
Abstract
Nowadays, researchers are making intense efforts to develop biomass-based industrial products. This study developed low-metallic and asbestos-free samples based on Cortaderia selloana (12–15% and 18% ratios), a natural species, to contribute to the brake pad field. The developed samples’ friction coefficient and wear rate experiments were carried out on a brake pad test device with a load of 1 MPa and a disk rotation speed of 6 m/s, according to the TS555 standard. Scanning electron microscopy and electron-dispersive x-ray analysis were performed on the worn surfaces of the samples. According to the results obtained, the wear rate increased while the average friction coefficient decreased in the brake pad samples using 18% Cortaderia selloana content in the sample content. In scanning electron microscopy analysis, primary and secondary plateau formations were observed on the worn surfaces of all samples. At the same time, samples containing 15% and 18% Cortaderia selloana also showed signs of abrasive wear. High friction coefficient and low wear rate are expected for brake pads to be used in automobiles. In general, the friction of brake pads must be within the range, and it is always necessary to balance the friction to avoid driver discomfort. However, except for some racing applications, a high coefficient of friction is only sometimes desirable, which can cause rotor wear problems. As a result of this research, a consistent friction coefficient and low wear rate for the brake pads with the brake pad sample containing 12% Cortaderia selloana.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Regarding traffic safety, brake systems are recognized as the most crucial ones in a car [1]. Brake pads also protect human life by enabling safe movement for cars [2]. With the increasing importance in vehicle safety, requirements have arisen for the materials that make up the brake pads to provide friction performance stability [3]. The demand for manufacturing brake pads used in cars are rising as technology advances daily. In addition to the studies on high-performance brake pads, it has gained importance in studies sensitive to economic, environmental, and human health. Participation in these studies in non-industrial waste products contributes to the region’s economies [4]. Various materials added to the brake pad content are effective on the properties of the pads. Therefore, formulations that meet the desired friction, wear, and acoustic comfort performances from brake pads should be prepared. Finding this formulation is also quite a complex endeavor [5, 6]. The composition and production technique of the brake friction material making up the brake pads should be evaluated comprehensively [7]. In addition to being affordable, the brake pads should also be safe for people and the environment, have a constant friction coefficient, and have a low wear rate (WR) [8, 9].
Brake pads used in the automotive industry have a heterogeneous structure. It is obtained by mixing and pressing powder materials that undertake tasks such as brake pad binder, reinforcing, friction modifier, and filler. Many new materials are tried in varying ratios and combinations to provide properties with desired performance [10,11,12]. Under mechanical and thermal loads, binding agents made from substances with the necessary performance characteristics guard the brake pad’s structural integrity. Reinforcers provide mechanical reinforcement of the matrix. In addition to reducing the cost, the filling materials fill the volumetric structure, while friction modifiers work synergistically by balancing the friction coefficient and the WR. While a commercially produced brake pad consists of 20 to 30 components, creating such a formulation makes good dynamic analysis difficult. For this reason, brake pads with reduced formulation are being developed by researchers [13, 14]. This study employed a comparable methodology as well.
The development of environmentally friendly and, at the same time, cost-effective composites is inevitable for engineering applications [15]. The materials in the ideal brake pad composite content, which are widely used today, compensate for the performance defects of the materials used alone. In addition, brake pads should provide the driver feel comfortable during breaking a stable friction coefficient independent of pressure and other environmental factor changes, and low WRs [16,17,18]. Regarding cost and efficiency, the brake pads used in vehicles provide a suitable wear value, and less wear of the brake disc during braking is desirable [19]. Changing one of the materials used in the composite, for example, using an environmentally friendly material instead of a toxic substance, should not be overlooked [20].
It has been established that materials similar to asbestos harm people’s respiratory systems and cause cancer and mesothelioma. For this reason, the differences in environmentally friendly materials in the industrial sense have increased the interest in natural fibers because they provide better mechanical properties [21, 22]. In all industrial and domestic applications, words such as environmentally friendly and sustainability are seen as essential criteria in the development of products. Products called environmentally friendly and sustainable are given importance in product development studies regarding economic, environmental, and social aspects. These environmentally friendly products are called green composites, and the materials contained in the composite are entirely biodegradable and renewable [23]. Types in which compatible natural materials are used in addition to synthetic materials are known as hybrid composites and provide superior properties compared to traditional composites. The higher recyclability percentage of hybrid composite materials compared to traditional composite materials has enabled the use of these materials in areas such as the defense industry, automotive industry, aviation, construction, and wind turbines. Selecting compatible fibers is essential in terms of design and production [24, 25]. Natural fibers are used to reinforce brake pad friction materials. Natural fibers are also considered an environmentally friendly and sustainable resource. Different fibers may have varied effects on brake pads’ mechanical or tribological characteristics when incorporated into the friction material [26,27,28,29,30]. Despite the developing technologies day by day, the burden of environmentalists on technology has increased. For these reasons, there is a need to develop environmentally friendly technologies with biodegradability [31]. These environmental concerns have led researchers to develop biopolymer-based wear materials [32]. The development of natural fiber–reinforced composites, which are called sustainable, has become more critical compared to conventional materials due to their rich behavioral properties [33].
Biomass-based composites containing coconut fiber [22], pinus roxburghii natural fiber [21], abaca fiber and kevlar fibers [29], sisal fiber [34], ramie-kenaf fibers [35], hemp fiber [36], cupressus arizona cone [37], and coconut shell [38] were suggested in some studies by researchers. The emerging trends in friction materials have made it necessary to develop environmentally friendly, high-performance composites with stable friction properties [39]. US and European automobile regulations have forced manufacturers operating in the brake pad industry and researchers working on this subject to focus on environmentally friendly pads. Although there are many studies on natural fibers in the literature, a detailed study on the Cortaderia selloana material, which has a naturally fibrous structure in brake pad friction materials for automobiles, still needs to be completed.
Cortaderia selloana, commonly known as pampas grass, is a flowering species native to the South American region and has approximately 25 species. Its bluish-green or silvery-gray leaves are long and thin, growing in grass piles that can reach up to 3 m in height. This plant is 1–2-m high and 1-cm wide and has sharp edges [40]. The Cortaderia selloana plant has a feature that grows and spreads very quickly in water ponds in every region. For this reason, with the current study, environmentally friendly asbestos can provide the desired brake performance conditions for automobiles. Brake pad composites (BPCs) containing Cortaderia selloana in three different mixing ratios, which do not contain substances harmful to health, were developed. This study provided the preparation and applicability of Cortaderia selloana–based brake lining composites for braking performance properties. It will also guide to expand the sustainability and green environmental characteristics of the natural fiber–based plant Cortaderia selloana.
2 Materials and methods
2.1 Development of brake pad friction materials
This study used 12–15% and 18% Cortaderia selloana material. Brake pad friction materials formed with Cortaderia selloana material used in varying proportions are coded CDS12, CDS15, and CDS18. The numbers next to the letters indicate the amount of Cortaderia selloana in the sample content as a percentage by weight. In the BPC, Cortaderia selloana and barite were used in variable proportions and all other materials used in a fixed ratio. Powder novolac resin, used industrially in brake pads, was used as the binder.
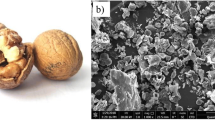
Cashew, used as a friction regulator, maintains braking efficiency and absorbs the heat generated by friction. In this study, cashew material was used in powder form as a creep regulator [41]. Cortaderia selloana material is collected from agricultural areas in Turkey, cleaned and dried, then extracted, etc. It was chopped into 2-mm pieces without being subjected to any chemical treatment. Brass powder was used at a rate of 6% to dissipate the heat generated by friction efficiently. Scanning electron microscopy (SEM) and energy-dispersive X-ray (EDX) images of Cortaderia selloana are shown in Fig. 1. In EDX analysis, it was determined that Cortaderia selloana contains 46.52% carbon and 53.48% silicon elements.

Cortaderia selloana SEM and EDX analysis
Using an electronic balance with a precision of 0.001 g, the raw ingredients utilized in the fabrication of Cortaderia selloana–based brake pad friction samples were weighed per the percentage rate shown in Table 1. The weighed raw materials were manufactured according to the production process and procedure specified in Table 2.
In the literature, brake pad production has been carried out in 15–20 min with pressures ranging from 15 to 40 MPa and a pressing temperature of 150 °C [9, 42]. The most suitable molding stage method for the material used in this study was determined, as stated in Table 2, and production was carried out. In order to eliminate the residual stress that may arise in the developed samples, the sample was cured in the mold at a constant temperature of 150 °C for 20 min without a breathing cycle.
2.2 Tribological performance of the BPC
Friction and wear properties of brake pads are among the features considered in braking performance. These properties are calculated depending on the pressure and shear rate in test devices with different properties. Friction and wear properties depend on the system acting on the interface of the disc and brake friction materials in contact, the applied load, the speed during sliding, the test environment, and the temperature resulting from friction [43]. The BPC friction and wear characteristics were assessed in the brake pad tester. Figure 2 displays a schematic representation of the brake pad and disc employed in the brake pad device.

Brake pad tester disc and brake pad schematic display
During the test, the BPC were loaded with 1 MPa (± 0.02), and the friction disk speed was 6 m/s [44]. Experiments were carried out on two samples for each developed composite. BPC are 25 mm in diameter and approximately 11-mm high. The brake disc was prepared for the test by being sanded with 320-grit sandpaper before each trial. The loads applied to the friction disc of the brake pad tester, the friction force, and the temperature values taken using a non-contact temperature meter were all immediately recorded during the 30-min test under dry sliding conditions. The friction coefficient [44] was calculated as the ratio of the measured friction force to the applied load. In order to calculate the WR, sample weights were weighed on a balance with a precision of 0.001 g before and after the test. According to the Archimedes principle, the mass WR is determined by the quantity of mass that is worn out, the sliding distance, the applied stress, and the lining density.
2.3 Hardness of BPC and their water and oil absorption properties
The hardness of BPC was determined by Shore D device in ASTM D2240-15 [45] standard. Hardness was calculated by applying a load between 0 and 44.5 N to the samples and taking the average values from five points. The samples were subjected to water and oil absorption tests in ASTM D570-22 [46] standard. Brake pads are exposed to working in different environmental conditions, so one of the features that should be considered is the hardness changes that occur when exposed to different liquid environments [47]. Water and oil absorption tests are based on Shore D hardness measurements, size measurements with a micrometer with a precision of 0.001, and weight measurements with a balance with a precision of 0.001 before and after the BPC are kept in water and oil for 24 hours.
2.4 Analysis of friction and wear mechanisms of BPC
Before SEM analysis of Cortaderia selloana–based BPC, carbon coating was applied with BAL-TEK SCD005 brand device. EDX analyses were carried out with the LEO 1430 VP brand SEM device and RÖNTEC QX2 brand detector on the carbon-coated samples. SEM analyses of BPC were performed with 1000× magnification after measurements were made on the brake pad testing device.
3 Results and discussion
3.1 Characterization of BPC
The characteristic properties of the developed BPC such as density, hardness, volume, and weight, percentage differences, and hardness when kept in water and oil, are given in Table 3.
The mechanical qualities of the materials and a few other elements affect wear in brake friction materials in addition to the binder resin’s thermal resistance [48]. Another factor is that wear resistance increases with increasing hardness. This characteristic does not happen, but it might happen in specific circumstances [49, 50]. The study determined that the hardness value decreased due to the increase in the amount of Cortaderia selloana in the CDS18 sample. As a result of the decrease in hardness value, the WR of the CDS18 brake pad composite also increased.
The moisture absorption capacity of the brake pads during parking or braking in different road conditions affects performance characteristics such as noise during braking, especially the friction coefficient and WR. In addition, studies in the literature determined that the moisture absorbed by the brake pads also affects the WR [51]. During the movement of vehicles, external substances such as oil may also occur, except in cases involving only water. Absorbed fluid may cause changes in the hardness properties of brake pad materials and in size. As seen in Table 3, the volume and weight values increased in all of the BPC kept in water and oil environments. This increase was more in the samples kept in the aquatic environment.
Comparable cases have been discovered in studies carried out by other researchers in the literature [52]. Hardness values decreased by 4.75 to 7.80 Shore D in samples kept in an oil environment and by 9.75 to 11.45 Shore D in samples kept in the water environment. Factors such as different viscosity values of oil and water, different recipes in which the samples are created, and product development conditions change the hardness values of samples exposed to the liquid environment.
3.2 The tribological properties of BPC
Tribologically, natural transitions result from the time-dependent response of chemical, mechanical, thermal, and other environmental factors and external elements to materials. When we say running-in, we can express the natural transition of a new component from an old stage to a new stage in response to external elements in the system [53]. In Fig. 3, the time-dependent friction coefficient and WR values of BPC are given. In all of the friction coefficient graphs, it was determined that the friction coefficients increased during the first 2 to 3 min of operation. The reason for the increase in the friction coefficients may be due to the running-in transition.

Temperature and friction coefficient graphs of BPC
The frictional heat produced during braking impacts the material’s oxidation, thermal strength, and flexibility, changing the surface structure and triggering a phase transition. The brake pad’s dry friction behavior is impacted by this alteration in how the brake pad and disc interact [39]. Deformation, adhesion, and temperature conditions all impact how well brake pads work [49]. Figure 3 illustrates how, as the temperature rises, the friction coefficient in each created BPC initially rises and subsequently falls. The breakdown of the binder resin brought on by the rise in temperature is the primary cause of the decrease in friction coefficient. By functioning as a lubricant at the interface of the dissolved resin brake pad and disc, it actively contributes to fading performance [54]. The thermal degradation of the components, also known as the “fade phenomenon,” is the result of heat buildup due to friction on the surface where the brake pad and disc engage when braking. On the disc surface, the disintegrated material creates a glaze layer. With the reduction in the coefficient of friction (μ), this sticky glazing layer becomes crucial for wear performance [12, 55].
Ideally, it is desired that the brake pads can brake at the desired level of the driver and provide a constant friction coefficient and less WR regardless of environmental conditions and changes in speed and pressure phenomena [49]. At the same time, sensitivity analysis of friction coefficient according to pressure and speed is made in performance tests on brake pads. Ideally, distortion should be minimal, and the μ constant for comfortable braking, reliability, and repeatability [12]. After 7 to 8 minutes of operation, the friction coefficient values in all the developed samples give ideal friction coefficient results at a constant value with the above-mentioned feature. This result depends on the temperature being constant at around 150 °C. Because thermal stability causes less degradation. In particular, the stabilization of the μ values was because the binding resin did not deteriorate, as well as the organic material, Cortaderia selloana fibers.
Studies in the literature have shown that as fiber weight increases, the average friction coefficient decreases [38]. The friction coefficient values for BPC are shown in Fig. 4. The average friction coefficient values should be high for the best performance of the friction coefficient. From the results obtained, the average friction coefficient was obtained as 0.30 in the CDS12 and CDS15 samples, the highest. The results were similar to the studies in the literature, and the friction coefficient of the CDS18 sample with increased fiber content was obtained as 0.28 less than the other samples. This may be because the use of Cortaderia selloana natural fiber in high proportions in the material reduces the binding property between other materials.

Friction coefficients of BPC
3.3 Wear rate (WR) of BPC
The fibers remaining on the surface due to wear carry most of the loads resulting from friction. If the fiber content is too high, worse dispersion of the fibers in the brake pad matrix will result in defects in the composite, separating interfacial bonding forces. Afterwards, the transfer film formed on the surface of the composites may be destroyed, and the tribological surface of the material may be affected [34]. High temperatures, however, cause sticky wear that leads to broader and deeper grooves and pits on the wear surface [56]. Theoretically, a high amount of wear means that the pad-disc contact surface is perfect and prevents the formation of high-temperature areas. Excessive wear build-up results in heat removal, which results in a lower disc surface temperature [57]. Figure 5 shows the wear behavior of BPC. Fatigue wear, adhesive, and abrasive wear mechanisms were determined on the worn surfaces. The amount of wear in the CDS18 sample is higher than in the other samples. At the same time, as seen in Figure 3, the disc temperature value is lower in this sample compared to other samples. It is seen in the SEM analyses in Table 4 that the increase in the amount of wear causes the contact surfaces to increase as well. The increase in the WR may be due to the rapid deformation of the surface that occurs with the increase in the amount of Cortaderia selloana in the sample content and the resulting excess wear residue.

Wear behavior of BPC
Generally, wear particles resulting from energy, heat, fracture, and deformation in different tribo systems with the same friction coefficients can be divided differently and cause varying WRs [53]. Although the average friction coefficients of the CDS12 and CDS15 samples were the same, the WRs were not the same for both samples due to the different energy.
3.4 SEM and EDX analyses of BPC
Four different wear mechanisms may occur in BPC steady-state and break-in periods. These wear mechanisms are called adhesive, abrasive, fatigue, cracks and corrosion wear. By altering of various parameters and circumstances, these processes might result in various wear mechanisms. Adhesive wear happens when surface roughness causes plastic deformation in the contact area and is linked to relatively high pressures. Material transfer from one surface to another is made possible by the local sliding of materials that have been worn due to plastic deformation. The cause of abrasive wear is that the hard particles from the external environment scratch and damage the contacting surfaces. Surface fatigue is a type of wear caused by tangential shear stresses that cause crack formation on the contacting surfaces of BPC [53].
While some hard particles that break off from the lining surface under pressure are ejected to the outside, some are embedded in the surface and create an abrasive effect. During the rotation of the disc, the roughness is constantly cut and broken. This situation profound a serious material loss and a slight increase in the friction coefficient [58, 59]. Abrasive wear traces are shown in SEM images of CDS15 and CDS18 samples in Table 4. Abrasive wear marks were seen as the detachment of hard particles from the surface and deep scratches formed by these ruptured parts sinking into the surface again.
Retransfer of less stable and organic components that deteriorate during braking results in retransfer patches formed during friction. Back transfer patches are primarily caused by hot regions on the bond surface or adhesion during the fading cycle, resulting in more wear than other types [49]. The dense, fine-grained areas are next to the primary plateaus are called secondary plateaus. They show a lower tensile strength because the stacking of the so-called secondary plateau is loose. Over time, the temperature and pressure increase during friction leads to the compression of wear residues [60]. The lighter-colored parts at the edges of the primary plateaus shown in SEM analyses in Table 4 show the retransfer patches. These back-transfer patches are deposits that stick to the edges due to adhesive wear from surfaces designated as secondary plateaus.
The primary and secondary contact plateaus are the two main components of the contact plateaus on the friction surface of the brake pad on the worn surface. The central plateau is the initial surface of the brake pad to form, which causes the elimination of wear-resistant and mechanically stable components to proceed more slowly. Primary plateaus are necessary for BPC to work as intended [34]. Primary plateaus for all BPC are shown in Table 4. Primary plateaus are contact surfaces and structures formed by load-bearing components such as friction modifiers [49]. The development of these contact plateaus is related to the brake pads’ ability to withstand wear. Wear deposits are produced on the lining contact surface due to the trapping of particles that have broken free from the interface, adding to wear resistance [61].
EDX analysis results of BPC are shown on the sides of SEM analyses in Table 4. From the EDX analysis, the components in the sample are homogeneously distributed. The presence of iron content in EDX analyses is due to particulate residues from the worn disc.
4 Conclusion
This study evaluates the mechanical and tribological properties of Cortaderia selloana fiber-based hybrid natural composites as a sustainable green resource. The innovative and asbestos-free brake friction material contains 12%, 15%, and 18% Cortaderia selloana material by weight. A laboratory-scale brake pad tester was used to test the created brake pairs’ braking capabilities. The hardness and distinctive qualities of the samples preserved in various liquid conditions, such as water and oil, were also determined in addition to the braking performance. SEM and EDX analyses of the BPC worn surfaces were used to examine wear mechanisms. The obtained results can be summarized as follows:
-
(i)
The average friction coefficient of CDS12 and CDS15, BPC’s, was 0.30, and the maximum was obtained. On the other hand, the CDS12 sample yielded the lowest WR. High μ and low WR are expected features for brake pads to be used for automobiles. The most suitable BPC for these features is the CDS12 sample.
-
(ii)
In SEM and EDX analyses, primary and secondary contact surfaces in all samples and abrasive wear marks on CDS15 and CDS18 samples were determined. The WR of the abrasive wear marks samples was also higher than the CDS12 sample. The light-colored parts on the margins of the primary contact surfaces have emerged due to adhesive wear that broke off from the secondary plateaus.
-
(iii)
Volume and weight increased in the samples kept in oil and water liquid medium. Depending on the liquid absorption, the hardness values slightly decreased. The liquid penetration into the sample was higher in the samples kept in the water environment. More volume, weight increase, and hardness reduction were observed compared to the samples kept in the oil environment.
-
(iv)
This study determined that brake pads could be improved with Cortaderia Selloana, a natural, sustainable material and that their braking performance was at the desired level.
Data availability
All the data in the findings of this study are included within the manuscript.
References
Stojanovic N, Belhocine A, Abdullah OI, Grujic I (2023) The influence of the brake pad construction on noise formation, people’s health and reduction measures. Environ Sci Pollut Res 30:15352–15363. https://doi.org/10.1007/s11356-022-23291-3
Eakambaram A, Saibalaji MA, Baskara Sethupathi P (2022) Role of solid lubricants/sulfide mix in brake performance for automotive applications—a review. Proc Inst Mech Eng:1–9. https://doi.org/10.1177/09544089221110982
Ding M, Deng Z, Huang Z, Wang Y (2022) Recovery of polyimide waste film by mechanical method to improve the heat fade resistance of BPR matrix friction composites. Wear 502–503:1–12. https://doi.org/10.1016/j.wear.2022.204398
Akıncıoğlu G, Akıncıoğlu S, Öktem H, Uygur İ (2021) Brake pad performance characteristic assessment methods. Int J Automot Sci Technol 5:67–78. https://doi.org/10.30939/ijastech.848266
Poletto JC, Barros LY, Neis PD, Ferreira NF (2018) Analysis of the error in the estimation of the morphology of contact plateaus existing on the surface of brake pads. Tribol Int 126:297–306. https://doi.org/10.1016/j.triboint.2018.05.026
Monreal P, Clavería I, Arteta P, Rouzaut T (2021) Effect of modified novolac resins on the physical properties and friction performance of railway brake blocks. Tribol Int 154:1–10. https://doi.org/10.1016/j.triboint.2020.106722
Liu Y, Wang L, Liu D et al (2019) Evaluation of wear resistance of corn stalk fiber reinforced brake friction materials prepared by wet granulation. Wear 432–433:1–9. https://doi.org/10.1016/j.wear.2019.05.033
Akıncıoğlu G, Akıncıoğlu S, Öktem H, Uygur İ (2020) Wear response of non-asbestos brake pad composites reinforced with walnut shell dust. J Aust Ceram Soc 56:1061–1072. https://doi.org/10.1007/s41779-020-00452-6/Published
Yavuz H, Bayrakçeken H (2023) Friction and wear response of automobile brake pad composites containing volcanic tuff. J Aust Ceram Soc. https://doi.org/10.1007/s41779-023-00952-1
Sellami A, Kchaou M, Kus R et al (2018) Impact of brass contents on thermal, friction and wear properties of brake linings composites. Mech Ind 19:1–9. https://doi.org/10.1051/meca/2016083
Sugözü İ, Sugözü B (2020) Investigation of usage of milled pine cone in brake pads. Int J Automot Sci Technol 4:253–257. https://doi.org/10.30939/ijastech.770050
Mahale V, Bijwe J, Sinha S (2017) Influence of nano-potassium titanate particles on the performance of NAO brake-pads. Wear 376–377:727–737. https://doi.org/10.1016/j.wear.2016.11.034
Magnier V, Roubin E, Colliat JB, Dufrénoy P (2017) Methodology of porosity modeling for friction pad: consequence on squeal. Tribol Int 109:78–85. https://doi.org/10.1016/j.triboint.2016.12.026
Öktem H, Uygur I, Akıncıoğlu G, Kurt A (2021) Experimental study on the performance characteristics of non-asbestos brake pads using a novel friction testing machine. Exp Tech 45:561–570. https://doi.org/10.1007/s40799-020-00416-2/Published
Akbulut F, Kılıç H, Mutlu İ et al (2023) Investigation of tribological properties of brake friction materials developed from industrial waste products. Int J Automot Sci Technol 7:309–315. https://doi.org/10.30939/ijastech.1373026
Justin Antonyraj I, Vijay R, Sathyamoorthy G, Lenin Singaravelu D (2023) Influence of graphite purity concentrations on the tribological performance of non-asbestos organic copper-free brake pads. Ind Lubr Tribol 75:9–16. https://doi.org/10.1108/ILT-04-2022-0114
Shang X, Yu K, Zuo X, Yang H (2022) Low wear braking material with high friction coefficient. Tribol Int 173:107608. https://doi.org/10.1016/j.triboint.2022.107608
Matějka V, Metinöz I, Wahlström J et al (2017) On the running-in of brake pads and discs for dyno bench tests. Tribol Int 115:424–431. https://doi.org/10.1016/j.triboint.2017.06.008
Ma X, Luan C, Fan S et al (2021) Comparison of braking behaviors between iron- and copper-based powder metallurgy brake pads that used for C/C–SiC disc. Tribol Int 154:106686. https://doi.org/10.1016/j.triboint.2020.106686
Straffelini G, Gialanella S (2021) Airborne particulate matter from brake systems: an assessment of the relevant tribological formation mechanisms. Wear 478:203883
Kumar N, Grewal JS, Kumar N et al (2022) A novel Pinus roxburghii natural leaves fiber used as reinforcement polymer composite: as asbestos-free brake friction material. Polym Compos 43:566–573. https://doi.org/10.1002/pc.26399
Ali S, Kumar N, Grewal JSG et al (2022) Coconut waste fiber used as brake pad reinforcement polymer composite and compared to standard Kevlar-based brake pads to produce an asbestos free brake friction material. Polym Compos 43:1518–1525. https://doi.org/10.1002/pc.26472
Rangappa SM, Siengchin S, Dhakal HN (2020) Green-composites: ecofriendly and sustainability. Appl Sci Eng Prog 13:183–184
Jawaid M, Siengchin S (2019) Hybrid composites: a versatile materials for future. Appl Sci Eng Prog 12:223
Siengchin S (2023) A review on lightweight materials for defence applications: present and future developments. Def Technol 24:1–17
Carlevaris D, Leonardi M, Straffelini G, Gialanella S (2023) Design of a friction material for brake pads based on rice husk and its derivatives. Wear 526–527:1–19. https://doi.org/10.1016/j.wear.2023.204893
Öztürk B, Arslan F, Öztürk S (2013) Effects of different kinds of fibers on mechanical and tribological properties of brake friction materials. Tribol Trans 56:536–545. https://doi.org/10.1080/10402004.2013.767399
Chandgude S, Salunkhe S (2021) In state of art: mechanical behavior of natural fiber-based hybrid polymeric composites for application of automobile components. Polym Compos 42:2678–2703
Kumar N, Kumar S, Grewal JS et al (2022) Comparative study of Abaca fiber and Kevlar fibers based brake friction composites. Polym Compos 43:730–740. https://doi.org/10.1002/pc.26405
Sloan M, Savage L, Evans K, Hooper B (2006) Natural fibers in friction materials. J Mater Manuf 115:1018–1028
Pankaj JCS, Kant S (2022) critical review on chemical treatment of natural fibers to enhance mechanical properties of bio composites. Silicon 14:5103–5124. https://doi.org/10.1007/s12633-021-01194-1/Published
Paul R, Gouda K, Bhowmik S (2021) Effect of different constraint on tribological behaviour of natural fibre/filler reinforced polymeric composites: a review. Silicon 13:2785–2807. https://doi.org/10.1007/s12633-020-00613-z/Published
Kumar RS, Ramnath BV, Palanikumar K (2022) Fiber orientation influence on mechanical properties of SiC particles filled epoxy based composites reinforced with Al mesh and unidirectional basalt fibers. Silicon. https://doi.org/10.1007/s12633-022-02183-8
Wei C, Zeng M, Xiong X et al (2015) Friction properties of sisal fiber/nano-silica reinforced phenol formaldehyde composites. Polym Compos 36:433–438. https://doi.org/10.1002/pc.22957
Ganesh S, Keerthiveettil Ramakrishnan S, Palani V et al (2022) Investigation on the mechanical properties of ramie/kenaf fibers under various parameters using GRA and TOPSIS methods. Polym Compos 43:130–143. https://doi.org/10.1002/pc.26362
Behera S, Gautam RK, Mohan S, Chattopadhyay A (2021) Hemp fiber surface modification: Its effect on mechanical and tribological properties of hemp fiber reinforced epoxy composites. Polym Compos 42:5223–5236. https://doi.org/10.1002/pc.26217
Yavuz H (2023) Evoluation of Blue Cupressus Arizone Cone in Automotive Brake Pad Biocomposite. Bioresources 18:5182–5197. https://doi.org/10.15376/biores.18.3.5182-5197
Manjulaiah H, Dhanraj S, Basavegowda Y et al (2023) A novel study on the development of sisal-jute fiber epoxy filler–based composites for brake pad application. Biomass Convers Biorefin 1–13. https://doi.org/10.1007/s13399-023-04219-4
Yusubov F (2021) Tribiological behavior of modified phenolic resin composites for braking applications. Ind Lubr Tribol 73:775–782. https://doi.org/10.1108/ILT-05-2020-0175
Khan A, Vijay R, Singaravelu DL et al (2021) Characterization of natural fibers from Cortaderia Selloana grass (Pampas) as reinforcement material for the production of the composites. J Nat Fibers 18:1893–1901. https://doi.org/10.1080/15440478.2019.1709110
Blau PJ (2001) Metals and ceramics division compositions, functions, and testing of friction brake materials and their additives. US
Yavuz H, Bayrakçeken H (2022) Investigation of friction and wear behavior of composite brake pads produced with huntite mineral. Int J Automot Sci Technol 6:9–16. https://doi.org/10.30939/ijastech.1022247
Singireddy VR, Jogineedi R, Kancharla SK et al (2022) On scaled-down bench testing to accelerate the development of novel friction brake materials. Tribol Int 174:1–12. https://doi.org/10.1016/j.triboint.2022.107754
TS555, (2019) Road vehicles - brake linings and pads for friction type brakes, TSE, Ankara, Turkey. https:// intweb. tse. org. tr/ Stand ard/ Stand ard/ Stand ardAra. aspx
ASTM D2240-15 (2021). standard test method for rubber property-durometer hardness
ASTM D570-22 (2022) Standard Test Method for Water Absorption of Plastics,
Akıncıoğlu G, Akıncıoğlu S, Öktem H, Uygur I (2018) Characterization of water and oil absorption properties of organic additive brake pad samples. Gazi J Eng Sci 4:50–56. https://doi.org/10.30855/gmbd.2018.04.01.007
Cai P, Wang Y, Wang T, Wang Q (2015) Effect of resins on thermal, mechanical and tribological properties of friction materials. Tribol Int 87:1–10. https://doi.org/10.1016/j.triboint.2015.02.007
Saikrishnan G, Jayakumari LS, Vijay R (2022) Effect of graphitization percentage on fade and recovery performance of copper-free non-asbestos organic brake pads. Ind Lubr Tribol 74:901–909. https://doi.org/10.1108/ILT-05-2022-0152
Sugözü İ, Öner C, Mutlu İ, Sugözü B (2022) Production of boric acid added brake friction composite and the effect of heat treatment on braking characterization. Ind Lubr Tribol 74:1132–1139. https://doi.org/10.1108/ilt-03-2022-0091
Mirzababaei S, Filip P (2017) Impact of humidity on wear of automotive friction materials. Wear 376–377:717–726. https://doi.org/10.1016/j.wear.2017.02.020
Akıncıoğlu G, Akıncıoğlu S, Oktem H, Uygur I (2018) Characterization of Water and Oil Absorption Properties of Organic Additive Brake Pad Samples. Gazi J Eng Sci 4:50–56. https://doi.org/10.30855/gmbd.2018.04.01.007
Khonsari MM, Ghatrehsamani S, Akbarzadeh S (2021) On the running-in nature of metallic tribo-components: A review. Wear 474–475:203871
Kanagaraj M, Babu S, Raj S et al (2022) Influence of ground granulated blast furnace slag on the tribological characteristics of automotive brake friction materials. Ind Lubr Tribol 74:837–843. https://doi.org/10.1108/ILT-03-2022-0068
Tavangar R, Moghadam HA, Khavandi A, Banaeifar S (2020) Comparison of dry sliding behavior and wear mechanism of low metallic and copper-free brake pads. Tribol Int 151:106416. https://doi.org/10.1016/j.triboint.2020.106416
Cao J, Bao J, Yin Y et al (2023) Intelligent prediction of wear life of automobile brake pad based on braking conditions. Ind Lubr Tribol 75:157–165. https://doi.org/10.1108/ILT-04-2022-0132
Chen Y, Gao F, Fu R et al (2022) Braking-experimental study on the relationship between friction material type and brake disc temperature. Ind Lubr Tribol 74:975–984. https://doi.org/10.1108/ILT-03-2022-0107
Ma X, Fan S, Sun H et al (2020) Investigation on braking performance and wear mechanism of full-carbon/ceramic braking pairs. Tribol Int 142:105981. https://doi.org/10.1016/j.triboint.2019.105981
Ji Z, Luo W, Zhou K et al (2018) Effects of the shapes and dimensions of mullite whisker on the friction and wear behaviors of resin-based friction materials. Wear 406–407:118–125. https://doi.org/10.1016/j.wear.2018.03.018
Vijay R, Surya Rajan B, Sathickbasha K et al (2022) Influence of metal sulfide coated steel fibers on the friction and wear performance of brake friction composites. Tribol Int 176:1–15. https://doi.org/10.1016/j.triboint.2022.107924
Joo BS, Jara DC, Seo HJ, Jang H (2020) Influences of the average molecular weight of phenolic resin and potassium titanate morphology on particulate emissions from brake linings. Wear 450–451:1–8. https://doi.org/10.1016/j.wear.2020.203243
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
All authors equally contributed to conceptualization; methodology; writing, original draft; and writing, review and editing.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The authors hereby state that the present work is in compliance with the ethical standards.
Consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yavuz, H., Bayrakçeken, H., Çengelci, E. et al. An investigation on the performance of vehicle brake pads developed from Cortaderia selloana based biomass. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-023-05262-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-05262-x