
Abstract
Cold spraying has great potential for additive manufacturing, especially of oxidation-sensitive metals, because the material is not melted and significantly higher deposition rates can be achieved than with conventional additive manufacturing processes such as selective laser melting or direct metal deposition. Titanium is regarded as a high-performance engineering material due to its unique combination of properties, including good corrosion resistance, biocompatibility and high strength at comparatively low density. However, due to its high price, it appears reasonable for many applications to use material compounds in which titanium is only used on the surface of the workpiece, while less expensive materials such as aluminum are used for the remaining volume. In the present work, cold sprayed pure titanium coatings were deposited on Al substrates and then formed to defined 3-dimensional final contours by die forging and rotary swaging. Different porosities were selectively set in order to evaluate their influence on the coating adhesion and cohesion in the forming process. Pre-consolidation of the coatings and the use of Al/Ti interlayers proved to be promising strategies.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing using cold spraying has become increasingly important in recent years (Ref 1,2,3,4), as it allows the production of bulk metallic components, but also hybrid compounds with outstanding property profiles. Of particular interest are additively manufactured structures made of titanium (Ref 5), since Ti is characterized by a high strength-to-weight ratio, good corrosion resistance and excellent biocompatibility (Ref 6, 7). Because of its high price, Ti is often combined with other, less expensive materials, such as aluminum. Compounds with an Al core and a Ti surface are predestined for a wide variety of lightweight applications with enhanced requirements as regards wear and corrosion resistance and/or biocompatibility (Ref 8).
Cold spraying has some important advantages in comparison to other processes that are basically suitable for the production of Al/Ti compounds. It offers a lot more geometric flexibility than co-extruded compounds (Ref 9, 10), which are limited to a fixed cross-section depending on the used tool. The same applies to sheet metal compounds produced by roll cladding or accumulative roll bonding (Ref 11). Compared to established additive manufacturing processes such as laser metal deposition (Ref 8) or selective laser melting, cold spraying has the advantage that the metal powder does not melt during the coating process. Therefore, cold sprayed 3D structures exhibit a very low oxide content, which allows the processing of oxidation-sensitive metal powders such as Ti (Ref 12). In addition, cold spraying has significantly higher deposition rates than the aforementioned additive manufacturing processes. By using modern cold spray equipment, the production of 3D structures with dimensions of several millimeters or even centimeters has become state of the art, not just for Al, but also for less ductile metals such as Ti.
This work focuses on the evaluation of the formability of additively manufactured material compounds produced by cold spraying. The goal is to gain a fundamental understanding of the relationships between the cold spray process parameters, the resulting microstructure and the behavior of the material compound in the forming process. Apart from possible post-treatment steps, the coating process is usually the final step in the production of a component, where the coating material is applied onto a substrate that has been given its final shape in a previous forming process. In this work, however, the coating deposition precedes the forming step (Fig. 1). This approach has some interesting advantages. Firstly, the geometry of the workpiece to be coated can be kept as simple as possible, thereby providing homogeneous coating properties over the entire workpiece and minimizing the effort for robot programming. If not only the coating, but also the substrate itself is additively manufactured by cold spraying, the production chain to the final product can be reduced to just two steps—cold spraying (with intermediate powder change, e.g., from Al to Ti) and forming. The final forming process can then produce complex, near-net-shape geometries. In addition, the porosity and mechanical properties of the surface-near area can to a certain extent be adjusted by the forming process parameters, so that there is ideally no need or at least a reduced effort for post-treatment or post-machining of the compound.

Forming and cold spraying as part of a conventional process chain and the alternative process chain (used in this work) for the production of metal/metal compounds (* additive manufacturing of the workpiece by cold spraying optional)
Despite the advantages of the described alternative process chain, there is no literature dealing with the formability of cold-sprayed coatings. Therefore, the main task was to identify coating properties which are basically suitable for a subsequent forming process. For this purpose, the thickness, ductility and porosity of the coatings were varied by using different cold spray systems and parameters. It was assumed that, in the forming process, this might have an influence on both the cohesion within each compound partner and the adhesion between Al and Ti. In addition, it was to be expected that the formability of the compounds depends decisively on the forming parameters and the stress state in the samples during the forming process. That is why it was decided to not only vary the forming speed and temperature, but to apply two different forming processes—closed die forging and rotary swaging, which are described in more detail in the following chapter.
Experimental Methods
Aluminum powder AA6061 and pure titanium powder (ASTM grade 2) from Eckart TLS GmbH (Bitterfeld-Wolfen, Germany) were used for additive manufacturing by cold spraying. Both powders are gas-atomized, exhibiting a spherical shape with few satellites as confirmed by SEM investigations (Fig. 2 and 3). In order to study the influence of the particle size, two powders with the particle size distributions 25-45 µm and 45-63 µm (according to manufacturer’s data) were processed. Particle size measurements with a CILAS 920 analyzer (CILAS S.A., Orléans, France) revealed that particularly the D90 values are significantly larger in comparison to the manufacturer’s data (Table 1). It is assumed that the satellites on the powder particles are the reason for this deviation.

SEM image of Ti powder (25-45 µm)

SEM image of Ti powder (45-63 µm)
Two different cold spray systems—CGT Kinetics 3000 and CGT/HSU Kinetics 8000-X—were used to cover a very broad range of cold spray parameters and therefore coating properties. The conventional Kinetics 3000 system was equipped with a 27 TC MOC convergent-divergent de Laval nozzle made of tungsten carbide (WC). In the course of investigations, this nozzle was replaced by an air-cooled OUT1 de Laval nozzle (Impact Innovations GmbH, Rattenkirchen, Germany) made of SiC. While the Kinetics 3000 system provides a maximum stagnation pressure of 3 MPa and a N2 process gas temperature of around 550 °C, the Kinetics 8000-X system allows for the deposition of cold sprayed coatings with a pressure of 5 MPa and a N2 temperature of 1100 °C, resulting in significantly higher particle velocities and denser coatings.
In a first step, parameters had to be identified which are suitable to deposit cold spray coatings with a high layer thickness per pass without causing nozzle clogging. Since not only the deposition, but also the additive manufacturing of Al by cold spraying is state-of-the-art (Ref 13), this article focuses on the application of Ti coatings. However, the use of Al powder does play an important role in achieving the aim of this work, as will be seen in the Results and Discussion section. The deposition of Ti was challenging especially for the combination Kinetics 3000 with 27 TC MOC nozzle and, to a lesser degree, also for the OUT1 nozzle.
With the Kinetics 3000 system, gas pressure and N2 gas flow were kept at their maximum at 3 MPa and 1100 slpm, respectively. The line spacing was set to 2 mm. A high pressure powder feeder Praxair 1264 was used with a rotational speed of 2 rpm and a powder feed gas flow of 70 slpm N2. Since the Kinetics 8000-X system (equipped with a water-cooled OUT1 PCE 100 nozzle) was mainly included in the investigations in order to produce dense state-of-the-art Ti coatings, parameter variation was kept to a minimum here. Based on former research (Ref 6, 14), the standoff distance was set to 60 mm and the stagnation gas (N2) pressure to 5 MPa. Only the process gas temperature was varied between 900 and 1100 °C. Table 2 shows the spray parameters for both cold spray systems including the planned variation of process gas temperature and spraying distance. Flat Al cylinders (ø 30 mm, AA6060) were used as substrates.
The cross sections of the coatings were prepared by standard metallographic procedures. An optical microscope GX51 (Olympus, Shinjuku, Japan) equipped with a SC50 camera (Olympus, Shinjuku, Japan) was used to investigate the microstructure of the coatings. Ten images were analyzed to evaluate the porosity using the image analysis method provided by the camera software. In addition, the coating thickness was determined at ten evenly distributed points and then divided by the number of passes to calculate the coating thickness per pass.
As mentioned before, two different forming processes were used to evaluate the formability of the cold sprayed samples. Closed die forging is a forging process in which an upper and a lower die move toward each other and cover the workpiece entirely. In this work, a hydraulic double column press PYZ 100 S.3 (Zeulenroda Presstechnik GmbH, Germany) including a drawing cushion with a maximum force of 400 kN was used. The top side of the formed sample is characterized by a ring-shaped elevation with a cup-like indentation in the center, while the bottom side of the sample remains flat (Fig. 4). Due to the geometry of the upper die, locally different stress states develop in the sample during the forming process. Strong shear stresses occur especially on the inner flank of the indentation, while the base of the cup-like indentation is loaded exclusively in compression. Shear stresses along the interface area of the Al/Ti compound are particularly critical and could lead to adhesive failure of the sample.

Closed die forging of an as-sprayed Al/Ti compound (left) and the resulting sample geometry (right). The colors blue and red represent Al and Ti, respectively (Color figure online)
The second forming process used in this work, rotary swaging, is characterized by an incremental radial compression of the workpiece. A rotary swaging machine UR5-4 by Heinrich Müller Maschinenfabrik GmbH (Pforzheim, Germany) with four die segments was used in this work. The die segments repeatedly strike the lateral surface (shell) of the cylindrical sample with a frequency of 25 Hz while the sample is rotated between each strike to obtain a homogeneously formed surface (Fig. 5).

Principle scheme of the rotary swaging process with a cold-sprayed cylindrical sample as workpiece
Massive AA6060 aluminum cylinders (ø 25 mm) were used as substrates for the deposition of cold sprayed Ti coatings which then underwent the described rotary swaging process. In addition, not only massive, but also hollow AA6060 cylinders (inner diameter 19 mm, outer diameter 25 mm) were coated with Ti in order to perform tubular coating tensile (TCT) tests, which were done to quantitatively evaluate the cohesive strength of the cold sprayed material. Two hollow Al cylinders were screwed together with the help of an internal thread (Fig. 6). Then a 1 mm thick coating was applied to the shell of the interconnected cylinders. Afterward, the screw was removed and the coated cylinders were clamped into a Galdabini Quasar 50 tensile test machine by Schütz + Licht Prüftechnik GmbH (Langenfeld, Germany). The cylinders were then pulled apart with a speed of 0.15 mm/s. The maximum tensile force Fm until failure and the belonging displacement s were measured.

Principle scheme of the TCT test according to DIN EN 17393 and the sample geometry used in this work (schematic cross-section, all dimensions in mm)
In accordance to DIN EN 17393, the following equation was used to calculate the coating tensile strength Rm:
where K is the notch effect factor (for aluminum K = 1.5) and Rm,TCT the coating strength measured in the TCT test, which is calculated as follows:
where Da stands for the outer diameter of the hollow cylinder after the deposition of the cold sprayed coating and Di for the outer diameter of the uncoated cylinder. Depending on the exact coating thickness, Da was approximately 27 mm, while Di was 25 mm for the as-sprayed hollow cylinder samples. However, in order to compare the coating tensile strength of the as-sprayed condition with cold sprayed coatings that underwent a subsequent forming process, TCT tests were also performed with hollow cylinder samples that were subjected to the described rotary swaging process after cold spraying. Due to the compression during swaging, for these set of samples, Da was reduced to around 25 mm and Di to approximately 23 mm.
Results and Discussion
Cold Spraying
The investigations started with the identification of suitable cold spray parameters that allowed for the deposition of Ti coatings with a high thickness per pass, since the deposition rate is an important aspect with regard to the economic efficiency of additive manufacturing processes. At the same time, particular attention was paid to the porosity of the coatings as one assumed essential influence factor for the subsequent forming processes. Due to the lack of literature references dealing with the formability of cold sprayed coatings, it was unclear if and under which conditions a certain amount of porosity is tolerable or even necessary for a successful forming operation.
The cold spray trials proved to be challenging. Nozzle clogging occurred repeatedly, especially with process gas temperatures above 400 °C, which made it difficult to conduct reliable parameter studies. A significant improvement was achieved when the 27 TC MOC nozzle was replaced with a new air-cooled OUT1 SiC nozzle, since it allowed increasing the gas temperature up to 550 °C, which is the highest possible temperature of the Kinetics 3000 system. As numerous references (Ref 15, 16) show, this is still well below the N2 temperatures that are needed for the cold spray deposition of dense Ti coatings. However, with regard to the goal of this work—investigating the forming behavior of cold spray coatings—the limitations of the Kinetics 3000 system are not necessarily a disadvantage. Higher gas temperatures which are basically equivalent to higher particle velocities (Ref 17) result in harder and less ductile coatings, which may be counterproductive in terms of a subsequent forming process.
With the 27 TC MOC nozzle, a temperature of 400 °C and a spraying distance of 20 mm ensured a reasonably stable process with a coating thickness per pass of ca. 100 µm. Coatings with a total thickness of up to 1 cm were deposited without any signs of delamination. The porosity of the coatings, however, was very high and varied in a range between 17 % (Fig. 7) and 32 % with no clear dependency on the powder particle size.

Cold sprayed Ti coating (25-45 µm, 400 °C N2, Kinetics 3000, 27 TC MOC nozzle)
Due to the assumption that such high porosities would not provide acceptable results in the subsequent forming process, cold spray trials with the CGT/HSU Kinetics 8000-X cold spray system were carried out. The resulting coatings (Fig. 8) exhibited 0 % porosity and a microhardness of 270 HV1. By contrast, the microhardness of the coating shown in Fig. 7 was just 80 HV1, although this value is very likely distorted by the large amount of pores.

Cold sprayed Ti coating (25-45 µm, 1100 °C N2, Kinetics 8000-X, OUT1 PCE 100 nozzle)
In the further course of the investigations, Ti coatings were also deposited with the Kinetics 3000 system with the air-cooled OUT1 SiC nozzle. The use of this nozzle allowed for higher process gas temperatures up to 550 °C (at a spraying distance of 30 mm) without any nozzle clogging. The properties of this set of coatings lay somewhere between the above-mentioned samples with a porosity of 7 % (Fig. 9).

Cold sprayed Ti coating (25-45 µm, 550 °C N2, Kinetics 3000, OUT1 SiC nozzle)
Closed Die Forging
Following the chronology of the cold spray trials, also the closed die forging trials started with Ti coatings that were produced with the 27 TC MOC nozzle and the Kinetics 3000 system. Figure 10 shows such a coating on a bulk Al substrate, which was die-forged at room temperature. The ring-shaped elevation is strongly fissured and exhibits a lot of cracks.

Al/Ti compound formed by closed die forging at room temperature. The marked area is shown in Fig. 11
The characterization of the sample cross-section by optical microscopy (OM) revealed that the Ti coating was completely torn at the inner flank of the central indentation, exposing the subjacent Al substrate (Fig. 11 and 12). This confirmed the assumption that the inner flank is particularly critical due to the large tensile stresses taking effect in this area. It is also apparent that the bulk Al substrate does not exhibit any cracks or other visible defects. It is assumed that while the Al material flows upwards into the ring-shaped indentation of the upper die that later forms the elevated ring on the sample, the adhering Ti cannot follow the material flow of the more ductile Al, which eventually leads to cohesive failure in the porous Ti coating.


Detailed OM image of the Ti coating at the inner flank of the central indentation (cf. Fig. 11)
Interestingly, the Ti coating does show a significant formability in areas where compressive stresses are predominant, such as the bottom of the cup-like indentation in the center of the sample. As can be seen in Fig. 13, the formerly porous coating is strongly compacted to a porosity of only 1.5 %.

Detailed OM image of the Ti coating at the bottom of the cup-like indentation (cf. Fig. 11)
One usual approach to improve the formability of a material is to increase the forming temperature. Ti and its alloys are usually forged at temperatures between 750 °C and 1050 °C (Ref 18, 19). Since the goal of this work is to assess the formability of Al/Ti compounds, this temperature range is not applicable because it is above the melting temperature of Al (660 °C). Therefore, the forming temperature was only increased up to a maximum of 500 °C. However, this measure alone did not significantly improve the forming results. The samples looked very similar to the one shown in Fig. 10.
In order to improve the cohesive strength of the Ti coating, a pre-compression step at room temperature was added to the process chain before the closed die forging step. For this purpose, the above-mentioned 400 kN hydraulic double column press PYZ 100 S.3 was used, but the upper die was replaced by a flat die. In addition, the thickness of the Ti coating was reduced from 2 mm to 500 µm. This resulted in forged samples that exhibited significantly less cracks and in large parts a smooth, closed Ti surface (Fig. 14). However, the microscopic characterization revealed that the Ti coating still exhibits cracks at the inner flank (Fig. 14, right).

Al/Ti compound die-forged at 350 °C after pre-compression (left) and OM image of a crack in the Ti coating
It became evident that weak cohesion due to non-bonded particles within the Ti coating is the main problem in the die forging process. The samples with the perfectly dense Ti coatings which were cold sprayed with the Kinetics 8000-X system, however, proved to be equally unsuitable for the described die forging process. The high particle velocities in the cold spray process result in a strongly strain-hardened coating, which has only very little ductility. As a consequence, the respective samples exhibited brittle failure in the forming process with deep cracks down to the Al substrate (Fig. 15).

Al/Ti compound (CS Kinetics 8000-X) die-forged at 350 °C (left) and OM image of the cross-section (right)
Due to the relatively low melting temperature of Al, heat treatment of the compound before the forming process with the aim of increasing the ductility of Ti was not an option either. Contieri et al. (Ref 20) showed that the recrystallization temperature of highly deformed Ti grade 2 is in the range of 646 to 669 °C. Consequently, isothermal softening curves at 675 °C and 750 °C exhibited a significant hardness decrease, which is usually accompanied by an increase in ductility. These temperatures, however, are already in the area of or well above the melting temperature of Al (660 °C).
The best results were achieved with the Ti coatings that had been deposited with the Kinetics 3000 system and the OUT1 SiC nozzle. A sample die-forged at 500 °C is shown in Fig. 16. The cross-section on the right reveals another decisive difference to the previous samples. Due to the large differences in the ductility of the Al substrate and the Ti coating, which led to cohesive failure in the Ti coating, it was decided to deposit a cold spray Al/Ti composite coating before the application of the final Ti coating. This was done to achieve a gradation of the deformation behavior between Al and Ti. For this purpose, three different mixing ratios of Al and Ti were investigated: Al/Ti 30:70 vol.-%, Al/Ti 50:50 vol.-% and Al/Ti 70:30 vol.-%. The spray powders were produced by mixing Al and Ti powders with the above-mentioned volume ratios in a tumble mixer. All Al/Ti powders were easy to process with the OUT1 nozzle, clogging hardly occurred. Depending on the Ti content, the gas temperature was set to 450, 500 and 550 °C for 30, 50 and 70 vol.-% Ti, respectively. The spraying distance remained constant at 30 mm. The Ti content in the as-sprayed coatings does not show a significant deviation from the Ti content in the powder mixture. As determined by digital image analysis, the Al/Ti coatings contain (27.43 ± 2.06), (49.06 ± 0.53) and (70.37 ± 5.17) vol.-% Ti, respectively.

Al + Al/Ti + Ti compound (CS Kinetics 3000, OUT1) after pre-compression at RT and die forging at 500 °C (left) and OM image of the cross-section (right). A detailed image of the marked white box is shown in Fig. 17
As can be seen in Fig. 16, the Ti coating is not completely defect-free, but still forms a closed coating after the die forging process, even at the critical flanks of the ring-shaped elevation. A few cracks are still visible, but they remain surface-near and do not reach the subjacent Al/Ti coating. Figure 17 reveals that the Ti coating has been significantly compressed and at the same time spread over the entire surface of the new sample geometry. The very low porosity, which dropped below 1 %, and the reduction of the coating thickness from 500 µm to approximately 200 µm are proof of the good ductility of the cold sprayed Ti coating.

OM image of the Ti coating on an Al/Ti 50:50 coating at the inner flank of the indentation (cf. Fig. 16)
Rotary Swaging and TCT Test
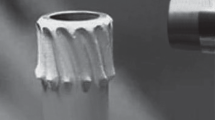
The use of rotary swaging as a subsequent forming process for cold sprayed coatings yielded some interesting insights. Firstly, it proved the high ductility and excellent formability of the above-mentioned Al/Ti composite coatings. As shown in Fig. 18, the coatings did not crack or flake off although, in the forming process, the cylinder diameter was reduced from 27 mm to 25 mm and the length of the cylinder increased by 10 mm at the same time.

Massive Al cylinder coated with CS Al/Ti 50:50 (45-63 µm, Kinetics 3000, OUT1) in as-sprayed condition (left) and after rotary swaging (right) with the respective cross-sectional OM images
Furthermore, in combination with the TCT test, rotary swaging allows for the quantitative comparison of the coating tensile strength in as-sprayed condition and after swaging. Figure 19 shows two Al hollow cylinder samples that are used for these TCT tests. Both samples are coated with a cold sprayed Ti coating while only the sample on the right has an additional Al/Ti 30:70 interlayer below the Ti top coat. Both samples were subjected to rotary swaging and exhibit a crack-free surface. The sample without interlayer, however, failed during the clamping procedure of the TCT test by delamination of the complete Ti coating from the hollow cylinder. By contrast, the sample with Al/Ti interlayer could be tested properly.

Cold sprayed Ti coating (25-45 µm, Kinetics 3000, OUT1) on an Al hollow cylinder (left) and the same coating with an additional cold sprayed Al/Ti 30:70 interlayer (45-63 µm) (right), both after rotary swaging
Figure 20 reveals that for all tested Al/Ti coatings, the coating tensile strength increases significantly after being subjected to rotary swaging. This can be attributed to the additional cold working of the coatings during the forming process. Very interestingly, the just mentioned swaged compound of Al/Ti 30:70 (45-63 µm) and a cold sprayed Ti coating (marked light green in Fig. 20) performed significantly better than the swaged Al/Ti 30:70 sample (45-63 µm) without Ti top coat (orange bar on the far right). This indicates the high cohesive strength of the Ti coating. Since these investigations are still running, the value for the as-sprayed Al/Ti + Ti compound is unfortunately missing here.

TCT test results: Coating tensile strength of different CS Al/Ti coatings and one compound of Al/Ti + Ti in as-sprayed condition and after rotary swaging
The values of the displacement of the hollow cylinders until failure, which were measured in addition to the maximum tensile force, are shown in Fig. 21. Surprisingly, not only the tensile strength increased due to the rotary swaging process, but also the strain that the coatings were able to endure until the hollow cylinders separated. This leads to the conclusion that the increase in tensile strength after rotary swaging is not solely caused by cold working, but also by the bonding of particle/particle interfaces that were weakly or not at all bonded after the cold spray process. Again, the swaged Al/Ti + Ti compound (marked light green in Fig. 21) performs much better than the respective Al/Ti coating without Ti top coat. Therefore, the swaging process did obviously not just improve the particle/particle bonding in the Al matrix of the Al/Ti coatings, but also the particle/particle bonding in the pure Ti coating.

TCT test results: Displacement of different CS Al/Ti coatings and one compound of Al/Ti + Ti in as-sprayed condition and after rotary swaging
A large part of the rotary swaged samples did not fail by a clear break in the contact zone of the hollow cylinders. Instead, many samples failed due to coating delamination of the Al/Ti coating from one of the Al hollow cylinders. Thus, in contrast to the die-forged samples, there seems to be a shift from cohesive to adhesive failure. This might be considered as another indication of the high cohesive strength of the coatings. However, it is also conceivable that the bonding between the Al hollow cylinders and the Al/Ti coating has already been weakened by the rotary swaging process. As described above, the length of the sample increased by 10 mm due to the forming process. Since the Al hollow cylinders are more ductile than the Al/Ti coating, this will lead to residual stresses in the sample and maybe even partial delamination between substrate and coating, which could explain the observations in the TCT test. However, also for samples that failed due to coating delamination, the coating tensile strength after rotary swaging still reaches values of 100 MPa and more, which is significantly higher than the results of the as-sprayed samples. Therefore, it is assumed that a combination of both—an increased cohesive strength of the cold sprayed material and a weakening of the bonding between substrate and coating—contributes to the observed TCT test results. In order to verify this assumption, tensile adhesive strength tests according to DIN EN ISO 14916 of as-sprayed and die-forged samples will be the next step in the investigations. In addition, it is intended to characterize the wear and corrosion resistance of cold sprayed Al/Ti compounds after a subsequent forming process.
Conclusions
The following conclusions can be drawn from the investigations:
-
1.
Because of their low ductility, dense, state-of-the-art, cold sprayed Ti coatings are not suited for low-temperature forming processes.
-
2.
Cold sprayed Ti coatings with very high porosity (> 15 %) exhibit cohesive failure in areas of large tensile stresses.
-
3.
Cold sprayed Ti coatings with medium porosity (around 7 %) exhibit an improved forming behavior after a pre-compression step.
-
4.
Al/Ti interlayers lead to a gradation of the deformation properties between Al and Ti, which improves the formability of Al/Ti compounds significantly and enables the manufacturing of complex die-forged geometries.
-
5.
Crack-free Al + Al/Ti + Ti compounds can be produced by combining cold spraying and rotary swaging.
-
6.
Rotary swaging increases both the coating tensile strength and the ductility of cold sprayed Al/Ti compounds.
In general, it can be stated that forming processes in which the cold spray coating is predominantly subjected to compressive load (as in rotary swaging), are significantly less critical with regard to crack formation. Enhancing cohesion by compressing the coating material, closing existing pores and therefore bringing non-bonded particles into intimate contact appears to be a crucial precondition for a successful forming result. This is particularly important for forming processes in which the component to be formed or areas thereof are subjected to tensile stresses, such as the inner flank of the die-forged samples in this work. A pre-compression step proved to be a suitable strategy for ensuring the necessary cohesion in the coating for the subsequent die forging process.
References
S. Yin and R. Lupoi, Cold Spray Additive Manufacturing—From Fundamentals to Applications, H. Almeida, Ed., 2021 (Cham), Springer Nature Switzerland AG
W. Li, K. Yang, S. Yin, X. Yang, Y. Xu and R. Lupoi, Solid-State Additive Manufacturing and Repairing by Cold Spraying: A Review, J. Mat. Sci. Technol., 2018, 34(3), p 440-457.
G. Prashar and H. Vasudev, A Comprehensive Review on Sustainable Cold Spray Additive Manufacturing: State of the Art, Challenges and Future Challenges, J. Clean. Prod., 2021, 310, 127606, 26 p., https://doi.org/10.1016/j.jclepro.2021.127606
A. Sova, S. Grigoriev, A. Okunkova and I. Smurov, Potential of Cold Gas Dynamic Spray as Additive Manufacturing Technology, Int. J. Adv. Manuf. Technol., 2013, 69, p 2269-2278.
V. Luzin, O. Kirstein, S.H. Zahiri and D. Fraser, Residual Stress Buildup in Ti Components Produced by Cold Spray Additive Manufacturing (CSAM), J. Therm. Spray Technol., 2020, 29, p 1498-1507.
K. Binder, Kaltgasspritzen von ermüdungsfesten Titanschichten (Cold Gas Spraying of Fatigue-Resistant Titanium Coatings), Ph.D. Thesis, Helmut Schmidt University Hamburg, 2012 (in German)
N.W. Khun, A.W.Y. Tan, W. Sun and E. Liu, Wear and Corrosion Resistance of Thick Ti-6Al-4V Coating Deposited on Ti-6Al-4V Substrate via High-Pressure Cold Spray, J. Therm. Spray Technol., 2017, 26, p 1393-1407.
A. Barr, M. Hunkel and A. von Hehl, Determination of Local Material Properties of Laser Beam Welded Aluminum-Steel and Aluminum-Titanium Compounds, Materialwiss. Werkst., 2012, 43(4), p 321-327.
N. Grittner, B. Striewe, A. von Hehl, D. Bormann, M. Hunkel, H.-W. Zoch and F.-W. Bach, Co-extrusion of Aluminum-Titanium-Compounds, Key Eng. Mater., 2012, 491, p 67-74.
N. Grittner, H. von Senden gen. Haverkamp, O. Stelling, D. Bormann, K. Schimanski, M. Nikolaus, A. von Hehl, F.-W. Bach, and H.-W. Zoch, Verbundstrangpressen von Titan-Aluminum-Verbindungen (Co-Extrusion of Titanium-Aluminum Compounds), Materialwiss. Werkst., 2009, 40(12), p 901-906 (in German)
H.P. Ng, T. Przybilla, C. Schmidt, R. Lapovok, D. Orlov, H.-W. Höppel and M. Göken, Asymmetric Accumulative Roll Bonding of Aluminum-Titanium Composite Sheets, Mater. Sci. Eng. A, 2013, 576, p 306-315.
P. Colditz, S. Härtel, and R. Drehmann, Numerical and Experimental Modeling of an Inline Forming Process for the Mechanical Property Optimization of Cold Gas Sprayed Material Composites, Production at the leading edge of technology. WGP 2021. Lecture Notes in Production Engineering. B.-A. Behrens et al., Eds., WGP 2021, Springer Nature Switzerland AG (Cham), 2021, p 366-374
A.C. Hall, D.J. Cook, R.A. Neiser, T.J. Roemer and D.A. Hirschfeld, The Effect of a Simple Annealing Heat Treatment on the Mechanical Properties of Cold-Sprayed Aluminum, J. Therm. Spray Technol., 2006, 15(2), p 233-238.
M. Villa Vidaller, A. List, F. Gärtner, T. Klassen, S. Dosta, and J. M. Guilemany, Single Impact Bonding of Cold Sprayed Ti-6Al-4V Powders on Different Substrates. J. Therm. Spray Technol., 2015, 24, p 644-658
H. Assadi, H. Kreye, F. Gärtner and T. Klassen, Cold Spraying—A Materials Perspective, Acta Mater., 2016, 116, p 382-407.
W. Wong, P. Vo, E. Irissou, A.N. Ryabinin, J.-G. Legoux and S. Yue, Effect of Particle Morphology and Size Distribution on Cold-Sprayed Pure Titanium Coatings, J. Therm. Spray Technol., 2013, 22, p 1140-1153.
H. Assadi, T. Schmidt, H. Richter, J.-O. Kliemann, K. Binder, F. Gärtner, T. Klassen and H. Kreye, On Parameter Selection in Cold Spraying, J. Therm. Spray Technol., 2011, 20, p 1161-1176.
G. Fan, F. Sun, X. Meng, L. Gao and G. Tong, Electric Hot Incremental Forming of Ti-6Al-4V Titanium Sheet, Int. J. Adv. Manuf. Technol., 2010, 49, p 941-947.
B. Eichenhüller and U. Engel, Microforming of Titanium—Forming Behavior at Elevated Temperature, P. I. Mech. Eng. B-J. Eng., 2008, 222(1), p 77-82.
R.J. Contieri, M. Zanotello and R. Caram, Recrystallization and Grain Growth in Highly Cold Worked CP-Titanium, Mater. Sci. Eng. A, 2010, 527, p 3994-4000.
Acknowledgments
This project was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) under the project number 2312056-231833-52. The authors would like to express their gratitude to the DFG. Furthermore, the authors would like to thank Mohammad Mehrafsar, Robert Glaßmann, Paul Seidel and Christian Loos for their support in the cold spray trials, sample preparation and microstructural characterization
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations
This article is an invited paper selected from presentations at the 2023 International Thermal Spray Conference, held May 22-25, 2023, in Québec City, Canada, and has been expanded from the original presentation. The issue was organized by Giovanni Bolelli, University of Modena and Reggio Emilia (Lead Editor); Emine Bakan, Forschungszentrum Jülich GmbH; Partha Pratim Bandyopadhyay, Indian Institute of Technology, Karaghpur; Šárka Houdková, University of West Bohemia; Yuji Ichikawa, Tohoku University; Heli Koivuluoto, Tampere University; Yuk-Chiu Lau, General Electric Power (Retired); Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS; Dheepa Srinivasan, Pratt & Whitney; and Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Drehmann, R., Colditz, P., Graf, M. et al. Forming Behavior of Additively Manufactured Al/Ti Material Compounds Produced by Cold Spraying. J Therm Spray Tech 33, 676–687 (2024). https://doi.org/10.1007/s11666-023-01699-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-023-01699-8