
Abstract
Gray cast iron (GCI) brake rotors are prone to corrosion, particularly in electric vehicles (EVs), owing to their regenerative braking systems. Ferritic nitrocarburizing (FNC) heat treatment has been used to improve the corrosion resistance and cleanability of GCI rotors. However, pre-existing residual stresses in the rotors can lead to distortion after FNC processing, thereby affecting the functional and tolerance requirements. This study investigated the effects of stress-relief (SR) heat treatment and natural aging (NA) on the natural frequency, damping properties, surface roughness, and geometric tolerances of GCI brake rotors before and after FNC treatment. The GCI brake rotors were subjected to SR and NA processes, followed by FNC treatment. The natural frequency, damping Q-factor, surface roughness, and geometric tolerances were measured and analyzed using two-way ANOVA at a 95% confidence level (α = 0.05). The results showed that SR heat treatment significantly reduced the effect of residual stresses and improved geometric tolerances compared to NA. The FNC treatment increased the surface roughness and slightly improved the damping properties but had an insignificant effect on the natural frequency. The combination of SR and FNC treatments provided the best overall performance in terms of quality, geometric tolerance, and surface finish. This study highlights the importance of SR heat treatment for optimizing the manufacturing process of FNC-treated GCI brake rotors for EVs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The global adoption and penetration of electric vehicles (EVs) are becoming increasingly popular. According to recent data, worldwide sales of EVs are estimated to reach ~ 17 million units by 2024. This figure is notably higher than the 14 million new electric cars registered globally in 2023 [1]. The data suggest that the international EV market is exhibiting remarkable expansion as electric vehicles are gaining traction in various markets worldwide. However, the increasing popularity of EVs is due to their cleaner environmental impact (they use electricity instead of unclean energy sources), reduced gasoline costs, and financial incentives provided by government tax reductions [2,3,4]. Despite the various benefits offered by electric vehicles, one of the major challenges reported for EVs is the propensity of their brake rotors to corrosion owing to the rarely used friction brake components (brake rotor surface, brake pads, and caliper sliding pins). Brake components are usually exposed to weather, salt, and debris, which facilitate corrosion. Owing to their regenerative brake systems, EV brake rotors experience increased rust due to insufficient heat generation and lack of use. Corroded brakes may cause squeaking or grinding noises that continue even after repeatedly applying brakes at higher speeds, eventually leading to brake failure [5,6,7,8,9].
Automakers and car part manufacturers are making several efforts to combat gray cast iron (GCI) brake rotor corrosion issues. One of these efforts involves the application of ferritic nitrocarburized (FNC) heat treatment to traditional GCI brake rotors [10,11,12,13]. The application of the FNC process to GCI rotors has been reported to improve the corrosion resistance and cleanability of rotors [14, 15], thereby extending the service lifespan. Moreover, gray cast iron brake rotors are extremely sensitive to any residual stresses left after the casting operation if the stresses are not relieved before FNC processing. Pre-existing residual stresses in the rotors can lead to the distortion of more parts after FNC processing and consequently constitute a problem in satisfying the tight tolerance requirements of the rotor [10, 16]. Thus, it is essential to alleviate the stress in GCI rotors prior to FNC treatment to eliminate the influence of residual stress, preserve the dimensions and shape of components with strict tolerances, and reduce the rate of waste resulting from parts that fall outside acceptable specifications.
In manufacturing processes, a statistical technique is typically employed for experimental design, process optimization, and evaluation of the statistical significance of processing parameter changes in the process itself or in the products being manufactured [17, 18]. One such statistical evaluation tool is the “Analysis of Variance” (ANOVA). ANOVA is a statistical test used to evaluate whether there is a statistically significant difference between two or more category groups by testing for differences in means using variance [19]. Certain assumptions must be made to use the ANOVA test to effectively evaluate any parametric test. ANOVA can only be performed when there is no correlation between the subjects, meaning that the groups are sampled independently. Equal sample sizes must be used for all groups and levels, and the dependent variable must have a normal distribution for ANOVA to be performed, meaning that the middle scores are most common, the extreme values are least common, and the population variances must be equal [20, 21].
Previous studies have explored the effects of natural aging (NA) and stress-relief (SR) heat treatment on the microstructure, mechanical properties, and machinability of cast iron rotors. Specifically, recent findings indicate that the natural aging of gray cast iron significantly enhances machining performance by decreasing tool wear and cutting forces [22,23,24]. Conversely, stress-relief heat treatment stabilizes the material microstructure, reduces residual stresses, and prevents dimensional changes during machining and subsequent processing [25, 26]. Recent studies have demonstrated the effect of ferritic nitrocarburizing (FNC) on the corrosion and wear resistance of GCI rotors [14, 15, 27]. However, there is a lack of understanding of the combined effects of these manufacturing processes on the natural frequency, damping properties, and geometric tolerances of GCI brake rotors. This study aimed to address this knowledge deficit by examining the effects of stress-relief heat treatment and natural aging in combination with ferritic nitrocarburizing on the properties of GCI brake rotors. It is crucial to comprehend the effects of these processes on the physical and mechanical properties of GCI brake rotors to optimize the manufacturing process and minimize the production of out-of-tolerance finished rotors. Furthermore, this study seeks to enhance processes and ensure optimal outcomes by improving efficiency and maintaining high-quality product standards. This study evaluates and compares the impact of stress-relief heat treatment and natural aging processes on the natural frequency, damping properties, surface roughness, and geometric tolerances of GCI brake rotors before and after FNC treatment. The statistical significance of the experimental data was analyzed using a two-way ANOVA statistical technique at a confidence level of 95% and a significance threshold of α = 0.05.
1.1 Residual stresses and their impact on cast brake rotors
Residual stress is a type of internal stress that persists in solid materials after manufacturing and processing. These stresses are essentially weaknesses in the material structure that arise during the iron-casting process. If not adequately managed, residual stresses can result in a range of problems, including thermal cracking and deformation. In the case of GCI rotors, the presence of residual stresses can distort the rotors during machining and additional processing, such as ferritic nitrocarburizing, which can negatively affect their performance. Residual stresses may be tensile or compressive and can coexist within a component, changing from plastic to elastic at a temperature that is approximately half the melting point of the material. The presence of residual stresses has a significant impact on cast iron components. This can invariably lead to significant degradation of the most crucial material properties, such as reduced fracture toughness, accelerated stress corrosion, decreased fatigue resistance, and undesirable shape distortions, which may compromise the fulfillment of the geometrical tolerance requirements of brake rotors [28,29,30,31,32,33,34]. Residual stresses frequently result in expensive and hidden issues, the repercussions of which are felt throughout the service life of a component. A significant source of uncertainty in engineering design is the size and distribution of residual stresses in a component or structure. These factors can also affect later machining, life prediction, and the evaluation of structural reliability. Residual stress occurs under any set of conditions that causes the local yield strength to be exceeded, resulting in differential expansion or contraction between adjacent sections of a component. The influence of the residual stress depends on its magnitude, sign, and extent relative to the controlling length, area, or volume of the material associated with any mode of failure [33].
Nearly all manufacturing and fabrication procedures inevitably induce residual stress, which can develop in a component during processing. Residual stresses can arise in GCI brake rotors owing to solidification differences between sections of the same casting caused by variations in the cross-section or location within the mold [35]. Furthermore, post-casting operations, such as fettling, which involve high-energy cleaning techniques, such as shot blasting, can also generate residual stress in GCI rotors. Residual stresses can substantially affect the performance of cast-iron brake rotors during braking in various ways, as reported by Ripley and Kirstein [32]. When braking vigorously, disc rotors can become heated, causing a reduction in residual stress and potentially resulting in wobbling or distortion of the rotors. These distortions may lead to uneven braking performance and vibrations, which could ultimately affect braking efficiency and ride comfort. In addition, the relaxation of the residual stress may lead to alterations in the rotor dimensions, which can impact its geometric shape and interaction with the brake pads [31]. Consequently, this may result in inconsistent braking performance. Additionally, the relaxation and redistribution of residual stress can contribute to the occurrence of brake judder, which is a type of vibration that occurs during braking. As the rotor undergoes additional thermal cycles, this condition may worsen, negatively affecting braking comfort and potentially diminishing braking efficiency. However, tight control of the brake rotor tolerances is necessary to ensure the performance and safety of brake systems. Residual stresses can be relieved through thermal processing, cryogenic treatment, and mechanical treatment [34], which ultimately enhances the overall durability and performance of rotors. A recent study [36] indicated a substantial decrease in the residual stress of additively manufactured IN625 components, ranging from 50 to 90%, following the application of stress-relief (SR) heat treatment. Furthermore, the research indicated that the distortion of the measured components continuously decreased as the SR temperature increased. It has been reported that stress-relieving cast brake rotors before machining are beneficial for reducing the distortion of FNC-treated GCI rotors [10]. Additionally, Shin et al. [31] found that applying SR heat treatment to cast iron rotors could eliminate up to 80% of the residual stresses, potentially enhancing rotor performance and longevity during braking.
1.2 Research objectives and strategies
This study is part of a larger ongoing FNC prototype-stage investigation aimed at understanding the influence of various manufacturing processes (natural aging, stress-relief treatment, and FNC processing) and their parameters on the quality of FNC-treated GCI rotors. Moreover, the study will also investigate how these processes contribute to fulfilling the physical and functional requirements of rotor post-FNC processing. The primary objective of this study was to explore the impact of pre-FNC processing of GCI rotors, specifically natural aging (NA) and stress relief (SR) heat treatments, on the post-FNC quality and physical properties of the rotors. Stress-relief heat treatment aims to reduce the internal stresses in the material. Natural aging involves allowing a material to age over time. This process is currently used in production. FNC is a surface-hardening process that improves the corrosion and wear resistance of rotors and is a new process to be added to the production line. All these manufacturing processes can influence the quality, properties, and performance characteristics of brake rotors, such as their vibration behavior, ability to dampen vibrations, surface quality, and dimensional stability. The purpose of this study was to better understand the relationship between the manufacturing processes, geometric characteristics, and functional requirements of GCI brake discs, which is crucial for their design and optimization. The procedures employed to accomplish the study goals are shown in Fig. 1. In this study, the GCI rotors were ventilated and cast in the same foundry. Half of the rotors were permitted to age naturally for at least 15 days before machining, whereas the other half was subjected to stress relief treatment three days after casting and then machined. After machining, the dimensions, damping, and frequency of the rotors were assessed. Subsequently, the rotors were treated with FNC, and their post-FNC tolerances were measured. Finally, the experimental data were statistically evaluated (Fig. 1) to determine the significant effects of the various manufacturing processes.

Procedure to achieve the study goal
2 Materials and methods
2.1 Materials and stress relief heat treatment
This study investigated two variants of ventilated gray cast iron (GCI) passenger car brake discs. The two types of rotors are hereafter referred to as Disc P and Q. The carbon equivalent values of the GCI discs were 4.31 (Disc P) and 4.29 (Disc Q), and the detailed chemical composition is provided in Table 1. Twenty-four (24) of each type (Discs P and Q) were used for the study, all of which were cast from the same melting batch. The physical characteristics of Disc P are a diameter of 326 mm and thickness of 23 mm, with a weight of 7.2 kg, while Disc Q has a diameter of 348 mm, thickness of 29 mm, and weight of 12.1 kg. The reason for selecting the type of rotor is to understand if the size and weight differences play a crucial role in the quality of the finished or final rotors. The final rotors are referred to as ferritic nitrocarburized (FNC) rotors. The blank rotors of each variant were subdivided equally and subjected to natural aging (NA) or stress relieving (SR) treatment, as indicated in Fig. 2a, before machining and FNC processing. The purpose of pretreating the rotors before machining and FNC is to improve machinability and ensure the dimensional stability of the rotors.

a A schematic illustration of the experimental sequence and (b) the stress relief temperature–time profile
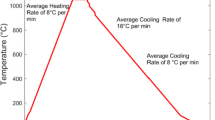
All naturally aged rotors were stored for at least 15 days before they were machined and measured. Stress-relief heat treatment was conducted on vertically oriented discs by heating the discs at 200 °C/h to reach a temperature of 605 ± 10 °C in a furnace under a nitrogen gas atmosphere. The discs were soaked for 3 h at 605 ± 10 °C before they were cooled to 200 °C in the furnace at 100 °C/h and air-cooled from 200 °C to ambient temperature to relax the residual stress. All stress-relief (SR) and naturally aged (NA) discs were machined to the required geometrical dimensions before the FNC treatment. The SR procedure is illustrated in Fig. 2b. The two-disc (Discs P and Q) variants had the same physical tolerances and functional requirements after FNC processing.
2.2 Measurement procedures
The natural frequency, damping property, surface roughness, and geometry tolerances of all the treated discs were measured to determine the impact of stress relief and natural age processing of the brake discs. A SonicTC®. Eigen frequency Instrument was used to measure the natural frequency and damping properties of the machined and FNC-treated GCI rotors. The rotor was mounted in the equipment chamber and excited using an impulse hammer 5 mm from the outer edge of the rotor. The instrument was equipped with a microphone and accelerometer to record the time and frequency responses. The obtained data were processed to determine the damping number of the disc (Q factor). Disc lateral runout (LRO) and disc thickness variation (DTV) were measured using a dial gauge mounted on a rigid support system (ATE brake disc measurement equipment). The polished contact surface of the no-play bearing and support cup guarantees accurate brake disc measurements. A cone was used to center the brake disc that needed to be measured accurately. The arithmetic mean surface roughness (Ra) of the brake disc friction surfaces was determined using a MITUTOYO SJ301 surface-roughness tester. The Ra values of all absolute variations in the length of the roughness profile from the centerline were calculated. The roughness of each surface was measured three times, and the average reading was recorded.
2.3 Data analysis
Before performing statistical analysis of the experimental data, an Interval Plot was used to assess and compare the confidence intervals of the means of the groups at a 95% confidence interval. Two-way statistical analysis of variance (ANOVA) with repetition at a confidence interval level of 95% was conducted on various measured data to evaluate their statistical significance using Microsoft Excel. In the ANOVA test model, a null hypothesis (H0: µ1 = µ2 = … = µn) and an alternate hypothesis (H1: µ1 ≠ µn) were used. When there is no discernible difference between the sample means (µ1 = µ2 = … = µn) or when they are all equal, the null hypothesis in ANOVA is admissible and can be viewed as a component of a broader population. However, the alternative hypothesis is true if at least one sample mean (µ1 ≠ µn) differs from the others [18, 19]. The F-test statistic was used to evaluate the ANOVA results. The null hypothesis is accepted if the F-statistic is less than the F-critical value because the p-value must be greater than α = 0.05. Therefore, accepting the null hypothesis implies that all sample means are equal without any significant difference and thus belong to the same population. Similarly, the null hypothesis was rejected if the F-statistic was equal to or greater than the F-critical value, and the p-value was equal to or lower than α = 0.05 [19]. However, the mean values for each level differed significantly when the null hypothesis was rejected. The null and alternative hypotheses are mathematically expressed in Eqs. (1) and (2), respectively, where µ1, µ2, …, µn are the individual means up to the nth group.
In this study, three null hypotheses were tested using two-way ANOVA. These hypotheses are highlighted as follows:
H1
All treated discs had equal means, irrespective of disc size.
H2
All the treated discs have equal means irrespective of the treatment (NA and SR).
H3
There is no interaction effect between disc size and treatment.
3 Results and discussion
3.1 Natural frequency of the brake rotors
The inherent frequencies of brake discs considerably affect the tendency of brake squeals, which is a serious problem in vehicle braking systems. Various aspects of the brake-disc manufacturing process, from foundry to machining, play a significant role in the differences in natural frequencies. The measured natural frequencies were visualized using interval plots to compare the effects of natural aging (NA) and stress relief (SR) processes on the natural frequencies of brake discs of various sizes. This study aimed to investigate the effect of various pretreatment processes (NA and SR) on the resonant frequency of rotors before and after FNC processing.
Figure 3a displays the measured natural frequencies of Discs P and Q. Comparing the data presented in this figure, a distinct pattern was observed in the resonant frequency of the disc groups. Disc P had a lower natural frequency than Disc Q, regardless of treatment. This was attributed to the weight difference between the disc rotors. The weight of Disc Q is 4.9 kg (68%) higher than that of Disc P, and this is one of the parameters that influence the frequency response of the brake disc [37, 38]. However, a critical examination of the natural frequencies of Disc P revealed an overlap of the confidence intervals for the naturally aged and stress-relieved groups pre- and post-FNC processing, which may indicate that the resonant frequencies of the discs may be similar. A similar trend was observed in Disc Q. This suggests that there is no significant difference in the natural frequencies of each processed group, irrespective of the treatment the rotors had undergone, implying that the natural frequencies of stress-relieved discs are similar to those of naturally aged brake discs. The average natural frequencies of all discs subjected to different treatments are shown in Fig. 3b, c. The results indicated no significant difference in the natural frequencies of brake discs of the same size, irrespective of the treatment to which they were subjected. Examination of the average resonant frequencies of the NA and SR discs presented in Fig. 3b, c reveals no significant difference in the treated groups. However, the size of the discs significantly influences their natural frequencies. For instance, the mean resonance frequencies of the naturally aged Discs P and Q after FNC treatment were 626 Hz and 733 Hz, respectively. In contrast, the respective average frequencies of stress-relieved post-FNC processing were 624 Hz and 721 Hz. By analyzing the ANOVA results presented in Table 2, it can be confirmed that the natural frequencies of brake discs of different sizes differ significantly. The F-statistic for this group was greater than the F-critical value and the p-value was less than α = 0.05. The ANOVA table also suggests that the mean resonance frequencies of discs of the same size did not differ significantly irrespective of their treatment. This suggests that the effects of stress relief and natural aging on the natural frequency of brake discs of similar sizes are comparable because neither process significantly alters the microstructure of the rotors to the extent that it can impact the natural frequency.

a Measured natural frequency of Discs P and Q, and the average frequency of brake discs P (b) and Q (c) from ANOVA results
3.2 Damping property of the rotors
Damping refers to the capacity of a material to absorb energy and is a critical factor in minimizing vibrations and noise in engineering systems. This can be measured using the quality factor (Q-factor), which determines the amount of energy that a system can dissipate. Different terms often refer to damping measurements, such as the damping factor, Q-factor, damping ratio, loss factor, tan delta, or specific damping capacity [39]. Damping measurements can be used to evaluate the brake noise propensity of a vehicle and provide a basis for comparing the vibrations of a workpiece by assessing its capacity to absorb unwanted vibrational energy. GCI brake discs must have high carbon and silicon concentrations, with minimal use of pearlite stabilizers, to achieve a high damping capacity. These high-damping-capacity brake discs exhibit superior braking performance and are significantly more wear-resistant than conventional brake iron discs [40]. Various stress-relieving processes have been applied to brake rotors to enhance their damping capabilities. This can be achieved through heat treatment, vibration, or magnetic treatment. As a result, 10–15% damping improvements have been documented [41].
However, this study investigated the effects of natural aging and stress-relief processing of GCI brake discs on their damping properties (Q-factor) before and after FNC treatment. The measured damping Q-factors of the discs after various processing steps are shown in Fig. 4a. An improvement in the Q-factor of all brake discs, irrespective of their size and pretreatment, was observed when comparing the pre-and post-FNC damping numbers (Fig. 4a). A decreasing trend was observed in the Q-factor of all treated discs post-FNC. Upon examining the data depicted in Fig. 4a, a consistent pattern was evident in the Q-factors of the treated groups for both disc types (Discs P and Q). Regarding Disc P, the Q-factors of the NA and SR groups after FNC treatment were lower than their respective pre-FNC values. A similar trend was observed in the processed groups of Disc Q. However, a decrease in the Q-factor suggests an enhancement in the damping properties of the rotor following the FNC treatment. Based on the average Q-factors of the different groups treated with the two types of rotors, as depicted in Fig. 4b, c, it can be concluded that the Q-factor of the naturally aged Disc P pre-FNC dropped by 9.2% (i.e., from 360 to 327) following FNC processing. In contrast, the Q-factor of the stress-relieved counterparts decreased from 397 to 259, corresponding to a 34.8% reduction post-FNC (Fig. 4b). Similar trends were observed for the Disc Q groups. The Q-factor for the naturally aged discs decreased from 434 to 399 post-FNC, suggesting an 8.1% improvement in the damping properties after FNC processing of the NA rotors. The stress-relieved counterpart exhibited a decrease in the Q-factor from 420 (pre-FNC) to 334 (post-FNC), reflecting an approximately 20.5% improvement in damping post-FNC (Fig. 4c). By comparing the post-FNC Q-factors of Discs P for both the naturally aged and stress-relieved treated groups, it was evident that the stress-relieving rotors before FNC processing significantly enhanced the damping properties by approximately 20.8%. Similarly, for Disc Q, the Q-factor of FNC-treated NA discs was 399, while those of the post-FNC SR rotors were 334 (Fig. 4c), indicating a 16.3% improvement in the damping characteristics of the stress-relieved rotors following FNC processing. This improvement in damping can be attributed to the ability of the stress-relief heat treatment to stabilize the microstructure and reduce residual stresses in the GCI rotors, thereby improving the capacity of the rotor to absorb and dissipate vibrational energy, potentially enhancing its damping capacity.

a Measured damping property of brake discs and average Q-factor of discs P (b) and Q (c) from ANOVA results
The ANOVA results in Table 3 suggest that the F-statistic > F-critical for both disc size and treatment, indicating that the null hypothesis can be rejected. This confirmed that differences existed between the various treated disc groups, as shown in Fig. 4b, c, signifying that the size of the rotor and the pretreatment they were subjected to before FNC processing considerably influenced their damping characteristics.
3.3 Disc thickness variation (DTV)
To uphold the exceptional standards of the automotive industry, quality control measures are implemented to evaluate the production of critical components, such as brake discs, which are vital to ensuring the overall safety and reliability of the vehicle. Quality control guarantees consistency in production processes and ensures that every product leaving the factory meets the highest standards. Quality assurance involves checking goods and services to ensure that they meet established standards and are produced or performed correctly. However, one of the common defects that must be adequately controlled during the manufacturing of brake discs is disc thickness variation (DTV). DTV results when rotor thickness varies at different locations. The typical DTV tolerance specification is less than 0.013 mm. The thickness of the brake rotor is a crucial factor in determining vehicle safety. The minimum brake rotor thickness of the vehicle must be known because if the rotor is thinner than the specified minimum thickness, it can be hazardous to operate. A rotor with reduced thickness is lighter in weight and less capable of absorbing and dissipating heat. In addition, excessive DTV causes uneven wear of brake rotors and leads to differences in the applied torque, which may result in brake shuddering, pulsation, or vibration [42]. The measured DTV values of all the treated brake discs are displayed in Fig. 5a.

a Disc thickness variation (DTV) measurement and (b) average DTV values from ANOVA results
According to the data depicted in the figure, it appears that the post-FNC DTV values for the naturally aged groups of Discs P and Q overlap, which may imply that their respective average values may not be significantly different. A similar pattern was observed in the DTV values of the post-FNC stress-relieved treated group of the two-disc types (Discs P and Q), as illustrated in Fig. 5a. Therefore, it can be inferred that the effects of NA and SR for Disc P on DTV values post-FNC are comparable to their respective Disc Q treatment groups. Figure 5b shows the average DTV values of all processed brake disc groups. The average DTV value following post-FNC processing for the stress-relieved discs was 0.007 mm, which represented a reduction of 56.25% compared to the naturally aged Disc P group. The typical DTV values for the NA- and SR-treated groups following FNC processing on Disc Q were 0.018 mm and 0.009 mm, respectively. The DTV value of the SR discs was 50% lower than that of the NA rotors after the ferritic nitrocarburizing treatment. The stress-relief treatment significantly reduced the average DTV value of the rotors compared to the naturally aged discs post-FNC, owing to the relaxation of internal stresses that led to the stability of the rotors during the FNC treatment. Consequently, the probability of not meeting the DTV specification was significantly higher for naturally aged rotors because their average DTV values were higher than the required limit (Fig. 5b). The ANOVA results depicted in Table 4 indicate that disc size plays a substantial role in determining the average DTV of the treated discs. Moreover, the data suggest that the impact of the processing method (NA and SR) on the discs after FNC was substantially different. These results corroborate the importance of conducting a stress-relief heat treatment on GCI rotors prior to FNC treatment to ensure that stringent DTV tolerance (< 0.013 mm) is met.
3.4 Lateral run-out (LRO)
Lateral runout, commonly abbreviated as LRO, is a phenomenon characterized by uncontrolled side-to-side (wobbling) movement of a brake rotor as it rotates. When this movement exceeds the acceptable limits, it can result in accelerated wear and tear of both the brake pads and rotor. Additionally, excessive lateral movement of brake discs typically leads to vibrations and pulsations in the steering wheel or vehicle seat. The steering wheel vibration suggests an issue with the quality of the front discs. Nonetheless, most manufacturers typically establish a maximum permissible runout of 40 µm (0.04 mm) or less at the rotor friction surface during production to guarantee consistent quality and prevent performance-related issues. This study aimed to measure and analyze lateral runout (LRO) of GCI rotors before and after FNC treatment. The effects of stress-relief heat treatment and natural aging on the LRO of FNC-treated rotors were determined. Figure 6a, b presents a comparison of the lateral runout of the processed GCI disc groups before and after FNC processing. It is worth mentioning that Sides C and D of the disc refer to the two friction rings or surfaces of the disc rotor. The conclusions drawn from the interval plot are as follows. The width of the interval plot in Fig. 6a, b displays a small interval, indicating consistent data and minimal variation. The data suggest that the LRO values for all treated disc groups were lower before FNC treatment than their respective measurements taken after FNC treatment. It is also evident that the stress-relieved groups showed lower LRO values than their naturally aged counterparts. Moreover, the confidence interval of the pre-FNC SR groups sometimes overlapped with that of the post-FNC groups, implying that there may be an insignificant difference in their average LRO values. However, this observation was not true for the naturally aged rotor group. These findings indicate that stress-relieving the rotors before undergoing FNC treatment significantly reduces the LRO values when compared to those that were aged naturally before ferritic nitrocarburizing.

Lateral runout (LRO) measurements of disc friction planes C (a) and D (b); (c, d) and (e, f) are the respective LRO averages for Discs P and Q from the ANOVA results
The average LRO values of the different processed disc groups are presented in Fig. 6c–f. The information in the figure suggests that the average pre-FNC LRO values of Discs P and Q, irrespective of their pre-treatment (NA and SR), were between 0.010 and 0.016 mm, whereas the post-FNC mean LRO values were between 0.020 mm and 0.043 mm. This result indicates that the FNC processing of the discs significantly increased their average LRO values. In examining the data depicted in Fig. 6c, d, which illustrates the average LRO values for Side C of naturally aged and stress-relieved Discs P and Q. The following data indicate that the average LROs of NA and SR prior to FNC are 0.013 and 0.010 mm for Disc P and 0.015 and 0.013 mm for Disc Q, respectively. These data suggest that the pre-FNC lateral runouts (LROs) of stress-relieved (SR) Discs P and Q were 23.1% and 13.3% lower, respectively, than their naturally aged (NA) counterparts. Specifically, the average post-FNC LRO values for the naturally aged rotors were 0.043 and 0.027 mm for Disc P and Q, respectively, whereas the corresponding values for the stress-relieved rotors were 0.023 and 0.021 mm. These measurements indicate that the post-FNC LROs of stress-relieved Discs P and Q were 46.5% and 22.2% lower than their respective post-FNC naturally aged groups. This observation is consistent with the results obtained from analyzing the LRO data for Side D of the treated rotors, as depicted in Fig. 6e, f. Nevertheless, if the rotors are only subjected to natural aging before undergoing FNC, this would result in a greater quantity of out-of-tolerance FNC-treated rotor scraps. This would make it challenging to meet the LRO specification of 0.040 mm, as illustrated in Fig. 6c–f. The results revealed that implementing stress-relief heat treatment on rotors significantly reduced both pre- and post-FNC lateral runouts, and the LRO requirement can easily be met. This is attributed to the fact that stress-relief heat treatment alleviates pre-existing residual stresses in the rotors[16], which can cause distortion during the ferritic nitrocarburizing treatment and consequently lead to poor lateral runout performance. This conclusion aligns with earlier research demonstrating that stress relief decreases LRO distortion following FNC [10]. Table 5a, b provides the ANOVA test results. By critically examining the information presented in the two tables, the null hypothesis can be rejected, meaning that the mean LRO values of the various treated disc groups differ because the F-statistic values of each factor are greater than their respective F-critical values, and the p-value of the factor is less than the statistical significance level (α = 0.05). The effect of the pre-treatment process on the rotors' lateral runout performance was substantially influenced by FNC processing. This finding further confirms that the employed pretreatment techniques (NA and SR) played a crucial role in determining the lateral runout performance of the rotors.
3.5 Surface roughness
The surface finish of brake discs is crucial because it influences the frictional properties of brakes, pad seating, break-in, wear, and noise [43]. Most brake discs currently manufactured have a surface finish with a surface roughness (Ra) of less than 2.5 µm. A top-notch brake rotor with a smooth surface finish should have a visually and tactilely smooth appearance. This smoothness facilitates strong contact between the brake pads and rotor, leading to effective braking. The surface roughness of newly manufactured brake discs is crucial for determining the transformation of wear characteristics and the generation of friction-induced noise during sliding motion [43]. A previous study showed that an increase in brake disc surface roughness increases the coefficient of friction and decreases the resistance to wear [44]. Owing to the importance of surface roughness in the performance characteristics of newly produced brake discs, this study was conducted to understand the effects of stress relief and natural aging on the surface roughness of FNC-treated brake discs because the service performance of mechanical parts is closely related to their surface quality [45].
The data depicted in Fig. 7a, b appear to indicate that the surface roughness (Ra) of all discs treated with post-FNC was higher than that of their pre-FNC treated counterparts, regardless of disc size and prior treatment. The data show narrow confidence intervals, implying data consistency and narrow variation. Regardless of the disc type, the effects of the pretreatment methods (NA or SR) adopted on the rotor surface roughness were similar, as indicated by the overlapping of the respective treated groups (Fig. 7a, b). The average surface roughness values of the different treatment groups are plotted in Fig. 7c–f. Considering the friction surface C of Discs P and Q (as depicted in Fig. 7c, d), it is evident that the average surface roughness values of all post-FNC discs were higher than those of their pre-FNC counterparts. This observation indicates that the FNC treatment significantly contributed to the increased surface roughness of the discs. For instance, the post-FNC Ra values for the NA and SR groups of Disc P were 3.92 and 2.88 µm, respectively, while for Disc Q, they were 4.14 and 3.17 µm, respectively. The aforementioned data suggest that stress-relieving rotors before FNC processing can reduce the surface roughness of Discs P and Q by 26.5% and 23.4%, respectively, compared to their respective post-FNC naturally aged groups. However, a similar trend was observed when examining the Ra values of the friction surface D of Discs P and Q, as illustrated in Fig. 7e, f. The stress-relieved (SR) pre-FNC discs exhibited slightly lower surface roughness values than the naturally aged GCI brake discs.

Surface roughness (Ra) measurements of the friction planes C (a) and D (b) of the brake discs; (c, d) and (e, f) are the respective Ra averages for Discs P and Q from the ANOVA results
Moreover, the ANOVA results in Table 6 demonstrate that the various treatments applied to the rotors significantly influenced their surface roughness. The p-values for both the Discs P and Q treatment groups were less than the alpha value (α = 0.05), suggesting that the average Ra values for the treated groups differed significantly. According to the findings of this study, it appears that the surface of the FNC-treated discs exhibits an increase in roughness, regardless of whether the discs were subjected to stress relief or natural aging prior to FNC processing. Furthermore, it was observed that the surface roughness of all discs treated with FNC was greater than the desired Ra value of 2.5 µm. This implies that it would be difficult to achieve an Ra value less than 2.5 µm post-FNC processing of the rotors. Therefore, a new surface roughness specification for FNC-treated GCI brake discs may be needed to minimize the out-of-tolerance scrap rate.
4 Conclusions
The effects of stress-relief heat treatment and natural aging processing on the natural frequency, damping characteristics, surface roughness, and dimensional tolerances of gray cast iron brake discs before and after ferritic nitrocarburizing (FNC) processing were investigated. The experimental data were analyzed using a two-way ANOVA statistical technique at a confidence level of 95% and a significance threshold of α = 0.05. The outcomes of this study are summarized as follows.
-
1.
Findings regarding stress relief (SR) and natural age (NA) processing of rotors indicated that they had comparable effects on the natural frequency of brake discs of similar dimensions. This implies that the average resonance frequencies of discs of the same size did not vary considerably, regardless of the previous treatment before FNC processing.
-
2.
The post-FNC damping Q-factor of the brake discs consistently exhibited lower values than the pre-FNC Q-factor, regardless of the disc size or prior treatments. It was apparent that the stress-relief heat treatment enhanced the damping characteristics of Discs P and Q by 20.8% and 16.3%, respectively, when compared with their respective naturally aged groups. This improvement in damping was attributed to the stabilization of the microstructure and the reduction in residual stresses resulting from the stress-relief heat treatment of the rotors.
-
3.
The disc thickness variation (DTV) of the SR discs was 50% lower than that of the NA rotors after ferritic nitrocarburizing (FNC) treatment. The stress-relief treatment significantly reduced the average DTV value of the rotors compared to the naturally aged discs post-FNC. This reduction was attributed to the relaxation of internal stresses, which enhanced the rotor stability during FNC treatment. Consequently, naturally aged rotors were more likely to exceed the DTV specification limit owing to higher average DTV values.
-
4.
The study found that the post-FNC LROs of stress-relieved Discs P and Q were reduced by 46.5% and 22.2%, respectively, compared to their naturally aged counterparts. This indicates that stress-relief heat treatment before FNC processing lowers the average LRO values of the discs. Consequently, applying stress-relief heat treatment to rotors significantly reduces both pre- and post-FNC lateral runouts, making it easier to meet LRO requirements.
-
5.
The study results show that FNC-treated discs exhibit increased surface roughness, irrespective of prior stress relief or natural aging. Additionally, all FNC-treated discs displayed surface roughness exceeding the target Ra value of 2.5 µm, indicating the difficulty of achieving a Ra below 2.5 µm post-FNC processing of the rotors.
Data availability
The datasets that were either generated or analyzed during the present study are accessible from the corresponding author upon request and subject to reasonable conditions.
References
Trends in electric cars—Global EV Outlook 2024—Analysis—IEA. In: IEA. https://www.iea.org/reports/global-ev-outlook-2024/trends-in-electric-cars. Accessed 9 Jul 2024.
Stenzel W. Researchers discover major improvement for lithium-ion batteries. In: The Cool Down. 2023. https://www.thecooldown.com/green-tech/lithium-ion-battery-efficient-fuel-ev-car/. 2023. Accessed 18 May 2023.
IEA. Global EV Outlook 2023—Analysis—IEA. In: International Energy Agency. 2023. https://www.iea.org/reports/global-ev-outlook-2023. Accessed 11 May 2023.
Huang L, Luo J, Chen D, Shi S. The challenges for the brake system of electric vehicles-observations from a huangshan vehicle test. EuroBrake. 2020;2020:1–10.
Hamid MKA, Kaulan AM, Abu Bakar AR, Nik WBW. Burnishing effect on disc brake corrosion and frictional performance of corroded disk. Jurnal Teknologi (Sci Eng). 2014;66:59–64.
Park CW, Shin MW, Jang H. Friction-induced stick-slip intensified by corrosion of gray iron brake disc. Wear. 2014;309:89–95. https://doi.org/10.1016/j.wear.2013.11.008.
Shin MW, Cho KH, Kim SJ, Jang H. Friction instability induced by corrosion of gray iron brake discs. Tribol Lett. 2010;37:149–57. https://doi.org/10.1007/s11249-009-9503-x.
Awe SA, Thomas A. The prospects of lightweight SICAlight discs in the emerging disc brake requirements. In: Eurobrake 2021. FISITA, 2021; pp 1–6.
Awe SA. Developing material requirements for automotive brake disc. Modern Concepts Mater Sci. 2019;2:1–4.
Holly ML, DeVoe L, Webster J. Ferritic nitrocarburized brake rotors. In: SAE 2011 World Congress and Exhibition. 2011.
Hanna MD, Holly ML. Method to increase corrosion resistance in ferritic nitrocarburized treated cast iron substrates. 2011;1–5.
Sola R, Giovanardi R, Veronesi P, Poli G. Improvement of wear and corrosion resistance of ferrous alloys by post-nitrocarburizing treatments. Metall Sci Technol. 2011;29:14–24.
Tlili S, Touhami MZ. Enhancement of the mechanical properties of graycast iron by ferritic nitrocarburizing. In: Algerian Congress of Mechanics CAM. 2011, p. 8.
Nousir S, Winter KM. Smart post-oxidation of FNC brake rotors: an innovative technology to enhance corrosion and braking performance. In: EuroBrake 24: Rotor &Caliper Materials. FISTA, Mainz, 2024; pp. 1–8.
Kalucki J, Hemsath MK, Winter KM. White layer-formation during nitriding/nitrocarburizing, function, usefulness and variations for electric vehicles. In: Heat Treat 2023: Proceedings of the 32nd ASM Heat Treating Society Conference. 2023; pp 1–10.
Awe SA, Saeed R. Ferritic nitrocarburizing processing of GCI brake rotors: challenges and lessons learned. In: Eurobrake 24: Rotor & caliper materials. FISTA, Mainz, Germany, 2024; pp 1–7.
Panwar N, Chauhan A. Parametric behaviour optimisation of macro and micro hardness for heat treated Al 6061-red mud composite. J Market Res. 2019;8:660–9. https://doi.org/10.1016/j.jmrt.2018.04.018.
Rao CS, Sirisha GNVG, Raju KB, Raju NVG. Method for identification of 10 SSR markers from monkey genomes and its statistical inference with one & two-way ANOVA. MethodsX. 2022. https://doi.org/10.1016/j.mex.2022.101833.
Montgomery DC. Design and analysis of experiments. In: 10th Edition|Wiley. Wiley 2019;0–688.
Smalheiser NR. ANOVA. In: Data literacy. Amsterdam: Elsevier; 2017. p. 149–55.
Larson MG. Analysis of variance. Circulation. 2008;117:115–21. https://doi.org/10.1161/CIRCULATIONAHA.107.654335.
Bushlya V, Lindvall R, Lenrick F, et al. Effect of ageing on machining performance of grey cast iron and its compensation by cutting speed management. CIRP Ann. 2024. https://doi.org/10.1016/J.CIRP.2024.04.061.
González-Sierra NE, Flores Méndez J, Meraz-Melo MA, et al. An evaluation of the tool wear of ceramic and coated carbide inserts in finishing turning under the influence of age-strengthening gray cast iron. Appl Sci. 2023;13:10248. https://doi.org/10.3390/APP131810248.
Lekakh SN, Richards VL. Aging and machinability interactions in cast iron. Trans Am Foundry Soc. 2012;120:307–18.
Song H, Gao H, Wu Q, Zhang Y. Residual stress relief mechanisms of 2219 Al-Cu alloy by thermal stress relief method. Rev Adv Mater Sci. 2022;61:102–16. https://doi.org/10.1515/rams-2022-0019.
Banerjee A, He MR, Musinski WD, et al. Effect of stress-relief heat treatments on the microstructure and mechanical response of additively manufactured IN625 thin-walled elements. Mater Sci Eng A. 2022;846: 143288. https://doi.org/10.1016/J.MSEA.2022.143288.
Chen R, Chen H, Ye C, et al. Friction, wear, and corrosion behavior of nitrocarburized HT250 gray cast iron. Int J Electrochem Sci. 2024;19: 100582. https://doi.org/10.1016/J.IJOES.2024.100582.
Andriollo T, Vedel-Smith N, Thorborg J, Hattel J. Internal casting stresses and dimensional stability. In: Cast iron science and technology. Michigan: ASM International; 2017. p. 511–5. https://doi.org/10.31399/ASM.HB.V01A.A0006331.
Samuel A, Prabhu KN. Residual stress and distortion during quench hardening of steels: a review. J Mater Eng Perform. 2022;31:5161–88. https://doi.org/10.1007/S11665-022-06667-X/FIGURES/1.
Jamerson V. Dimensional tolerance and machinability of gray cast iron. Int J Metalcast. 2010;10:1–2.
Shin MW, Jang GH, Kim JK, et al. The effect of residual stress on the distortion of gray iron brake disks. J Mater Eng Perform. 2013;22:1129–35. https://doi.org/10.1007/s11665-012-0397-7.
Ripley MI, Kirstein O. Residual stresses in a cast iron automotive brake disc rotor. Phys B Condens Matter. 2006;385–386:604–6. https://doi.org/10.1016/j.physb.2006.06.112.
James MN. Residual stress influences on structural reliability. Eng Fail Anal. 2011;18:1909–20. https://doi.org/10.1016/j.engfailanal.2011.06.005.
Dossett JL, White CV. Introduction to cast iron heat treatment. In: Heat treating of irons and steels. Michigan: ASM International; 2018. p. 483–92.
Stefanescu DM. Specifications and selection of gray irons. In: Cast iron science and technology. Michigan: ASM International; 2017. p. 527–60.
Martucci A, Marchese G, Bassini E, Lombardi M. Effects of stress-relieving temperature on residual stresses, microstructure and mechanical behaviour of inconel 625 processed by PBF-LB/M. Metals. 2023;13:796. https://doi.org/10.3390/MET13040796.
Lee JY, Park HD, Kim SJ, et al. Effects of chemical components and manufacturing process of cast Iron brake disc on its resonant frequency variation. SAE Int J Mater Manuf. 2010;2:19–24. https://doi.org/10.4271/2009-01-3030.
Malosh JB. Disc brake noise reduction through metallurgical control of rotor resonances. SAE Tech Pap. 1998. https://doi.org/10.4271/982236.
Nelagadde M. Method of measuring damping using optical imaging technique. US Patent-2015/0062330 A1. 2011;1–15
Miller EJ. Damping capacity of pearlitic gray iron and its influence on disc brake squeal suppression. SAE Tech Pap. 1969. https://doi.org/10.4271/690221.
Karthik R. Brake Squeal reduction through improved rotor damping. Windsor: University of Windsor; 2019.
Day A. Brake noise and judder. In: Braking of road vehicles. Amsterdam: Elsevier; 2014. p. 343–84.
Wang AY, Mo JL, Wang XC, et al. Effect of surface roughness on friction-induced noise: exploring the generation of squeal at sliding friction interface. Wear. 2018;402–403:80–90. https://doi.org/10.1016/J.WEAR.2018.02.005.
Pinto RLM, Gutiérrez JCH, Pereira RBD, et al. Influence of contact plateaus characteristics formed on the surface of brake friction materials in braking performance through experimental tests. Materials. 2021;14:4931. https://doi.org/10.3390/MA14174931.
Lai F, Hu A, Mao K, et al. Effect of milling processing parameters on the surface roughness and tool cutting forces of T2 pure copper. Micromachines. 2023;14:224. https://doi.org/10.3390/MI14010224.
Acknowledgements
The author is grateful for the efforts of his associates in the Research and Development Department of Automotive Components Floby AB who contributed invaluable process information and experimental data.
Author information
Authors and Affiliations
Contributions
The author, Dr. Samuel Awe, is solely responsible for conducting the investigation, composing and revising the manuscript, and approving the final version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The author declares the absence of any potential conflicts of interest concerning the research, authorship, and publication of this article. The study was not funded by any agency.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Awe, S.A. Effects of stress-relief and natural aging on the geometric tolerances and functional requirements of ferritic nitrocarburized gray cast iron brake rotors. Discov Mechanical Engineering 3, 25 (2024). https://doi.org/10.1007/s44245-024-00062-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44245-024-00062-7