
Abstract
In this study, fully densified Si3N4/TiAl composites were fabricated using the field-assisted sintering technique (FAST). Microstructural analysis showed the evolution of a continuous network structure consisting of minor fractions of in-situ formed Ti2AlN, unreacted Si3N4 ceramic particles and dominant Ti5Si3 intermetallic phases within the TiAl matrix at Si3N4 content above 1.5 wt%. The hardness of the developed composites increases with increasing Si3N4 content, with 7Si3N4/TiAl composite exhibiting the highest hardness of approximately 487 HV1.0, which was about 57% higher than that of the sintered pure TiAl alloy. Among the sintered samples, 1.5Si3N4/TiAl composite displayed the highest flexural strength of 832.65 ± 12.88 MPa (34.3% higher than pure TiAl matrix) with a deflection of 0.14 mm. In contrast, the lowest flexural strength and deflection of 535.44 ± 21.14 MPa and 0.09 mm were obtained in composite reinforced with 7 wt% Si3N4 ceramic content. The fractured surface of the sintered samples displayed predominantly cleavage fracture mode.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The unique properties of titanium aluminide (TiAl) based alloys, including high specific strength, low density and high stiffness, good oxidation and creep resistance, have made them essential structural materials for lightweight, elevated-temperature applications in the aerospace and automotive industry [1, 2]. TiAl-based alloys are increasingly gaining attention as a better replacement for Ni-based superalloys primarily because of their low density. For instance, TiAl4822 alloy (Ti48Al2Cr2Nb) has been used instead of Ni-based superalloy for low-pressure turbine blades in GEnx engines since 2006. Also, using two steps of lighter TiAl low-pressure turbine blades in aero-engines significantly reduces the weight of each engine by approximately 100 kg [3]. Aside from the low-pressure turbine blades, other parts, including turbine dampers, compressor blades and shrouds, and blade trainers, have been made from TiAl alloys by Volvo and Pratt & Whitney. These applications stem from the exceptional properties of the TiAl alloys, which generally improve energy efficiency and ensure the safety and durability of the structure or engine [4]. Nevertheless, their poor ductility at room temperature and elevated temperature strength limit their utilization for many industrial applications [1,2,3, 5, 6].
Several works have demonstrated that TiAl alloy properties can be enhanced by compositional modification through alloying [7,8,9], heat treatment to modify the transformation characteristics [10,11,12], composite processing to restrict crack propagation and refine the microstructure [13,14,15], and utilization of advanced processing technology to achieve microstructural control and eliminate anisotropic behaviour [16,17,18]. Notably, most of these processes are mutually conducted to achieve the desired microstructural and property improvements [19]. Among the mentioned approaches, significant efforts have been channelled towards developing TiAl matrix composites, especially owing to their improved ductility at ambient temperature and enhanced elevated-temperature strength, endearing them to various applications in various engineering fields [6, 15].
Many studies have established improvements in the mechanical properties of TiAl alloys through the addition of reinforcing or strengthening phases into their matrix. At the heart of this process is the mechanical milling of the initial powders to achieve homogeneous dispersion of the particles and prevent agglomeration, which may ultimately deteriorate the properties of the ensuing composites or alloys [20]. Mechanical milling activates the powder particles and increases the degree of their interfacial reaction due to the bombarding energy of the milling ball. Consequently, it aids densification during sintering [21]. Several works have employed this method to improve sinterability during materials consolidation [22,23,24]. Ren et al. [23] examined the mechanical properties of mechanically milled, hot-pressed Ti2AlC/TiAl composites reinforced with 20–40 vol% Ti2AlC. The improved mechanical properties of the fabricated composites were ascribed to the formation of interconnecting network structures in the composites’ matrix. The optimum properties were achieved in composite reinforced with 20 vol% of Ti2AlC. Tan et al. [25] examined the microstructure and mechanical properties of arc-melted SiCf/TiAl composites. It was reported that the composites were strengthened by the incorporated SiC fibres, which also interacted with the matrix to precipitate the brittle Ti5Si3 phase. Thus hastening the failure of the composites during deformation.
Improved properties of the developed TiAl-based composites due to precipitation of the in-situ Ti2AlN phase were reported by several authors [24, 26, 27]. Liu et al. [27] showed that the incorporation of Ti2AlN particles into the TiAl matrix improved the properties of the resulting TiAl composite due to its similar thermal expansion ( 8.8 × 10− 6 K− 1) and density (4.31 g cm− 3) to that of TiAl alloy. Tao et al. [28] and Huang et al. [29] also found that the precipitation of Ti5Si3 intermetallic phase in a titanium-based composite matrix improves the tensile strength but deteriorates the elongation of the composite. Wimler et al. [5] employed the SPS technique to consolidate two TiAl alloys. They achieved enhanced creep resistance due to the needle-shaped p-Ti3AlC phase precipitated in the matrix during annealing. Du et al. [30] studied the effect of Si addition on microstructural evolution and properties of powder metallurgy fabricated TiAl alloy. The authors reported that the Si atoms were found at the α2/γ interface while its interaction with the matrix resulted in the formation of Ti5Si3 and M2B phases in the alloy matrix. It was also found that Si solute causes α2 laths to dissolve, thereby enhancing the recrystallization of the γ phase. In contrast, Klein et al. [31] found neither the Si atom nor its precipitate at the α2/γ interface. However, they reported the formation of Ti5Si3 phases between the colonies during the annealing of a novel γ-TiAl based alloy. Nam et al. [32] reported the formation of Ti2AlN and Ti3AlN in the matrix of TiAl alloys doped with nitrogen. They observed that at lower concentrations (below 0.5 at%) of nitrogen, no precipitation of nitrides phase was found. Improved mechanical properties were reported due to the precipitation of the in-situ phases [24, 33]. Tan et al. [24] studied the influence of BN addition on the microstructure and mechanical properties of vacuum-melted TiAl alloy. They reported that the addition of BN particulates resulted in the refinement of the matrix and the in-situ precipitation of Ti2AlN and TiB phases, resulting in improved mechanical properties of the developed TiAl composites.
Furthermore, processing methods also influence the properties of the developed composite. For instance, components fabricated through the powder metallurgy method usually display superior ductility compared to those obtained via traditional ingot metallurgy methods. Powder metallurgy produces microstructure with refined, equiaxed grains which readily slide during hot plastic deformation, thereby enhancing the workability of the material [34]. It has also been revealed that TiAl alloys fabricated through powder metallurgy possessed much lower deformation activation energy than the cast TiAl alloys. This ultimately broadens their thermal-working window [2, 34, 35]. Field-assisted sintering technique (FAST), otherwise referred to as spark plasma sintering (SPS), has been identified as a powder metallurgy process which allows the consolidation of TiAl alloys with refined microstructure devoid of chemical heterogeneities and controlled phase transformation at a relatively lower temperature and shorter time. This subsequently translates to more reliable mechanical properties of the developed materials [36,37,38,39].
The importance of TiAl alloys makes it imperative to continuously improve their properties to further widen their application areas. Currently, there is a dearth of information in the literature on FAST-fabricated TiAl alloy reinforced with Si3N4 ceramic particulates. Hence, in this work, Si3N4 ceramic, with excellent mechanical properties and a low coefficient of thermal expansion, oxidation and thermal shock resistance, is employed as a reinforcement phase to enhance the microstructure and the mechanical properties of the Ti-48Al-2Cr-2Nb (TiAl) alloy. The ensuing Si3N4/TiAl composites were consolidated using the FAST/SPS method, and the microstructural and phase evolution, densification and mechanical properties of the sintered composites were studied.
2 Experimental procedure
The Si3N4/TiAl composites were synthesized via a powder metallurgy process following the processing route indicated in Fig. 1. The TiAl (wt%) pre-alloyed powder with the composition shown in Table 1 and an average particle size of < 36 μm and 99.8% purity was supplied by TLS Technik & Co, GmbH, Germany. Si3N4 ceramic powder with an average particle size of ≤ 10 μm (99.4% purity) was provided by Sigma Aldrich, South Africa. The powders were weighed according to the compositions indicated in Table 2 and mixed in a stainless vial and balls using a planetary ball milling machine (PM-400MA, Retsch Germany) operated at a rotating speed of 200 rev/m for 4 h. The equipment was set to undergo a reverse rotation after 20 min and a break of 10 min throughout the operation. Thus, allowing variation of the impact energy during the milling process. The ball-to-powder (BPR) ratio was maintained at 5:1.
Subsequently, the quantity of the milled powder to fabricate a disc of Ø40 × 10 mm was weighed and loaded into a graphite mold. A graphite foil of 0.2 mm thick was used to ensure seamless removal and prevent any interaction between the milled composite powder and the inner part of the die. The graphite mold was pre-pressed for 20s before being charged into the sintering furnace (HHPD-25, FCT Systeme, Germany). The Si3N4/TiAl composites were sintered at a sintering temperature, applied pressure and heating rate of 1100 °C, 50 MPa and 100 °C/min, respectively, for 5 min in a vacuum environment of 0.5 mbar. The sintered compacts were allowed to cool down to ambient temperature and sandblasted to remove any graphite layer on their surface. Subsequently, the samples were sectioned using electrical discharge machining (EDM) for metallographic analysis. The metallographically prepared and etched (Kroll’s reagent) samples were analyzed to obtain information on their morphology using the field emission scanning electron microscope (FESEM JEOL JSM-7900 F) incorporated with an energy dispersive X-ray spectroscope (EDS).
The phase composition of the consolidated TiAl alloy and the Si3N4/TiAl composites were quantitatively studied by PANalytical Empyrean, X-ray diffractometer (PW1710 model) using Cu Kα radiation with wavelength 1.5406 Å at a corresponding current and accelerating voltage of 40 mA and 40 kV. The diffractograms were obtained at Bragg’s angle (2θ) ranging from 5 to 90° and a step size of 0.01. The density evaluation was conducted using the Archimedes approach, and the relative density of the sintered compacts was determined as a ratio of bulk density to theoretical density. A Vickers hardness tester (INNOVA TEST FALCON 507) with an indentation load of 1000 gf and a dwell time of 15s was used to assess the hardness of the specimens. The average hardness value after ten (10) indentations was documented for each specimen. The room temperature flexural test of the sintered compacts was conducted with a 25 kN Instron testing machine (1342 servo-hydraulic) operated at a 0.5 mm/min fracture rate. Three flat specimens with a support span of 18 mm, width of 2.5 mm and thickness of 3 mm were prepared for each composition to ascertain the reproducibility of the results. The morphologies of the fractured surface of the developed composites were analysed using an analytical SEM (JEOL JSM-6010 PLUS/LA). The fabrication route for the developed Si3N4/TiAl composites and the morphology of the starting and mixed powders are presented in Fig. 1.

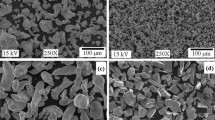
(a) Schematic representation of Si3N4/TiAl composites fabrication route; SEM images showing the morphology of (b) TiAl pre-alloy powder (c) Si3N4 powder; and (d) Si3N4/TiAl composite powder
3 Results and discussion
3.1 Characteristics of the initial powders
The characteristics of the initial and milled powders are shown in Fig. 1b – d. Figure 1b displayed the spherically shaped particles of pre-alloyed TiAl powders, which suggests their formation through the gas atomization process. The Si3N4 powder was observed in Fig. 1c as irregularly shaped particles possibly formed due to the crushing of the large lump. The different morphologies of the starting powders aid compaction and enhance densification during the sintering process. Figure 1d indicates the adherence of the uniformly dispersed Si3N4 ceramic particles to the surface of the TiAl particles after the planetary ball milling of the initial powders for 4 h.
3.2 Densification behaviour of the sintered composites
Figure 2a represents the relative displacement of the SPS ram as a function of time during the sintering of pure TiAl and Si3N4/TiAl composites. The curves showcase a series of activities, including particle rearrangement, localized deformation, compaction, neck formation, and sintering, which contributed to the development of the final composite during the SPS cycle. As seen from Fig. 2a, 0.5Si3N4/TiAl and 1.5 Si3N4/TiAl composites displayed a maximum punch displacement of about 7.71 mm. The least punch displacement of approximately 7.12 mm was obtained for composite reinforced with 7wt% Si3N4.
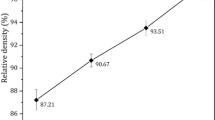
The extent of punch displacement is significant to the densification achieved by the sintered samples. To justify this assertion, Fig. 2b indicates the variation of the relative density with the percentage porosity of the sintered pure TiAl and Si3N4/TiAl composites after sintering. The pure TiAl displayed a relative density of 99.13%, corresponding to a punch displacement of about 7.26 mm. A higher relative density (punch displacement of ~ 7.71 mm) was achieved in composites containing 0.5wt% − 3wt% Si3N4 compared to the sintered pure TiAl. However, the least relative density and punch displacement of 98.91% and 7.12 mm, respectively, were exhibited by 7Si3N4/TiAl composite among the sintered samples. The improved densification of the sintered composites containing 0.5wt% − 3wt% Si3N4 relative to the pure TiAl can be attributed to the formation of a transient liquid phase due to the interaction between Ti and Si [40, 41] during sintering, which enhances the wettability between the TiAl matrix and the reinforcement. However, increasing the reinforcement content means more Si3N4–Si3N4 contacts compared to Ti–Si3N4 contacts within the matrix. Thus, restricting atomic interaction between Ti and Si leads to the low generation of the liquid phase and low displacement of the SPS ram (Fig. 2a) during sintering. This is responsible for the declining relative density at higher reinforcement content, as notably observed in the 7Si3N4/TiAl composite (Fig. 2b). Similar findings were reported in our previous work [42]. The aforementioned reason is also responsible for the porosity level witnessed in the sintered samples with increasing Si3N4 content within the TiAl matrix, as depicted in Fig. 2b.

a Punch displacement-time graph. b Relative density and percentage porosity of the sintered Si3N4/TiAl composites
3.3 Microstructural analysis of the sintered composites
The microstructure of the sintered pure TiAl alloy is presented in Fig. 3, while Figs. 4 and 5 displayed the microstructural characteristics of the sintered Si3N4/TiAl composites. Figure 3a shows uniformly distributed equiaxed dark and bright phases within the matrix of the sintered TiAl. The inset, a1, represents a magnified image of Fig. 3a, revealing that the bright phase consists of lamellar colonies adjacent to the equiaxed dark phase. To ascertain the constituents of the sintered unreinforced TiAl sample, area EDS scanning, elemental distribution mapping and line EDS analysis were conducted, and the results are presented in Fig. 3b and c. The EDS mapping results in Fig. 3b display the predominance of Ti and Al in the matrix. This was further supported by the line scanning result (Fig. 3c), which signifies a higher fraction of Ti and Al compared to Cr and Nb in the matrix. The results of the EDS area analysis at point 1, presented in Table 3, also showed the predominance of Ti and Al in the sintered TiAl matrix. Thus suggesting the α2-Ti3Al/γ-TiAl phase within the lamellar colonies (bright phase), which were formed due to the eutectoid transformation of the α phase to γ-TiAl and α2-Ti3Al during solidification [27]. The dark, equiaxed phase signifies the γ-TiAl phase within the matrix. Hence, at ambient temperature, the microstructure of the sintered pure TiAl alloy comprises colonies of α2-Ti3Al/γ-TiAl and γ-TiAl phases.

SEM image of a sintered, pre-alloyed TiAl with inset showing a magnified SEM image of the phases, b EDS mapping showing the elemental distribution in a, and c line scanning results revealing the prominent elements and their fractions in a
The SEM images and EDS mapping results of the 0.5Si3N4/TiAl and 1.5Si3N4/TiAl composites are presented in Fig. 4a – b and c – d, respectively. It was generally observed in Fig. 4a and c that the addition of Si3N4 reinforcement resulted in the formation of coarse features, which were spatially distributed within the TiAl matrix. These features were suspected to be secondary phases formed due to the interaction between the TiAl matrix and the Si3N4 reinforcement during sintering at 1100 °C. The EDS mapping result in Fig. 4b indicates the presence of nitrogen, N, alongside the matrix elements of Ti, Al, Cr and Nb. This shows that there was selective dissolution or release of the constituent elements of the reinforcement at the contacting points with the matrix during sintering, thereby increasing the nitrogen content in the Ti3Al phase within the matrix. The results of the EDS analysis of points 2 and 3, as shown in Table 3, revealed the increase in the concentration of N at point 2 compared to point 3, which was rich in Si, thereby suggesting that point 2 and point 3 contain in-situ Ti2AlN and Ti5Si3 intermetallic, respectively. However, with increasing Si3N4 content in 1.5Si3N4/TiAl composite, more coarse structures were visible within the microstructure of the composite (Fig. 4c). Elemental Si was detected in addition to Ti, Al, Cr, Nb and N as indicated by the EDS mapping results in Fig. 4d. The result of the EDS analysis of points 4 and 5 (Table 3) also suggests the possibility of formation of in-situ Ti2AlN and Ti5Si3 precipitates within the matrix of the composite.

a SEM image of the sintered 0.5Si3N4/TiAl composite b EDS mapping displaying elemental distribution in a, c SEM image of sintered 1.5Si3N4/TiAl composite d EDS mapping showing the elemental distribution in (c)
The microstructure of the sintered 3Si3N4/TiAl and 7Si3N4/TiAl composites shown in Fig. 5a and c, respectively, revealed that at increasing Si3N4 content, the reinforcement phase forms a nearly continuous and continuous network structure along the grain boundaries of the composites matrix. The EDS analysis results (points 6, 7 (Fig. 5a) and 8, 9 and 10 (Fig. 5c)) presented in Table 3, and the elemental mapping (Fig. 4b and d) suggest the precipitation of in-situ Ti2AlN and Ti5Si3 phases within the network structures with the matrix phase of α2-Ti3Al and γ-TiAl. In addition, the high fraction of Si and N displayed by the EDS line scanning result in Fig. 5e indicates that unreacted Si3N4 particles could be found within the Si3N4/TiAl composite matrix at higher reinforcement content. Increasing grain coarsening was observed in composites containing 3 wt% Si3N4 and became more pronounced in 7Si3N4/TiAl composite (Fig. 5c). These decreasing number of grain boundaries also contribute to the deterioration of the mechanical strength of these composites, as observed in Fig. 10.

a SEM image of the sintered 3Si3N4/TiAl composite (b) EDS mapping displaying elemental distribution in (a); (c) SEM image of the sintered 7Si3N4/TiAl composite (d) EDS mapping displaying elemental distribution in (d); (e) line scanning analysis showing the prominent elements and their fractions in the site indicated in (a)
3.4 Phase evolution
The XRD patterns of the sintered pre-alloyed TiAl alloy and Si3N4/TiAl composites with varying fractions of Si3N4 are demonstrated in Fig. 6. The diffractogram of the pre-alloyed TiAl showed the existence of only γ-TiAl and α2-Ti3Al phases having tetragonal and hexagonal crystal structures with space group P4/mmm (No. 123) and P63/mmc (No. 194), respectively. Similar phases were observed in 0.5Si3N4/TiAl composite without any peaks of unreacted Si3N4. This shows that Si3N4 completely reacted with the matrix during sintering. During sintering, the solid-solid reaction between Ti and Si forms in-situ Ti5Si3 in the composite matrix [29, 43]. The in-situ formed Ti5Si3 intermetallic phase is precipitated at the grain boundaries within the composite matrix (Fig. 5a and e). Also, N and Si, being α2 (Ti3Al) phase stabilizers, form a solid solution within the α2 phase, provided their fractions are within their solubility limit. Otherwise, they are precipitated as in-situ Ti2AlN and Ti5Si3 phases within the matrix. Therefore, the non-detection of in-situ Ti2AlN and Ti5Si3 intermetallic phases in the diffraction pattern of the composite containing 0.5wt% Si3N4 can be attributed to the lower content of N and Si (from dissociated Si3N4) which falls within the solubility limit of N and Si in α2 phase in the 0.5Si3N4/TiAl composite.
The evolution of diffraction peaks corresponding to in-situ Ti2AlN (Hexagonal crystal structure; Space group: Number – P63/mmc:194) and Ti5Si3 (Hexagonal crystal structure; Space group: Number – P63/mcm:193) intermetallic phases were observed as the Si3N4 content increased signifying higher fractions of N and Si in Ti3Al phase of the 1.5Si3N4/TiAl and 3Si3N4/TiAl composites. However, the increasing Si3N4 fractions in the 3Si3N4/TiAl composite means the dissolution of more Si into the Ti3Al phase. According to Du et al. [30] and Huang et al. [44], this encourages the dissolution of the Ti3Al phase, reduces recrystallization barrier, aids diffusion and stimulates the recrystallization of the γ-TiAl phase. Consequently, this is responsible for the increased fraction of the γ-TiAl phase in the 3Si3N4/TiAl composite (Fig. 7). By increasing the Si3N4 content to 7wt%, the fraction of the γ-TiAl phase decreases again while that of the Ti3Al phase increases. This can be traced to more Si3N4-Si3N4 interparticle contacts in the matrix at higher reinforcement content, which might create stress concentrations and hinder the diffusion processes necessary for the stabilization of the γ-TiAl phase. Consequently, the formation of Ti3Al becomes more thermodynamically favourable, leading to its increase at the expense of the γ-TiAl phase. Also, new peaks belonging to unreacted Si3N4 (Hexagonal crystal structure; Space group: Number – P63/m:173) were detected in the 7Si3N4/TiAl composite matrix, confirming the presence of some unreacted Si3N4 ceramic particles as observed in the EDS results of Fig. 5a and c presented in Table 3. Increasing peak intensity of the in-situ generated phases (Fig. 6) was also observed, which connotes an increase in the volume fraction of these phases within the matrix of the composites as the reinforcement content increases (Fig. 7). Nevertheless, a drop in the concentration of the in-situ Ti2AlN phase was observed in 7Si3N4/TiAl composite which can be ascribed to the predominance of α2-Ti3Al phase in the matrix. The higher interstitial solid solubility of N in the α2-Ti3Al phase was stated by Tan et al. [24] and Menand et al. [45]. Therefore, the α2-Ti3Al phase inhibits atomic nitrogen diffusion [46]. Thus, the volume fraction of the in-situ Ti2AlN phase formed in the sintered composites is reduced as the concentration of Ti3Al increases in the matrix. This was conspicuously observed in the 7Si3N4/TiAl composite compared to the other Si3N4/TiAl composites in this work with a lower concentration of the Ti3Al phase (Fig. 7).

XRD patterns of the sintered pre-alloyed TiAl and Si3N4/TiAl composites with varying fractions of Si3N4 ceramic particulates

Phase fractions in the sintered pre-alloyed TiAl and Si3N4/TiAl composites
3.5 Mechanical properties
3.5.1 Microhardness
The hardness value of the sintered Si3N4/TiAl composites obtained as an average value from ten (10) indentations is presented in Fig. 8. The results revealed that the hardness of the sintered compacts increases with increasing Si3N4 content. The sintered pure TiAl displayed the least hardness value of 310.83 ± 6.1 HV1.0. The composite containing 7wt% of Si3N4 exhibited the highest hardness value of about 486.72 ± 28.8 HV1.0. The observed trend of the hardness can be ascribed to the precipitation of the hard, in-situ formed phases of Ti5Si3 and Ti2AlN at lower reinforcement content (Fig. 6). It has been established that Ti5Si3 intermetallic and Ti2AlN phases exhibit superior hardness and elastic modulus compared to the TiAl matrix [47,48,49]; hence, these phases bear the load and resist dislocation propagation either by increasing the activation energy required for dislocation propagation to occur or stretching the dislocation path. Also, the presence of unreacted Si3N4 particles in addition to the Ti5Si3 intermetallic and Ti2AlN phases in the 7Si3N4/TiAl composite (Fig. 6) further enhances the hardness of the material. Therefore, the increasing concentration of these secondary phases within the matrix (Fig. 7) may create more impediments to dislocation movements. These phenomena improve the hardness behaviour of the sintered compacts.

Microhardness of the sintered pure TiAl alloy and Si3N4/TiAl composites
Figure 9 shows the optical micrographs of the representative indentation made on the sintered pure TiAl alloy and Si3N4/TiAl composites. It is noted that the indentation size decreases with increasing reinforcement content in the sintered samples. The largest indentation size was observed in the sintered pure TiAl alloy (Fig. 9a), while the 7Si3N4/TiAl composite displayed the least indentation size (Fig. 9e). This clearly shows increasing impediment to the indenter’s penetration into the sintered samples as the reinforcement content increases. Based on the indentation size effect, the hardness of a material increases as the indentation size decreases [50,51,52]. Hence, corroborating the hardness trend observed in Fig. 8.

Optical Micrographs showing indentation characteristics of the sintered (a) Pure TiAl alloy (b) 0.5 Si3N4/TiAl (c) 1.5Si3N4/TiAl (d) 3Si3N4/TiAl (e) 7Si3N4/TiAl composites
3.5.2 Flexural strength
Figure 10a shows the flexural stress-deflection curves of the pure TiAl alloy and Si3N4/TiAl composites. Generally, the curves showed initial resistance of the samples to deformation, after which an increase in the flow stress was witnessed with resultant strain hardening of the samples. After strain hardening, a gradual increase in flow stress was observed, followed by a slight downward bending of the slope, which can be traced to the onset of plastic deformation and potential microstructural changes in the material at higher strain. These changes cause the flow stress to increase at a decreasing rate, appearing as a bend in the curve prior to fracture failure of the pure TiAl alloy sample. Similar behaviour of TiAl has been reported in the literature [23, 49]. However, the curves of the developed Si3N4/TiAl composites showed that fracture failure occurred immediately after strain hardening of the samples. It was further observed that the deflection under bending load gradually decreased with increasing reinforcement content. The observed trend of the flexural stress-deflection curves translates to increased flexural strength with increasing Si3N4 content up to 1.5 wt% in the TiAl matrix, as demonstrated in Fig. 10b. Sintered pure TiAl alloy displayed a flexural strength of 619.83 ± 12.88 MPa since minimum resistance is offered to the dislocation propagation within the matrix. Subsequent addition of 0.5 wt% and 1.5 wt% Si3N4 ceramic into the TiAl alloy matrix yielded increasing flexural strength of 720.41 ± 17.54 MPa and 832.65 ± 20.01 MPa, respectively. However, the 7Si3N4/TiAl composite exhibited the least flexural strength of about 535.44 ± 21.14 MPa.
The wide disparity in the flexural strength of the sintered TiAl alloy and the Si3N4/TiAl composites can be traced to the increasing hardness of the composites as the concentration of the in-situ formed hard phases of Ti2AlN and Ti5Si3 increases with increasing Si3N4 content (Fig. 8). The hard phases of Ti2AlN and Ti5Si3 create resistance to dislocation propagation. Dislocation can only propagate by bowing and bypassing the hard phases, thus generating residual stress that forms back stress, which inhibits dislocation propagation. This increases the flexural strength of the 0.5Si3N4/TiAl and 1.5Si3N4/TiAl composites, as witnessed in Fig. 10. However, a declining flexural strength was observed in composites reinforced with 3 wt% and 7 wt% Si3N4 particles. This can be attributed to the high fractions of the hard, Ti5Si3 intermetallic phase, which formed the major constituent of the composite network structure at higher reinforcement content (Fig. 7). According to Sun et al. [53], the precipitation of the Ti5Si3 phase at room temperature enhances and accelerates crack formation and growth as the fracture toughness of Ti5Si3 intermetallic is significantly low at ambient temperature [43].
Therefore, the formation of a continuous network structure consisting of in-situ formed, hard phases of Ti2AlN, Ti5Si3 and unreacted Si3N4 along the grain boundaries of the TiAl matrix, especially the less dense 7Si3N4/TiAl composite (Fig. 5c), significantly reduced the plasticity of the composite and lead to abrupt failure of the sample under flexural load. Liu et al. [54] and Kakitsuji et al. [55] observed that precipitation of the in-situ Ti2AlN phase within the TiAl alloy matrix improved the fracture toughness and bending strength of the composites. However, the observed characteristics of the sintered composites reinforced with 3 wt% and 7 wt% S3N4 ceramic particles in this study showed that the effect of the dominant Ti5Si3 intermetallic phase outweighs that of the Ti2AlN due to its higher concentration within the composite matrix (Fig. 7). Hence the reduced flexural strength of these composites as shown in 10b. According to Xiao et al. [56], during bending, the outer part of the sample experiences tension and samples with weak interparticle atomic bonding exhibit poor flexural strength [26]. Therefore, it is not unexpected to observe the least flexural strength in the 7Si3N4/TiAl composite due to its poor densification resulting from weak interparticle bonding (Fig. 2b).

(a) Flexural stress-deflection curves (b) flexural strength of the sintered pure TiAl alloy and Si3N4/TiAl composites at room temperature
3.6 Fracture morphology
The fractographs of the sintered pure TiAl alloy and Si3N4/TiAl composites after room temperature bending test are depicted in Fig. 11. Figure 11a indicates the occurrence of intergranular cracks, transgranular cracks and microcracks within the matrix of the pure TiAl alloy after room temperature bending test. The high magnification SEM images of Fig. 11a, which revealed fracture features resembling cleavage facets, are presented in Fig. 11b and c. Furthermore, fluvial-like patterns and torn lamellae were observed on the cleavage surfaces of the fractured pure TiAl alloy. Thus, the sintered TiAl alloy experienced a predominantly brittle fracture, as displayed by the flexural stress–deflection curves in Fig. 10.
Figure 11d –f and g–i displayed the fractured surface characteristics of 0.5Si3N4/TiAl and 1.5Si3N4/TiAl composites, correspondingly. Fracture morphologies similar to that of the pure TiAl alloy were noticed on the fractured surface of the composites. Crack propagation was not observed in the composites at higher Si3N4 content above 0.5 wt%. A few phases of the reinforcement particles were noticed because of the pulling-out effect during loading. More cleavage facets and brightly coloured white tearing edges, which reflect increasing flexural strength with microplastic characteristics, were observed in both 0.5Si3N4/TiAl and 1.5Si3N4/TiAl composites.

Morphologies of the fractured surface of the sintered samples (a–c) pure TiAl alloy; (d–f) 0.5Si3N4/TiAl; (g–i) 1.5Si3N4/TiAl; (j–l) 3Si3N4/TiAl; (m–o) 7Si3N4/TiAl composites after room temperature bending test
The SEM fractographs of 3Si3N4/TiAl and 7Si3N4/TiAl composites are indicated in Fig. 11j – l and Fig. 11m – o, respectively. Figure 11j displayed several broken pieces of reinforcement phase particles formed during load transfer from the TiAl alloy matrix to the reinforcement phase. Also, features resembling honeycomb structures formed due to the crushing of the network structure during loading were noticed in the fractured surface of the composites, as shown in Fig. 11k and n, respectively. As the composites increase in hardness with increasing reinforcement content (especially in 3Si3N4/TiAl and 7Si3N4/TiAl composites), the presence of several reinforcement phases within the matrix deteriorates their flexural strength as noticed in Fig. 10b. Hence, the composites fractured predominantly by cleavage fracture, as attested to by the numerous cleavage facets observed in Fig. 11l and o.
4 Conclusion
This work incorporated varying fractions of Si3N4 ceramic particles into the TiAl alloy matrix by field-assisted sintering technique to synthesize fully densified Si3N4/TiAl composites. The developed Si3N4/TiAl composites consist of lamellar TiAl matrix reinforced with in-situ formed fine Ti2AlN and some unreacted Si3N4 particles embedded in a dominant network structure of Ti5Si3 intermetallic phase in the matrix. While the formation of the network structure enhanced the metallurgical bonding between the matrix and reinforcement, the presence of unreacted Si3N4 particles resulted in weak interparticle atomic bonding, which deteriorated the densification of the composite reinforced with 7 wt% Si3N4.
The hardness of the developed composites increases with growing Si3N4 content, with the 7Si3N4/TiAl composite exhibiting the highest hardness of 487 HV1.0, about 57% higher than that of the sintered pure TiAl alloy. Among the sintered samples, 1.5Si3N4/TiAl composite displayed the highest flexural strength of 832.65 ± 12.88 MPa (34.3% higher than the pure TiAl matrix) with a deflection of 0.14 mm. In contrast, the lowest flexural strength and deflection of 535.44 ± 21.14 MPa and 0.09 mm were obtained in composite reinforced with 7 wt% Si3N4 ceramic content.
The sintered TiAl alloy and composite containing 0.5 wt% − 1.5 wt% Si3N4 experienced intergranular cracking and cleavage fracture with microplastic deformation in certain areas. The sintered composites exhibit cleavage fracture with increasing Si3N4 content. The failure of the Si3N4/TiAl composites at higher reinforcement content was attributed to the crushing of the Ti5Si3 network structure and interfacial debonding of the reinforcement phase and the TiAl alloy matrix during flexural loading.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
T. Yang, B.X. Cao, T.L. Zhang, Y.L. Zhao, W.H. Liu, H.J. Kong, J.H. Luan, J.J. Kai, W. Kuo, C.T. Liu, Chemically complex intermetallic alloys: a new frontier for innovative structural materials. Mater. Today. 52, 161–174 (2022)
G. Zheng, B. Tang, S. Zhao, W.Y. Wang, X. Chen, L. Zhu, J. Li, Evading the strength-ductility trade-off at room temperature and achieving ultrahigh plasticity at 800℃ in a TiAl alloy. Acta Mater. 225, 117585 (2022)
W. Chen, Z. Li, 11 - additive manufacturing of titanium aluminides, in Additive Manufacturing for the Aerospace Industry, ed. by F. Froes, R. Boyer (Elsevier, 2019), pp. 235–263
T. Klein, L. Usategui, B. Rashkova, M.L. No, J. San Juan, H. Clemens, S. Mayer, Mechanical behavior and related microstructural aspects of a nano-lamellar TiAl alloy at elevated temperatures. Acta Mater. 128, 440–450 (2017)
D. Wimler, J. Lindemann, T. Kremmer, H. Clemens, S. Mayer, Microstructure and mechanical properties of novel TiAl alloys tailored via phase and precipitate morphology. Intermetallics. 138, 107316 (2021). 2021/11/01/
Q. Zou, L. Bu, Y. Li, P. Wang, Y. Guan, Z. Lou, Y. Luo, Effects of TiC0.4 on microstructure and properties of TiAl matrix composites. Mater. Charact., 194, pp. 112338, 2022/12/01/, 2022.
A.A. Siahboumi, A. Kermanpur, H.R. Ghorbani, L. Belova, Effect of hafnium addition on microstructure and room temperature mechanical properties of the Ti-48Al-2Cr-2Nb intermetallic alloy. J. Alloys Compd. 917, 165467 (2022)
C. Zhang, S. Zhang, Y. Pan, W. Xu, H.-. Singh, B. Liu, D. Lu, H. Wang, J. Zhang, X. Lu, Effect of Sn addition on the mechanical properties and high-temperature oxidation resistance of intermetallic TiAl alloys by first principles study and experimental investigation. J. Mater. Res. Technol. 21, 3666–3677 (2022)
B. Duan, Y. Yang, S. He, Q. Feng, L. Mao, X. Zhang, L. Jiao, X. Lu, G. Chen, C. Li, History and development of γ-TiAl alloys and the effect of alloying elements on their phase transformations. J. Alloys Compd., pp. 164811, 2022
H.R. Ghorbani, A. Kermanpur, A. Rezaeian, F. Sadeghi, A.A. Siahboumi, Effect of nitrogen addition and aging treatment on microstructure and high temperature mechanical properties of Ti-48Al‐2Cr‐2Nb (at%) intermetallic alloy. J. Alloys Compd. 904, 164077 (2022)
S. Zhou, P. Peng, Y. Xu, X. Zhang, Z. Ma, J. Yang, J. Wang, Investigation on microstructure and mechanical properties of heat-treated Ti-47.5 Al–3Nb-3.5 cr alloy. Mater. Sci. Engineering: A 832, 142366 (2022)
H. Yue, H. Peng, R. Li, K. Qi, L. Zhang, J. Lin, Y. Su, Effect of heat treatment on the microstructure and anisotropy of tensile properties of TiAl alloy produced via selective electron beam melting. Mater. Sci. Engineering: A 803, 140473 (2021)
T. Ma, Q. Li, Y. Wang, X. Wang, D. Dong, D. Zhu, Microstructure and mechanical properties of micro-nano Ti2AlC-reinforced TiAl composites. Intermetallics, 146, pp. 107563, 2022/07/01/, 2022.
P. Liu, B. Hou, A. Wang, J. Xie, Z. Wang, F. Ye, Superior strength-plasticity synergy in a heterogeneous lamellar Ti2AlC/TiAl composite with unique interfacial microstructure. J. Mater. Sci. Technol. 159, 21–32 (2023)
M. Zhou, R. Hu, J. Li, C. Yang, H. Liu, X. Luo, Investigations of interfacial reaction and toughening mechanisms of Ta fiber-reinforced TiAl-matrix composites. Mater. Charact., 183, pp. 111584, 2022/01/01/, 2022.
H.R. Ghorbani, A. Kermanpur, A. Rezaeian, F. Sadeghi, A.A. Siahboumi, Solidification behavior and microstructural features of the cast and HIPed N-bearing Ti–48Al–2Cr–2Nb intermetallic alloys. J. Mater. Res. Technol. 24, 5215–5234 (2023)
H. Xue, Y. Liang, H. Peng, Y. Wang, J. Lin, Additive manufacturing of micro/nano multiphase synergistically reinforced Ti-55Al-7.5 nb with a reticular boundary precipitate via direct laser deposition. Additive Manuf. 58, 102989 (2022)
M.-. Jiang, H.-. Sun, L.I.U. Rui, X.-. Jiang, Y.-. Zhang, D.-. Sun, Fabrication and mechanical properties of Ti2AlN/TiAl composite with continuous network structure. Trans. Nonferrous Met. Soc. China. 33(5), 1437–1451 (2023)
P. Liu, J. Xie, A. Wang, Recent research progress in TiAl matrix composites: a review. J. Mater. Sci., 57, 34, pp. 16147–16174, 2022/09/01, 2022.
C. Suryanarayana, Mechanical alloying and milling. Prog. Mater. Sci. 46(1), 1–184 (2001). 2001/01/01/
Z. Yu, W. Yang, C. Zhou, N. Zhang, Z. Chao, H. liu, Y. Cao, Y. Sun, P. Shao, G. Wu, Effect of ball milling time on graphene nanosheets reinforced Al6063 composite fabricated by pressure infiltration method. Carbon, 141, pp. 25–39, 2019/01/01/, 2019.
A.L. Rominiyi, P.M. Mashinini, O.L. Rominiyi, Microstructure, phase evolution and mechanical properties of nickel-silicon carbide reinforced Ti6Al4V alloy processed by pulsed electric current sintering. Ceram. Int., 2024/06/15/, 2024.
L.-. Ren, S.-. Qin, S.-. Zhao, H.-. Xiao, Fabrication and mechanical properties of Ti2AlC/TiAl composites with co-continuous network structure. Trans. Nonferrous Met. Soc. China, 31, 7, pp. 2005–2012, 2021/07/01/, 2021.
Y. Tan, R. Chen, Y. Liu, H. Ding, Y. Su, J. Guo, H. Fu, Formation of Ti2AlN and TiB and its effect on mechanical properties of Ti46Al4Nb1Mo alloy by adding BN particles. Mater. Sci. Engineering: A, 756, pp. 161–171, 2019/05/22/, 2019.
Y. Tan, R. Chen, H. Fang, Y. Liu, H. Ding, Y. Su, J. Guo, H. Fu, Microstructure evolution and mechanical properties of TiAl binary alloys added with SiC fibers. Intermetallics, 98, pp. 69–78, 2018/07/01/, 2018.
D. Wang, D. Sun, X. Han, Q. Wang, In situ Ti2AlN reinforced TiAl-based composite with a novel network structure: microstructure and flexural property at elevated temperatures. Mater. Sci. Engineering: A, 742, pp. 231–240, 2019/01/10/, 2019.
Y. Liu, R. Hu, J. Yang, J. Li, Tensile properties and fracture behavior of in-situ synthesized Ti2AlN/Ti48Al2Cr2Nb composites at room and elevated temperatures. Mater. Sci. Engineering: A 679, 7–13 (2017). 2017/01/02/
C. Tao, L. Li, N. He, G. Sun, C. Liu, J. Xu, M. Li, L. Dong, Y. Zhang, L. Wang, M. Li, Microstructure and mechanical properties of in-situ Ti5Si3/TC4 composites via spark plasma sintering and hot rolling. J. Alloys Compd., 969, pp. 172404, 2023/12/25/, 2023.
X. Huang, Y. Gao, Z. Wang, Y. Yi, Y. Wang, Microstructure, mechanical properties and strengthening mechanisms of in-situ prepared (Ti5Si3 + TiC0.67)/TC4 composites. J. Alloys Compd., 792, pp. 907–917, 2019/07/05/, 2019.
X.W. Du, J.N. Wang, J. Zhu, The influence of Si alloying on the crept microstructure and property of a TiAl alloy prepared by powder metallurgy. Intermetallics, 9, 9, pp. 745–753, 2001/09/01/, 2001.
T. Klein, B. Rashkova, D. Holec, H. Clemens, S. Mayer, Silicon distribution and silicide precipitation during annealing in an advanced multi-phase γ-TiAl based alloy. Acta Mater., 110, pp. 236–245, 2016/05/15/, 2016.
C.Y. Nam, D.M. Wee, P. Wang, K.S. Kumar, Microstructure and toughness of nitrogen-doped TiAl alloys. Intermetallics. 10(2), 113–127 (2002). 2002/02/01/
H.R. Ghorbani, A. Kermanpur, A. Rezaeian, F. Sadeghi, A. Ahmadi Siahboumi, Effect of nitrogen addition and aging treatment on microstructure and high temperature mechanical properties of Ti-48Al‐2Cr‐2Nb (at%) intermetallic alloy. J. Alloys Compd., 904, pp. 164077, 2022/05/25/, 2022.
Y. Sun, Z. Wan, L. Hu, J. Ren, Characterization of hot processing parameters of powder metallurgy TiAl-based alloy based on the activation energy map and processing map. Mater. Design. 86, 922–932 (2015)
G. Wang, L. Xu, Y. Tian, Z. Zheng, Y. Cui, R. Yang, Flow behavior and microstructure evolution of a P/M TiAl alloy during high temperature deformation. Mater. Sci. Engineering: A. 528, 22–23 (2011)
J. Guyon, A. Hazotte, E. Bouzy, Evolution of metastable α phase during heating of Ti48Al2Cr2Nb intermetallic alloy. J. Alloys Compd., 656, pp. 667–675, 2016/01/25/, 2016.
B.J. Babalola, O.O. Ayodele, P.A. Olubambi, Nanoindentation and structural analysis of sintered TiAl(100&-x)-xTaN composites at room temperature, Materials, 16, 2023.
O. Ogunbiyi, T. Jamiru, R. Sadiku, S. Salifu, C. Maepa, Effects of sintering temperature on the microstructure, mechanical, tribological and thermophysical properties of GNPs/IN738 composite. J. Mater. Res. Technol., 23, pp. 5587–5605, 2023/03/01/, 2023.
A.L. Rominiyi, P.M. Mashinini, Spark plasma sintering of discontinuously reinforced titanium matrix composites: densification, microstructure and mechanical properties—a review. Int. J. Adv. Manuf. Technol. 124, 3–4 (2023)
Y. Wang, Q. Liu, B. Zhang, H. Zhang, Y. Jin, Z. Zhong, J. Ye, Y. Ren, F. Ye, W. Wang, Microstructure and mechanical behaviour of transient liquid phase spark plasma sintered B4C–SiC–TiB2 composites from a B4C–TiSi2 system. Ceram. Int., 47, 8, pp. 10665–10671, 2021/04/15/, 2021.
W.H. Lee, Y.W. Cheon, Y.H. Yoon, C.H. Jeong, C.J. Van Tyne, H.G. Lee, Rapid self-sustaining consolidation of titanium silicide (Ti5Si3) via transient liquid phase reaction induced by an electric discharge. Int. J. Refract. Met. Hard Mater., 80, pp. 174–180, 2019/04/01/, 2019.
A.L. Rominiyi, M.B. Shongwe, L.C. Tshabalala, E.N. Ogunmuyiwa, S.O. Jeje, B.J. Babalola, P.A. Olubambi, Spark plasma sintering of Ti–Ni–TiCN composites: Microstructural characterization, densification and mechanical properties. J. Alloys Compd., 848, pp. 156559, 2020/12/25/, 2020.
Y. Jiao, L.J. Huang, Q. An, S. Jiang, Y.N. Gao, X.P. Cui, L. Geng, Effects of Ti5Si3 characteristics adjustment on microstructure and tensile properties of in-situ (Ti5Si3 + TiBw)/Ti6Al4V composites with two-scale network architecture. Mater. Sci. Engineering: A, 673, pp. 595–605, 2016/09/15/, 2016.
Z.W. Huang, Thermal stability of Ti-44Al-4Nb-4Hf-0.2Si-1B alloy. Intermetallics, 37, pp. 11–21, 2013/06/01/, 2013.
A. Menand, A. Huguet, A. Nérac-Partaix, Interstitial solubility in γ and α2 phases of TiAl-based alloys. Acta Mater. 44(12), 4729–4737 (1996). 1996/12/01/
H. Lee, H. Kang, J. Kim, H.-K. Shin, J. Lee, S.-H. Huh, J. Sung, H.-J. Lee, Inward diffusion of Al and Ti3Al compound formation in the Ti–6Al–4V alloy during high temperature gas nitriding. Surf. Coat. Technol., 240, pp. 221–225, 2014/02/15/, 2014.
X.-B. Liu, H.-M. Wang, Microstructure, wear and high-temperature oxidation resistance of laser clad Ti5Si3/γ/TiSi composite coatings on γ-TiAl intermetallic alloy. Surf. Coat. Technol. 200(14), 4462–4470 (2006). 2006/04/10/
Y. Liu, X. Zhang, F. Wang, First-principles calculations to investigate elastic properties, ideal tensile strength and electronic properties of TiSi, Ti5Si3 and Ti5Si4. Chem. Phys. Lett., 806, pp. 139992, 2022/11/01/, 2022.
M.-. Jiang, H.-. Sun, R. Liu, X.-. Jiang, Y.-. Zhang, D.-. Sun, Fabrication and mechanical properties of Ti2AlN/TiAl composite with continuous network structure. Trans. Nonferrous Met. Soc. China, 33, 5, pp. 1437–1451, 2023/05/01/, 2023.
A.A. Elmustafa, D.S. Stone, Nanoindentation and the indentation size effect: kinetics of deformation and strain gradient plasticity. J. Mech. Phys. Solids, 51, 2, pp. 357–381, 2003/02/01/, 2003.
A.L. Rominiyi, P.M. Mashinini, Nanoindentation study of mechanical and wear properties of spark plasma sintered Ti-6Ni-xTiCN composites. Ceram. Int., 49, 2, pp. 2194–2203, 2023/01/15/, 2023.
O.O. Ayodele, B.J. Babalola, P.A. Olubambi, Characterization, nanomechanical, and wear attributes of sintered Al–TiB2 composites. J. Mater. Res. Technol., 24, pp. 4153–4167, 2023/05/01/, 2023.
S. Sun, H. Fang, Y. Li, X. Zhang, R. Chen, J. Guo, Formation mechanism and effect on the mechanical properties of TiSi phase for Ti-5Al-5Mo-5Cr-3Nb-2Zr alloyed by silicon. J. Alloys Compd., 938, pp. 168510, 2023/03/25/, 2023.
Y. Liu, R. Hu, T. Zhang, H. Kou, J. Li, Microstructure characterization and Mechanical properties of in situ synthesized Ti2AlN/Ti48Al2Cr2Nb composites. Adv. Eng. Mater., 16, 5, pp. 507–510, 2014/05/01, 2014.
A. Kakitsuji, H. Miyamoto, H. Mabuchi, H. Tsuda, K. Morii, Microstructure and Mechanical properties of TiAl/Ti < SUB > 2 AlN composites prepared by Combustion Synthesis. Mater. Trans. 42(9), 1897–1900 (2001)
S.-. Xiao, J. Tian, L.-. Xu, Y.-. Chen, H.-. Yu, J.-. Han, Microstructures and mechanical properties of TiAl alloy prepared by spark plasma sintering. Trans. Nonferrous Met. Soc. China. 19(6), 1423–1427 (2009). 2009/12/01/
Funding
The authors would like to acknowledge the National Research Foundation (NRF), South Africa and the University of Johannesburg, South Africa, for financing the research that produced this work.
Open access funding provided by University of Johannesburg.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rominiyi, A.L., Mashinini, P.M., Masina, B.N. et al. Microstructure and mechanical properties of multi-phase TiAl alloy matrix composites consolidated via field-assisted sintering technique. emergent mater. (2024). https://doi.org/10.1007/s42247-024-00831-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42247-024-00831-w