
Abstract
Heavy rain is one of the extreme weather events which pose a variety of serious risks on transportation infrastructures. Porous asphalt pavement can be used as a sustainable solution to mitigate the effects of such heavy rains. The objective of this study was to study the potential of using fiber elastomer modifier (FEM) to produce porous asphalt mixtures of high quality and enhanced performance. This was done through an experimental program composed of three different phases. The first phase was the development and the rheological, chemical, and microstructural characterization of the FEM modified asphalt. The second phase focused on using FEM to produce porous asphalt mixtures using different techniques. The third phase was the characterization of the porous asphalt mixtures to study their anticipated performance. The FEM asphalt performance grade, PG (76-22), proved enhanced rheological properties in terms of better rutting resistance indicated by higher G*/sin δ over a wide range of temperatures and lower Jnr3.2 value of about 19% compared to the virgin asphalt and an enhanced fatigue cracking resistance manifested by the significant reduction in the fatigue cracking indicator G* sin δ with about 94%. Finally, porous asphalt mixtures were produced of an enhanced performance based on the dynamic modulus. Higher E* values at higher temperatures/lower frequencies and lower E* values at lower temperatures/higher frequencies were reported for the FEM porous asphalt mixture in reference to the, control dense-graded HMA mixture, promising an enhanced both rutting and fatigue resistances of the produced porous asphalt mixtures.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Roadway networks across many countries have experienced failures due to extreme climate changes. It is believed that the continuous global warming, resulting from the climate change, will drastically increase the heavier rainfall events in many parts of the world [1,2,3]. Heavy rain in hyper-arid regions started to occur more frequently due to the climate change [1]. Unexpected heavy rain is one of the extreme weather events which results in a variety of serious risks on roadway networks. Heavy rains not only drastically damage assets but also negatively affect the roadway network service, safety, and performance. For developing countries, the impacts and effects of such unexpected heavy rains on the roadway networks are more negatively exaggerated due to the poor, and sometimes the lack, of the contingency plans to face such events. Hence, it is required to provide resilient roadway pavements capable of mitigating such sporadic heavy rains in arid regions. Porous asphalt pavement is a sustainable/resilient solution relatively capable of mitigating the effect of such sporadic heavy rainfall’s events. The main obstacle of adopting the porous asphalt pavements as a reliable solution is its relatively weak strength and compromised performance under heavy and/or slow traffic [4, 5].
Porous asphalt mixtures are a special type of hot mix asphalt (HMA) designed with high interconnected air voids content to facilitate infiltrating the water into the ground. Historically, porous asphalt mixtures were originally evolved from a seal coat treatment in the USA to prevent skidding on wet pavement in the 1930s [6,7,8]. The modern use of the porous asphalt mixtures is dated back to the early 1970s [6]. From then on, porous asphalt mixtures have rapidly gained popularity throughout many countries all over the world [4]. Porous asphalt pavements have many advantages including safety, comfort, and coping with environmental challenges. Besides the main function of the porous asphalt mixtures of providing effective path for water to the pavement foundation, it reduces the existence of the water films on the pavement surface and consequently helps alleviating many safety hazards such as hydroplaning, splashing, and low skid resistance [4].
Lu et al. [9] aimed to improve the durability and strength of porous asphalt mixture by formulating bio-based epoxy asphalt binder (BEAB). The performance of porous asphalt mixtures containing BEAB was compared with the performance of regular porous asphalt mixtures. It was concluded that BEAB can improve the raveling resistance and stability of porous asphalt mixture without reducing its permeability. Wang et al. [10] investigated the performance of porous asphalt mixture in low-temperature environment. Results showed that the asphalt binder modifier content was the most important factor affecting the porous asphalt mixture performance. A recent research by Jiang et al. [11] demonstrated the superior high-temperature stability, excellent resistance to low-temperature cracking, reduced sensitivity to strains, prolonged fatigue life, and improved flexibility of porous asphalt mixtures developed using polyether polyol PTEMG (Poly-(tetra methylene ether glycol)) and isocyanate MDI (4,4′-diphenylmethane diisocyanate) as primary raw materials. A comprehensive review of the literature of the design, construction, performance, and maintenance of the porous asphalt concrete was conducted by Chen et al. [12]. Chen et al. [12] concluded that a proper binder content stabilized by additives such as fibers and polymers is essential to ensure sufficient film thickness that is critical to the durability of the porous asphalt concrete mix in the long run. Huang et al. [13] had investigated the durability of the porous asphalt mixtures. The results demonstrated that asphalt modifiers play a major role in improving the durability of porous asphalt mixtures. A new modified bitumen using SBS polymer with high-vinyl content was developed by Gupta et al. [14] to improve the mechanical resistance of porous asphalt mixtures then compared with commercially available PMB45/80-65 and virgin bitumen 50/70. It was concluded that the experimentally developed bitumen showed higher elastic response, better fatigue resistance, and improved rutting behavior than the reference binders. Consequently, the new experimentally developed bitumen combined with fibers showed a better performance than the control mixtures. To the knowledge of the authors, a few numbers of researchers investigated the effect of adding FEM to enhance the porous asphalt performance. Vieira et al. [15] have used FEM (50% of cylindrical pellets of type Viatop plus RC, supplied by JRC) to study their effect as additives on a reclaimed asphalt (RA) obtained from porous asphalt mixtures performance in terms of rutting resistance. Results showed that adding the FEM additive can improve the behavior of the RA porous asphalt mixture considerably.
Based on other studies, porous asphalt pavement faces other challenges including the early raveling and stripping in addition to the potential of clogging in the surface layers [16,17,18,19,20]. These challenges led some countries to decide to stop constructing this type of pavements [6, 21, 22]. To overcome the different potential challenges of using porous asphalt pavement, extensive research efforts are continued and some of these challenges have been already mitigated. It was recommended to use modified asphalts instead of virgin asphalts in constructing the porous asphalt pavements [16, 23,24,25]. In Japan, a special polymer modified bitumen (PMB) containing more than 9% SBS (Styrene–Butadiene–Styrene) successfully increased the resistance to rutting and prolonged the service life of porous asphalt pavement [26]. Also, fibers play an important role in improving the mechanical properties of the porous asphalt mixtures [27, 28]. Based on the previous review of the literature, it can be stated that the compromised performance of the porous asphalt mixtures, which is mainly due to its open-graded aggregate structure, can be mitigated by using a combination of modified asphalt binder, with enhanced asphalt rheological properties, and a suitable type of fibers [29]. To the best of the authors’ knowledge, no porous asphalt mixtures were able to perform equally as dense-graded HMA mixture when exposed to the same climatic and loading conditions.
Hence, the main objective of this research is to investigate the possibility of producing porous asphalt mixture of an enhanced performance comparable to dense-graded HMA mixture when subjected to the same heavy traffic loading conditions in hot climatic regions. Fiber elastomer modifier (FEM) is used to play two major roles in the porous asphalt mixture: firstly, to modify the asphalt binder using the wet method and secondly, to be used as fiber added directly to the aggregates using the dry method. The usage of FEM by a combined technique, of wet and dry method at the same time, to produce porous asphalt mixtures with a comparable performance to the performance of the dense-graded HMA mixtures under heavy traffic loading patterns in hot climatic conditions such as Egypt is an innovative approach which can add to the porous asphalt development experience.
To produce the porous asphalt mixtures, first the FEM modified asphalt binder was developed and fully characterized using different chemical, microstructural, and rheological characterization techniques. Second, the FEM modified asphalt binder was used to develop porous asphalt mixtures after adding extra different proportions of FEM, as fibers, directly to the aggregates. Third, the produced porous asphalt mixture was fully characterized in reference to a control dense-graded asphalt mixture under the same loading and climatic conditions.
2 Research Methodology
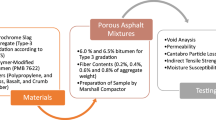
The study framework, depicted in Fig. 1, comprises three different phases. The first phase was the development and characterization of the FEM modified asphalt binder. The second phase was the development of the porous asphalt mixture using different techniques and different proportions using the mix design procedure shown in Fig. 1. The third and final phase was the porous asphalt mixture characterization using both the dynamic modulus (E*) and the indirect tensile strength (ITS) tests. For each test, two samples were used and the average of their results were reported.

Study Framework
3 Materials and Methods
3.1 Material Properties
The materials investigated in this study are a typical 60/70 penetration grade asphalt sourced from the Suez Oil Company (SOC), Egypt, a typical limestone used as coarse aggregate in producing the hot mix asphalts (HMA), natural and crushed sand used as fine aggregates, and finally, a fiber elastomer modifier (FEM). The FEM is a pelletized blend of 20% by weight cellulose fiber and 80% by weight functional additive. A photo of FEM is shown in Fig. 2. FEM density is 1.2 g/cm3. FEM breakdown is about 200 °C. [30]. The main properties/sources of the used materials are depicted in Table 1.

Fiber Elastomer Modifier
3.2 Modified Asphalt Binder Development and Testing
Since the modified asphalt binders were recommended for porous asphalt mixtures’ development by many researchers as clarified in the introduction, the asphalt binder used in this study was modified using FEM. Different percentages (proportions) of the FEM were used to modify the asphalt. The Superpave performance grade (PG) system was used to characterize the modified asphalt. The performance grades of the virgin and the modified asphalt (with different percentages) were determined. Based on the PG characterization, the most promising percentage was selected to produce the modified asphalt. Further characterization to study the rheological, chemical, and microstructural characteristics of the modified asphalt was carried out. The FEM used was a commercial prepared product which was ready to be added directly. As per the manufacturer, the FEM has the advantage of being incorporated into asphalt mixtures using either the dry process or the wet process [30]. The dry process entails that the modifier is added to hot aggregates first, and then the virgin asphalt is introduced to the aggregates to produce a modified asphalt mixture, while the wet process entails that the modifier and the asphalt are mixed together to produce modified asphalt, which can then be mixed into hot aggregates to produce modified asphalt mixtures [31]. Accordingly, in this study, the FEM was intended to be used as both asphalt modifier and a fiber additive. A virgin asphalt binder of penetration grade 60/70 was procured (a typical Egyptian asphalt binder), see Table 1. Then the asphalt was modified using three different percentages of the FEM: 10, 15, and 20% by total asphalt binder weight. The asphalt binder was mixed with the different FEM percentages of the asphalt binder weight then heated to the mixing temperature of 170 °C, and the mixture was stirred in the shear mixer for 35 min at 350 rpm as recommended by [32]. Both the virgin and the modified asphalts were subjected to the Superpave tests including the rotational viscometer, RV (ASTM D4402), the dynamic shear rheometer, DSR (ASTM D755-09), and the bending beam rheometer, BBR (ASTM D6648-16). Aging of the asphalt binder was considered by conducting the Rolling Thin Film Oven Test, RTFOT (ASTM D 2872–04), for the short-term aging, and the Pressure Aging Vessel, PAV (ASTM D 6521–05), for the long-term aging. The performance grade of each of the virgin asphalt and the three modified asphalt samples were determined. Based on the PG grading, the modified asphalt with the optimum percentage was subjected to full characterization using the chemical, microstructural analyses, and the rheological characterization experimental program. Scanning electronic microscope (SEM) and Fourier transform infrared spectroscopy (FTIR) were used to microstructurally and chemically characterize the produced modified asphalt binder. FTIR was conducted to address the asphalt binder aging potentials by calculating the aging carbonyl and sulfoxide indices. It was reported that due to aging, the functional groups such as ketone (C=O) and sulfoxides (S=O) increase in asphalt samples because of the oxidation reaction. The relative increase or decrease in volume of the previously mentioned functional group compounds in the samples was determined through the following indices proposed by [33]:
The absorbance area, represented in Eqs. 1 and 2, was calculated using the two-point approach, which involves determining the baseline of the absorptance peak then estimating the peak area.
Multiple stress creep and recovery (MSCR) test, as per ASTM D7405–15, using the DSR equipment was conducted to study the rutting potentials of the RTFO-aged samples. The rutting potentials were also investigated using the conventional Superpave rutting parameter (G*/sin δ) where the G* is the binder shear modulus, while δ is the binder phase angle. The short-term aging indices (Complex Modulus Aging Index, CAI and Phase Angle Aging Index, PAI) were calculated based on the DSR results measured after the RTFOT as per the following equations:
whereG* = Binder complex shear modulus in kPa, and;δ = Binder phase angle in degrees.
The RV test was conducted to determine the mixing and compaction temperatures of the modified asphalt in addition to studying the binder temperature susceptibility.
The bending beam rheometer (BBR) test, as per ASTM D6648-16, was conducted at low temperatures on PAV-aged samples to determine the aging and the thermal cracking potentials. The ΔTc parameter was calculated, as per ASTM D7643-22, to address the modified asphalt aging susceptibility and thermal cracking potential. Finally, the true (continuous) PG of the FEM asphalt was determined, as per ASTM D7643-22, in reference to the virgin (unmodified) control binder.
3.3 Aggregate Testing
Aggregates were selected and characterized using both the conventional and the consensus properties. Accordingly, aggregates were first characterized using the conventional testing; Chemical Soundness (ASTM C88/C88-5), Specific Gravity for Coarse Aggregates (ASTM C127), Specific Gravity for Fine Aggregates (ASTM C128), Los Angeles Abrasion (ASTM C535-16), and Water Absorption Percentage (ASTM C128). Then, the consensus properties were determined through conducting the following tests: flakiness and elongation (BS 812), angularity (ASTM D5821-13), and clay lumps (ASTM C142).
3.4 Porous Asphalt Mixtures Design and Performance
The procedure previously shown in Fig. 1 was followed to develop the porous asphalt mixtures. The materials were first properly selected: the FEM asphalt binder and the aggregates. An appropriate aggregate gradation was specified. The optimum binder content (OBC) was determined using the volumetric requirements. Different open-graded gradations, commonly used before in different states in USA and recommended by ASTM (D7064/D7064M-21), were tried using the regional Egyptian materials. The asphalt content used to select the optimum aggregate gradation was fixed to 6% as per the recommendation of the ASTM (D7064/D7064M-21). The Superpave gyratory compactor (SGC) was employed to produce compacted cylindrical samples. Mixing and compaction temperatures, determined using the RV testing results, were employed to prepare the mix samples. After selecting the optimum aggregate blend, more samples were compacted with different asphalt contents, using the selected aggregate blend, to specify the optimum asphalt content based on the air voids (min 18%) and drain-down (< 0.3%) criteria, as per ASTM (D7064/D7064M-21.
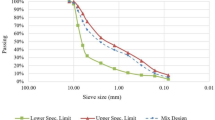
Some previously recommended open-graded gradations from the past experience were tried. It was noted that, for some tried gradations, upon releasing the samples from the compactor, they immediately collapsed and failed indicating that this gradation was not of adequate strength. The most promising gradation was selected as depicted in Fig. 3. Three different trails were decided to be tested within the selected gradation corresponding to its higher limit, lower limit, and its mid-range values as shown in Fig. 3.

Porous Asphalt Mix Aggregate Gradations
The maximum theoretical density (Gmm) was determined, in accordance with ASTM D2041/D2041M for loose asphalt mix samples, then used for the optimum binder content (OBC) determination. The drain-down test was conducted, in accordance with ASTM D6390, on uncompacted samples at a temperature 15 °C higher than the anticipated production temperature to determine the porous asphalt mixes’ drain-down. The air voids were calculated using the procedure given in ASTM (D7064/D7064M-21) after measuring the bulk specific gravity, as per ASTM D 2726, of the compacted samples.
As recommended by ASTM (D7064/D7064M-21), porous asphalt mixtures’ VCAMIX (voids in compacted asphalt mixture) should be equal to or less than the VCADRC (voids in coarse aggregate determined by compacting the stone) determined by the dry-rodded technique as per ASTM C29/C29M. The compacted mixture (VCAMIX) was calculated using the following equation:
wherePCA = Percent coarse aggregate in the total asphalt mixture,Gmb = Bulk specific gravity of the compacted asphalt mixture,Gmm = Theoretical maximum density of the asphalt mixture, andGCA = Bulk specific gravity of the coarse aggregate fraction.
Since fibers were recommended to be added to produce porous asphalt mixtures by many past researches, as discussed in the introduction, two proportions of 8 and 15% of FEM were selected to be added directly to aggregates. Two techniques were employed to develop the porous asphalt mixtures, the dry method, and the combined method (wet and dry methods). The dry method was conducted by adding FEM to the hot aggregates then mixing with the virgin (unmodified) asphalt. The combined method was conducted by adding FEM (dry method) to the FEM asphalt binder (wet method). Hence, four different porous asphalt mixes were produced as shown in Table 2.
Since the main goal of this research was to develop porous asphalt mixture with good strength that is capable of performing satisfactorily under high traffic loading conditions, both the indirect tensile strength (ITS) test as per (ASTM D6931-17) and the Dynamic Modulus (E*) test as per (AASHTO T-342) were determined to characterize the performance of the porous asphalt mixtures in comparison with a typical dense-graded asphalt mixture used in the Egyptian pavement construction for high reliability roadway projects.
4 Results and Discussion
4.1 Modified Asphalt Binders
Three different FEM proportions were added to the virgin asphalt: 10, 15, and 20% by weight. Then, the PG of each of the virgin (control) asphalt and the three FEM modified asphalt samples were determined as depicted in Fig. 4. The virgin asphalt PG was determined to be PG64-22. The Egyptian climatic conditions require a PG 70-10 while a more conservative PG of PG76-10 is required for higher reliability projects, with more adverse design and operational conditions [34]. The determined asphalt binder PGs were compared to the required regional asphalt performance grades (Egyptian PG), as shown in Fig. 4. The virgin asphalt is incapable of meeting the Egyptian requirements and hence should be modified which is not the current practice in Egypt. This conclusion was confirmed by past studies by Khedr and Saudy [34, 35]. Figure 4 clearly shows that the FEM enhanced the quality of the asphalt in terms of increasing its performance grade. The 10% FEM yielded a PG76-22, and hence, it can be used satisfactorily for high reliability projects as per Khedr and Saudy [34]. Whereas, the 15 and 20% FEM modified asphalt gave higher high end of PG 82 and PG88, respectively, but encountered many operational problems while testing in the laboratory preventing the determination of their low-end PGs.

Virgin and Modified Asphalt Performance Grades (PG)
During the short-term aging, through the RTFO test, of both the 15% and the 20% FEM asphalt binders, samples were extensively foaming and then started to boil and burn. Hence, it was decided to use only 10% FEM to modify the asphalt binder since it produced satisfactory PG, satisfying the more conservative Egyptian asphalt PG requirements. At the same time, it did not encounter operational problems during handling and aging in the laboratory. The foaming phenomenon of the higher percentages of the FEM could be due to increasing the components that are more susceptible to heat and aging conditions.
4.2 Modified Asphalt Binder Rheological Characterization
Based on the previous discussion, only 10% of the FEM was used to produce the modified asphalt binder. The modified asphalt binder was then fully characterized as explained in the following subsections.
4.2.1 Modified Asphalt Binder Viscosity
Brookfield viscosity was determined for two replicate samples of the modified binder and two replicate samples of the virgin (control) binder at two temperatures: 135 and 165 °C. The average viscosity at 135 °C of the modified asphalt and the virgin asphalt was determined to be 925 cP and 790 cP, respectively. These results indicate that both binders meet the Superpave viscosity requirements, according to AASHTOM320, of max. 3000 cp for pumpability. The Log–Log viscosity versus Log temperature relationships of both binders were constructed, as shown in Fig. 5, to study the temperature susceptibility of both binders. The viscosity–temperature susceptibility (VTS) value, which is the regression slope of viscosity–temperature relationships, is used to determine the temperature susceptibility of the asphalt binders based on their viscosities. The asphalt binders with larger VTS magnitudes are more susceptible to changes in temperature [36]. The slope (VTS) and the intercept (A) of the viscosity–temperature relationships are shown in Table 3. According to AASHTO T312, the mixing and compaction temperatures are defined as the temperatures where the viscosities are 0.17 ± 0.02 Pa.s and 0.28 ± 0.03 Pa.s, respectively. Hence, mixing and compaction temperatures are specified and depicted in Table 3. It is evident from Fig. 5 and Table 3 that both VTS values were close to each other indicating that the temperature susceptibility of both binders was almost the same. The modified asphalt binder had higher mixing and compaction temperatures compared to the virgin asphalt. Moreover, it is clear that, although the modified asphalt had higher viscosity than the virgin asphalt, it still has good workability and pumpability based on its RV values.

Viscosity of Asphalt Binders at Different Temperatures
4.2.2 High-Temperature Characterization
To characterize asphalt samples at high temperature, the DSR test was conducted on both unaged and RTFO-aged samples to determine the rutting parameter (G*/sin δ), the continuous (true) high-end PG, and the short-term aging indices (CAI and PAI). The MSCR test was also conducted to characterize the asphalt binder rutting potentials more comprehensively as it was reported to correlate better with the field performance [37]. The effect of the temperature on G*/sin δ parameter for both the virgin and the modified asphalt is depicted in Fig. 6. Figure 6 clearly shows that the modified asphalt had higher G*/sin δ over a wider range of temperatures indicating its enhanced rutting resistance compared to the virgin asphalt. True high-end PG of the virgin and modified asphalts was determined as 65.31 and 76.13, respectively.

G*/Sin δ for Virgin and Modified Asphalt
Aging indices based on the complex modulus (CAI) and the phase angle (PAI) were determined for both the virgin and the modified asphalt as shown in Fig. 7. Higher aging indices reveal that the binder is more sensitive to RTFO aging. The modified asphalt is less sensitive to the short-term aging compared to the virgin asphalt.

Aging Indices of the Modified Asphalt vs the Virgin Binder
The MSCR test was conducted on both the modified and the virgin asphalts to study the characteristics of the modified asphalt more profoundly in reference to the virgin asphalt. Results of the MSCR test are shown in Table 4. Lower Jnr values indicate that the modified asphalt binder is more resistant to rutting. Table 4 clearly shows that the FEM resulted in about 19% reduction in Jnr3.2 compared to the virgin asphalt and hence the modified asphalt is more resistant to rutting than the virgin asphalt. The percentage recovery (%R) provides an indication of the delayed elastic response of asphalt binder. A high delayed elastic response denotes that the asphalt has a significant elastic component at the test temperature. It is evident from Table 4 that R3.2 of the modified asphalt was significantly higher than that of the virgin asphalt. The stress sensitivity of the asphalt binder was evaluated based on the Jnrdiff parameter, which is defined as the difference of Jnr values at different stress levels and imposed an upper limit of 75%, as per AASHTOM332 standards. Table 4 clearly shows that both binders failed to meet this criterion indicating that both binders had non-stress sensitive behavior. It is worth mentioning that, adding the FEM significantly decreased the Jnrdiff parameter (from 153.5%) to 81.8% in reference to the virgin binder but due to the high non-stress sensitivity behavior of the virgin asphalt, it was still failing the criteria after being modified.
4.2.3 Intermediate Temperature Characterization
The DSR test was conducted on PAV-aged samples of both the virgin and the modified asphalt at the intermediate temperature to characterize the modified asphalt in terms of the fatigue cracking potentials. Table 5 shows that fatigue cracking resistance of the modified asphalt was enhanced significantly by about 94% reduction in the G* sin δ (classical fatigue cracking parameter) in reference to the virgin (control) asphalt binder. Table 5 clearly shows that virgin asphalt G* sin δ was exceeding the max. threshold of 5000 kPa, while the modified asphalt G* sin δ was drastically reduced to 550 kPa. Hence, modifying the asphalt using the FEM has significantly enhanced the fatigue cracking resistance of the asphalt binder.
4.2.4 Low-Temperature Characterization
To study the thermal cracking and the aging potentials, the BBR test was conducted on PAV-aged samples. The creep stiffness (S) and the m-value were determined at the low temperatures to calculate the ΔTc. Modified asphalt ΔTc was + 0.07 while the virgin asphalt ΔTc was + 0.05. Both binders ΔTc values were close to each other and met the warning criteria of minimum −2.5. Hence, it can be stated that the modified binder had almost the same thermal cracking resistance as the referenced virgin asphalt.
Low-end PG of both virgin and modified asphalt was calculated to be PG-27.96 and PG-27.93, respectively. Continuous (true) PG of the virgin asphalt was PG 65.31-27.96 whereas the continuous (true) PG of the modified asphalt was PG 76.13-27.93 indicating the overall enhanced rheological properties of the modified asphalt.
4.3 Modified Asphalt Binder Chemical Characterization
The FTIR test was conducted on both the virgin and modified asphalts at three different levels of aging: unaged, short-term aged (RTFO-aged), and long-term aged (PAV-aged) samples. The infrared spectral images of the modified asphalt, in reference to the virgin asphalt, at the three different aging levels are shown in Fig. 8. Figure 8 shows that the spectrum of the virgin (unmodified) asphalt binder and the FEM asphalt binder is basically similar. The strong absorption peaks around 2921 and 2846 cm−1 are attributed to stretching vibration of C–H out of alkanes. The C–C skeleton stretching vibration peak in the wave number 1600 cm−1 is benzen ring. The presence of absorption peaks at 1460 and 1375 cm−1 is related to the plane bending vibration of C–H. The out of plane bending vibration peaks at 719 cm−1 are attributed to the C–H bonds out of aromatics. The main difference between the spectra of the two kinds of asphalt binders (modified and unmodified) is the change in the intensity of the characteristic peaks. Hence, it is evident that the addition of FEM into the asphalt binder hardly undergoes chemical reactions and does not generate new functional groups. Critical peaks were specified on the different images to calculate the CI and SI aging indices as per Eqs. 1 and 2, respectively. Figure 9 shows the CI and SI values. Since, the higher the aging indices (CI and SI), the higher the aging potentials, based on both CI and SI values, the FEM asphalt had higher potentials to age. It can be stated that adding FEM resulted in higher aging potentials, at the three investigated aging levels, compared to the unmodified (virgin) asphalt.

Virgin and FEM Asphalt FTIR Spectrum

CI and SI Aging Potentials of the FEM Asphalt vs the Virgin Asphalt at Multiple Aging Levels
4.4 Modified Asphalt Binder Microstructural Analysis
The SEM analysis was conducted to investigate the asphalt binders’ surface texture and microstructure. Figure 10 shows the FEM modifier structure at two different magnification levels. Figure 11 shows the FEM asphalt versus the virgin asphalt at three different aging levels: unaged, RTFO aged, and PAV aged. Figure 11, by comparing images (a) and (d), clearly shows that FEM had properly dispersed into the asphalt binder and resulted in fairly homogeneous FEM asphalt. The microstructure of the virgin unaged binder tended to have a waved pattern in specific direction, as shown in Fig. 11 (a), that may help in better interaction with the asphalt modifier. Investigating the SEM images at different aging levels entailed observing more oxidized white components, indicating more aging, at Fig. 11b, c, e, and f. For the RTFO-aged samples, Fig. 11b and e clearly shows that the virgin asphalt still has a relatively waved pattern to a quit extent with uniformly distributed oxidized matters (due to aging). While for the FEM asphalt, more oxidized matters were recognized indicating higher aging potentials of the modified asphalt compared to the virgin asphalt. (Same findings were reported from the FTIR analysis.) PAV-aged samples, Fig. 11c and f, showed a plain surface with an increased size of the oxidized white components. No FEM particles are observed in Fig. 11d–f indicating full dispersion of the modifier into the asphalt which resulting in a homogeneous modified asphalt.

SEM Images of the Fiber Elastomer Modifier

FEM Asphalt versus Virgin Binder SEM Images at Multiple Aging Levels
Based on the aging indices of the FTIR analysis (CI and SI) and the more observed white oxidized components in the SEM images at short- and long-term aging, it can be stated that modified asphalt had higher aging potential than the unmodified (virgin) asphalt. It can be stated that the FEM can enhance both rutting and fatigue cracking resistance of the asphalt binder while negatively affecting the aging resistance and hence the thermal cracking resistance. It should be also noted that the thermal cracking is not an issue in Egypt because the Egyptian climate mostly tends to be hot climate. The dominant distress in Egypt is the asphalt rutting followed by alligator fatigue cracking.
4.5 Porous Asphalt Mixture Development and Analysis
4.5.1 Materials Selection
The conventional asphalt binder was modified and fully characterized in the previous phase. Then, aggregates were selected and characterized as shown in Table 6. The results show that the aggregate properties were acceptable and passed the specifications’ requirements of both the conventional and the consensus tests. Only the aggregate water absorption marginally passed the requirements of (2.4–3%), and hence the used aggregates were of acceptable quality. It was decided to proceed with using these aggregates in designing the porous asphalt mixtures to reflect the actual regionally produced aggregate properties.
4.5.2 Aggregate Grading Design
Three gradations were investigated, as previously shown in Fig. 3, to select the most promising gradation. A fixed asphalt content of 6% was used to produce two samples of each gradation. Gradation 1, in Fig. 3, was selected as it was the only gradation that passed the air voids criterion, for porous asphalt mixtures, of min 18%. Gradation 1 was the optimum aggregate gradation selected for use in the proceeding steps of the design process.
4.5.3 Optimum Binder Content Determination and Volumetric Analysis
Two techniques were used to produce the porous asphalt mixtures. The first technique proposed a new method, combining both the wet and the dry methods, to produce porous asphalt mixtures. This technique was followed to produce two porous asphalt mixes: Mix B and Mix D as defined in Tables 2 and 7. In this technique the FEM was used to modify the binder first, with 10% FEM, and then modify the whole mixture, with adding 15% and 8% FEM for mixes B and D, respectively. The second technique used the dry method to produce porous asphalt mixtures, and hence, the FEM was used only as fibers added directly to the aggregates and then mixed with the virgin (unmodified) asphalt binder with two different proportions 15 and 8% to produce mixes A and C, respectively, as shown in Table 7.
To determine the OBC for each of the two used techniques, the selected aggregate gradation, gradation 1 in Fig. 3, was used with different asphalt contents, in increments of 0.5%, to select the optimum asphalt content. Samples were prepared using the selected gradation and the modified asphalt and with adding 15% FEM as a fiber, to the aggregates, to produce mix B. To design mix B, three modified asphalt contents were used: 6.0, 6.5, and 7.0%. Two samples, at each asphalt content, were prepared and compacted then volumetrically analyzed. The air void contents were determined as 21.8, 22.8, and 17.6% for binder contents of 6.0, 6.5, and 7.0%, respectively. The OBC was selected to be 6.5% with air voids of 22.8%.
The same procedure was followed to design Mix A, with adding three different virgin asphalt contents of 6.0, 6.5, and 7.0%. Then, air void contents were determined to be 22.8, 27.9, and 22.7% for binder contents of 6.0, 6.5, and 7.0%, respectively. The OBC was determined to be 6.5% with a higher air void of 27.9%.
Two mixtures, Mix C and Mix D, were designed with lower fiber proportion of 8% as shown in Table 7. Mix C and Mix D both were developed using the same selected aggregates gradation with virgin asphalt for Mix C and modified asphalt for Mix D. Six percent binder content was selected for the two mixes C and D. The air voids and drain-down requirements were met at this binder content. Table 7 summarizes the different mixes’ compositions and their determined optimum asphalt content.
Figure 12 shows the volumetrics of the four porous asphalt mixtures at the OBC (6.5%) for Mixes A and B, and 6% for Mixes C and D. Air voids (Va), voids in mineral aggregates (VMA), voids filled with asphalt (VFA), percentage of the Gmm, and the voids in coarse aggregates of the mix (VCA) are determined and presented in Fig. 12. Figure 12 shows that, although the Va of mix A was the highest among all mixes, the VCA of mix B was the highest. This indicates that Mix B was the most permeable mixture among all the investigated porous asphalt mixtures. Figure 12 also shows that reducing the proportion of the fibers (from 15 to 8%) results in increasing the VFA.

Volumetrics of the Porous Asphalt Mixtures
Based on the volumetric analysis, Mix B, developed using FEM modified asphalt in addition to adding 15% FEM as fibers employing the combined technique, was the most promising produced porous asphalt mix.
4.6 Dense Asphalt Mixture Characterization
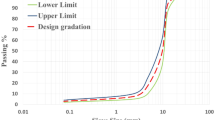
An Egyptian typical dense-graded hot mix asphalt mixture was designed using Egyptian materials and is considered as the control mix and designated as Mix E. The Superpave mix design procedure was followed to design the mix with dense gradation, as shown in Fig. 13, and using virgin asphalt binder of PG 64-22. The OBC was determined to be 4.8% with 4% Va, 14.7% VMA, and 68% VFA. Mix E is considered a typical asphalt mixture used for roads serving high traffic volumes in Egypt. Mix E is designed and characterized, reflecting the anticipated pavement performance of typical high traffic volume roads in Egypt, then referenced for comparison with the porous asphalt mixtures.

Control Mix (Mix E) Aggregate Structure (Dense Gradation)
4.7 Performance of the Investigated Mixtures
4.7.1 Indirect Tensile Strength (ITS)
The indirect tensile strength (ITS) of each of the four porous asphalt mixtures, in addition to the control mix (Mix E), was determined as per (ASTM D6931-17). The results are shown in Fig. 14. Among all porous asphalt mixtures, Mix B had the highest ITS value of 658 kPa. This indicated that producing the porous asphalt mixture with modified asphalt and using the combined technique yielded the most promising results in terms of the ITS. Comparing the ITS of this mix (Mix B) with the ITS of the control mix (Mix E), of 2960 kPa, implied that the ITS of the most promising developed porous asphalt mixture was about 22.2% of the ITS of the control dense-graded mix. Although the ITS of the developed porous asphalt mixture (Mix B) was significantly lower than that of the typical dense-graded asphalt mixture (Mix E), this porous asphalt mixture had an ITS value that was comparable to ITS of other porous asphalt mixtures developed in the literature. A research conducted by Shukry et al. [38] to study the performance of the porous asphalt mixtures, by trying different types of fillers and using the IDT as a performance indicator, showed that the highest reported ITS value of the studied porous asphalt mixtures was 474 kPa using a dolomite filler. It is evident that using the FEM to produce porous asphalt mixtures using the new proposed combined technique yielded a higher IDT of 658 kPa in reference to the highest IDT reported by Shukry et al. [38] of 474 kPa.

Indirect Tensile Strength of the Porous Asphalt Mixtures
4.7.2 Dynamic Modulus (E*)
The dynamic modulus (E*) is a fundamental property of asphalt mixtures that portrays the asphalt mixture performance over a wide range of temperatures (in this study from 4.4 to 54.4 °C) and loading frequencies (from 0.1 to 25 Hz). It measures the stiffness and the viscoelasticity of an asphalt concrete material and is used for the structural design and analysis of flexible pavements.
The dynamic modulus of each of the control mix (Mix E) and one of the porous asphalt mixes (Mix B) were measured, as per AASHTO T-342. The master curve of each mix was constructed as shown in Fig. 15. Since the E* master curve is a critical input in the mechanistic empirical design approach, the E* master curves of both the control mix (mix E) and the porous asphalt mix (mix B) were compared over a range of temperatures and frequencies.

E* Master curve of the Porous Asphalt Mixture (Mix B) versus the E* Master Curve of the Typical Egyptian Dense-graded Mix, (the control mix, Mix E)
The E* master curve of the porous asphalt mixture follows the same trend as the typical master curve of the dense-graded HMA mixes, where E* at lower temperatures is higher than that at higher temperatures and E* at higher frequencies is higher than E* of lower frequencies as shown in Fig. 15. For any HMA the higher the E* at high temperatures the better the rutting resistance of the mix while, the lower the E* at lower temperatures the better the cracking resistance of the mix.
Figure 15 shows that the porous asphalt mixture has better performance than the control mix in terms of the effect of the temperature. The porous asphalt mixture has lower E* values, than the control mix, at the lower temperatures/higher frequencies implying lesser stiffness mix and consequently less cracking potential. Also, the porous asphalt mixture has higher E* values at the higher temperatures/lower frequencies, than the control mix, implying stiffer mixture with higher rutting resistance which is favorable for the Egyptian conditions.
The porous asphalt mixture, developed in this study, was comparable to the typical dense-graded hot asphalt mixture commonly used for high traffic volume Egyptian roads in terms of the dynamic modulus and even surpassed it for the rutting resistance. This is due to the use of the modified asphalt and the addition of high proportion of fibers using the combined technique. The usage of the modified asphalt (FEM asphalt), with higher performance grade (PG76-22) compared to the virgin (unmodified) asphalt (PG64-22), used with the control mix, can be substantially responsible for improving the performance in terms of the E*. In addition, the coarse aggregate structure of the mixture may contributed to the higher stiffness at the high-temperature range. Although this effect of enhancing the porous asphalt mixture performance was not noticed by the ITS, it was captured by the more representative and fundamental mixture property, the dynamic modulus over a wide range of temperatures, and loading frequencies.
Similar findings were reported by Nguyen et al. [39] who conducted a comprehensive dynamic modulus investigation to characterize the viscoelastic properties of porous asphalt mixtures. It was concluded that asphalt binder performance grade can strongly affect the porous asphalt mixture performance in terms of the dynamic modulus, a higher value of the high-end PG of the used asphalt binder can increase the dynamic modulus of porous asphalt mixtures.
5 Conclusions and Recommendations
A fiber elastomer modifier (FEM) was used to produce porous asphalt mixtures of an enhanced performance. The following can be concluded:
-
The produced porous asphalt mixtures can be considered as a sustainable solution for the hot and arid regions that became subjected to a sporadic heavy rain waves due to the climate change.
-
FEM can be used to modify the asphalt binder. A content of 10% can enhance the asphalt binder PG from PG64-22 to PG76-22. FEM asphalt has better rutting resistance in terms of an increased G*/sin δ and a decreased Jnr. It also showed better cracking resistance emphasized by the lower G*sin δ compared to the virgin asphalt without compromising the thermal cracking resistance emphasized by almost the same determined ΔTc values.
-
FEM asphalt showed relatively higher aging susceptibility as observed from both FTIR and SEM results.
-
The combined technique of the wet method, by modifying the asphalt binder, and the dry method, by adding the FEM directly to the aggregates, yielded the most promising porous asphalt mixture in terms of the volumetric properties and the ITS.
-
FEM produced porous asphalt mixtures of high quality and an enhanced performance as characterized by the dynamic modulus (E*). The porous mixture showed higher E* at the high temperatures/lower frequencies and vice versa as compared to a typical dense-graded mixture, indicating better resistance to permanent deformation which is the predominant distress type in Egypt and better resistance to fatigue cracking as well.
Considering the scope of this study, there is a need for further research work for which the following can be recommended:
-
More comprehensively investigate the effect of FEM on the asphalt binder aging susceptibility.
-
Study and address the reasons of the foaming phenomenon during short-term aging (RTFO aging) of the FEM asphalt binder with higher FEM contents.
-
More aggregate gradations should be investigated for producing porous asphalt mixes with enhanced performance.
-
Other performance indicators should be considered to characterize the porous asphalt mixes.
-
Evaluate the moisture sensitivity of the porous asphalt mixtures.
-
The expected clogging problems should be addressed and studied for the produced porous asphalt mixtures.
-
Conduct permeability testing to characterize the permeability of the porous asphalt mixtures.
-
Economical analysis should be carried out to compare the cost of the produced porous asphalt mixture in reference to the control hot asphalt mixture.
Data Availability
The data that support the findings of this study are available on request from the corresponding author, Saudy, M.
References
Sun, X., et al.: Assessment of climate change impacts and urban flood management schemes in central Shanghai. Int. J. Disaster Risk Reduct. 65, 102563 (2021)
Black, A.R.; Burns, J.C.: Re-assessing the flood risk in Scotland. Sci. Total. Environ. 294(1), 169–184 (2002)
Willems, P.: Revision of urban drainage design rules after assessment of climate change impacts on precipitation extremes at Uccle, Belgium. J. Hydrol. 496(4), 166–177 (2013)
Zhang, Z., et al.: State-of-the-art of porous asphalt pavement: experience and considerations of mixture design. Constr. Build. Mater. (2020). https://doi.org/10.1016/j.conbuildmat.2020.119998
Kabir, T.: Development of Porous Rubber Pavement for the Canadian Climate. Doctor Dissertation, the University of Waterloo, (2023) http://hdl.handle.net/10012/19268
Nielsen, C,B.: Durability of porous asphalt-International experience. Road Directorate, Danish Road Institute, Technical note 41 (2006)
California Department of Transportation: Open Graded Friction Course Usage Guideline, MS # 5, Division of Engineering Services, Materials Engineering and Testing Services, Office of Flexible Pavement Materials 2006 Sacramento, California
National Asphalt Pavement Association: Porous Asphalt Pavement, National Asphalt Pavement Association, Lanham Maryland, 2003 Uncompacted Asphalt Mixtures. Designation: D6390-99, ASTM International (2005)
Lu, Q.; Xin, C.; Alamri, M.; Alharthai, M.: Development of porous asphalt mixture with bio-based epoxy asphalt. J. Clean. Prod. 317, 128404 (2021)
Wang, J.; Ng, P.-L.; Gong, Y.; Han, Su.; Jinsheng, Du.: Experimental study of low temperature performance of porous asphalt mixture. Appl. Sci. 11(9), 4029 (2021)
Jiang, W.; Zhang, M.; Ren, P.; Xing, C.; Yuan, D.; Wangjie, Wu.: Development of porous asphalt mixture based on the synthesis of PTEMG and MDI polyurethane asphalt. Constr. Build. Mater. 411, 134537 (2024)
Chen, J.-S.; Yang, C.H.: Porous asphalt concrete: a review of design, construction, performance and maintenance. Int. J. Pavement Res. Technol. 13, 601–612 (2020)
Huang, W.; Huayang, Yu.; Yi Lin, Yu.; Zheng, Q.D.; Tong, B.; Wang, T.: Energy analysis for evaluating durability of porous asphalt mixture. Constr. Build. Mater. 326, 126819 (2022)
Gupta, A.; Lastra-Gonzalez, P.; Rodriguez-Hernandez, J.; Gonzalez, M.G.; Castro-Fresno, D.: Critical assessment of new polymer-modified bitumen for porous asphalt mixtures. Constr. Build. Mater. 307, 124957 (2021)
Vieira, C., Correia, E., Domingues, D., Rato, M.J., Caetano, F., Miranda, H.B., and Carvalho, M.: A contribution for a sustainable, resilient road infrastructure management from Brisa, a Portuguese Road Concessionaire. Transport Transitions: Advancing Sustainable and Inclusive Mobility (TRA 2024) (2024)
Kamar, M.H.A., Sarif, J.N.: Design of porous asphalt mixture to performance related criteria. Proceedings of 13th Conference of the Road Engineering Association of Asia and Australasia (REAAA) (2009)
Freitas, E.; Pereira, P.; de Picado Santos, L.; Santos, A.: Traffic noise changes due to water on porous and dense asphalt surfaces. Road Mater. Pavement Des. 10, 587–607 (2009)
Mansour, T.N.; Putman, B.J.: Influence of aggregate gradation on the performance properties of porous asphalt mixtures. J. Mater. Civ. Eng. 25, 281–288 (2013)
Mo, L.T.; Huurman, M.; Wu, S.P.; Molenaar, A.A.A.: Bitumen-stone adhesive zone damage model for the meso-mechanical mixture design of ravelling resistant porous asphalt concrete. Int. J. Fatigue 33, 1490–1503 (2011)
Caro, S.; Masad, E.; Bhasin, A.; Little, D.N.: Moisture susceptibility of asphalt mixtures, Part 1: mechanisms. Int. J. Pavement Eng. 9(2), 81–98 (2008)
Maria, A.; Hernandez-Saenz, S.C.; Arámbula-Mercado, E.; Martin, A.E.: Mix design, performance and maintenance of Permeable Friction Courses (PFC) in the United States: state of the art. Constr. Build. Mater. 111, 358–367 (2016)
Cooley, J.W.B., Mallick, R.B., Mogawer, W.S., , Partl, M., Poulikakos, L.D.: Construction and maintenance practices for permeable friction courses. NCHRP Report 640, Washington, DC (2009)
Mallick, B.R., Kandhal, S.P., Cooley, L.A., Donald, W.E.: Design, construction and performance of new generation open-graded friction courses. NCAT Report No. 2000-01 (2000)
Chen, S.; Linhao, Gu.; Zhenghao, Tu.; Ma, T.; Kang, L.: Mechanical properties of porous asphalt mixtures containing styrene-butadiene-styrene and high-viscosity modifiers. J. Mater. Civ. Eng. 35(2), 04022417 (2023)
Ibis, A.B., Sengoz, B., Almusawi, A., Ozdemir, D.K. and Topal, A.: Mechanical Characteristics of Environmentally Friendly Permeable Pavement: Enhanced Porous Asphalt. Jordan Journal of Civil Engineering 18(2) (2024)
Murayama, M.; Itoh, A.; Hanyuu, A.; Kanno, H.: Current status of R&D and development history of special polymer modified bitumen. J. Modified Asphalt 21, 8–19 (2003)
Hassan, H.F.; Oraimi, A.L.; Taha, S.R.: Evaluation of open-graded fiction come mixtures containing cellulose fibers and styrene butadiene rubber polymer. J. Mater. Civ. Eng. 17(4), 415–422 (2005)
National Cooperative Highway Research Program: Performance characteristics of open-graded friction courses. Synthesis of Highway Practice 284, NCHRP, Washington, DC (2000)
Lin, P.; Liu, X.; Ren, S.; Li, Yi.; Jian, Xu.; Li, M.: Unraveling the influence of fibers on aging susceptibility and performance of high content polymer modified asphalt mixtures. Case Stud. Constr. Mater. 18, e02211 (2023)
J. Rettenmaier, S. GmbH, Co. KG: VIATOP plus fep Manual, Fibers designed by Nature, Business Unit Road Construction (2019)
Aljubory, A., Teama, Z.T., Salman, H.T., Abd Alkareem, H.M.: Effects of cellulose fibers on the properties of asphalt mixtures. Mater. Today: Proc. (2021). https://doi.org/10.1016/j.matpr.2020.12.772
TóTh, C.; Soos, Z.: The effect of VIATOP® plus FEP on the stiffness and low temperature behaviour of hot mix asphalts. Epitoanyag-J. Silicate Based Compos. Mater. (2015). https://doi.org/10.14382/epitoanyag-jsbcm.2015.20
Grenfell, J., et al.: Development of a laboratory bituminous mixtures ageing protocol. Adv. Test. Charact. Bitum. Mater. 20, 331–346 (2009)
Khedr, S.; Saudy, M.: Development of superpave regional implementation framework in developing countries with hot and arid climates: Egyptian case study. Case Stud. Constr. Mater. 18, e01772 (2023)
Khedr S.A., Saudy, M.M., Khafagy, M.: Development of asphalt binder performance grades for Egypt. The Second Australasia and South East Asia structural engineering and construction conference (ASEA-SEC-2), Sustainable solutions in structural engineering and construction (2014)
Amin, I., El Badawy, S., Breakah, T., and Ibrahim M.H. Laboratory Evaluation of Asphalt Binder Modified with Carbon Nanotubes for Egyptian Climate. Construction and Building Materials (2016.)
Liu, H., et al.: Use of the multiple stress creep recovery (MSCR) test to characterize the rutting potential of asphalt binders: a literature review. Constr. Build. Mater. 269, 12132 (2021)
Shukry, N.A.M., Hassan, N.A., Abdullah, M.E., Hainin, M.R., Yusoff, N.I.M., Jaya, R.P., and Mohamed, A.: Effect of various filler types on the properties of porous asphalt mixture. IOP conference series: materials science and engineering. Vol. 342. No. 1. IOP Publishing (2018)
Nguyen, T.H.; Ahn, J.; Lee, J.; Kim, J.-H.: Dynamic modulus of porous asphalt and the effect of moisture conditioning. Materials 12(8), 1230 (2019)
Acknowledgements
The authors would like to acknowledge the AUC laboratory engineers and technicians support throughout the experimental work.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
Conceptualization was performed by M.S. and S.K.; methodology, experimental testing, and writing—original draft preparation were performed by M.S.; results analysis and discussion and writing—review and editing were performed by S.E.-B., S.K., and M.S. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Ethical Approval
Not applicable.
Informed Consent
Not applicable.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Saudy, M., Khedr, S. & El-Badawy, S. Fiber Elastomer Modified Asphalt for the Development of Resilient Porous Asphalt Mixtures. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09318-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09318-6