

Abstract
Nanocrystalline metallic materials have the merit of high strength but usually suffer from poor ductility and rapid grain coarsening, limiting their practical application. Here, we introduce a core-shell nanostructure in a multicomponent alloy to address these challenges simultaneously, achieving a high tensile strength of 2.65 GPa, a large uniform elongation of 17%, and a high thermal stability of 1173 K. Our strategy relies on an ordered superlattice structure that excels in dislocation accumulation, encased by a ≈3 nm disordered face-centered-cubic nanolayer acting as dislocation sources. The ordered superlattice with high anti-phase boundary energy retards dislocation motions, promoting their interaction and storage within the nanograins. The disordered interfacial nanolayer promotes dislocation emission and effectively accommodates the plastic strain at grain boundaries, preventing intergranular cracking. Consequently, the order-disorder core-shell nanostructure exhibits enhanced work-hardening capability and large ductility. Moreover, such core-shell nanostructure exhibits high coarsening resistance at elevated temperatures, enabling it high thermal stability. Such a design strategy holds promise for developing high-performance materials.
Similar content being viewed by others


Introduction
Making metallic materials both strong and ductile has been a longstanding pursuit of material scientists and engineers. Introducing numerous grain boundaries (GBs) to refine grain sizes to the nanoscale has proven efficiency in strengthening materials, typically increasing strength by orders of magnitude1. Nevertheless, the grain refinement makes it difficult for the accumulation of dislocations, resulting in a deteriorated work-hardening capability2,3,4. As a result, the nanocrystalline (NC) metals exhibit limited ductility with uniform elongation (εu) below 5%4,5. Moreover, the large excess free energy in the high densities of GBs provides a high driving force for grain coarsening, resulting in poor thermal stability (<0.3 Tm)6,7. The strength–ductility and thermal stability trade-off have been longstanding dilemmas, discouraging the application of NC metallic materials.
Various innovations have been proposed to address the aforementioned challenges in NC metals. The key to enhancing the ductility of NC materials lies in promoting their work-hardening ability, which fundamentally depends on boosting the dislocation emission and encouraging dislocation accumulation within the grain interior2,8,9. Well-known approaches, such as creating heterogeneous nanostructures to generate massive geometry necessary dislocations8,9,10 or utilizing chemical heterogeneity within nanograins to promote dislocation accumulation2,11, could improve the ductility of NC materials. However, these approaches result in either a compromise in strength10 or a modest increase in ductility (εu <10%)2. Consequently, achieving high strength (>2 GPa), sufficient ductility (>10%), and adequate thermal stability (>0.5 Tm) in NC metals—a class of high-strength materials with broad potential applications—continues to be a significant challenge. Compared to disordered solid solutions, ordered superlattice structures, in which the cross-slip of dislocations is suppressed by anti-phase boundaries (APBs)12, can significantly enhance dislocation interlocking and accumulation. This makes them good candidates for boosting the work-hardening capabilities of NC alloys. Nonetheless, most ordered superlattice materials (SMs) are brittle due to the poor cohesive strength of GBs13,14, which restricts their applications.
In this work, we develop an order-disorder core-shell nanostructure in a NiCoFeAlTiB alloy. This structure features a multi-element cosegregation-induced thin disordered face-centered-cubic (fcc) nanolayer (≈3 nm) coherently encapsulating the ordered superlattice grain interior. Contrary to the ordered superlattice GB of brittle nature, the interfacial fcc nanolayer is intrinsically ductile, effectively facilitating the dislocation nucleation and accommodating the plastic deformation compatibility for the adjacent grains. Leveraging on the order-disorder core-shell nanostructure, the NC NiCoFeAlTiB samples exhibit high strength combined with high uniform elongation. Moreover, the multi-component interfacial nanolayer further provides strong resistance to grain coarsening, contributing to an exceptional strength–ductility–thermal stability combination of the core-shell nanostructure.
Results and discussion
Microstructure
We adopted a rapid solidification method, specifically the melt-spinning method (Suppl. Fig. 1), which offers high cooling rates >1 × 105 K s−1, for the preparation of an NC Ni42.4Co22.4Fe9.8Al11.0Ti12.6B1.8 (at.%) alloy. The high cooling rates give rise to diffusion-limited solidification and significant microstructure refinement (Suppl. Fig. 2). Figure 1a shows the typical cross-sectional transmission Kikuchi diffraction (TKD) orientation map of the as-spun Ni42.4Co22.4Fe9.8Al11.0Ti12.6B1.8 ribbon with a thickness of 20 μm. The as-spun sample consists of equiaxed nanosized grains with random orientations. Its grain size (d) ranges from 20 to 250 nm, averaging 98 nm (Suppl. Fig. 2f). High-angle annular dark-field scanning transmission electron microscopy (HAADF-STEM) image (Fig. 1b) reveals that the nanograins possess a distinctive core-shell structure with a thin disordered interfacial nanolayer (DINL) enveloping ordered superlattice grain (OSG). Specifically, the grain interior was identified as an L12-type ordered structure (close-packed A3B-type) (Fig. 1b). Atomic-resolution energy-dispersive X-ray spectroscopy (EDS) mapping (Fig. 1c) revealed a (Ni, Co, Fe)3(Al, Ti, Fe)-type compositionally complex ordered superlattice, i.e., Ti and Al atoms mainly occupy the vertices of the L12 unit cell (B-sublattice); Ni and Co atoms mainly occupy the faced centers (A-sublattice); and Fe atoms occupy both the sublattice sites of the L12 unit cell, allowing the alloy to be stoichiometric. In contrast, the “shell” along the GB, i.e., the DINL, is of disordered fcc structure. Its thickness ranges from 2 to 6 nm (Fig. 1b and Suppl. Fig. 3), averaging 3 nm. This disordered nanolayer is highly coherent with the ordered grain interior with a small lattice mismatch of 0.2 % (for details, see Methods). The volume fraction of DINL in the present NC samples can be estimated to be about 7.1% (see Methods), which is much higher than that (0.13%) in the coarse-grained (CG) counterpart15. The much higher volume fraction of DINL could play a more prominent role during plastic deformation.

a Cross-sectional TKD orientation maps revealing equiaxed nanograins with random orientations. b High-resolution HAADF-STEM image taken at a <100> zone axis revealing a core-shell structure, i.e., the thin disordered nanolayer (between the yellow dashed lines) along the grain boundaries enveloping ordered superlattice grain interior. The images on the upper right and bottom right show the fast Fourier transform (FFT) patterns of disordered nanolayer and ordered superlattice grain interior, respectively. c Atomic-resolution HAADF-STEM image and corresponding EDS maps taken from the grain interior, revealing the sublattice occupations of Ni (purple), Co (blue-green), Fe (yellow), Al (green), and Ti (blue) atoms. d Atom maps reconstructed using 3D-APT that show the distribution of each element. Fe (purple), Co (red), and B (blue) are enriched at the DINL, whereas Ni (green), Al (blue-green), and Ti (dark blue) are depleted correspondingly. e One-dimensional compositional profile (across the region indicated by the black arrow in (d)) that quantitatively reveals the elemental distributions across the OSG and DINL. The error bars for the elemental compositions represent the standard deviation of the data within a cylinder with a diameter of 10 nm and a thickness of 0.3 nm. Source data are provided as a Source Data file.
We further quantitatively analyzed the phase composition and elemental distribution of the ordered/disordered interfacial structure by three-dimensional atom probe tomography (3D-APT), which is particularly essential for quantifying the content of the light elements (e.g., boron). As shown in Fig. 1d, APT results show that the grain interior is compositional homogeneous without elemental clustering. In contrast, obvious enrichment of Fe-Co-B, along with the depletion of Ni-Al-Ti, are observed inside the DINL (Fig. 1d). The one-dimensional compositional profile (Fig. 1e and Suppl. Fig. 4) revealed that the peak concentrations of Co, Fe, and B elements in the DINL reach about 31, 18, and 4 at.%, respectively, which are about 8.6, 8.2, and 2.2 at.% higher than those in the grain interior. The addition of fcc formers, like Fe and Co, to the Ni3Al alloy has been demonstrated to substitute for the Ni sublattice, promoting fcc-type disordering by reducing the alloy’s ordering tendency16. Therefore, the substantial cosegregation of Fe and Co plays a decisive role in the nanoscale interfacial disordering.
In addition, we successfully fabricated NC Ni42.4Co22.4Fe9.8Al11.0Ti12.6B1.8 samples with different grain sizes by tuning the cooling rate, which largely depends on the circumferential velocity of the copper drum17. By modulating the cooling rate from ≈1 × 105 to ≈1 × 107 K s-1, the average grain size refines from 204 to 79 nm (Suppl. Fig. 2 and Suppl. Table 1). Correspondingly, the thickness of the ribbon, roughly proportional to the negative one-third power of the cooling rate, decreases from 60 to 15 μm (Suppl. Fig. 2). However, when the cooling rate reaches ≈1 × 107 K s-1 (corresponding to a ribbon thickness of 15 μm), we found that the elemental diffusion during the solidification is suppressed. Although elemental segregation of B at the GBs can be still identified, the co-segregation of Co-Fe and depletion of Ni-Al at the GBs are greatly suppressed (Suppl. Fig. 5). As a result, interfacial disordering is not favored at the GBs. Instead, only the highly ordered superlattice in the vicinity of GBs was observed for the Ni42.4Co22.4Fe9.8Al11.0Ti12.6B1.8 ribbon with d = 79 nm (Suppl. Fig. 6). It’s also noteworthy that a small volume fraction (<2%) of randomly dispersed nanoscale borides (Ti-B riched) is discerned at the GBs and within the grain interior (Suppl. Fig. 7). The sizes and volume fraction of the borides get smaller with increasing the cooling rate, i.e., decreasing the grain size.
Mechanical properties
The core-shell nanostructure endows the NiCoFeAlTiB alloy with exceptional strength–ductility synergy. Figure 2a shows the representative in-situ tensile stress-strain curves of the core-shell structured NiCoFeAlTiB samples with different grain sizes (see Suppl. Movies 1 and 2 for the in-situ tensile tests), together with that for the CG counterpart with a grain size of 11 μm for comparison15. The reference CG counterpart tested with bulk tensile samples has a yield strength (σy) of 1.04 GPa, ultimate tensile strength (σu) of 1.6 GPa, and uniform elongation (εu) of 25%. By contrast, for the present NC core-shell structured samples, σy increases to 1.97 and 2.20 GPa when the grain size decreases to 124 and 98 nm, respectively. Beyond plastic yielding, these NC samples are further deformed until failure, giving the high σu of 2.45 and 2.65 GPa, respectively, along with the corresponding great uniform elongation of (15 ± 1.0)% and (17 ± 1.8)% (Suppl. Fig. 8). Note that the NC samples with d = 124 nm and 98 nm also exhibit large tensile elongation to failure of 34% and 31%, respectively. Micro-tensile tests were also performed on samples with larger dimensions (gauge cross-sectional area of ≈3 × 3 μm2 and ≈ 4 × 4 μm2) to investigate the sample size effect on tensile properties. The results show that samples with a gauge cross-section area of ≈3 × 3 μm² achieved an σu of 2.61 ± 0.03 GPa and uniform elongation of (14 ± 0.7)%, while those with ≈4 × 4 μm² reached 2.58 ± 0.02 GPa and (15 ± 0.4)%, respectively (Suppl. Fig. 9 and Suppl. Movie 3). These findings indicate a negligible sample size effect on the tensile properties of our NC core-shell structured samples, suggesting that the observed properties might be representative of the material’s bulk mechanical behavior. Direct comparison of the tensile properties of our NC core-shell structured samples with other high-performance NC and ultrafine-grained (UFG) alloys4,15,18,19,20,21,22,23,24,25,26 is given in Fig. 2b. Clearly, our samples demonstrate excellent strength–ductility combinations that surpass those of NC and UFG alloys. Such a strength–ductility combination is, in fact, competitive with state-of-the-art high-strength alloys, including those strengthened by multiple phases27.

a Representative tensile engineering stress-strain curves for NC core-shell structured samples (d = 98 nm (red curve) and 124 nm (blue-green curve)). For comparison, the engineering stress-strain curves for the CG counterpart tested with bulk tensile samples15 and NC sample (d = 79 nm, blue curve) without core-shell structure are also included. The ultimate tensile strength (σu) is marked on the curves. The engineering stress-strain curve for the CG counterpart is reproduced with permission from ref. 15. Copyright (2020) AAAS. b Tensile strength versus uniform elongation of NC NiCoFeAlTiB samples compared with those of NC Ni-based alloys, NC, UFG, and nanolaminated (NL) high entropy alloys, and CG NiCoFeAlTiB samples4,15,18,19,20,21,22,23,24,25,26. The error bars for tensile strength and uniform elongation represent the standard deviations of 3 or 4 measurements, respectively. c The work-hardening rate curves of NC core-shell structured samples (d = 98 nm (red curve) and 124 nm (blue-green curve)) alongside those of NC fcc alloys (e.g., Ni, Co, and NiCo alloys2,33) for comparative analysis. The work-hardening rate curves for NC fcc alloys are reproduced with permission from refs. 2, 33. Copyrights (2022) Springer Nature and (2010) AIP Publishing. d–g Scanning electron microscopy (SEM) images of the dog bone-shaped tensile sample (d = 98 nm) deformed at the strains of 0, 17%, 25%, and after fracture. Source data are provided as a Source Data file.
We attribute the high yield strength of the present NC samples to two aspects, i.e., ordering strengthening (∆σos) and Hall-Petch strengthening (∆σHP). The ordering strengthening positively correlates with the APB energy28. According to a model proposed by Crudden et al.15,29, the occuptation Al sublattice by Ti substantially increases the APB energy. As a result, the APB energy of our ordered superlattice is estimated to be ≈296 mJ m-2, which is more than double that of binary Ni3Al alloy (110 mJ m-2). The high APB energy promotes a strong barrier against both the nucleation and motion of dislocations, accounting for the ≈900 MPa ordering strengthening. The ∆σos of the present NiCoFeAlTiB alloys is more than twice that of conventional SMs (e.g., ∆σos of Ni3Al and FeAl is below 400 MPa)15,30, and well above the sum of the friction stress (σ0) and the solid solution strengthening (∆σss) of disordered fcc metals (e.g., Ni, NiCoCr, CoCrFeMnNi)31. This endows the present NiCoFeAlTiB alloys with a very high base strength.
Moreover, the grain refinement of the NiCoFeAlTiB samples to the nanoscale regime also imposes strong confinement to dislocation motion and thus gives rise to a significant GB strengthening effect. According to the Hall-Petch equation, ∆σHP linear correlated to the Hall-Petch coefficient (kHP) and the inverse square root of grain size (d-1/2). Based on the strength-grain size data of CG and NC NiCoFeAlTiB alloys, the Hall-Petch coefficient is estimated to be about 510 MPa μm1/2 (Suppl. Fig. 10a), which is higher than that of the disordered multi-component alloys (e.g., CoNiFe and CoCrFeMnNi) and approximately three times that of pure Ni and NiCo alloys24,31,32 (Suppl. Fig. 10b). The higher kHP value endows a higher strength increment as the grain size was refined to the same value. The ∆σHP for the present NiCoFeAlTiB alloys was about 1.8 GPa when the grain size was refined to 79 nm. The high ordering strengthening and Hall-Petch strengthening effects collectively give the NC NiCoFeAlTiB samples a higher yield strength compared with ordered SMs and disordered fcc metals with the same grain size. Note that the precipitation strengthening contributed by the borides amounts to 165 and 18 MPa for samples with grain sizes of 124 and 98 nm, respectively (see detailed calculations in Suppl. Note 1). These values are significantly lower compared to those contributed by Hall-Petch strengthening and order strengthening.
Deformation mechanisms
The work-hardening capabilities of the NC core-shell structured NiCoFeAlTiB samples at such a high-stress level (≥2 GPa) are extraordinary, setting them apart from conventional NC fcc alloys that typically exhibit deformation softening as strain surpasses 5%. Figure 2c illustrates the work-hardening rate curves of the NC core-shell structured samples alongside those of NC fcc alloys (e.g., Ni, Co, and NiCo alloys2,33) for comparative analysis. Unlike NC fcc alloys with similar strength, which experience a rapid drop in work-hardening rate to zero as a result of limited work-hardening capabilities, the NC core-shell structured samples display a superior work-hardening rate at high strains. Specifically, after an initial decrease due to the elastic-plastic transition, their work-hardening curves show a plateau before the final decrease. The enhanced work-hardening rate suggests a high rate of dislocation accumulation in the NC order-disorder core-shell structured NiCoFeAlTiB samples. To investigate the underlying deformation mechanisms, surface morphologies of the sample during in-situ tensile tests were first investigated (Fig. 2d–f). As shown in Fig. 2f and Suppl. Fig. 11, multiple bands with diverse directions in different grains were observed after necking, which are recognized as slip bands. These multidirectional slip bands are reminiscent of those in CG metals, typically indicating extensive dislocation activities within different nanograins that work in concert to accommodate the strain. The accumulation of dislocations contributes to a good work-hardening capability and the resultant enhanced ductility. In contrast, because of the diminished capacity for dislocation accumulation, conventional NC materials generally experience localized deformation, like shear bands and grain coarsening, which induces plastic instability and premature fracture34. Additionally, the tensile fractography of the core-shell structured NiCoFeAlTiB samples shows a dimpled structure (Fig. 2g) instead of intergranular cracking, suggesting that the DINL can effectively coordinate the plastic deformation and exhibit a good cohesive strength.
TEM characterization further verified the extensive dislocation activities in the NC core-shell structured alloys. Figure 3a and Suppl. Fig. 12 display bright-field TEM images of the specimen with d = 98 nm and d = 124 nm deformed with a 25% plastic strain, respectively, where a necked area is evident. A clear contrast is observed between the necked and undeformed regions. In areas distant from the necked region, where grains remain nearly undeformed, sharp GBs and a distinct appearance with minimal contrast variation inside the grain are evident (Suppl. Fig. 12a), suggesting a low dislocation density. In the uniform deformed regions (Fig. 3b, c), pronounced dislocation activities are discernible in the vicinity of the DINL. In some grains (Suppl. Fig. 11b), dislocations with different slip systems were activated and intersected within the grain interior. The increased dislocation density accounts for the work-hardening at the uniform deformation stage. In the necked region, grains were uniformly elongated without grain-boundary cleavages (Fig. 3d), which implies overloaded strains are successfully coordinated by the dislocation activities within grains and the DINL. HAADF-STEM images did reveal significant storage of dislocations inside the nanograins (Fig. 3e). High-resolution HAADF-STEM images demonstrate that high-density dislocations (≈1015 m-2) are located within the grains (Suppl. Fig. 13). These observations confirm that the work-hardening in the NC core-shell structured alloys is achieved by a pronounced dislocation accumulation, which delocalizes strain and contributes to enhanced ductility.

a TEM images of the plastically deformed specimens under the tensile strain of 25% at room temperature, showing an apparent necking area. b, c Dislocations were activated at the region near the necked area (red dashed squares in Fig. 3a). d Grain elongation in the necking zone (GBs are denoted by the yellow lines). e High-density dislocations are preserved in the nanograins at the necked area. f Schematics showing the deformation mechanisms of NC core-shell structured NiCoFeAlTiB alloys. The initial sample has a core-shell structure and a low dislocation density. The thick yellow lines denote the DINLs. During the early-stage deformation, a large number of dislocations nucleate from the GBs and then slip into the nanograin. With the increase in strain, dislocations (denoted by blue vertical lines) with different slip systems (black dashed lines) were activated to coordinate the deformation, which intersected within the grain interior and are preserved within the nanograins.
In NC disordered alloys, dislocations typically traverse the grains unimpeded and are absorbed by the opposite boundary, resulting in limited opportunities for interlocking and multiplying within the grains2,3,35,36. Consequently, the dislocation density within grains remains constant, leading to minimal work hardening and early strain localization2,3. In the SMs, strain is carried by the superdislocations (i.e., closely spaced pairs of unit dislocations bound together by an APB). The high APB energy of SMs imposes an elevated impediment to superdislocation motion37. Additionally, the special arrangement of superdislocation makes cross-slip difficult12. Even if cross-slip occurs in a segment of the screw dislocation line under certain conditions, a Kear-Wilsdorf lock would form at this segment, inhibiting further slip12. These factors considerably enhance the chances for superdislocation interlocking and accumulation in the nanograins (Fig. 3b–f), thereby improving the work-hardening capability. Moreover, interfacial disordering in our NC core-shell structure eliminates the strong APB barrier to the nucleation of dislocations and substantially reduces the critical stress for dislocation generation and transmission at GBs (Fig. 3f). This helps to ease local shear and increases dislocation activities at GB regions37. As a result, the work-hardening capability and tensile ductility are greatly improved. The high tensile ductility of our core-shell structured NiCoFeAlTiB alloys also contrasts sharply with the poor tensile ductility of conventional NC SMs, which usually suffer from an intergranular fracture at room temperature because of weak cohesive strength of GBs and a strong APB barrier to the nucleation of dislocations. As an example, we performed in-situ tensile experiments (Suppl. Movie 4) on the NC NiCoFeAlTiB alloys (d = 79 nm) without interfacial disordering at the GBs, and the tensile results show that this sample exhibited a high yield strength of 2.97 GPa but almost fractured within the elastic region (Fig. 2a), exhibiting near-zero tensile plasticity. By comparing NC samples of the same composition with and without DINL, it can be clearly demonstrated that the presence of DINL plays a decisive role in the plasticity of the alloy.
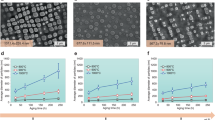
In addition, the NC core-shell structure exhibits excellent thermal stability. We annealed the samples with a grain size of 98 nm at various temperatures for 1 h to determine the onset grain-coarsening temperature (Ton). The changes in nanohardness and grain size with annealing temperature (Fig. 4a, b) demonstrate that the Ton is as high as Ton = 1173 K. The nanohardness value was 9.0 GPa at room temperature and remained to be 8.3 GPa at 1173 K. TEM observations revealed a moderate grain coarsening at 1173 K, from nanograins in the as-spun state (Fig.4c) to the ultrafine grains (d = 355 nm), along with the precipitation at GBs (Fig.4d). Extensive grain growth accompanied by hardness drop only occurred when the NiCoFeAlTiB sample was annealed beyond 1173 K (Fig.4e).

a Variation of hardness (red circle) and grain size (blue-green rhombus) as a function of annealing temperature (with a duration of 1 h) for the as-spun sample with a grain size of 98 nm. The error bars for hardness and grain size represent the standard deviations of 10 hardness values and ~200 grain size measurements, respectively. b Cumulative area fraction of grain size for the as-spun sample and after being annealed at various temperatures (1073 to 1273 K). c–e The typical TEM images for the as-spun sample and the samples annealed at 1173 and 1273 K. The red dashed circles denote the nanoprecipitates. f The onset of coarsening temperature vs. grain size of the present core-shell structured NiCoFeAlTiB alloys, in comparison with previous NC Ni, Ni-base alloys, and HEAs22,38,40,41,42,43,48. Source data are provided as a Source Data file.
The Ton of our NC core-shell structured samples is 300 K higher than that of conventional NC SMs (Ni3(Si, Ti))22,38. Moreover, it is considerably higher than most NC alloys including NC HEAs39,40,41,42,43 with sluggish diffusion rate, and even higher than those of nanotwinned (NT) Ni alloys44,45 with low-energy GBs, NC Ni-based alloys (e.g., Ni-Mo and Ni-Fe alloys) with GB segregation46,47,48 (Fig. 4f).The enhanced thermal stability of our NC samples is ascribed to both thermodynamic stabilization and kinetic stabilization. Thermodynamically, the formation of DINL considerably reduces the GB energy and lowers the driving force for grain coarsening. For the ordered alloys, their GB energies have been reported49 to be expressed as \({\gamma }_{{{{\rm{GB}}}}}=\gamma (\theta )+{\gamma }^{*}(\theta )\), where θ is the misorientation angle. The first term is the energy only depending on θ irrespective of ordered or disordered lattice, and the second term is arising from wrong chemical bonds across the GB for the ordered superlattice, i.e., ordered energy. According to the equation, the \({\gamma }_{{{{\rm{GB}}}}}\) of a disordered interface is apparently lower than that of an ordered interface. Therefore, the Ton of the present core-shell nanostructure is reasonably higher than that of conventional NC SMs. On the other hand, the GBs are of high-entropy nature, and the GB high-entropy effect induces substantially lower \({\gamma }_{{{{\rm{GB}}}}}\) contrast with binary counterparts, especially at high temperatures50. These two aspects contribute to a much lower driving force of grain growth at high temperatures for the present NiCoFeAlTiB alloys compared to conventional SMs and binary/ternary Ni alloys.
Kinetically, the DINL and the nanoprecipitates at GBs pose a strong pinning effect on the GB migration at elevated temperatures. As the interfacial nanolayer and the grain interior show an apparent composition difference, the migration of GB thus requires cooperative and collective diffusion of all constituent elements. Before annealing, the TEM-EDS maps show that the constituent elements are almost uniformly distributed (Suppl. Fig. 14), while the compositional undulation was observed at length scales up to 100 nm after annealing at 1073 K, verifying the collective diffusion of constituent elements (Suppl. Fig. 15). The small amount of Ti-B-riched nanoprecipitates at GBs (Suppl. Figs. 15, 16) would further provide an additional Zener pinning effect on the GB migration. Collectively, the present NC core-shell structured samples show superior structure coarsening temperatures than those of conventional NC SMs and HEAs (Fig. 4f).
In summary, we utilize an NC core-shell structure to achieve a combination of high strength (>2 GPa), sufficient ductility (>15%), and exceptional thermal stability (1173 K, 0.78 Tm) in a multi-component NiCoFeAlTiB superlattice alloy. The high strength originates from the ordering strengthening and Hall-Petch strengthening. The high ductility is realized by the significant dislocation accumulation capability and enhanced work-hardening rate enabled by the core-shell architecture. The multi-element cosegregation-induced interfacial disordering also contributes to high resistance to grain coarsening at elevated temperatures. These combined properties exceed those achieved by other nanostructuring strategies, including GB engineering and hierarchical microstructuring. We believe that our order-disorder core-shell design philosophy may provide a highly effective approach for the future development of other high-performance nanostructured materials.
Methods
Specimen preparation
The ingots with a nominal composition of Ni43.9Co22.4Fe8.8Al10.7Ti11.7B2.5 (in atomic percentage, at.%) were first fabricated by conventional arc melting with high-purity elements (>99.95 at.%) under a Ti-gettered argon atmosphere. The ingots were remelted at least five times to ensure chemical homogeneity. Then, small pieces weighting 5–10 g of the ingots were put inside a quartz tube with a 1.0 and 3 mm-diameter nozzle and were remelted in the induction coil and injected onto the surface of a rotating copper roller to form ribbons with various thicknesses from 13 to 60 μm. The circumferential velocity was varied from 10 to 38 m s-1 and the gas (high-purity argon) ejection pressure was 0.04 MPa. The nominal cooling rate \(\dot{T}\), which exhibits a strong dependence on ribbon thickness (\(\dot{T}\propto {D}^{-3.1}\)), was estimated according to ref. 17. For example, the nominal cooling rates for the 60-μm-ribbon and 15 μm-ribbon were estimated to be about 1 × 10-5 K s-1 and 1 × 10-7 K s-1, respectively (Suppl. Table 1). The quenching temperature was around 1623 K. Finally, the nanostructured ribbon samples with a thickness of about 25 μm and a width of 2 mm were prepared. Using this single-roller melt-spinning method, we also prepared ribbons with a thickness of 60 μm and a width of 6 mm. The macroscopic view of the ribbons is shown in Suppl. Fig. 1b.
Microstructural characterizations and in-situ SEM micro-tension testing
X-ray diffraction (XRD) measurement was taken on Bruker D2 phase with Cu Kα radiation (wavelength: 1.54184 Å, step size: 0.02°) to analyze the crystal orientation and phase constitution of as-spun ribbons. Plan-view and cross-section images of the microstructures were examined with a JOEL JEM-2100F TEM operated at 200 kV. Atomic-resolution scanning transmission electron microscopy (STEM) images and energy dispersive spectrometry (EDS) maps were acquired on an aberration-corrected FEI Titan G2 microscope at 300 kV fitted with super-X EDS having four windowless silicon drift detectors. We observed at least five grains with the aberration-corrected TEM to determine the presence of DINL and the thickness of DINL for samples with different grain sizes. The Bruker Esprit software was used to conduct the postprocessing of the HAADF-STEM images. A three-pixel smoothing filter provided by Esprit was applied to the atomic resolution maps. The lattice mismatch value was estimated by the equation of δ = 2(αOSG- αDINL)/(αOSG + αDINL), where α refers to the lattice parameter of each region. The volume fraction of DINL was estimated by the equation of fDINL = 1-(1-t/d)3, where d is the mean grain size, and t is the thickness of DINL. The crystal texture and orientation were examined by TKD in TESCAN MIRA3 FEG-SEM. The kernel average misorientation (KAM) mapping was used to characterize dislocation density distribution after tensile deformation. TEM and TKD specimens were prepared using FEI Scios Dual-Beam FIB operated at a voltage of 30 kV with the cross-section at a tilt angle of 52° relative to the Ga ion sputtering direction. We employed the standard conditions for milling TEM samples; the specimen is first thinned until it becomes electro-transparent at 10 kV (≈100 nm thick) using the 30 kV ion beam and a current of 50 pA, and then thinned until it becomes electro-transparent at 5 kV (≈50 nm thick) using the 16 kV ion beam and a current of 25 pA. A low accelerating voltage (5 kV) and beam current (16 pA) were employed in the final milling step for 5 min to minimize the Ga+ implantation.
The mechanical behavior of samples was measured using an in-situ micro-tension tester in an SEM at room temperature. At least three samples were tested to confirm the reproducibility of measurements (Suppl. Fig. 8). The micro-tensile specimens with a rectangle cross-section (≈1.3 μm × ≈ 1.5 μm) and a gauge length of 2–3 μm were fabricated by the FIB system. The as-prepared microtensile samples have a sufficiently large number of nanograins (100–250) through the cross-section, thus minimizing the sample size effect on measured mechanical properties. To reduce the potential damage and contamination of the sample during FIB milling, the standard conditions for milling were used, such as 30 kV for the ion beam and decreasing currents for the different milling steps, 200, 100, and 50 pA, followed by finishing steps with 10 pA. Uniaxial tensile tests were carried out on an in-situ micro-/nano-mechanical tester (PI85 PicoIndenter from Hysitron) at room temperature inside an SEM chamber. The tensile grips were milled from a conical conductive diamond tip. Tensile tests were conducted at a nominal strain rate of 5 × 10−4 s−1. To investigate the sample size effect on tensile properties, micro-tensile samples with a gauge cross-sectional area of ≈3 × 3 μm2 and ≈4 × 4 μm2 were also prepared and tested at a strain rate of 5 × 10−4 s−1. The uniaxial tensile tests for samples with large dimensions (≈3 × 3 μm2 and ≈ 4 × 4 μm2) were carried out on an in-situ micro-/nano-mechanical tester (FT-NMT04 from Femto Tools) at room temperature inside an SEM chamber. The load-displacement data and the real-time morphology of tensile samples were recorded synchronously. We corrected the stress-strain curves by applying the elastic modulus of the specimen15. The accuracy of our approach was verified by directly comparing the obtained strain value with that derived from the change in gauge length in recorded video measurements in SEM.
APT
Three-dimensional elemental distribution at the atomic scale was determined using a local electrode APT (CAMECA, LEAP 5000 XR). Tip-shaped specimens for the 3D-APT tests were fabricated by a lift-out method and annularly milled in a focused ion beam/scanning electron microscope (FIB/SEM, FEI Scios). APT results reveal that the contents of oxygen and carbon impurities in the as-spun sample are very low, recorded at 0.023 at.% and 0.058 at.%, respectively (Suppl. Fig. 17). The 3D-APT specimens were analyzed at 70 K in the voltage mode, with a pulse repetition rate of 200 KHz, a pulse fraction of 20%, and an evaporation detection rate of 0.3%. After that, Imago Visualization and Analysis Software (IVAS) in version 3.8.2 was used for 3D reconstruction and compositional analysis. To precisely quantify the compositional variations across the nanoscale disordered interfaces, a cylindrical region of interest (ROI) with a diameter of 10 nm was positioned perpendicular to the planar interface, and a one-dimensional (1D) compositional profile along the z-axis with a bin width of 0.3 nm was constructed.
Thermal stability
To investigate thermal stability, the as-spun ribbons were firstly sealed in quart tubes with an argon atmosphere and then annealed at various temperatures ranging from 1073 to 1273 K for 60 min. Nanohardness tests were carried out on the cross-section of the as-deposited and annealed specimens using a Hysitron TI950 nanoindenter with a peak load of 8 mN and a dwell time of 10 s. At least ten indenters were conducted to verify the accuracy and scatter of the testing data.
Data availability
The data that support the findings of this study are available from Figshare51 and from the corresponding authors upon request. Source data are provided with this paper.
References
Cordero, Z. C., Knight, B. E. & Schuh, C. A. Six decades of the hall–petch effect—a survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 61, 495–512 (2016).
Li, H. et al. Uniting tensile ductility with ultrahigh strength via composition undulation. Nature 604, 273–279 (2022).
Meyers, M. A., Mishra, A. & Benson, D. J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 51, 427–556 (2006).
Li, Z. et al. A nanodispersion-in-nanograins strategy for ultra-strong, ductile and stable metal nanocomposites. Nat. Commun. 13, 5581 (2022).
Ma, E. Instabilities and ductility of nanocrystalline and ultrafine-grained metals. Scr. Mater. 49, 663–668 (2003).
Koch, C. C. et al. Stabilization of nanocrystalline grain sizes by solute additions. J. Mater. Sci. 43, 7264–7272 (2008).
Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 1, 16019 (2016).
Ma, E. & Zhu, T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 20, 323–331 (2017).
Li, X. et al. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 5, 706–723 (2020).
Wu, X. et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 112, 14501–14505 (2015).
Sun, L. G. et al. Nanostructural metallic materials: Structures and mechanical properties. Mater. Today 38, 114–135 (2020).
Meyers, M. A. E. & Chawla, K. K. Mechanical Behavior of Materials 2nd edn, Vol. 884 (Cambridge University Press, 2008).
Muller, D. A. et al. Structure, chemistry and bonding at grain boundaries in Ni3Al—I. The role of boron in ductilizing grain boundaries. Acta Mater 44, 1637–1645 (1996).
Takasugi, T., Izumi, O. & Masahashi, N. Electronic and structural studies of grain boundary strength and fracture in Ll2 ordered alloys—II. On the effect of third elements in Ni3Al alloy. Acta Metall. 33, 1259–1269 (1985).
Yang, T. et al. Ultrahigh-strength and ductile superlattice alloys with nanoscale disordered interfaces. Science 369, 427–432 (2020).
Yang, T. et al. Chemically complex intermetallic alloys: a new frontier for innovative structural materials. Mater. Today 52, 161–174 (2022).
Tkatch, V. I. et al. The effect of the melt-spinning processing parameters on the rate of cooling. Mater. Sci. Eng. A 323, 91–96 (2002).
Ming, K. et al. Enhancing strength and ductility via crystalline-amorphous nanoarchitectures in TiZr-based alloys. Sci. Adv. 8, eabm2884 (2022).
Fan, L. et al. Ultrahigh strength and ductility in newly developed materials with coherent nanolamellar architectures. Nat. Commun. 11, 1–8 (2020).
Fu, Z. et al. A high-entropy alloy with hierarchical nanoprecipitates and ultrahigh strength. Sci. Adv. 4, eaat8712 (2018).
Ren, J. et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 608, 62–68 (2022).
Bojar, Z., Jóźwik, P. & Bystrzycki, J. Tensile properties and fracture behavior of nanocrystalline Ni3Al intermetallic foil. Scr. Mater. 55, 399–402 (2006).
Liang, Y. J. et al. High-content ductile coherent nanoprecipitates achieve ultrastrong high-entropy alloys. Nat. Commun. 9, 4063 (2018).
Xie, Y. et al. A novel nanostructure to achieve ultrahigh strength and good tensile ductility of a CoCrFeNiMn high entropy alloy. Nanoscale 12, 5347–5352 (2020).
Zheng, R. et al. Microstructure and tensile properties of nanocrystalline (FeNiCoCu)1−xTixAlx high entropy alloys processed by high pressure torsion. Intermetallics 74, 38–45 (2016).
He, J. Y. et al. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater 102, 187–196 (2016).
Li, Y. et al. Ductile 2-GPa steels with hierarchical substructure. Science 379, 168–173 (2023).
Ardell, A. J. Precipitation hardening. Metall. Trans. A 16, 2131–2165 (1985).
Crudden, D. et al. Modelling of the influence of alloy composition on flow stress in high-strength nickel-based superalloys. Acta Mater 75, 356–370 (2014).
Baker, I. et al. The effect of grain size on the yield strength of FeAl and NiAl. Acta Metallurgica. et Materialia. 39, 1637–1644 (1991).
Li, Z. et al. Achieving superb strength in single-phase FCC alloys via maximizing volume misfit. Mater. Today 63, 108–119 (2023).
Duan, F. et al. Ultrastrong nanotwinned pure nickel with extremely fine twin thickness. Sci. Adv. 7, abg5113 (2021).
Shen, X. et al. Tensile-relaxation behavior of electrodeposited nanocrystalline Ni. J. Appl. Phys. 108, 054319 (2010).
Wardini, J. L., Grigorian, C. M. & Rupert, T. J. Amorphous complexions alter the tensile failure of nanocrystalline Cu-Zr alloys. Materialia 17, 101134 (2021).
Wang, L. et al. Grain rotation mediated by grain boundary dislocations in nanocrystalline platinum. Nat. Commun. 5, 4402 (2014).
Hughes, D. A. & Hansen, N. Exploring the limit of dislocation based plasticity in nanostructured metals. Phys. Rev. Lett. 112, 135504 (2014).
Zhao, Y. L. et al. A Co-rich chemically complex intermetallic alloy with extraordinary strength-ductility synergy. Scr. Mater. 229, 115371 (2023).
Kaneno, Y., Myoki, T. & Takasugi, T. Tensile properties of L12 intermetallic foils fabricated by cold rolling. Int. J. Mater. Res. 99, 1229–1236 (2008).
Cao, J. S. et al. Exceptional thermal stability of nanostructured FeCoNiCrCu high entropy alloy facilitated by unusual grain boundary segregation. Scr. Mater. 234, 115545 (2023).
Shahmir, H. et al. Effect of annealing on mechanical properties of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng., A 676, 294–303 (2016).
Schuh, B. et al. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta. Mater. 96, 258–268 (2015).
Liang, N. N. et al. High thermal stability of nanocrystalline FeNi2CoMo0.2V0.5 high-entropy alloy by twin boundary and sluggish diffusion. Mater. Sci. Eng., A 848, 143399 (2022).
Goodelman, D. C. & Hodge, A. M. Distribution of nanodomains in heterogeneous Ni-superalloys: Effect on microstructure and mechanical deformation. Acta. Mater 252, 118940 (2023).
Duan, F. H. et al. Hardness-thermal stability synergy in nanograined Ni and Ni alloys: superposition of nanotwin and low-energy columnar boundary. J. Mater. Sci. Technol. 137, 123–131 (2023).
Sim, G. D. et al. Nanotwinned metal MEMS films with unprecedented strength and stability. Sci. Adv. 3, 6 (2017).
Hu, J. et al. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science 355, 1292–1296 (2017).
Gao, P. et al. Ultra-strong and thermally stable nanocrystalline CrCoNi alloy. J. Mater. Sci. Technol. 106, 1–9 (2022).
Ebrahimi, F. & Li, H. Grain growth in electrodeposited nanocrystalline fcc Ni–Fe alloys. Scr. Mater. 55, 263–266 (2006).
Kaneno, Y. & Takasugi, T. Effects of stacking fault energy and ordering energy on grain boundary character distribution of recrystallized L12-type ordered alloys. Mater. Sci. Eng. A 393, 71–79 (2005).
Zhou, N. et al. Stabilization of nanocrystalline alloys at high temperatures via utilizing high-entropy grain boundary complexions. Scr. Mater. 124, 160–163 (2016).
Duan, F. et al. An order-disorder core-shell strategy for ultrastrong, ductile, and stable nanostructured alloys. Figshare https://doi.org/10.6084/m9.figshare.26095912 (2024).
Acknowledgements
We sincerely acknowledge discussions with C.T. Liu (City University of Hong Kong). We also sincerely thank Yantao Sun, Fanghai Xin, and Fengkai Yan at the Liaoning Academy of Science for the technique assistance of the in-situ micro-tensile test. J. Lu gratefully acknowledges the support of the National Natural Science Foundation of China/Hong Kong Research Grants Council Joint Research Scheme (Project No: N_CityU151/23), Hong Kong General Research Fund (GRF) Scheme (CityU 11216219), and Hong Kong Innovation and Technology Commission via the Hong Kong Branch of National Precious Metals Material Engineering Research Center. This work was supported by the National Natural Science Foundation of China (Nos. 52101162). T. Yang greatly acknowledges the financial support from the National Natural Science Foundation of China (Grant No. 52222112 and 52101151) and the Hong Kong Research Grant Council (RGC) (Grant No. CityU 11208823). Q. Li acknowledges the support from the National Natural Science Foundation of China (Nos. 52101162). APT research was conducted at the Inter-University 3D APT Unit of City University of Hong Kong (CityU), which is supported by the CityU grant 9360161.
Author information
Authors and Affiliations
Contributions
F.D., Q.L., T.Y., and J.L. generated the idea and designed the experiments. F.D., Q.L., Z.J., and L.Z. conducted preliminary microstructure examinations. F.D. and J.H.L. performed the APT experiments and carried out the analysis. F.D., Q.L., and Z.S. performed the TEM characterization. W.Z. and S.Z. helped to prepare the samples. F.D. and X.Z. performed the in-situ tension tests. F.D. and Q.L. analyzed the data and wrote the initial manuscript. J.P., T.Y., and J.L. revised the manuscript. All the authors contributed to the final manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Arun Devaraj, and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Duan, F., Li, Q., Jiang, Z. et al. An order-disorder core-shell strategy for enhanced work-hardening capability and ductility in nanostructured alloys. Nat Commun 15, 6832 (2024). https://doi.org/10.1038/s41467-024-50984-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-024-50984-9
- Springer Nature Limited