
Abstract
The fatigue life of components manufactured by the laser powder bed fusion (L-PBF) process is dominated by the presence of defects, such as surface roughness and internal porosity. The present study focuses on the relative effect of surface roughness and porosity in determining the fatigue properties of AlSi10Mg alloy produced by L-PBF process built in the Z-direction for the as-built (AB), machined (M) and machined & polished (M&P) conditions. As-built L-PBF samples possess higher average surface roughness, Ra (1.5–2 µm) compared to that of the machined (0.8–1.0 µm) or polished ones (0.3–0.75 µm). For similar loading conditions, the machined or machined & polished samples have a longer fatigue life than those of the as-built samples. For the as-built samples, surface roughness was found to be the dominant factor affecting fatigue life. However, for a small variation of roughness, particularly for machined or machined & polished samples, the subsurface porosity becomes the dominant factor affecting fatigue failure. Besides, the pore size and location effects are analysed using linear elastic fracture mechanics, and these are found to have a higher effect on fatigue failure than overall porosity. Based on the results of X-ray computer tomography (XCT) and fracture surface characterisation, the critical stress intensity factors (KIC) for L-PBF AlSi10Mg alloy samples are estimated. In addition to this, the calculated critical stress intensity factors are used to predict the fatigue life by developing an empirical formula. The result from this empirical relationship is found to match closely with the experimentally determined fatigue life. This suggests that fatigue life can be predicted based on XCT images of machined samples. The findings can help minimize detrimental effects of defects by optimising mechanical or structural designs in attaining the desired structural integrity and durability.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) offers several advantages over conventional manufacturing processes, including the ability to produce net or near-net-shaped parts, design with unrivalled freedom, and significantly reduce lead time [1, 2]. Laser Powder Bed Fusion (L-PBF) is an established metal AM technology that has found diverse applications in the aerospace, automotive, marine, biomedical, and many other industrial sectors [3,4,5]. However, an important consideration to further the application of metal AM is achieving consistent material properties, including fatigue properties for parts subjected to cyclic loading conditions.
In the aerospace and automotive industry, most structural components are subjected to cyclic loading throughout their service life. Therefore, it is essential to manufacture AM parts that can withstand both static and cyclic loading [6, 7]. During fatigue loading, the poor surface roughness and the internal porosity are the major factors contributing to failure [8]. Numerous industry and academic research groups have been exploring how to improve the quality of the surface finish of AM parts during post-processing. Chemical or electrochemical etching [9] is one of the possible modifications to improve surface quality, along with sand blasting [10], shot-peening [11, 12], vibrational polishing [13, 14], and laser ablation [15]. Meanwhile, the AM community continues improving the part quality through process optimisation. In recent years, there has been a considerable reduction in AM defect formation and flaw size [16, 17]. However, the need to increase productivity is another driver of change, and this can come at the expense of reducing or eliminating defects.
The fatigue resistance of L-PBF AlSi10Mg alloys has been given some attention in the literature [10, 18,19,20,21,22,23,24,25,26], while a number of factors have been identified to dominate fatigue life. Among these factors, defects, such as surface roughness and porosity, have been identified as the root cause of fatigue failure by many researchers [10, 27]. There is substantial evidence that fatigue cracks originate at surface or subsurface pores [28, 29], particularly where the porosity is of irregular shape and orientated perpendicular to the loading direction [30]. Researchers have often adopted post-processing like machining and heat-treatment to improve the surface quality and remove porosity. However, the outcomes of post-processing are not always consistent [8, 22]. Uzan et al. [10] suggested machining to be the most effective post-processing methodology to improve fatigue life. For instance, shot-peening introduces compressive residual strength and reduces surface porosity [10, 11]. Hot Isostatic Processing (HIP) has been found to substantially reduce the amount of porosity [28], although HIP treatments can lead to microstructure coarsening and reduced fatigue strength [10, 30]. A T6 treatment homogenises the microstructure of as-built AlSi10Mg, improves the ductile property [31], and reduces hardness [32], and has been reported to reduce fatigue strength [31, 33]. However, a T6 heat treatment has been found to improve fatigue properties by some authors [20, 21, 34, 35] where it was found to have a greater influence than surface machining, build plate temperature, or build orientation.
Furthermore, the S–N curve of an AM AlSi10Mg alloy shows a higher scatter associated with internal defects, especially in the high cycle fatigue (lower stress) regions [8, 36]. This scatter can be described using Murakami’s area parameter [37]. Literature reviews on AM Aluminium and Titanium alloys have pointed to the importance of using Murakami’s parameter to predict fatigue life from a damage tolerance perspective [38, 39]. Romano et al. [2] have proposed a defect-based model for AlSi10Mg, considering the CT scan defect data and found the defect size to be the controlling factor for fatigue life.
While various post-processing techniques have been widely applied to improve fatigue performance of AlSi10Mg parts fabricated by L-PBF, the benefit of process chain reduction through AM processes is often ignored. In some industry application scenarios, it is preferred that the parts be utilised close to their as-built state. Balancing the improvement of fatigue performance and the desire for a simplified manufacturing process will significantly broaden the applications of L-PBF alloys in production. This fact motivates the present study, where the fatigue life of the L-PBF AlSi10Mg alloy is evaluated in the as-built (AB) condition and compared with machined (M) and machined & polished (M&P) samples to understand the fatigue strength in the presence of roughness and porosity. As stated above, some recent works [40] have already been published considering the porosity and roughness effect on the fatigue life of AlSi10Mg alloy. However, in terms of originality, the current article has utilised the CT scan porosity data to describe the scatter of the S–N diagram by proposing a modified Murakami’s area parameter. Using the defect data from the CT scan, a damage-tolerant defect model has been proposed, and a modified Murakami equation is developed to evaluate fatigue life. The proposed models, developed for both AB and M samples, employ CT scanned data of defect size and location to predict fatigue life.
2 Experimental methods
2.1 Materials and manufacturing
The experimental study was performed on L-PBF produced AlSi10Mg alloy. An SLM 500 machine manufactured by SLM Solutions GmbH, Germany, was used to fabricate the samples using AlSi10Mg powder with a particle size range of 20 to 63 µm. The process parameters for printing all the samples in this study are listed in Table 1. The samples were printed using the hatch-contour strategy, where the outside border of the sample geometry was scanned first followed by the inner fill at an offset of 200 µm. Test samples were built at 90°, i.e., Z-direction. The chemical composition of AlSi10Mg power and printed samples is shown in Table 2. The chemical composition was determined on a printed sample using inductively coupled plasma atomic emission spectrometry by Spectrometer services.
Both AB and M samples were used to compare the fatigue life of AlSi10Mg. The geometry of the test specimens is shown in Fig. 1. AB test samples were directly printed in a dog-bone shape with a gauge diameter of 5.5 mm according to ASTM E466-21, as shown in Fig. 1b, while the machined samples were printed as cylinders with a diameter of 13 mm (Fig. 1a) and later machined to obtain dog-bone sample having a diameter of 5.5 mm like AB samples.

Schematic diagram represents: a 13 mm-diameter cylinder printed to be machined; b fatigue test sample according to ASTM 466 standard (all dimensions are in mm)
The M samples were obtained by turning the cylindrical samples (in Fig. 1a) on an Okuma LB3000X(MY) to get the dimensions as shown in Fig. 1b. The machining was performed in steps of rough cutting and final finishing. The machining parameters are tabulated in Table 3.
In addition to machining, a few M samples were polished to evaluate the further effect on the roughness value. These samples are termed as ‘machined and polished (M&P)’ samples in this study. Polishing of the specimen surface was performed using a series of SiC papers (1200, 2500, and 4000 grit). Polished surfaces were compared using an optical microscope (OM).
2.2 Mechanical testing
All samples used in this study were tested for High Cycle Fatigue (HCF) using a servo-hydraulic testing machine MTS100 KN. HCF tests were performed according to the test standard ASTM E466-21 at room temperature on unnotched fatigue samples under forced controlled axial loading to obtain a constant stress amplitude. The samples were tested at room temperature for two load ratios: tension–tension (R = 0.1) and tension–compression (R = −1). The details of the fatigue tests performed in this work are specified in Table 4. Characterisation of the quasi-static mechanical properties of AlSi10Mg built on the same AM system has been performed in a previous study [8], in which the material is found to have a yield strength of 243 MPa, tensile strength of 442 MPa, and an elongation of 4.88%. The quasi-static properties are in close agreement with the reported values on the same material in the literature [10, 41]
2.3 Microstructure
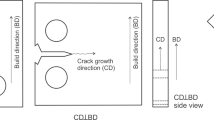
Microscopy was used to observe both the internal porosity and the final fracture surface. To observe the internal porosity, printed samples were sectioned within the gauge length by electrical discharge machining (EDM) perpendicular to the build direction to obtain a disc sample with a diameter of 5 mm and a thickness of 2 mm. Then, the sample was mounted with 10 ml epoxy resin using a Struers CitoPress-15. After that, a progressive grinding process was carried out using 800, 1200, 2400, and 4000 grit silicon carbide (SiC) grinding papers. The final mechanical polishing of the samples was performed using MD-Chem polishing cloths lubricated with 0.05 µm colloidal silica-based oxide polishing suspension (OPS). The porosity and microstructure were observed on the polished section using secondary electron imaging in a scanning electron microscope (SEM) with an accelerating voltage of 15–20 kV (JEOL 7200).
To analyse the fracture surface, a small Sect. (3–5 mm height) of the failed sample was sectioned perpendicular to the loading axis, as shown in Fig. 2. Sections were cut using a Struers Secotom slow-cut machine. The fracture surface was not mounted or polished but was cleaned ultrasonically in ethanol for 3–5 min. These samples were observed using secondary electron imaging in the SEM (Quanta 200 and Philips XL30). The pore size, area, and distance from the fracture surface were measured using ImageJ software.

a High-cycle fatigue sample after test showing the failure location; b the plane(A–A) at the gauge section where the sample should be sectioned (the gauge section has a diameter of 5.5 mm); c the fracture area (of 3–5 mm height) needed for fractography in SEM
2.4 Internal defect morphology
X-ray computed tomography (XCT) was performed on the fatigue test samples to determine the respective population of defects, size, and their location. XCT scans were performed in a Phoenix V| tome | xs from General Electric (GE) at a gun voltage of 100–120 kV using a current of 90–100 μA. A frame time of 333 ms was used for each scan to acquire 1000 images over the complete 3600 rotation. The voxel size was approximately 12 µm. Similar scanning parameters were used for all the samples to be consistent when comparing the results. Reconstruction was performed using the Phoenix datos-X software from GE, which used optimisation functions for smoothing, beam hardening, and post-alignment correction. The reconstructed images were analysed further with the software VG Studio MAX 2.2.3 (Volume Graphics GmbH) to characterise the porosity. XCT highlighted the presence of manufacturing defects in all the samples investigated. These defects appear to be randomly and homogeneously spread throughout the material. The manufacturing process usually causes two primary defects: gas porosity and lack of fusion pores [42]. Gas pores are spherical and usually less than 100 µm in size [43], and they form due to the high-temperature gradients when gas bubbles get trapped in the melt pool [44]. In contrast, LOF pores are irregular shaped, mostly found near the melt pool boundaries or in-between scan layers, and occur when the metal powders do not melt fully (partially unmelted powders) due to a low energy input [45, 46]. From XCT scan data, it is possible to determine an overall quantity of porosity by getting the maximum pore size, average porosity diameter and their location. However, the limitation of the XCT scan is that it cannot detect porosity smaller than the voxel size (12 µm here). Therefore, 2D defect morphology was also investigated using scanning electron microscopy (SEM) to observe subsurface pores smaller than 12 µm.
2.5 Roughness measurement
The surface roughness and morphology were measured using an optical three-dimensional profilometer (Alicona-IF Edge Master) for AB, M and M&P samples. As explained later, the surfaces of the AB specimens have a more irregular three-dimensional complex morphology than M specimens. Figure 3a shows a 3D-surface profile of a machined sample having the dimensions 2.05×2.05 mm. Since the samples are cylindrical, the roughness parameter in the z-direction (the red line in Fig. 3b) was measured which is also the loading direction.

a 3D-surface profile of a machined AlSi10Mg sample; b a two-dimensional rendering of the surface of the round sample. The red line indicates a line along which the roughness was measured; c output of the surface roughness profile along the red line of image (b)
To measure the roughness, the profilometer was focused on the centre point of the 3D region, and then, the roughness was measured along the build direction at the gauge section of the sample on a 2D simplified section using the IF-Laboratory Measurement Module 5.1, as shown in Fig. 3b. The red line in Fig. 3b indicates the path of roughness measurement, which is perpendicular to the curvature of the sample. The roughness profile along this line measured the surface depth at an interval of 0.05 mm, as shown in Fig. 3c. The mean peak to valley height, Rz, and the arithmetical mean value, Ra, were calculated. For each fatigue test samples, measurements along five different lines within the gauge section were taken to obtain the average values of Ra and Rz.
3 Results
3.1 Surface roughness and quality
To determine the effect of surface quality on fatigue life, a comparative study has been performed between AB, M, and M&P samples. The difference in surface roughness values for AB, M, and M&P samples can be seen in Fig. 4. The average roughness (Ra) value of AB samples is 2.1 µm, which is more than twice that of M samples (0.90 µm). Polishing of the machined samples further reduced the average roughness value by approximately 25%. However, the standard deviation in average roughness value (Fig. 4a) of M&P samples is similar to the machined only samples. The peak to valley roughness, Rz, for AB samples was found to vary between 8.5 and 9.5 µm. The M and M&P samples had mean Rz values of less than 5.9 µm and 3.9 µm, respectively (Fig. 4b).

a Average surface roughness (Ra) and b mean peak to valley height (Rz) of as-built (AB), machined (M), and machined & polished (M&P) samples
AB samples were found to contain different types of defects on the surface, including gas pores, unmelted powder particles (satellites), and lack of fusion (LOF) features, as shown in Fig. 5. The diameter of unmelted particles was typically 20–25 µm (Fig. 5c). All these surface irregularities could lead to stress concentrations on the surface under loading.

a Secondary electron images of the surface of the AB samples; b higher magnification of image of (a) showing the surface defects; c higher magnification image showing satellites on the surface
Machining removes the surface irregularities and reduces the Rz value from 9 µm to less than 6 µm. However, even after machining, the surface of the M samples has scale-like features, as shown in Fig. 6a. To remove the scale-like features, a few samples were further polished, which reduced Rz to 3–4 µm. However, the polished surface still has irregular features, which can be seen in Fig. 6b. Further polishing leads to the emergence of subsurface pores, which causes the Ra value to vary from 0.3 to 0.75 µm.

Secondary electron images of the surface for a machined (M) and b machined and polished (M&P) samples
3.2 Defect distribution
Figure 7 shows the porosity distribution of AB and M samples measured using XCT. In addition to poor surface quality, AB samples have higher internal porosity (vol. 0.09%) compared to M samples (vol. 0.04%) because of a higher defect distribution near the surface in AB samples. Scanning electron microscopy was also performed to observe the internal porosity at higher resolution. The SEM images (Fig. 8) also show greater porosity near the surface in AB (2.5%) compared to M samples (1%). The results indicate that the machining created compressive stresses that compressed the pores near the surface of M samples. In addition, the porosity value was compared for samples located at different positions in the build chamber, and no significant difference of porosity was found with change in location. The finding complies with one of the recent findings of Ti-6Al4V alloy [47], where machining was found to remove peripheral defects of fatigue samples and increase fatigue life.

Porosity distribution measured by XCT in a AB (0.09% porosity) and b M (0.04% porosity) samples

Porosity distribution measured by SEM a AB (2.5% porosity) and b M (1% porosity) samples (porosity is measured at the gauge section of samples)
The total percentage of porosity near the surface (within 300 µm of the edge) was measured both in the XCT image and in SEM image. A comparatively higher fraction of defects near the surface (within 300 µm of the edge) was found in AB samples compared to M samples. In addition, the amount of porosity measured using the SEM image was higher than that in the XCT image for both AB and M samples. Most of the pores were smaller than 10–15 µm, which cannot be detected with XCT at the settings used.
3.3 Fatigue properties
The effect of roughness on fatigue life has been evaluated through high-cycle fatigue (HCF) testing. The variation in fatigue life for AB, M, and M&P samples is plotted in Fig. 9 for both tension–tension (R = 0.1) and tension–compression R = −1 conditions. The average fatigue life, i.e., cycles to failure, N, of these samples are tabulated in Table 5. To observe the scatter in the S–N curve, the fatigue data are also fitted to the Basquin equation, as shown in Fig. 10.

S–N curve data of AlSi10Mg for a tension–tension (R = 0.1) and b compression–tension (R = -1) loading conditions tested at room temperature

Basquin fit for S–N curve data of the AlSi10Mg alloy for the a tension–tension (R = 0.1) and b compression–tension (R = −1) loading conditions tested at room temperature
An overall increase in fatigue life for M and M&P samples compared to AB samples is observed for both test conditions with an increase in fatigue life up to 50 times. In general, the increase in fatigue life is more pronounced in the R = −1 condition compared to the R = 0.1 condition. Also, it is more pronounced in lower stress conditions. It is also to note that the surface roughness affects the fatigue life when maximum stress is lower in both loading conditions. It is noteworthy that the increase in fatigue life is only about 15% higher for the M samples than the AB samples at the highest stress of 200 MPa under the R = 0.1 loading condition. This indicates that the benefit of improving the surface quality is less effective at a higher applied stress at least when the sample remains in tension. The increase in fatigue life in the M and M&P samples was more pronounced at lower stresses under R = −1 loading, with samples experiencing no failure when maximum stress approached 80 MPa.
It is noted that for loading at R = −1, both the M and M&P samples demonstrate up to 50 times the fatigue life of AB samples (Table 5). However, the scatter in the S–N curve is higher for the M&P (with R2 = 0.79) samples than for the M (with R2 = 0.84) samples (Fig. 9b). It reveals that further polishing after machining does not significantly improve fatigue life, rather it increases the scatter in the S–N curve. The reason for a higher scattering of the fatigue life of the polished sample may be that manual polishing results in slight differences in surface roughness. Manual polishing can even cause further scratches or texture disturbances in the samples. Therefore, it was decided only to investigate M samples under R = 0.1 loading. It can also be seen from the mean square error of R = 0.1 and R = −1 loading that there is a higher scatter in fatigue life in AB compared to M samples.
To further investigate the role of surface roughness on fatigue life, particularly the higher scatter in fatigue life observed for M and M&P samples (Fig. 9), the fatigue life of these samples is plotted as a function of roughness value (Ra and Rz) in Fig. 11. Figure 11 shows the fatigue life of each sample and their corresponding Ra and Rz values for samples tested under R = 0.1 and R = −1 loading, respectively. The largest difference in fatigue life occurs between the M/M&P samples and the AB samples, particularly at the lower applied stress for both testing conditions (R = 0.1 and R = −1).

Fatigue life plotted against surface roughness a Ra for tension–tension loading with R = 0.1 and b Ra for tension–compression loading with R = −1 conditions c Rz for tension–tension loading with R = 0.1 and d Rz for tension–compression loading with R = −1 conditions (for clarity, Ra and Rz scales are in nm in this figures)
As shown in Fig. 11, a generally negative correlation between surface roughness and fatigue life of test samples at different load levels can be observed, yet the scattering of the data points makes it difficult to obtain a simplified relationship. Some individual points even appear to show no reduction in fatigue life with increased roughness, particularly when the change in roughness is very insignificant. For AB samples, the variation in Ra among the samples is from 1.6–2.0 µm (1600–2000 nm) (Fig. 11a, b), and the fatigue life is almost the same for all samples at a similar loading condition indicating that it is above a particular threshold. For R = 0.1 loading (Fig. 11a), the variation in roughness (Ra) among M samples is small (1.0–1.2 µm/ 1000–1200 nm), and there is no noticeable scatter observed in the fatigue life for similar loading conditions. In contrast, a noticeable variation in roughness and fatigue life is observed for the M and M&P samples for the R = −1 condition in Fig. 11b. Under compression loading, for the M or M&P samples with a similar roughness value as indicated by black solid squares, a significant (> 70%) random variation in fatigue life is observed. On the other hand, the samples tested at a maximum stress of 120 MPa (red solid dots) have a similar fatigue life, even though there is a large variation (~ 60%) in roughness (Fig. 11b). However, the fatigue life does not change much with roughness even in M or M&P samples, when tested at high stress (200 and 150 MPa). Similar scatter is observed when fatigue life is plotted against mean peak to valley height (Rz), Fig. 11c, d; however, fatigue life mostly increases as Rz decreases. Overall, the effect of surface roughness on fatigue life appears to be much more important under R = −1 loading than R = 0.1 loading.
It should be noted, however, that there does not seem to be a consistent relationship between roughness (Ra and Rz) and fatigue life (N) in the samples tested with the same maximum stress levels. This could partly be due to the relatively small changes in roughness within each group (particularly when compared with the difference in roughness between the AB and M/M&P samples), but it does suggest that the variation observed particularly in the R = −1 samples may be related to factors other than just the surface roughness, the most likely candidate being the porosity, suggesting potential coupling between roughness and porosity in determining fatigue life.
3.4 Effect of stress loading on porosity
As found in Sect. 3.5, one possible reason for fatigue life variation in M samples is the presence of internal or subsurface porosity (Figs. 7 and 8). However, the behaviour of internal porosity during fatigue loading also varies with different R-ratios [48]. Therefore, before assessing the effect of porosity on fatigue life, the effect of stress-loading on porosity needs to be analysed. To observe the variation in the effect of porosity under different loading conditions, the machined samples tested at R = 0.1 (tension–tension) and R = −1 (compression–tension) loading conditions were scanned using XCT both before and after testing (Fig. 12).

XCT images showing the defect distribution before and after testing for M samples tested with a 120 MPa load. a XCT image before testing at R = 0.1, b XCT image before testing at R = −1, c XCT image after 5 M cycles at R = 0.1, d XCT image after 5 M cycles at R = −1, e porosity distribution at R = 0.1, and f porosity distribution at R = − 1
From Fig. 12, it is observed that some small pores (< 15–20 µm) which were previously invisible in XCT due to the limit in resolution, underwent expansion and became detectable under R = 0.1 (tension-tension) loading. As seen in Fig. 12e, there is an increase of 16–30% in the number of pores observed after 5 M cycles in the 20–40 µm-diameter range. Furthermore, the overall porosity increases from 0.03% to 0.08% after testing. On the other hand, under R = −1 loading, there is a significant reduction of overall porosity density after 5 million cycles (0.20% to 0.09%). During R = −1 loading, the size of the micropores is also reduced. As shown in Fig. 12f, approximately 30% of small pores (20–30 µm) are closed after 5 M cycles, implying these are reduced below detectable size.
Therefore, it can be seen that the differing effect of fatigue loading mode on the microporosity could provide an explanation for the greater variation in fatigue life between R = 0.1 and R = −1 loading (Fig. 9 and Table 5). Under R = 0.1 loading, some pores grow during testing and are therefore more likely to lead to crack initiation and propagation particularly if these are close to a surface. However, under R = −1 loading, the micropores appear to be compressed due to the cyclic (negative stress) loading and hence become smaller in size (< 20 µm). Consequently, these pores have less stress critically and do not much affect fatigue life.
3.5 Fractography
In Fig. 13, multiple crack initiation sites are observed in the AB samples. The arrows start at the point of crack initiation and the arrow shows the general direction of crack propagation. For both the lower stress (120 MPa) and higher stress (200 MPa) loading conditions, cracks initiate or propagate from more than one site.

Secondary electron imaged fractographs of AB samples a N = 46,838 at 120 MPa, b magnified image of section A, c N = 8869 at 200 MPa, and d magnified image of section B, for R = −1 loading condition. The base of the red arrow indicates the origin of the crack initiation and the arrow is directed in the crack propagation direction. In both examples, two initiation sites were clearly observed
In the case of M samples, multiple crack sites are rarely observed, particularly for samples with long fatigue life. A higher surface roughness in AB samples is probably the reason for multiple local crack initiating sites. Furthermore, AB samples have larger pores near the surface (as observed in Fig. 8), which increases the crack growth rate and causes the AB samples to fail at a shorter life than M samples at the same level of maximum stress.
In the M and M&P samples, the cracks were found to initiate from subsurface pores, or near surface pores, as shown in Fig. 14, where the failure initiating pores for the four samples tested at 120 MPa and 100 MPa stress loading are marked. Fracture surfaces are for samples loaded using the tension–compression R = −1 condition.

Secondary electron images showing surface and subsurface pores of M&P (R = −1) samples where fatigue fracture appears to have originated. a N = 392,721 at 100 MPa, b N = 120,531 at 100 MPa, c N = 519,939 @ 120 MPa and, d N = 116,676 at 120 MPa
Figure 14 shows the size (area) and the type of the crack initiating pores in each case. Figure 14a and c appears to show regular sized pores, which are small and more spherical in shape. In comparison, Fig. 14b and d appears to show lack of fusion (LOF) pores. LOFs are irregular and tortuous and likely to increase stress concentration, which then leads to crack initiation and propagation, causing the lower fatigue life observed. It is evident that the larger pores (Fig. 14b and d) lead to a lower fatigue life compared to the smaller pores (Fig. 14a and c) when the applied stress is the same. It also appears that when the maximum applied stress is reduced from 120 to 100 MPa, the larger and highly tortuous LOF pores become fracture critical compared to smaller regular pores (compare Fig. 14b and c).
Therefore, samples with more irregular and larger LOF pores have a lower fatigue life compared to that of regular shaped small pores, when the loading condition (stress ratio) is the same. Furthermore, when the variation in applied stress is small, irregular and larger pores are more detrimental and reduce fatigue life irrespective of the loading condition.
4 Discussion
4.1 Effect of surface roughness on fatigue life
The fatigue properties of L-PBF AlSi10Mg alloy have been shown to depend on the surface roughness of samples. This can be most clearly observed when comparing the fatigue life of AB and M samples (Fig. 9), i.e., the fatigue limit of the M sample is approximately 80 MPa (for R = −1), whereas it is lower than 80 MPa for AB samples. The AB samples have a Ra roughness value of nearly 2.1 µm, which is more than twice that of machined samples (0.9 µm). This higher Ra roughness in AB samples causes a higher stress concentration and multiple crack sites (Fig. 13), causing a 60–80% lower fatigue life compared to machined samples. It is observed that the effect of roughness is more significant for lower stress loading than for higher stress loading, particularly when tested under the R = 0.1 loading condition (Fig. 9b). However, the addition of polishing to machining, where the M samples and the M&P samples have average roughness values of 0.9 µm and 0.75 µm, respectively, does not always provide an improvement to fatigue life (Table 5). It was also noted that the variation in Ra among samples is proportionally much higher in the M and M&P samples compared to the AB samples. However, this variation does not have any noticeable effect on the fatigue life of M or M&P samples at a given loading condition (Fig. 11).
Therefore, the relationship between surface roughness value and fatigue life can be described as follows:
-
Surface roughness is the controlling factor on fatigue failure for ASB samples when the roughness is very high (> 2.0 µm).
-
For samples with a surface roughness less than 1.0 µm (such as M and M&P samples), other factors also appear to have a strong effect on fatigue properties.
-
For small variations in average roughness (0.1–0.3 µm) within a similar sample type, there is no notable relationship between surface roughness and fatigue life.
4.2 Effect of porosity on fatigue life
The crucial factor affecting fatigue failure when the roughness is lower (M or M&P) appears to be the pore size, location, and morphology. To understand the effect of porosity on fatigue life, the cycles to failure are plotted as a function of porosity fraction and average pore size (average ferret diameter) determined using XCT (Fig. 15). The pores observed in the XCT were both spherical and non-spherical; hence, the ferret diameter is used as a measure of pore size.

Fatigue life of machined (M) samples as a function of a porosity fraction and b average ferret diameter (R = −1) (the lines are drawn between the data points for ease of visualising the data points and identifying them)
Figure 15 shows the dependency of fatigue life on pore fraction and pore size (average ferret diameter), respectively, for vertically built samples, although it should also be noted that there is only a small variation in porosity fraction (0.05–0.25%) and pore size (36–46 µm). The variation in fatigue life does not correlate closely with the pore fraction or overall volume of porosity in the samples. It appears that the pore size has a greater effect on fatigue life than the porosity fraction, especially at lower stress loading, e.g., the sample with the larger average pore size has a lower fatigue life when tested at an applied stress of 120 MPa (Fig. 15b). However, at higher applied stresses (150 and 200 MPa) and for smaller variations in pore size, the relationship between pore size and fatigue life is not clear. For example, the two samples tested at 100 MPa show a substantial difference in fatigue life even with the same average pore size. Therefore, it appears that along with pore size, there are other factors, such as porosity shape and distribution that could collectively explain the discrepancies in Fig. 15b.
Fracture surface analysis can be used to further understand the factors affecting the fatigue life. The pore size and location were measured from SEM images, including those in Fig. 14. Using that data, the effective pore size is calculated using Murakami’s estimation method [49]. Figure 16 shows a plot of the Murakami parameter (√area) as a function of both applied stress and the number of cycles. The bar on the right represents the effective defect area for failure. The size of the circles also represents the defect size, with the solid circles representing surface pores, and the open circles representing subsurface pores.

Effect of pore size and location on fatigue life under a tension–tension (R = 0.1) loading and b compression–tension (R = − 1) loading [the size of the circles indicates the defect size (√area) measured on SEM images of fracture surface in Fig. 14; the blue circle on the right represents a size of 100 µm]
For both the loading conditions, larger pores are associated with lower fatigue life. However, under R = 0.1 loading, the micropores grow larger as can be seen from CT scan data (Fig. 12). Therefore, relatively larger crack initiating pores are observed under R = 0.1 loading (Fig. 16a) compared to R = −1 loading (Fig. 16b). In Fig. 16a, at high stress loading (250 and 200 MPa), similar-sized pores are observed for all the samples, leading to only a small variation in fatigue life. Furthermore, the difference in fatigue life (at 200 MPa) between samples containing surface and subsurface porosity is not obvious. The effect of pore size on fatigue life (under R = 0.1 loading) is most clearly observed at low stress loading (150 MPa).
For R = −1 loading, the scatter in fatigue life is much smaller than for R = 0.1 loading The effect of porosity size is only observable at the lower stress levels (120 and 100 MPa), since a higher scatter in fatigue life is found for these conditions. From Fig. 16b, at 120 MPa, the sample with the large defect (the big solid black circle) has a much lower fatigue life compared to the other two samples (small black circles). However, when comparing two samples at a similar loading condition having a similar defect size, such as the red circles at 120 MPa and green circles at 100 MPa, the samples with the surface pores (solid circles) have a lower fatigue life than that of subsurface pores (open circles). This indicates that surface or near surface defects are more detrimental to fatigue life than internal ones. Therefore, effect of porosity on fatigue life can be summarised by the following:
-
Samples with a lower fatigue life generally have a larger effective pore size.
-
For samples with the same pore size, samples with subsurface or internal pores have a longer fatigue life than those with surface pores particularly under R = −1 loading.
-
For R = 0.1 loading, subsurface defects may be equally critical as surface defects, since both grow under loading particularly at high stresses.
-
For R = −1 loading, the variation in pore size and location has a greater effect on the fatigue life.
4.3 Fatigue life prediction
From the above results, porosity is a major cause of fatigue failure. The XCT results show that pore size is more critical than pore density, while the fracture surface shows that the pores near the surface are detrimental to fatigue loading. Therefore, to gain a better insight into the effects of porosity, both pore size and location need to be considered in predicting fatigue life. SEM is, however, a destructive method, and hence, pore size and location at the fracture surface can only be determined from failed samples. Therefore, the porosity data (pore size and location) from non-destructive XCT images were used instead of SEM fracture data. The resultant fatigue life prediction obtained was compared with experimental data. To this end, the stress intensity factor (SIF), K, is calculated for two pores (the largest and nearest to the surface) captured by XCT of the samples before testing. The local maximum stress intensity factor near these pores is subsequently used to evaluate the effect of these pores on the fatigue life cycle.
The stress intensity factor can be represented using Murakami’s formula [37, 49]
where K is the stress intensity factor (MPa √m), σ the applied nominal stress (MPa), and Y is the factor accounting for the position of the pores. Typically, Y = 0.5 for internal pores, while Y = 0.65 for surface pores [49]. The effective defect size is considered by the square root of the area of the critical defect in Eq. 1.
The maximum K calculated for each sample is used in the further analysis. Figure 17 shows the relationship between the maximum K of each sample and their corresponding fatigue life. It is seen that the fatigue life decreases for the sample with larger K at a similar loading condition. The significance of K on fatigue life is clearly observed in Fig. 17 for R = −1 loading condition and R = 0.1 loading. The research conducted by [50] on the effect of critical defect size on fatigue failures provides similar insights into the relationship between defect characteristics and fatigue behaviour in materials.

A modified version of Murakami’s formula is also used to calculate a modified stress intensity factor, Kmod. To obtain Kmod, parameter Y is replaced with, a new parameter, \(\gamma\), which considers both diameter and exact location from the XCT data. Furthermore, the local maximum stress (σlm) around the pores is considered instead of the remote applied stress (σ). The local maximum stress\(\sigma_{{{\text{lm}}}} = k_{{\text{t}}} .\sigma\), where kt (stress concentration) refers to the ratio of maximum local stress to applied stress. An equation for kt was proposed by Siddique et al. [51]
Therefore
where \(\gamma = \frac{d}{s}\), d is the diameter of the pore and s is the distance from the surface [51].
The calculated Kmod and its relationship with fatigue life can be seen in Fig. 18. Kmod is determined based on the maximum stress value associated with one pore in each sample. The largest pore of each sample, which lies within 300 µm of the surface, is chosen in this case. Similar to K, increasing Kmod lowers the fatigue life. It is noteworthy that the effect of Kmod on fatigue life is clearly observed when considering the data across all applied stresses and in particular for lower applied stresses (100 MPa and 120 MPa) under R = −1 loading. Figure 18b shows that the samples tested at similar loads (e.g., 120 MPa and 100 MPa) have different Kmod and thus have different fatigue lives. The trend that fatigue life decreases with increasing Kmod (Kmod depends on both pore size and location) follows the fracture surface results observed in Fig. 16. However, a few samples have different Kmod values but have similar fatigue life, especially at higher stress conditions (such as 250 MPa or 200 MPa, Fig. 18). This means that the pore size has a greater influence on the fatigue life under both test conditions when testing at lower stresses than at higher stresses. Both K and Kmod consider pore location and size, and their effect on fatigue life is significant. From Fig. 18, an equation can be proposed (for each test condition) relating the fatigue life to the stress state, porosity size, and location.
where Kmod is determined from Eqs. 2 and 3. In agreement with Siddique et al. [51] this analysis has shown that a ratio of larger pore diameter to distance from the surface leads to a higher stress concentration (the ratio between maximum local stress to applied stress) around the pores, leading to a lower fatigue life. This is a much better predictor of fatigue life than pore fraction or pore size alone (Figs. 15 and 17). The research conducted by [50] on the effect of critical defect size on fatigue failures provides similar insights into the relationship between defect characteristics and fatigue behaviour in materials. However, the prediction accuracy is higher for R = −1 loading than R = 0.1 loading. This is because the pores, which may not be detected under CT, grow under R = 0.1 loading. Both the fracture surface images, and CT data analysis indicate that the higher the stress intensity factor (K or Kmod in this case), the lower the fatigue life. The SIF increases significantly near the surface and acts as an important factor for the initiation of fatigue cracks, indicating that the fatigue life variation is more controlled by the pore location and size than the overall porosity density.

Fatigue life of machined samples plotted against Kmod (using modified Y parameter) [51]) for a R = 0.1 M samples and b R = −1 M and M&P samples
5 Conclusions
The relative effect of surface roughness and porosity has been evaluated in this study based on linear elastic fracture mechanics. It has been found that in as-built Al10SiMg the fatigue life is controlled primarily by the surface roughness where Ra > 1.5 µm. However, when samples are machined or machined and polished, variations in surface roughness (Ra < 1.0 µm) are not as dominant as the porosity size and location, which was confirmed by fracture surface analysis. Furthermore, for small variations in average roughness (0.1–0.3 µm) within a similar sample type, there is no clear relationship between roughness and fatigue life.
-
In M /M&P samples (where the Ra < 1.0 µm), porosity primarily causes fatigue failure rather than surface roughness. As a result, the fatigue cracks in M and M&P samples are found to initiate at the surface (pores connected to a surface) or subsurface pores. The M and M&P samples have similar fatigue life cycles for the same load, with a larger scatter in the S–N curve for the M&P condition.
-
Two stress ratios, R = 0.1 and −1, based loading cases were investigated in the present study. It was found that samples with larger effective pores have a lower fatigue life under the same applied loads.
-
At the loading of R = 0.1, subsurface defects are almost equally critical as surface defects, since both types of defects grow under loading, particularly at high stresses. However, at the completely reversed loading of R = −1, the pore size and location variation have a greater effect on the fatigue life than the overall pore density.
In summary, the fatigue life of machined samples is hierarchically controlled by the pores’ location, size, and density. Further polishing does not cause any notable changes in fatigue life. The fatigue results were also analysed using a modified Murakami equation [37] using XCT porosity data as an input variable. This equation can be used to predict the fatigue life of L-PBF Al10SiMg alloys without experimental testing when porosity size and distribution is known.
Data availability
The data used to support the findings of this study are included within the article.
References
Zhai Y, Lados DA, LaGoy JL (2014) Additive manufacturing: making imagination the major limitation. JOM (1989) 66(5):808–816. https://doi.org/10.1007/s11837-014-0886-2
Romano S, Bruckner-Foit A, Brandao A, Gumpinger J, Ghidini T, Beretta S (2018) Fatigue properties of AlSi10Mg obtained by additive manufacturing: defect-based modelling and prediction of fatigue strength. Eng Fract Mech 187:165–189. https://doi.org/10.1016/j.engfracmech.2017.11.002
Huang R et al (2016) Energy and emissions saving potential of additive manufacturing: the case of lightweight aircraft components. J Clean Prod 135(C):1559–1570. https://doi.org/10.1016/j.jclepro.2015.04.109
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392. https://doi.org/10.1016/j.actamat.2016.07.019
Trevisan F et al (2017) On the selective laser melting (SLM) of the AlSi10Mg alloy: process, microstructure, and mechanical properties. Materials 10(1):76. https://doi.org/10.3390/ma10010076
Mortazavian S, Fatemi A (2015) Tensile and fatigue behaviors of polymers for automotive applications. Materialwiss Werkstofftech 46(2):204–213. https://doi.org/10.1002/mawe.201400376
Schijve J (1994) Fatigue of aircraft materials and structures. Int J Fatigue 16(1):21–32. https://doi.org/10.1016/0142-1123(94)90442-1
Afroz L, Das R, Qian M, Easton M, Brandt M (2022) Fatigue behaviour of laser powder bed fusion (L-PBF) Ti–6Al–4V, Al–Si–Mg and stainless steels: a brief overview. Int J Fract 235(1):3–46. https://doi.org/10.1007/s10704-022-00641-3
Persenot T, Buffiere J-Y, Maire E, Dendievel R, Martin G (2017) Fatigue properties of EBM as-built and chemically etched thin parts. Procedia Struct Integr 7:158–165. https://doi.org/10.1016/j.prostr.2017.11.073
Uzan NE, Shneck R, Yeheskel O, Frage N (2017) Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater Sci Eng A Struct Mater Prop Microstruct Process 704:229–237. https://doi.org/10.1016/j.msea.2017.08.027
Damon J, Dietrich S, Vollert F, Gibmeier J, Schulze V (2018) Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit Manuf 20:77–89. https://doi.org/10.1016/j.addma.2018.01.001
Domfang Ngnekou JN, Nadot Y, Henaff G, Nicolai J, Ridosz L (2021) Effect of as-built and ground surfaces on the fatigue properties of AlSi10Mg alloy produced by additive manufacturing. Metals 11(9):1432
Beevers E et al (2018) Fatigue properties and material characteristics of additively manufactured AlSi10Mg-effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int J Fatigue 117:148–162. https://doi.org/10.1016/j.ijfatigue.2018.08.023
Brandão AD, Gumpinger J, Gschweitl M, Seyfert C, Hofbauer P, Ghidini T (2017) Fatigue properties of additively manufactured AlSi10Mg–surface treatment effect. Procedia Struct Integr 7:58–66. https://doi.org/10.1016/j.prostr.2017.11.061
Mohammad A, Mohammed MK, Alahmari AM (2016) Effect of laser ablation parameters on surface improvement of electron beam melted parts. Int J Adv Manuf Technol 87(1):1033–1044. https://doi.org/10.1007/s00170-016-8533-4
Wang D et al (2018) Reducing porosity and refining grains for arc additive manufacturing aluminum alloy by adjusting arc pulse frequency and current. Materials 11(8):1344
Bland S, Aboulkhair NT (2015) Reducing porosity in additive manufacturing. Metal Powder Rep 70(2):79–81. https://doi.org/10.1016/j.mprp.2015.01.002
Suryawanshi J, Prashanth KG, Scudino S, Eckert J, Prakash O, Ramamurty U (2016) Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater 115:285–294. https://doi.org/10.1016/j.actamat.2016.06.009
Mower TM, Long MJ (2016) Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater Sci Engi Struct Mater Prop Microstruct Process 651:198–213. https://doi.org/10.1016/j.msea.2015.10.068
Aboulkhair NT, Maskery I, Tuck C, Ashcroft I, Everitt NM (2016) Improving the fatigue behaviour of a selectively laser melted aluminium alloy: influence of heat treatment and surface quality. Mater Des 104:174–182. https://doi.org/10.1016/j.matdes.2016.05.041
Brandl E, Heckenberger U, Holzinger V, Buchbinder D (2012) Additive manufactured AlSi10Mg samples using selective laser melting (SLM): microstructure, high cycle fatigue, and fracture behavior. Mater Des 34:159–169. https://doi.org/10.1016/j.matdes.2011.07.067
Raja A, Cheethirala SR, Gupta P, Vasa NJ, Jayaganthan R (2022) A review on the fatigue behaviour of AlSi10Mg alloy fabricated using laser powder bed fusion technique. J Mater Res Technol 17:1013–1029. https://doi.org/10.1016/j.jmrt.2022.01.028
Xu ZW, Wang Q, Wang XS, Tan CH, Guo MH, Gao PB (2020) High cycle fatigue performance of AlSi10mg alloy produced by selective laser melting. Mech Mater 148:103499. https://doi.org/10.1016/j.mechmat.2020.103499
Zhang J, Li J, Wu S, Zhang W, Sun J, Qian G (2022) High-cycle and very-high-cycle fatigue lifetime prediction of additively manufactured AlSi10Mg via crystal plasticity finite element method. Int J Fatigue 155:106577. https://doi.org/10.1016/j.ijfatigue.2021.106577
Qian G, Jian Z, Qian Y, Pan X, Ma X, Hong Y (2020) Very-high-cycle fatigue behavior of AlSi10Mg manufactured by selective laser melting: effect of build orientation and mean stress. Int J Fatigue 138:105696. https://doi.org/10.1016/j.ijfatigue.2020.105696
Jiang Z, Sun J, Berto F, Wang X, Qian G (2023) Fatigue and fracture behavior of AlSi10Mg manufactured by selective laser melting: a review. Phys Mesomech 26(4):367–390. https://doi.org/10.1134/S102995992304001X
Ferro P, Fabrizi A, Berto F, Savio G, Meneghello R, Rosso S (2020) Defects as a root cause of fatigue weakening of additively manufactured AlSi10Mg components. Theor Appl Fract Mech 108:102611. https://doi.org/10.1016/j.tafmec.2020.102611
Maskery I et al (2015) Fatigue performance enhancement of selectively laser melted aluminium alloy by heat treatment. In: 26th annual international solid freeform fabrication symposium, Austin, Texas, USA, p 1017–1025
Bao J et al (2020) Defect evolution during high temperature tension-tension fatigue of SLM AISi10Mg alloy by synchrotron tomography. Mater Sci Eng A 792:139809. https://doi.org/10.1016/j.msea.2020.139809
Larrosa NO et al (2018) Linking microstructure and processing defects to mechanical properties of selectively laser melted AlSi10Mg alloy. Theor Appl Fract Mech 98:123–133. https://doi.org/10.1016/j.tafmec.2018.09.011
Tridello A et al (2019) Influence of the annealing and defects on the VHCF behavior of an SLM AlSi10Mg alloy. Fatigue Fract Eng Mater Struct 42(12):2794–2807. https://doi.org/10.1111/ffe.13123
Zhou L, Mehta A, Schulz E, McWilliams B, Cho K, Sohn Y (2018) Microstructure, precipitates and hardness of selectively laser melted AlSi10Mg alloy before and after heat treatment. Mater Charact 143:5–17. https://doi.org/10.1016/j.matchar.2018.04.022
Zhang M et al (2018) Effect of heat treatment on fatigue crack initiation of laser powder bed fusion stainless steel 316L. MATEC Web Conf 165:22006. https://doi.org/10.1051/matecconf/201816522006
Dan C et al (2023) Achieving ultrahigh fatigue resistance in AlSi10Mg alloy by additive manufacturing. Nat Mater 22(10):1182–1188. https://doi.org/10.1038/s41563-023-01651-9
Sajadi F, Tiemann J-M, Bandari N, Darabi AC, Mola J, Schmauder S (2021) Fatigue improvement of alsi10mg fabricated by laser-based powder bed fusion through heat treatment. Met (Basel) 11(5):683. https://doi.org/10.3390/met11050683
Yadollahi A, Shamsaei N (2017) Additive manufacturing of fatigue resistant materials: challenges and opportunities. Int J Fatigue 98:14–31. https://doi.org/10.1016/j.ijfatigue.2017.01.001
Murakami Y, Nemat-Nasser S (1983) Growth and stability of interacting surface flaws of arbitrary shape. Eng Fract Mech 17(3):193–210. https://doi.org/10.1016/0013-7944(83)90027-9
Beretta S, Romano S (2017) A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int J Fatigue 94:178–191. https://doi.org/10.1016/j.ijfatigue.2016.06.020
Seifi M, Salem A, Satko D, Shaffer J, Lewandowski JJ (2017) Defect distribution and microstructure heterogeneity effects on fracture resistance and fatigue behavior of EBM Ti–6Al–4V. Int J Fatigue 94:263–287. https://doi.org/10.1016/j.ijfatigue.2016.06.001
Hamidi Nasab M, Giussani A, Gastaldi D, Tirelli V, Vedani M (2019) Effect of surface and subsurface defects on fatigue behavior of AlSi10Mg alloy processed by laser powder bed fusion (L-PBF). Metals 9(10):1063
Aboulkhair NT, Simonelli M, Parry L, Ashcroft I, Tuck C, Hague R (2019) 3D printing of aluminium alloys: additive manufacturing of aluminium alloys using selective laser melting. Prog Mater Sci 106:100578. https://doi.org/10.1016/j.pmatsci.2019.100578
Ng GKL, Jarfors AEW, Bi G, Zheng HY (2009) Porosity formation and gas bubble retention in laser metal deposition. Appl Phys Mater Sci Process 97(3):641–649. https://doi.org/10.1007/s00339-009-5266-3
Zhang B, Li Y, Bai Q (2017) Defect formation mechanisms in selective laser melting: a review. Chin J Mech Eng 30(3):515–527. https://doi.org/10.1007/s10033-017-0121-5
Gong H, Rafi K, Gu H, Starr T, Stucker B (2014) Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit Manuf 1–4:87–98. https://doi.org/10.1016/j.addma.2014.08.002
Vilaro T, Colin C, Bartout JD (2011) As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall Mater Trans A Phys Metall Mater Sci 42(10):3190–3199. https://doi.org/10.1007/s11661-011-0731-y
Carter LN, Essa K, Attallah MM (2015) Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyp J 21(4):423–432. https://doi.org/10.1108/Rpj-06-2013-0063
Bandyopadhyay A, Ciliveri S, Guariento S, Zuckschwerdt N, Hogg WW (2023) Fatigue behavior of additively manufactured Ti3Al2V alloy. MSAM. https://doi.org/10.36922/msam.1705
Cao F, Zhang TT, Ryder MA, Lados DA (2018) A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM (1989) 70(3):349–357. https://doi.org/10.1007/s11837-017-2728-5
Murakami Y (2002) Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions. Elsevier, Oxford
Soltani-Tehrani A, Isaac JP, Tippur HV, Silva DF, Shao S, Shamsaei N (2023) Ti-6Al-4V powder reuse in laser powder bed fusion (L-PBF): the effect on porosity, microstructure, and mechanical behavior. Int J Fatigue 167:107343. https://doi.org/10.1016/j.ijfatigue.2022.107343
Siddique S et al (2015) Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater Design 83:661–669. https://doi.org/10.1016/j.matdes.2015.06.063
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Afroz, L., Qian, M., Forsmark, J. et al. Fatigue life of laser powder bed fusion (L-PBF) AlSi10Mg alloy: effects of surface roughness and porosity. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00759-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00759-x