relative density and surface roughness of Build 1 and Build 12 were measured and compared by optical microscopy (Nikon Optiphot 100) and surface texture equipment Alicona G4, respectively.
4 Results
4.1 Effect of powder reuse on PSD changes
PSD measurement of virgin powder and 5- and 12-times reused powder was first performed by laser diffraction. PSD curves are shown in Fig. 2. D10, D50, and D90 measurements from these laser diffraction results are shown in Table 1.

PSD curves of virgin and reused powders (5 times and 12 times) using laser diffraction method
From the PSD results in Fig. 2 and Table 1, there is a clear increase in all powder size metrics with reuse. D10, D50, and D90 increase by over 2 µm after 12 times reuse. To elucidate the reasoning behind the increase in particle size metrics after reuse, SEM images of virgin and 12 × reused powder are shown in Fig. 3. Anecdotally, the SEM image in Fig. 3b appears to show a coarsening of powder. In particular, an absence of finer particles is apparent. That is to say, virgin powder contains more fine particles, while reused powder has fewer fine particles and more coarse particles. However, some evidence of large sintered particles can also be seen, which otherwise is not seen in the virgin powder and is consistent with [16]. Both a reduction in the number of fine particles and an increase in coarse particles would lead to an increase in particle size.

SEM images of a virgin and b reused powder (12 ×), particles marked by dashed circles may be signs of sintered powder
In addition, PSD measurement of virgin and reused powder was also carried out through SEM image analysis. The results of this study show an optimised image processing method from SEM images, using 0.5–1.0 circularity selection, in ImageJ processing of × 300 SEM images, with 2500 particles (see supplementary material). It is worth noting that reused powder also has a coarsening characteristic compared to virgin powder, as shown in Table 2.
4.2 Characteristics of particle size evolution by classification of build chamber
To determine the origins of the powder coarsening, powders in key locations of the build chamber classified by outside of the build envelope and in the build envelope were collected. From the outside of the build envelope, powders from the overflow, P-GI spatter, and P-GO spatter were collected and studied after finishing one build. The build chamber after finishing a build can be seen in Fig. 1c. Firstly, powder from the overflow was analysed. The PSD results of powder from the overflow compared to virgin and P-PB are shown in Fig. 4 and Table 3. The particle size of P-PB is generally smaller than virgin powder. It can be clearly seen that the powder from the overflow showed the highest PSD metrics compared to virgin powder and P-PB.

PSD curves of virgin powder, P-PB, and powder from overflow using laser diffraction, showing the larger particle size of powder from overflow
The particle size, by all metrics, is significantly higher for the P-GO spatter than virgin powder and P-PB, which is consistent with the PSD characteristics of the P-GO spatter in previous work [22]. The D10 value increases from 20.2 to 26.6 µm compared to virgin powder. The D50 and D90 values increase from 30.4 to 45.2 µm and from 45.1 to 79.5 µm, respectively, as shown in Table 4. The PSD curve in Fig. 5 for the P-GO spatter is skewed heavily to the right, compared to both virgin powder and P-PB. This implies there are a significant number of coarse particles.

PSD results of virgin powder, P-PB, and P-GO spatter using laser diffraction method, showing a significant number of coarse particles in the P-GO spatter
To interrogate the fine particles of the P-GI spatter, SEM analysis was conducted using optimised parameters (× 300 at 0.5–1.0 circularity selection), given the total volume was not sufficient for laser diffraction measurement. SEM analysis confirms the substantially reduced particle size metrics in comparison to the virgin powder, as shown in Table 5. The D10 is reduced by approximately half, explained by a significant increase in number of small particles in this sample.
To further investigate this significant difference in particle size between the P-GO spatter and the P-GI spatter, SEM analysis was conducted. Images and point EDS analysis are shown in Fig. 6. The low magnification images in Fig. 6a show the much larger size of the particles from the P-GO spatter. In particular, there are much fewer loose small particles in the case of P-GO spatter. A few large particles above 25 µm in diameter are presented in the P-GI spatter (Fig. 6b). A large particle with apparent surface oxygen contamination was analysed by point EDS, as shown in Fig. 6e. The oxidisation phenomenon observed on the surface spatter is also reported in literature through EDS analysis [22, 32].

SEM images of P-GO (a, c) and P-GI (b, d) spatter at two different magnifications (× 200 and × 500). An EDS point analysis of a particle showing oxygen presence (e)
Given this clear correlation between chamber position and particle size, the effect of position relative to the build envelope was also of interest. Figure 7 shows images of spatter on as-built parts and spatter in the powder bed. Figure 7a shows that particles on as-built parts were seen still with mostly spherical morphology. It can be clearly seen that modified powder has been added to the powder in the powder bed, typical of “spatter” which has been oxidised, given its dark appearance in back-scattered electron (BSE) imaging. EDS analysis also confirmed the presence of oxygen, at higher than 50% on the surface of such particles (see Fig. 7d, e). In addition, such particles were particularly prone to be sintered as seen in Fig. 7b. Within the small holder, some agglomerates, comprising multiple particles apparently sintered together, can be seen in Fig. 8. This obvious sintered powder in the small holder is similar to the sintered powder attached in the outer borders of the small holder, which indicates the effect of laser scanning borders on the formation of sintered powder.

SEM images and EDS analysis of powder morphology and composition change in the build envelope, a spatter on parts, b spatter (black particles) in the powder bed, c Al elemental content in point 1, point 2, and point 3, d O elemental content in point 1, point 2, and point 3, e EDS results in different positions

a and b sintered powder in the small holder, c and d sintered powder in outer borders of the small holder
4.3 The effect of powder coarsening on the performance of as-built parts
First, the relative density of Ti-6Al-4 V alloy in Build 1 (by virgin powder) and Build 12 (by 12 times reused powder) was characterised after fine polishing, as shown in Fig. 9a–d. The results suggest that as-built samples by the virgin powder (porosity ~ 0.02%) and 12 times reused powder (porosity ~ 0.04%) present good relative density with few pores. However, a larger size pore by 12 times reused powder can be observed compared to that of virgin powder, which agrees with the literature that large size particles may cause the lack of fusion [33]. This lack of fusion may affect the mechanical properties, particularly the ductility of as-built parts by reused powder, as confirmed by Wang et al. [34] and Ahmed et al. [20]. Figure 9e and f show the surface roughness of the Ti-6Al-4 V sample on the top surface and side surface by Build 1 and Build 12. The surface roughness of the sample by 12 times reused powder (Sa = 19.3 ± 0.33 µm on the side surface, 6.67 ± 0.38 µm on the top surface) is significantly higher than the surface roughness of the sample in Build 1 (Sa = 16.5 ± 0.50 µm on the side surface, 5.86 ± 0.38 µm on the top surface). The 3D topography also confirms the good surface quality of as-built parts by virgin powder (see Fig. 9g, h). This change in surface roughness may also result from powder coarsening [35].

Effect of particle size evolution on the porosity and surface roughness of as-built parts, porosity (relative density) in a, b Build 1 and c, d Build 12, surface roughness on the top surface (e) and side surface (f) of Build 1 and Build 12, the surface topography of side surface in (g) Build 1 and (h) Build 12
5 Discussion
This study confirms that the reuse of powders during LPBF leads to a progressive increase in particle size. The analysis of the particles sampled inside and outside of the build envelope allows the classification of different plausible contributors to the coarsening of the powder feedstock. These are schematically illustrated in Fig. 10.

a Schematic of the effect of layer thickness on powder coarsening: powder from overflow shows larger particle size than that of powder from the powder bed, suggesting fine powder in the powder bed being consumed and removed as spatter, b schematic of interactions between laser and powder material including various spatters during LPBF: this schematic presents the spatter formation and spatter locations, showing the role of different types of spatter on powder coarsening, c schematic of the effect of sintered powder by laser scanning borders, suggesting the contribution of sintered powder in the powder bed on powder coarsening
First, Fig. 10a shows the role of layer thickness on powder coarsening mechanisms. In this study, the layer thickness is 30 µm while the PSD range of Ti-6Al-4 V is 15–45 µm, and as a result, more large particles are moved into the overflow during powder spreading, as evidenced by Fig. 4 and Table 3, which is consistent with prior work [14]. Regarding mechanisms contributing to coarsening, the particle size in the powder bed is smaller than the virgin powder. The powder with more small particles in the powder bed may be consumed by as-built parts and formed as spatter that is taken away. As a result, small particles in the powder bed are reduced and coarse particles in the overflow remain (confirmed by laser diffraction in Fig. 4), which would lead to the coarsening of reused powder. Therefore, layer thickness plays an important role in determining the powder characteristics of powder in the powder bed and in overflow during powder spreading.
Figure 10b illustrates the interactions between laser and powder material including various spatters during LPBF. With regard to the particles collected outside of the build envelope to the side of the powder bed, it is proposed that these particles are strongly affected by spatter generation mechanisms during LPBF and gas flow dynamics. Different types of spatter are typically generated during the interactions between laser and powder in the powder bed, as explained in detail by numerous studies [22, 23, 36]. Typically, three spatter generation mechanisms are associated with LPBF, namely droplet ejection spatter, hot spatter, and cold spatter. Droplet ejection spatter (over 25 µm) is formed by the ejection of liquid metal away from the melt pool due to the rapid melt pool motion induced by a high recoil pressure [23]. Khairallah et al. [37] studied that depression and spatter can be formed when the recoil force overcomes the surface tension of the melt pool during LPBF. Entrainment-driven spatter (i.e. hot and cold spatter) is formed from the powder bed when a laser is scanned across the powder bed [23]. As the hot spatter and cold spatter originate from the powder bed, their particle size is expected to have the same size range as that of the powder bed. This spatter may interact with each other under the effect of the vapour plume and gas flow and finally become located in different areas of the build chamber with abnormal particle size and morphology characteristics.
P-GO spatter which has undergone oxidation is shown in Fig. 6c, e, indicating the existence of droplet ejection spatter during LPBF [22, 23, 38]. In addition, the presence of irregular particles and agglomerates in the P-GO spatter (Fig. 6a, c) indicates the effect of hot spatter and/or droplet ejection spatter. Meanwhile, cold spatter may also exist due to spherical particles with no obvious sign of oxygen/oxide formation (Fig. 6c, e). On the other hand, P-GI spatter, with a small particle size (D90 is 26.3 µm, significantly lower than virgin and reused powder) and no obvious sign of colour change based on BSE images, is likely from cold spatter that was ejected with high speed back to the gas inlet area, being too late to be removed by the gas flow. Therefore, due to the removal of P-GO and P-GI spatter, P-GI spatter has an obvious effect on powder coarsening of virgin powder while for P-GO spatter, it is hard to directly determine its positive or negative effect on powder coarsening from laser diffraction and SEM results. It should be mentioned that the droplet ejection spatter escapes from the melt pool while the melt pool is formed through the powder in the powder bed melting under heat accumulation by the laser. Therefore, P-GO spatter originates from the powder in the powder bed that may have relatively small particle size characteristics (more coarse particles may be driven into the overflow; see Table 3). In addition, small particles with low gravity in the powder bed may more easily form entrainment-driven spatter according to the investigation by Ly et al. [23], which may further suggest that the origin powder in P-GO spatter also has a relatively small particle size compared to reused powder.
After spatter generation and during flight, gas flow is thought to carry most of these particles to the outside of the powder bed. However, some spatter may fall onto the build envelope, which may lead to an increase in the surface roughness of the as-built part and a decrease in part properties [39, 40]. Spatter distribution and spatter size on as-built parts and in the powder bed may be influenced by gas flow [41, 42]. While this affected spatter distribution and spatter size may impact the degree of powder coarsening, it does not alter the powder coarsening mechanisms, as the spatter originated from the powder bed. In this work, a few particles were also observed on the surface of an as-built part with a slightly increased oxygen level (see Fig. 7). Esmaeilizadeh et al. [35] also reported the presence of spatter particles on parts during laser powder bed fusion. This spatter that adhered on parts is most likely from droplet ejection spatter and hot spatter. It should also be noted that oxygen was detected on the part surface indicating the presence of oxygen in the melt pool and vapour plume, leading to possible oxidisation of droplet ejection spatter and hot spatter, which agrees with the investigation by Gasper et al. [22]. Therefore, this provides evidence for the origins of P-GO and P-GI spatter from the aspect of oxide formation. Although there are a few spatter particles adhered to the part and their particle size characteristics cannot be clearly determined, their origin is similar to the P-GO spatter.
Hence, a similar effect of spatter on parts and P-GO spatter on powder coarsening can be expected. As for spatter dropping in the powder bed around the as-built part, it is thought to play an important role in the PSD change and parts performance of following builds. A strong signal of oxygen on the surface of agglomerates (Fig. 7b, d) suggests that small particles of entrainment-driven spatter pass through the vapour plume at high speed, resulting in collisions which lead to the formation of dark agglomerates with a cracked oxide layer, which is supported by the studies in [22, 23, 43]. In addition, high Al content (~ 9.55 wt.%) is also detected in the oxide layer by EDS (Fig. 7c), which is consistent with the literature [44, 45] as Al has a greater volatilisation tendency than Ti or V during vaporisation in the high-temperature process, and this further supports the role of the vapour plume in entrainment-driven spatter. The formation of dark agglomerates is correlated with powder coarsening. Anwar et al. [46] studied spatter distribution on the powder bed and large particle size of spatter can be found. Esmaeilizadeh et al. [35] also presented the rich spatter located in the powder bed area near the gas flow outlet. Therefore, spatter deposited in the powder bed contributes positively to powder coarsening.
One type of sintered powder is the creation of irregular pre-sintered particles in the powder bed with a coarse particle size (Fig. 7b). This sintered powder is likely the result of molten droplet spatter or hot spatter adhering to particles in the powder bed, which is in agreement with the explanation of powder coarsening proposed by Tan et al. [11]. Of note is another type of sintered particle (collected by the small holder, Fig. 8a, b) generated by the laser beam scanning borders of parts (see Fig. 10c). Such sintered particles attached to surfaces of parts are responsible for increased surface roughness of the part, with those unattached remained in the powder bed leading to the powder coarsening of reused powder. The sintered particles positively influence powder coarsening due to the reduction of fine particles and the formation of coarse particles in the powder bed, as confirmed by Fig. 8a, b.
Therefore, P-GI spatter, spatter dropped in the powder bed, and sintered powder have a clear effect on powder coarsening of collected powder. P-GO spatter and consumption of powder to build parts may also contribute to powder coarsening due to the particle size characteristic of the powder bed. Three mechanisms including layer thickness, spatter (droplet ejection spatter, hot spatter, cold spatter), and sintering, are all contributing to the observed PSD changes, as described in Fig. 11.

Summarised three main powder coarsening mechanisms (layer thickness, spatter, sintered powder) in LPBF
Since layer thickness can affect the PSD of P-PB, achieving a PSD in both P-PB and overflow that is close to virgin powder may help maintain PSD stability. Hence, if the layer thickness is close to or greater than the D90 of the virgin powder (e.g., layer thickness ≥ 40 µm), the PSD of overflow and P-PB may remain consistent with that of the virgin powder. As a result, the PSD changes in the powder bed caused by powder consumption and spatter formation for powder coarsening of reused powder may be largely decreased. Different types of spatter are closely related to the process practicalities [39, 40, 47]. Spatter formation in LPBF not only makes the powder coarser after reuse but also damages the properties of the final parts and affects the powder economy. Hence, to minimise powder coarsening in LPBF due to spatter formation and related location spatter, it is crucial to consider the effects of laser processing parameters, layer thickness, and gas flow.
6 Conclusions
In this study, the particle size evolution and underlying mechanisms of powder coarsening, for LPBF Ti-6Al-4 V powder subjected to increasing numbers of reuse cycles, were systematically investigated. Three main mechanisms of powder coarsening including layer thickness, spatter, and sintered powder are proposed. The main results can be summarised as follows:
-
1.
Both laser diffraction and SEM image processing confirm powder coarsening with multiple build cycles in LPBF. The as-built parts fabricated by reused powder exhibit large pores and increased surface roughness.
-
2.
Layer thickness is a critical factor due to its impact on powder characteristics within the powder bed. A low layer thickness could leave more fine powder in the powder bed and more coarse powder in the overflow area.
-
3.
A link is established between the location of powder with variational particle size and its corresponding origins (droplet ejection spatter, hot, and cold spatter) through particle size evolution analysis. P-GI spatter, spatter dropped in the powder bed, and sintered powder all contribute to increase particle size. P-GO spatter and spatter on parts are not expected to have a strong effect on powder coarsening since these powders generally have a relatively small particle size.
-
4.
The sintered particles are also an important factor contributing to the powder coarsening due to the reduction of fine particles and the formation of coarse particles.
-
5.
This work demonstrates that when reusing powder, partitioning of the build chamber can be considered if a repeatable and specific PSD is required in the collected powder batch. Minimising PSD changes via processing parameters, in particular through manipulating layer thickness, sintering, and spatter formation, is proposed to further control and maintain powder feedstock quality.
References
DebRoy T, Wei HL, Zuback JS et al (2018) Additive manufacturing of metallic components – process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Bai R, Liang G, Naceur H et al (2023) Influence of the advanced joint path strategies on the energy absorption capacity of Ti-6Al-4V Taylor bar based on additive manufacturing. J Therm Stress 46:140–162. https://doi.org/10.1080/01495739.2022.2149646
Bai R, Pu H, Liang G, et al (2023) Exact forming for additive manufacturing using an irregular element-based compensating approach: simulation, experiment, and detection. Mech Adv Mater Struct 1–12. https://doi.org/10.1080/15376494.2023.2246191
Ziri S, Hor A, Mabru C (2022) Combined effect of powder properties and process parameters on the density of 316L stainless steel obtained by laser powder bed fusion. Int J Adv Manuf Technol 120:6187–6204. https://doi.org/10.1007/s00170-022-09160-w
Vock S, Klöden B, Kirchner A et al (2019) Powders for powder bed fusion: a review. Prog Addit Manuf 4:383–397. https://doi.org/10.1007/s40964-019-00078-6
Sutton AT, Kriewall CS, Leu MC, Newkirk JW (2017) Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys Prototyp 12:3–29. https://doi.org/10.1080/17452759.2016.1250605
Sendino S, Martinez S, Lartategui F et al (2023) Effect of powder particle size distribution on the surface finish of components manufactured by laser powder bed fusion. Int J Adv Manuf Technol 124:789–799
Nguejio J, Mokhtari M, Paccou E et al (2024) Combined effect of a spread powder particle size distribution, surface machining and stress-relief heat treatment on microstructure, tensile and fatigue properties of 316L steel manufactured by laser powder bed fusion. Int J Adv Manuf Technol 131:563–583. https://doi.org/10.1007/s00170-023-11008-w
Spierings AB, Herres N, Levy G (2011) Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp J 17:195–202. https://doi.org/10.1108/13552541111124770
Liu B, Wildman R, Tuck C et al (2011) Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. 22nd Annu Int Solid Free Fabr Symp - An Addit Manuf Conf SFF 2011:227–238
Tan JH, Wong WLE, Dalgarno KW (2017) An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit Manuf 18:228–255. https://doi.org/10.1016/j.addma.2017.10.011
Heiden MJ, Deibler LA, Rodelas JM et al (2019) Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit Manuf 25:84–103. https://doi.org/10.1016/j.addma.2018.10.019
Gorji NE, Saxena P, Corfield M et al (2020) A new method for assessing the recyclability of powders within Powder Bed Fusion process. Mater Charact 161:110167. https://doi.org/10.1016/j.matchar.2020.110167
Slotwinski JA, Garboczi EJ, Stutzman PE et al (2014) Characterization of metal powders used for additive manufacturing. J Res Natl Inst Stand Technol 119:460–493. https://doi.org/10.6028/jres.119.018
O’Leary R, Setchi R, Prickett P et al (2015) An investigation into the recycling of Ti-6Al-4V powder used within SLM to improve sustainability. SDM’2015 2nd Int Conf Sustain Des Manuf 8(2):14–17
Grainger L (2016) Investigating the effects of multiple re-use of Ti6Al4V powder in additive manufacturing (AM). White Pap Renishaw 1–10. https://www.renishaw.com/en/how-much-can-you-recycle-metal-additive-manufacturing-powder--38882. Accessed 2 June 2024
Seyda V, Kaufmann N, Emmelmann C (2012) Investigation of aging processes of Ti-6Al-4 V powder material in laser melting. Phys Procedia 39:425–431. https://doi.org/10.1016/j.phpro.2012.10.057
Ardila LC, Garciandia F, González-Díaz JB et al (2014) Effect of IN718 recycled powder reuse on properties of parts manufactured by means of selective laser melting. Phys Procedia 56:99–107. https://doi.org/10.1016/j.phpro.2014.08.152
Soltani-Tehrani A, Habibnejad-Korayem M, Shao S et al (2022) Ti-6Al-4V powder characteristics in laser powder bed fusion: the effect on tensile and fatigue behavior. Addit Manuf 51:1–17. https://doi.org/10.1016/j.addma.2021.102584
Ahmed F, Ali U, Sarker D et al (2020) Study of powder recycling and its effect on printed parts during laser powder-bed fusion of 17–4 PH stainless steel. J. Mater. Process, Technol, p 278
Condruz MR, Matache G, Paraschiv A (2020) Characterization of in 625 recycled metal powder used for selective laser melting. Manuf, Rev, p 7
Gasper AND, Szost B, Wang X et al (2018) Spatter and oxide formation in laser powder bed fusion of Inconel 718. Addit Manuf 24:446–456. https://doi.org/10.1016/j.addma.2018.09.032
Ly S, Rubenchik AM, Khairallah SA et al (2017) Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci Rep 7:1–12. https://doi.org/10.1038/s41598-017-04237-z
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164:1–23. https://doi.org/10.1016/j.matdes.2018.107552
Pu H, Liang G, Naceur H et al (2023) Thermo-mechanical analysis of Ti-6Al-4V Taylor bar using advanced joint path strategies based on additive manufacturing. CIRP J Manuf Sci Technol 40:167–179
Bai R, Liang G, Cheng H et al (2023) Optimizing additive manufacturing path pattern for Ti-6Al-4V thin rods using a combinatorial radial basis function surrogate-assisted genetic algorithm. Mater, Des, p 236
Brika SE, Letenneur M, Dion CA, Brailovski V (2020) Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit Manuf 31:1–16. https://doi.org/10.1016/j.addma.2019.100929
Du X, Simonelli M, Murray JW, Clare AT (2023) Facile manipulation of mechanical properties of Ti-6Al-4V through composition tailoring in laser powder bed fusion. J Alloys Compd 941:1–12. https://doi.org/10.1016/j.jallcom.2023.169022
Hackley VA, Lum LS, Gintautas V, Ferraris CF (2004), Partical size analysis by laser diffraction spectrometry: application to cementitious powders, NIST Interagency/Internal Report (NISTIR), National Institute of Standards and Technology, Gaithersburg, MD. Accessed 5 June 2024
13322-1 I (2014) Particle size analysis by Image analysis methods, Part 1: Static image analysis methods. https://www.iso.org/standard/51257.html. Accessed 5 June 2024
Mazzoli A, Favoni O (2012) Particle size, size distribution and morphological evaluation of airborne dust particles of diverse woods by scanning electron microscopy and image processing program. Powder Technol 225:65–71. https://doi.org/10.1016/j.powtec.2012.03.033
Bin AA, Pham QC (2017) Selective laser melting of AlSi10Mg: effects of scan direction, part placement and inert gas flow velocity on tensile strength. J Mater Process Technol 240:388–396. https://doi.org/10.1016/j.jmatprotec.2016.10.015
Darvish K, Chen ZW, Pasang T (2016) Reducing lack of fusion during selective laser melting of CoCrMo alloy: effect of laser power on geometrical features of tracks. Mater Des 112:357–366. https://doi.org/10.1016/j.matdes.2016.09.086
Wang D, Ye G, Dou W et al (2020) Influence of spatter particles contamination on densification behavior and tensile properties of CoCrW manufactured by selective laser melting. Opt Laser Technol 121:105678. https://doi.org/10.1016/j.optlastec.2019.105678
Esmaeilizadeh R, Ali U, Keshavarzkermani A et al (2019) On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J Manuf Process 37:11–20. https://doi.org/10.1016/j.jmapro.2018.11.012
Leung CLA, Marussi S, Atwood RC et al (2018) In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat Commun 9:1–9. https://doi.org/10.1038/s41467-018-03734-7
Khairallah SA, Anderson AT, Rubenchik A, King WE (2016) Laser powder-bed fusion additive manufacturing: physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 108:36–45. https://doi.org/10.1016/j.actamat.2016.02.014
Khairallah SA, Martin AA, Lee JRI et al (2020) Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 368(6491):660–5. https://doi.org/10.1126/science.aay7830
Wang D, Wu S, Fu F et al (2017) Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater Des 117:121–130. https://doi.org/10.1016/j.matdes.2016.12.060
Liu Y, Yang Y, Mai S et al (2015) Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater Des 87:797–806. https://doi.org/10.1016/j.matdes.2015.08.086
Bin AA, Ibrahim IH, Pham QC (2019) Spatter transport by inert gas flow in selective laser melting: a simulation study. Powder Technol 352:103–116
Alquaity ABS, Yilbas BS (2022) Investigation of spatter trajectories in an SLM build chamber under argon gas flow. Metals 12(2):343
Nassar AR, Gundermann MA, Reutzel EW et al (2019) Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing. Sci Rep 9:1–11. https://doi.org/10.1038/s41598-019-41415-7
Zhang G, Chen J, Zheng M et al (2020) Elemental vaporization of Ti-6Al-4V during selective laser melting. Metals (Basel) 10:1–14
Mukherjee T, Zuback JS, De A, DebRoy T (2016) Printability of alloys for additive manufacturing. Sci Rep 6:1–8. https://doi.org/10.1038/srep19717
Bin AA, Pham QC (2018) Study of the spatter distribution on the powder bed during selective laser melting. Addit Manuf 22:86–97. https://doi.org/10.1016/j.addma.2018.04.036
Taheri M, Dehghani R, Karamooz-ravari MR (2018) A study on the effect of energy input on spatter particles creation during selective laser melting process. Addit Manuf 20:33–43. https://doi.org/10.1016/j.addma.2017.12.009
Acknowledgements
Xi Du would like to thank Mr. Mark East and Mr. Mark Hardy for their assistance in LPBF experiments.
Funding
This work was supported by the China Scholarship Council (no. 201908310091).
Author information
Authors and Affiliations
Contributions
Xi Du: conceptualization, investigation, formal analysis, writing—original draft, writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The author declares no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Du, X. Powder coarsening mechanisms of Ti-6Al-4 V with multiple build cycles in laser powder bed fusion. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14527-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14527-2