
Abstract
Fused granular fabrication (FGF), a technology within the framework of large format additive manufacturing (LFAM), focuses on cost-effective granulate-based manufacturing, eliminating the need for semi-finished filaments. The anisotropic behaviour of 3D-printed parts is evident in their varying mechanical properties along different axes, which are amplified when fibres are incorporated into the material. In this study, a significant improvement in the flexural stiffness and strength of manufactured FGF structures and a lowering of anisotropic behaviour have been achieved through the integration of continuous fibre-reinforced unidirectional tapes (UD-tapes). With the employment of automated tape laying (ATL), UD-tapes have been applied to plate structures manufactured by the FGF process. The manufactured structures were characterised in terms of their morphology and mechanical behaviour by 3-point-bending tests. As the effectiveness of the UD-tape reinforcement requires sufficient bonding between the UD-tape and the FGF structure, the interface morphology and interface strength were investigated. Different surface preparations were considered prior to tape laying to account for the influence of the surface quality of FGF structures. It was demonstrated that UD-tape laying on an FGF surface that was prepared by a milling process provides a higher interface shear strength compared to an untreated FGF surface.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction and motivation
Additive manufacturing (AM) has shown noteworthy growth as a production method for prototypes and components in recent years. Unlike subtractive manufacturing processes, the material is added steadily to the object, generally layer by layer. This technique presents diverse benefits over traditional procedures [1,2,3].
These benefits are particularly evident in the ability to create complex shapes and the quick transformation of digital model data into the final product, for instance, in prototype production. Furthermore, a number of processes with diverse properties suitable for various applications, such as fused granular fabrication (FGF), are now available [1,2,3,4].
Nonetheless, the application of additive manufacturing in an industrial setting is still in its nascent stages. For a thorough utilisation of additive manufacturing processes, several process-specific hurdles must be overcome. The dominant anisotropy during the additive manufacturing of plastics, such as the FGF process, poses a challenge specifically in terms of mechanical properties [1,2,3, 5,6,7].
A viable solution to enhance the mechanical properties of plastic objects fabricated via additive manufacturing is the incorporation of fibre reinforcements. Fibre-reinforced plastics (FRPs), consisting of polymers with integrated carbon or glass fibres, are specific examples of FRPs. Such composites exhibit exceptional mechanical properties coupled with low weight. There are different ways of incorporating fibres into additive manufacturing. Figure 1 shows the three main types of fibre reinforcements, regarding the length of the fibre as well as an example X-Ray computer tomography scan of each type. The fibre length has an impact on the relative strength of the final part [1, 3, 7, 8].

Impact of fibre length on relative strength based on [9]
The most straightforward approach to fibre reinforcement is the inclusion of short fibres into the base material for additive manufacturing, although this has the smallest relative performance increase. It is also feasible to incorporate continuous fibres in the process for a greater increase in strength. However, the reinforcing effect is limited to only one layer in both situations [3, 7, 8].
To incorporate fibre reinforcements beyond one layer, automated tape laying is an option. This process is an important method for manufacturing FRPs in industrial production. It applies a unidirectional (UD) fibre-reinforced tape to a surface, in this case an additively manufactured object [1, 10, 11].
The combination of additive manufacturing and automated tape laying presents new possibilities in product development by enhancing mechanical properties whilst retaining the design flexibility of additive manufacturing [1, 3, 12].
Achieving improved mechanical properties necessitates a highly durable interface between the fibre reinforcement and the additively manufactured base structure. This paper characterises this interface regarding different processing parameters.
2 State of the art
Additive manufacturing can produce complex geometries using different materials. The processes used determine the production capabilities. Currently, there are numerous additive manufacturing processes available, each with its own advantages and disadvantages [4, 5].
AM does not require moulds and allows for greater design freedom and component complexity [2, 3, 13]. However, anisotropy is a problem that affects almost all processes to varying degrees. The layer structure reduces mechanical properties perpendicular to the layers, which occurs more frequently with fused layer processes like fused filament fabrication (FFF) or fused granulate fabrication [2, 3, 5, 7]. This paper examines the FGF process, which is a part of large format additive manufacturing (LFAM). The process allows for high output rates at low material costs [6].
Fibre reinforcements are used to enhance the strength of additively manufactured objects. Additively manufactured FRPs have significant potential as they combine the benefits of additive manufacturing with the high strength and stiffness of fibre-reinforced plastics. They can be categorised based on fibre length, as shown in Fig. 1 [4, 14, 15].
Short fibres with a length of up to 1 mm are commonly used in FFF and FGF, as they have been shown to improve strength when added to the raw material during production [4, 6, 14, 15]. However, the effect of anisotropy is intensified, as layer adhesion is not improved in the Z direction [4, 6, 12]. The maximum strength values achievable for a component manufactured using FFF or FGF are significantly lower than those of a component made by injection moulding. Moreover, the strength of such components is heavily dependent on process parameters such as infill density, infill orientation, and other extrusion parameters [13, 14, 16,17,18]. During extrusion, the fibres align along the extruded path. A small nozzle with a too large extrusion results in less homogeneous fibres alignment, which reduces the reinforcing effect of the added fibres [14].
The use of continuous fibre reinforcement is now also part of the additive manufacturing process for the production of higher quality components [3, 4]. There are several methods for incorporating continuous fibres into additive manufacturing. The crucial factor is the timing of fibre introduction. Fibres can be introduced into the matrix prior to processing, inside the nozzle, or on the build platform. For a helpful visual, refer to Ref. [3]. Special machinery is required for processing and there are various advantages and disadvantages [4, 15, 19]. The biggest challenge is creating a good bond between the fibres and the matrix material. The interfacial area of AM composites is typically less than ideal, resulting in reduced effectiveness of the fibre reinforcement. Various process parameters [15, 19] as well as pre-treatment [15, 20, 21] and post-processing [15, 22] play a decisive role in the quality of the bond.
Regardless of the quality of the fibre reinforcement, it is not possible to reduce the anisotropy with existing processes, regardless of whether short or continuous fibres are used. The reinforcing effect is limited to a single layer [3, 4, 6].
Instead, reinforcement can be placed on the surface of the body to align the fibres more closely with the load. Automated fibre placement (AFP) is an automated version of this. It is commonly used to precisely position fibre-reinforced unidirectional (UD) tapes, making it an essential technology for producing complex and lightweight structures. AFP has primarily been used in the aviation industry for decades. Now, the process is also being employed in AM without needing a mould [8, 10, 11, 23].
A tape laying unit basically consists of a motion system, often a six-axis industrial robot, and the tape laying head. There are different types of machines with different heat sources, compaction rollers and movement mechanisms. Thermoplastic tape laying uses UD fibre-reinforced tapes that are pre-impregnated. The matrix around the continuous fibres is melted and the tape is then pressed onto the component [8, 10, 11].
Subsequent reinforcement of existing AM structures using automated tape laying is not yet practised on an industrial scale. The technology is currently in the research and development phase [24].
As part of the technology development, the combination of an additive manufacturing system with an automated tape layer in one system has been patented. The technology can achieve a higher fibre content in the final part than conventional additive manufacturing. The resulting increase in mechanical properties opens up additional applications for additively manufactured components [24].
3 Materials and methods
3.1 Materials
For this study, a short carbon fibre-reinforced polyamide 6 compound [25] was used for the additive manufacturing process. The material showed great printability as well as good mechanical properties in previous tests. For the tape laying process, the same polyamide 6 matrix was used together with continuous glass fibre reinforcements. The used tape is 3 mm wide and 0.3 mm thick [26]. Table 1 displays the key characteristics of the materials used, as extracted from their respective data sheets [25, 26].
3.2 Manufacturing of specimens
The specimens were produced using the FGF technology of additive manufacturing. The machine used in this process has an extrusion unit with a mass output of up to 5 kg/h and integrated sensors, including a thermal camera µ-Epsilon TIM640. The extrusion unit is equipped to a 6-axis robot (Stäubli, RX160) and controlled by Siemens Sinumerik NC. The printing was conducted at a temperature of 280 ℃, utilising a heated aluminium plate with a maximum temperature of 120 ℃ and an area of 1 m2 as the printing bed.
The box-shaped test structures were printed using a one-way printing path direction with specific parameters, resulting in varying wall thicknesses as outlined in Table 2. The different parameter combinations will be referred to as FGF-1 to FGF-3. The test structure is cut into single-walled plates, which are then used for tape laying.
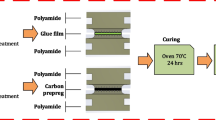
For a further test series, additional test structures were produced with the parameters of FGF-3. Here, the surfaces of the cut plates were additionally processed. The surface is either processed by compressed air blasting (FGF-5) or face milling (FGF-6). A reference configuration was left untreated (FGF-4).
Compressed air blasting is carried out using glass beads with a maximum diameter of 50 µm and a pressure of 6 bar, processing only the outermost areas. The process is not entirely reproducible due to the unpredictable nature of the blasting beads. Face milling, on the other hand, removes a significant amount of material, not only in the outer regions of the surface. Here only the deepest parts of the groove structure are still visible. This process is highly effective in achieving a flat surface.
The test specimen plates are then prepared using the UD fibre tapes, which are applied by the F3-Compositor tape laying unit developed by Automation Steeg und Hoffmeyer. A maximum laydown speed of 250 mm/s was used. The machine is depicted in Fig. 2 and its relevant components are labelled accordingly.

F3-Compositor tape laying unit
The technology involves feeding the UD-tape at a set velocity whilst melting the matrix material around the fibres using an open flame heating mechanism. It employs a hydrogen and oxygen gas mixture, which can also be diluted with air. At the point of deposition, the UD-tape is compacted and consolidated using a roller with a predetermined force. Heat is removed by the roller, accelerating solidification. Finally, the tape is cut to the required length. Table 3 presents the processing parameters used for the tape laying of both test series.
The two values for the applied force in the second series of tests resulted from different settings for the flexural specimens and the specimens used for morphological analysis. The test series differed not only in process parameters but also in tape position. For FGF-1, 2 and 3, the tape covered the entire surface of the plate. It was applied once along the layers from additive manufacturing and once across them. The plates were used to manufacture the final samples through water jet cutting. The samples are 80 mm in length, but their width varies for each type according to DIN EN ISO 178:2019 due to different thicknesses. The resulting widths for FGF-1, 2 and 3 were 25 mm, 10 mm, and 15 mm, respectively. Figure 3 displays the relevant sample configurations for the 3-point-bending tests.

Schematic representation of the specimen configurations for the 3-point-bending test series
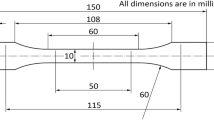
Two strips of UD-tape were applied to the FGF-4, 5 and 6 plates across the layers, extending beyond the edge of the plates with an application force of 40 N. The test specimens will undergo a modified lap shear test based on DIN EN 1465. The adhering length of the fibre tapes on the base body is 5 mm. After tape laying, 25 mm wide individual samples were cut from the panel using a band saw. Figure 4 schematically shows the finished test specimen for the modified lap shear tests.

Schematic representation of the specimens for the modified lap shear test series
Small specimens for morphological characterisation were cut out of the panels, in addition to those used for mechanical tests. These 15 × 15 mm specimens were taken from the plates both before and after tape laying. The tape was applied with a force of 60 N for both test series. Prior to testing, accelerated conditioning was performed on all specimens in compliance with DIN EN ISO 1110.
3.3 Morphological characterisation
Morphological analysis was conducted to examine the print quality, fibre alignment and bonding of the UD-tapes to the printed FGF material. Test specimens were embedded in clear, low viscosity epoxy resin (EpoFix) and cured for 12 h. The specimens were then polished with a diamond polishing solution to achieve a 0.25 μm finish. Micrographs were captured using an Olympus BX51 optical microscope. Figure 5 shows a schematic illustration of the sectional view and the resulting micrograph.

Sectional view of a micrograph
3.4 Mechanical characterisation
Beside the morphological studies, mechanical tests were conducted. In the three-point bending tests, a constant deformation rate of 2 mm/min is used to determine the flexural modulus, whilst the rest of the test is conducted at 10 mm/min. A support span of 64 mm is used for all samples. All testing was conducted on a ZwickRoell Z050 testing machine with a 20 kN load cell. Here, the focus is on the samples with the UD-tape on the bottom side.
The tests were conducted following the ISO 178 standard. The force–displacement data were recorded and converted into flexural stress and flexural strain. A homogeneous specimen was assumed for all specimen configurations, including those reinforced on one side with UD-tape. To enable a comparison of the bending behaviour of the different test specimens due to the manufacturing process, flexural strength as well as the maximum forces normalised to the weight were analysed.
In addition to the three-point bending tests, a modified lap shear test was carried out. Shear tests are commonly used to determine the lap shear strength of adhesive joints. The determination is based on DIN EN 1465, where the joining partners are fixed eccentrically and subjected to a tensile load. The bond between the parts is primarily, but not exclusively, exposed to shear stress. This investigation analyses the joining zones between the UD-tape reinforcement and the additively manufactured base structure.
Test specimens were produced using the tape laying method as previously described. Lap shear tests were carried out on the specimens in accordance with the standard using the same ZwickRoell Z050 as the bending tests, this time with a 2.5 kN load cell. The overlap area of the bond was adapted compared to standard to analyse the UD-tape bond on the additively manufactured structure. Figure 6 shows the modified test setup for the UD-tapes.

Modified lap shear test based on DIN EN 1465
The overlap area has been reduced from 12.5 × 25 mm to approximately 5 mm × 6 mm due to the tensile strength of the additively manufactured structure and the UD-tape, as well as the limited bond strength that can be achieved. If the surface area is too large, the UD-tape or AM-substrate may fail prior to the bond. The smaller area, compared to the standard, makes the results more susceptible to errors, and a higher scattering of data is expected compared to standardised implementation.
For the tests, a fixed clamping distance of 20 mm and a traverse speed of 2 mm/min were selected. To avoid tearing the fragile UD-tapes at the clamp's edge, an elastomer of the brand name Vulkollan was used for the contact surface. The maximum force before failure for each sample was documented. The quotient of the measured maximum force and the projected contact surface between the UD-tape and the additively manufactured base structure were then used to determine the lap shear strength. The validity of the tests was only considered if failure of the bonding zone was observed.
4 Results
4.1 Morphology of the analysed specimens
At the beginning of the results evaluation, the morphological findings are to be assessed using micrographs. Cross-sections of the edge areas of samples FGF-1 to FGF-3 covered with UD-tape are shown in Fig. 7. This is a cross-sectional view of the substrate structure that was additively manufactured with the UD-tapes applied to it. The fibre orientation is perpendicular to the image plane. The cross-sections of the fibres are visible as small, bright circles in this specimen type. The UD-tape fibres are parallel to the direction of the additively manufactured base structure, which appears darker than the fibres. The black spots are the surrounding air as well as all the pores inside the material. The bright material on top of the tape, as well as inside the gaps between the tape, is the surrounding epoxy resin.

Micrographs of the specimens FGF-1, 2 and 3
Uniformly scaled microscopic images reveal the surface structure and different layer heights of the additively manufactured surface. The FGF-2 structure appears more irregular, with deeper grooves and pores and lacks regular shapes. There are no visible deformations in the base structure in any of the sample types.
Examining the interface between the base structure and the fibre UD-tape, it is evident that additional material is being introduced into the gaps between the UD-tape and the base body. This is believed to be the matrix material of the UD fibre tape, which flowed into the grooves in a liquid state due to contact pressure. The resulting increase in the effective area is particularly noticeable in the FGF-1 samples.
It is evident that the UD-tape runs over the protruding layers and, therefore, does not contact some of the indented layers.
In addition to analysing specimens with different layer heights, specimens with additional surface treatments were also analysed. Figure 8 displays micrographs of the samples with surface treatments of types FGF-4 to FGF-6. In contrast to Fig. 7, this sample configuration shows the fibre orientation of the UD-tape reinforcement perpendicular to that of the additively manufactured base structure. The image, therefore, depicts the fibres inside the tape cut lengthwise.

Micrographs of the specimens FGF-4, 5 and 6
When comparing the figures, it is evident that more material was pushed into the spaces between the layers from the additive manufacturing process in Fig. 8 than in samples FGF-1, 2 and 3. In the first test series, only a small amount of matrix material from the UD-tape is visible around the AM structure. Although the parameters for the tape laying process were theoretically identical in both test series, material from the AM base body was observed in the gaps between the layers in samples FGF-4 and 5. This indicates partial melting during the taping process, suggesting higher temperatures were present during the later tests. In addition, there was a change in the location of the tape layer and a different gas supply, which may have contributed to the observed differences.
In some cases, the UD-tape only contacts the highest areas of the AM structure, whilst lower areas have no contact. The bonding area is significantly larger here compared to FGF-1 to 3 due to the additional material in the gaps. It is unclear how effectively this porous structure improves the bond based on morphological observation alone.
The analysis of the second series of tests reveals that the compressed air blasting of FGF-5 exhibits only minor morphological differences compared to FGF-4. On the other hand, the face milling of FGF-6 results in a very smooth surface, on which the UD-tape was placed without any major defects.
4.2 Mechanical properties of the specimens
In addition to the morphological tests, the test specimens underwent a 3-point-bending test to obtain mechanical parameters indicating the bonding strength of the UD-tapes to the AM surface. The results revealed different fracture behaviours, which are shown in Fig. 9 for the samples with crosswise layers and lengthwise tapes.

Typical fracture behaviours of FGF-1, 2 and 3
Samples of type FGF-1 with this combination of layer and tape alignment typically exhibit failure of the UD-tapes and AM structure in the centre. In very few cases, the tapes separate from the body, or the samples slip through the supports. Samples that slip through the supports are not used for further analysis. In FGF-2, all additively manufactured base materials fail in the middle section. The UD-tape detaches completely or partially with equal frequency. The samples of type FGF-3 consistently exhibit the same cause of failure: a break in the centre of the base body, causing the UD-tapes to detach completely from one side.
For the evaluation of the 3-point-bending tests, only the crosswise specimens should be considered. While the lengthwise aligned samples of FGF-1 are close to the flexural strength given in the data sheet for injection moulded parts, the crosswise specimens are significantly weaker due to the anisotropy. Therefore, the potential reinforcement by UD-tapes is more significant in this case. Figure 10 illustrates the potential increase achievable through tape application based on the crosswise specimens as well as the standard deviation.

Comparison of flexural strengths of FGF-1, 2 and 3 with and without UD-tape reinforcement
When UD-tape is applied to the FGF-1 specimen, the maximum flexural strength increases by a factor of five. Reinforcing the crosswise layer orientation of FGF-2 results in a quadrupling of the maximum stress, whilst FGF-3 shows a tripling. Therefore, FGF-1 exhibits the greatest increase in mechanical capabilities due to tape laying, followed by FGF-2, despite the uneven surface.
However, it is doubtful that this increase of FGF-1 indicating better adhesion of the tape can be attributed to the process parameters of FGF-1, particularly the lowest layer height or the specimen geometry. The increased performance may be due to the ratio of UD-tape to base structure. The thickness of the applied UD-tapes is consistent throughout, whereas the thickness of the AM base structure increases from FGF-1 over FGF-2 to FGF-3. Therefore, FGF-1 contains a larger proportion of high-strength UD fibre tape in the total cross-section.
To provide another perspective, the maximum forces obtained in the 3-point-bending test are normalised to the weight of the specimen. The maximum force per unit weight is a relevant parameter for lightweight construction applications. This view confirms the general conclusion of Fig. 10. FGF-1 with the lowest layer height shows the highest increase after the application of UD-tapes.
In the following discussion, the difference between UD-tape application on crosswise and lengthwise aligned layers is to be examined. Figure 11 presents a bar chart comparing the weight-normalised force of flexural specimens with and without UD-tapes for two different layer orientations. Only the FGF-1 specimens, which had the largest increase, are depicted. The upper bars display the results for the crosswise specimens, whereas the lower bars show the data for the specimens with lengthwise aligned layers and fibres. The diagram shows a clear enhancement in mechanical properties owing to the application of fibre reinforcements.

Comparison of the weight-normalised maximum force of FGF-1 with and without UD-tape reinforcement
The illustration demonstrates that weight-specific mechanical properties can generally be enhanced by applying UD-tapes. Both apply to the crosswise and lengthwise orientation of the additively manufactured structure. The 90° specimens of FGF-1 exhibit a 385% increase in weight-normalised force due to the fibre UD-tape reinforcement, which nearly reaches the characteristic values of the lengthwise aligned specimens without fibre UD-tapes. Hence, tape laying can be used to equalise the directional dependence of structures manufactured using the FGF process in terms of their maximum bending load. This technique can help improve the overall strength and durability of the structures. The FGF-1 samples with parallel aligned layers show an 85% increase after the application of UD-tapes.
When tape is applied to the crosswise orientation of FGF-2, there is a 351% increase in weight-normalised maximum force, reaching 59.3 N/g. The lengthwise orientation increases by 74% to 109.1 N/g. However, the increased strength due to tape laying is not as significant with the FGF-3 specimens, with the crosswise orientation being strengthened by 234%. The crosswise specimens with tapes reached 61.0 N/g, whilst the lengthwise orientation did not provide any usable data.
In addition to the 3-point-bending tests modified lap shear tests were also conducted on the remaining specimens. The results of them are displayed in Fig. 12, showing the determined tensile shear strengths for the analysed sample configurations FGF-4, 5 and 6. Mean values and standard deviation as error bars are provided.

Lap shear strength comparison of FGF-4, 5 and 6
Figure 12 illustrates that the face-milled specimens have the highest lap shear strength at 17.5 MPa, followed by the untreated samples at 12.4 MPa. The compressed air-blasted specimens exhibit a 22% lower lap shear strength compared to the untreated ones with only 9.7 MPa. The results of the mechanical characterisation correlate with the morphological analysis, which indicates that the face-milled base structure has a significantly larger effective bonding surface with the UD-tape placed on it. As a result, there is a 44% increase in lap shear strength compared to the untreated specimens.
In Fig. 13, microscopic images of example locations of the modified lap shear tests are shown. They were taken using an Olympus SZ61 microscope. The columns display the three different treatments (FGF-4, 5 and 6), whilst the rows show the additively manufactured surfaces without UD-tapes, as well as the base structure surface and UD-tape after the modified lap shear test. Compared to FGF-4, the untapped layer structures of FGF-5 appear to be generally unchanged. While the outermost fibres of FGF-4 can be seen, they are not visible in FGF-5 and were probably damaged during compressed air blasting. For FGF-6, only small gaps between the layers remain after face milling. In the samples found to be valid, the failure always occurred in the welding zone. After the test, the base structure appears slightly compressed and additional material can be seen between the layers. Traces of short carbon fibres can be found on every detached tape. Those fibres originate from the gaps between the layers where both the matrix material of the tapes and the printed material were pushed into. Only for the face-milled specimen did some endless glass fibres break out of the tape matrix. For these samples cohesive failure occurred within the printed material and in the UD-tape.

Microscopic images of the surfaces of FGF-4, 5 and 6 and their corresponding tapes
It is unclear why the lap shear strength is reduced compared to the original base structure after compressed air blasting of the substrate surface, as the microscopic images in Figs. 8 and 13 do not provide an explanation. The reduced lap shear strength values may be attributed to residues of abrasive particles interfering with the bonding during the tape laying process. Alternatively, the outermost fibres were damaged to an excessive degree by the compressed air blasting, which resulted in a decrease in the mechanical properties of the boundary layer. To verify these assumptions, future research should conduct more detailed investigations.
5 Conclusion and outlook
Morphological and mechanical tests were conducted on test specimens to investigate the bond strength of UD-tape in hybrid PA6-based composite structures produced through a combined additive manufacturing process. Plates were produced using the FGF process under different process conditions. In a second process step, the surface of the plates was reinforced with fibre-reinforced UD-tapes using an automated tape laying process. The reinforcing effect was quantitatively verified through 3-point-bending tests on both unreinforced and reinforced test specimens.
Specimens in which the UD-tape reinforcement was applied perpendicular to the layer orientation from the FGF process exhibit a 385% higher weight-normalised bending failure force. Therefore, the bending failure force of the reinforced sample mentioned is similar to that of the unreinforced sample measured in the direction of extrusion. It is evident that the mechanical properties’ anisotropy resulting from the layer structure can be almost equalised by reinforcing with UD-tape crosswise to the layer direction and along the load direction.
The bond between the UD-tape and the additively manufactured plates is crucial for the reinforcing effect. Using microscopic examinations, the morphology of the interface layer was analysed. The results showed that the layer structure of the FGF has a ridged surface, which significantly reduces the effective contact area between the UD-tape and the FGF base structure.
The study analysed the effect of surface finish on the lap shear strength achievable by conducting modified lap shear tests on the manufactured specimen configurations. The results showed that machining the surface of the base structure by face milling significantly increased the lap shear strength. The milled surface had a lap shear strength of 17.5 MPa, compared to 12.4 MPa for the unmachined surface. The determined lap shear strengths fall within the range of typical adhesive joints. However, plastic welding of similar plastics generally yields significantly higher lap shear strengths. Therefore, this investigation highlights the potential for a further increase in the structural mechanical performance of additively manufactured structures and demonstrates the need for further research in the field of hybrid structures.
References
Hirsch P et al (2024) Processing and analysis of hybrid fiber-reinforced polyamide composite structures made by fused granular fabrication and automated tape laying. J Manuf Mater Process. https://doi.org/10.3390/jmmp8010025
Gebhardt A, Kessler J, Thurn L (2016) 3D-drucken: grundlagen und anwendungen des additive manufacturing (AM), 2nd edn. Hanser, München
Baumann F (2020) Additive Fertigung von endlosfaserverstärkten Kunststoffen mit dem ARBURG Kunststoff-Freiform Verfahren. Forschungsberichte aus dem wbk Institut für Produktionstechnik Karlsruher Institut für Technologie (KIT). p 229.
Adil S, Lazoglu I (2023) A review on additive manufacturing of carbon fiber-reinforced polymers: current methods, materials, mechanical properties, applications and challenges. J of Appl Polym Sci. https://doi.org/10.1002/app.53476
Ilg J (2019) Systematische Eignungsanalyse Zum Einsatz Additiver Fertigungsverfahren: Anwendung Am Beispiel der Medizintechnik. Springer Gabler, Wiesbaden
Pignatelli F, Percoco G (2022) An application- and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog Addit Manuf 7(6):1363–1377. https://doi.org/10.1007/s40964-022-00309-3
Ngo TD, Kashani A, Imbalzano G, Nguyen KT, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Henning F, Moeller E (2020) Handbuch Leichtbau: Methoden, Werkstoffe, Fertigung, 2nd edn. Hanser, München
Lengsfeld H, Wolff-Fabris F, Krämer J, Lacalle J, Altstädt V (2015) Faserverbundwerkstoffe: Prepregs und ihre Verarbeitung. Carl Hanser Verlag, München
Brasington A, Sacco C, Halbritter J, Wehbe R, Harik R (2021) Automated fiber placement: a review of history, current technologies, and future paths forward. Compos Part C Open Access 6:100182. https://doi.org/10.1016/J.JCOMC.2021.100182
Yassin K, Hojjati M (2018) Processing of thermoplastic matrix composites through automated fiber placement and tape laying methods. J Thermoplast Compos Mater 31(12):1676–1725. https://doi.org/10.1177/0892705717738305
Fischer A, Achten D, Launhardt M (2023) Kunststoff-Wissen für die additive Fertigung: Eigenschaften, Verarbeitung und Einsatzgebiete von Thermoplasten. Hanser, München
Wong J, Altassan A, Rosen DW (2023) Additive manufacturing of fiber-reinforced polymer composites: a technical review and status of design methodologies. Compos B Eng 255:110603. https://doi.org/10.1016/j.compositesb.2023.110603
Consul P, Beuerlein K-U, Luzha G, Drechsler K (2021) Effect of extrusion parameters on short fiber alignment in fused filament fabrication. Polymers. https://doi.org/10.3390/polym13152443
Li J, Durandet Y, Huang X, Sun G, Ruan D (2022) Additively manufactured fiber-reinforced composites: a review of mechanical behavior and opportunities. J Mater Sci Technol 119:219–244. https://doi.org/10.1016/j.jmst.2021.11.063
de Verdejo Toro E, CoelloSobrino J, Martínez Martínez A, MiguelEguía V, AyllónPérez J (2020) Investigation of a short carbon fibre-reinforced polyamide and comparison of two manufacturing processes: fused deposition modelling (FDM) and polymer injection moulding (PIM). Materials. https://doi.org/10.3390/ma13030672
Durga Prasada Rao V, Rajiv P, Navya Geethika V (2019) Effect of fused deposition modelling (FDM) process parameters on tensile strength of carbon fibre PLA. Mater Today Proc 18:2012–2018. https://doi.org/10.1016/j.matpr.2019.06.009
Dizon JRC, Espera AH, Chen Q, Advincula RC (2018) Mechanical characterization of 3D-printed polymers. Addit Manuf 20:44–67. https://doi.org/10.1016/j.addma.2017.12.002
Tian X, Liu T, Yang C, Wang Q, Li D (2016) Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos A Appl Sci Manuf 88:198–205. https://doi.org/10.1016/j.compositesa.2016.05.032
Liu T, Tian X, Zhang M, Abliz D, Li D, Ziegmann G (2018) Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites. Compos A Appl Sci Manuf 114:368–376. https://doi.org/10.1016/j.compositesa.2018.09.001
Li N, Li Y, Liu S (2016) Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J Mater Process Technol 238:218–225. https://doi.org/10.1016/j.jmatprotec.2016.07.025
Ueda M et al (2020) 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos A Appl Sci Manuf 137:105985. https://doi.org/10.1016/j.compositesa.2020.105985
Prasad NE, Wanhill RJH (2017) Aerospace materials and material technologies. Springer Singapore, Singapore
Michel P, Glässer T (2017) Vorrichtung zur additiven Fertigung eines Bauteils. WO 2017/081253. 16795028.6.
AKRO-PLASTIC GmbH, AKROMID® B3 ICF 40 black (5020). [Online]. https://akro-plastic.com/en/product/akromid-b3-icf-40-schwarz-5020-de. Accessed 22 Dec 2023
Celanese, CELSTRAN® CFR-TP PA6 GF60–03. [Online]. https://materials.celanese.com/en/products/datasheet/SI/CELSTRAN%C2%AE%20CFR-TP%20PA6%20GF60-03. Accessed 22 Dec 2023
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all the authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rackwitz, C., Scholz, S., Vyhnal, M. et al. Investigation of interfacial shear strength of hybrid fibre-reinforced polyamide composite structures made by fused granular fabrication and automated tape laying. Prog Addit Manuf 9, 665–674 (2024). https://doi.org/10.1007/s40964-024-00659-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-024-00659-0