
Abstract
This work deals with the influence of different heat treatment temperatures (140, 150, 160, 170, 180, 190, 200, and 210 °C) on changes in sapwood and red heartwood of European beech (Fagus sylvatica L.). According to the results of wet chemistry methods, HPLC (high-performance liquid chromatography), FTIR (Fourier transform infrared spectroscopy), SEC (size exclusion chromatography), the wood constituents in sapwood and red heartwood behaved similarly to heat treatment, but the individual proportions were different. The loss of hemicelluloses and the increase in extractives with increasing temperature were more pronounced in sapwood. The amount of cellulose in sapwood and red heartwood showed similar behaviour with increasing temperature. Thermal treatment causes changes in cellulose crystallinity, and the formation of aromatic structures, mainly in beech sapwood. However, the increase in the lignin content of red heartwood was significantly lower than that of sapwood due to its auto condensation, and formation of pseudo-lignin. Among the carbohydrates, the most significant changes were observed in xylose content, which was almost twice as high in red heartwood as in sapwood. Other carbohydrates (glucose, mannose, galactose, and arabinose) reached similar values in sapwood and red heartwood.
Similar content being viewed by others
Introduction
Thermal treatment of wood is a widespread and environmentally friendly method of modifying wood properties using only the action of heat and water. The result of thermal treatment is reduced hygroscopicity of wood, increased durability, darker colour, and biological resistance to insects, mould, and fungi. The main disadvantage of thermal treatment is the reduction of some mechanical properties, especially bending properties [1,2,3,4,5]. Due to the chemical changes caused by higher temperatures, the wood becomes less flexible and more brittle [6].
Thermal treatment of wood currently uses temperatures in the range of 160–280 °C, sometimes a narrower range of 180–260 °C was reported [7]. Temperatures below 140 °C cause small, insignificant changes, while temperatures above 300 °C already cause wood degradation, significantly deteriorating its properties [8]. The most used thermal treatment technologies include five processes such as ThermoWood (Finland), PLATO® (Netherlands), OHT (Germany), Rétification and Bois Perdue (France), which are the most widely used [9, 10]. More recently, newer thermal wood treatment technologies have emerged, such as WTT (Denmark), Huber Holz (Austria), Firmolin (Netherlands) and Termovuoto (Italy), which are still used to a lesser extent [10, 11]. The thermal treatment technologies used in industry differ mainly in the treatment conditions (temperature, pressure, duration, environment, etc.) [12].
European beech (Fagus sylvatica L.) is one of the most widespread and important hardwood species in Europe, with several excellent properties such as high crushing strength, excellent bending properties, good gluing, and surface finishing properties. However, older trees with larger dimensions may develop wood discolouration, usually referred to as red heartwood, false heartwood, redheart, altered heartwood, affected heartwood, pathological heartwood, facultative heartwood, or red core [13,14,15,16]. The formation of heartwood is generally associated with the breakdown of the water transport system and a decrease in the vitality of the parenchyma tissue, radial transport processes, a decrease in various physiological performances and the decomposition of soluble carbohydrates; storage substances are degraded or converted into heartwood substances [17]. Red heartwood is mostly found in the central part of the trunk and is typically darker in colour, ranging from light pink to brownish in beech. The colour of red heartwood is strictly dependent on the intensity of the phenomenon that caused it [18]. The presence of larger amounts of red heartwood significantly reduces the value of beech wood: red heartwood is poorly suited for serial production of appearance products due to its heterogeneity and instability in colour and appearance structure. Red heartwood is a crucial factor affecting the quality of logs, thus reducing the price of their derived products, and causing economic losses in forestry and wood processing industries [17, 19, 20].
Specific industrial problems have been reported for red heartwood, such as liquid permeability problems during impregnation and difficulties in drying processes [15, 21]. According to some studies, the mechanical properties of beech red heartwood are inferior to those of normal wood, but not to the extent that red heartwood is unusable [13]. On the other hand, Todorović et al. [22] found that the mechanical properties of beech red heartwood are remarkably like those of normal beech wood. For this reason, there are requirements to use red heartwood for structural elements (e.g., glulam), furniture or flooring [23]. Other authors, such as Pöhler et al. [21] and Arač et al. [24], also point out that it has not been clearly proven that red heartwood has significantly worse mechanical, technological, or adhesive properties compared to normal beech wood.
Heat treatment causes chemical changes in wood through chemical reactions that initially include partial hydrolysis of hemicelluloses and extraction of water-soluble substances [25]. The formation of various substances, such as acetic acid, is typical of heat treatment of wood. Acetic acid catalyses the degradation of carbohydrates, which can lead to the degradation of lignin [25]. These chemical changes have a negative effect on the mechanical properties of wood, as cellulose is primarily responsible for the strength of wood fibres due to its high degree of polymerisation (DP) and linear orientation [26]. Lignin acts as a reinforcing element for wood fibres. Hemicelluloses link the fibrous cellulose to the amorphous lignin [27]. Mechanical properties, in particular modulus of elasticity, flexural strength, and notched bar impact strength, are highly dependent on the cellulose content in wood [27], the decrease of which reduces the values of these properties [26]. The degree of polymerisation of cellulose and hemicelluloses is an important factor influencing the strength of wood [28]. However, due to thermal degradation, the initial decrease in wood strength (30–40%) is caused by a decrease in the degree of hemicelluloses polymerisation, but not in the degree of cellulose polymerisation [26]. It is only with prolonged exposure to higher temperatures that cellulose is more affected, with its degree of polymerisation playing a greater role. Carbohydrates are more susceptible to changes due to high temperatures than lignin, especially hemicelluloses. The degradation of hemicelluloses decreases the amount of material that fungi can decompose, contributing to increased resistance to fungi. The decrease in hemicellulose hydroxyl groups improves thermally modified wood's dimensional stability. Cleavage of glycosidic bonds in cellulose significantly affects the reduction in the strength properties of thermally treated wood, especially at higher temperatures. Depending on the changed properties, ThermoWood has various uses, for example, decking, cladding, saunas, furniture, and flooring [7, 29,30,31]. Another characteristic of heat treatment is the change in colour of the wood [25]. Ammonia treatment improves the properties of beech wood, including colour changes [32], but requires the use of chemicals. Hydrothermal modification has been used to remove unwanted colour differences in wood [33, 34], but this process is time consuming. Heat treatment achieves more significant colour changes in a shorter time [18, 35]. Due to high temperatures during heat treatment, various changes occur in beech red heartwood. The main consequence of heat treatment is a colour change caused by chemical changes in the wood, which is more pronounced in red heartwood than in normal wood. This colour change is represented by the presence of catechin and 2,6-dimethoxybenzoquinone, which are the main precursors of chromophoric compounds in discoloured beech wood [23, 36]. Red heartwood has a more pronounced colour change than normal wood. Therefore, heat treatment can be used to uniform the overall colour of beech wood.
This study focuses on the chemical changes of polysaccharides in beech sapwood and red heartwood after heat treatment at different temperatures to determine suitable treatment conditions for their use in industry. Together with oak, beech is the most frequently used hardwood in the wood processing industry in Europe. Due to climate change, accompanied by conifer dieback, its importance will be growing. The appearance of red heartwood, along with low durability, is one of the biggest disadvantages of beech wood and an obstacle in terms of applications. Heat treatment helps to improve both, unifying differences in colour and increasing durability. This study deals with differences in the chemical composition of sapwood and red heartwood of beech wood and evaluates the subsequent effect of heat treatment of these zones. It brings new knowledge about the differences between these zones in terms of chemical composition and thus contributes to improving the usability of beech wood, which is often regarded as inferior currently.
Materials and methods
Material
Wood
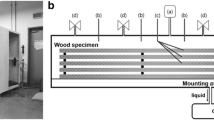
European beech (Fagus sylvatica L.) wood from a local wood distributor was used for the experiment. Samples of 20 × 20 × 300 mm were prepared from beech red heartwood and sapwood. After cutting, all samples were conditioned under specific conditions (relative humidity of 65% ± 3% and temperature of 20 °C ± 2 °C) in a Climacell 707 conditioning chamber (BMT Medical Technology Ltd., Czech Republic) to achieve an equilibrium moisture content of 12%.
The samples were divided into two groups: the first group contained samples for heat treatment (140, 150, 160, 170, 180, 190, 200, and 210 °C) and the second group consisted of untreated (reference) samples.
Heat treatment
The samples intended for heat treatment were heat treated in the thermal chamber S400/03 (LAC Ltd., Czech Republic) at temperatures of 140, 150, 160, 170, 180, 190, 200 and 210 °C, respectively. The heat treatment (HT) was performed according to the ThermoWood principle, invented by VTT (Finland). The heat treatment of wood was carried out in three phases:
-
1.
Drying: starts at an ambient temperature of 20 °C. The wood is rapidly heated to 40 °C, and then the temperature increase is slowed until it reaches 130 °C. This stage is consistent across all types of final temperatures.
-
2.
Thermal modification: begins at 130 °C and continues until the final temperature (140, 150, 160, 170, 180, 190, 200, or 210 °C) is reached. Once this temperature is achieved, it is maintained for 3 h. During this phase, water is sprayed in the chamber space as a prevention against overheating or burning of the wood [37]. This duration is the same for all types of final temperatures.
-
3.
Cooling and relaxation: starts with slow cooling of the temperature to 130 °C, followed by a faster reduction to 60 °C. The humidity in the chamber is gradually increased to prevent the samples from experiencing temperature and humidity stress upon removal from the chamber.
Methods
Chemical properties
Chemical properties were determined for both untreated (reference) and heat-treated samples. For chemical analyses, all samples belonging to one group were reduced to sawdust, sieved, and extracted with mixture of 1.0 L absolute ethanol and 427 mL toluene according to ASTM D1107-21 [38].
Klason lignin content and structural carbohydrates were determined by the NREL method by wet chemistry method, and high-performance liquid chromatography (HPLC) using Biorad Aminex HPX-87P column [39]. The cellulose was isolated and determined according to the method by Seifert [40], and the holocellulose according to Wise et al. [41]. Hemicelluloses were calculated as a difference between the holocellulose and cellulose content. In all chemical analyses, moisture was determined in each sample and the results are reported as oven-dry weight (odw).
Fourier transform infrared spectroscopy (FTIR) of isolated cellulose was performed on a Nicolet iS10 FT-IR spectrometer (Thermo Fisher Scientific Inc., USA) with the Smart iTR ATR accessory. Spectra were collected in the absorption mode between 4000 and 650 cm−1 by accumulating 32 scans with a resolution of 4 cm−1 using a diamond crystal. All analyses were carried out in four replicates. Ash was determined in duplicate according to the NREL method [42].
The crystallinity index (CI) of the samples was determined by the X-ray diffraction (XRD) technique using a Bruker D2 Phaser X-ray powder diffractometer (Bruker AXS, GmbH, Germany). The diffraction patterns were recorded using CuKα radiation (λ = 0.154060 nm), a voltage of 30 kV, and a current of 10 mA. The equipment was operated in continuous scan mode with a step size of 0.025° (2Θ); a step time of 5 s and a scan range 5° < 2Θ < 40°. The CI was calculated by the amorphous subtraction method using the Bruker DIFFRAC.EVA version 5.2 software.
Molecular weights and molecular weight distribution (MWD) of cellulose were analysed using a modified method of size exclusion chromatography (SEC) [43]. Briefly, isolated cellulose samples (20 mg) were derivatised with phenyl isocyanate (1 mL phenyl isocyanate and 6 mL pyridine) in a sealed dropping flask to obtain cellulose tricarbanilates (CTC) at 80 °C for 48 h. After cooling to laboratory temperature, 2 mL of methanol was added to dissolve the excess phenyl isocyanate. Samples were filtered with a glass filter (0.7 µm) and SEC analyses were performed at 35 °C with tetrahydrofuran (mobile phase) at a flow rate of 1 mL/min on two PLgel, 10 μm, 7.5 × 300 mm, MIXED B columns, preceded by a PLgel, 10 μm, 7.5 × 50 mm, GUARD column. Two CTC derivatives were prepared for each sample and each derivative was chromatographed twice.
Statistical evaluation
The experimental values were analysed using multifactorial analysis (ANOVA) with Statistica 13 software (TIBCO Software Inc., USA). Statistical analysis was based on 95% confidence intervals of the means using Fisher's F-test.
Results and discussion
Changes in wood properties due to thermal modification increase with treatment temperature, process duration, environment (water steam, nitrogen, vacuum, or oils), and wood species resulting in degradation of some of the cell wall constituents accompanied by chemical changes and mass loss (ML). In general, ML is more affected by temperature than by processing time irrespective of the wood species, hardwoods exhibit higher ML than softwoods, and using a protective atmosphere results in lesser ML than heating in air [44,45,46]. At lower treatment temperatures, ML are relatively low, they increase significantly only at higher temperatures and show exponential growth trends (Tables 1 and 2). Some authors found a linear increase of ML with the temperature [47, 48], others an exponential increase, representing a combination of the hyperbolical and exponential functions [11, 45]. ML of heat-treated Oriental beech in air atmosphere at the temperature of 200 °C varied between 9.67% (4 h) up to 14.80% [47], in Fagus orientalis the highest weight loss was obtained in heat-treated samples at 200 °C for 5 h (9.60%) and the lowest in heat-treated samples at 150 °C for 1 h (1.06%) [48]. For Fagus sylvatica the ML was 9.4% (3 h, 220 °C) in Termovuoto process [11], at the thermal treatment in superheated steam ML reached 8.57% (3 h, 220 °C) [45]. Our results are in good agreement with the observations of Čermák et al. [45] due to a similar thermal treatment process. The main reason for ML during heat treatment is that hemicelluloses are the least thermally stable main component of wood, and the acetic acid produced by their deacetylation leads to the degradation of hemicelluloses and partially also cellulose. The results show that ML is lower in red heartwood than in sapwood, which indicates greater stability of these polysaccharides, which is also consistent with the analysis of monosaccharides (Tables 3 and 4). Fengel and Wegener [49] state that beech wood contains 0.8 to 1.4% extractives. The extractives in beech sapwood and red heartwood were analysed in detail by Vek et al. [50]. They reported that beech wood contained 1.04% lipophilic and 3.71% hydrophilic extractives. Saturated fatty acids, fatty alcohols, and free sterols were dominant in the heartwood. Sapwood contained more total hydrophilic extractives. Mono- and oligosaccharides, sugar acids and alcohols, carboxylic acids, simple phenols, and flavonoids were identified as the predominant hydrophilic soluble extractives in sapwood, whereas the concentration of sugar alcohols was higher in red heart. Our results show similar content of extractives in both sapwood and red heartwood of beech wood (Tables 1 and 2).
The extractives content increases during thermal treatment due to polysaccharides, and partly due to lignin decomposition and the formation of new compounds soluble in organic solvents, and the increase is higher in the sapwood than in the red heartwood. This observation is consistent with the greater thermal stability of the major wood constituents in red heartwood (Tables 1 and 2). The cellulose content in beech wood ranges from 36.77 to 49.10%, lignin from 20.77 to 25.53%, hemicelluloses from 30.20 to 36.81%, holocellulose from 67.60 to 85.80% [51, 52], which agrees with our results (Tables 1 and 2). Willför et al. [53] published the carbohydrate composition of beech sapwood and heartwood. According to their results, sapwood contains 42.2% and heartwood 36.3% glucose, in our case the differences are slightly smaller (42.87% and 40.88%, respectively) (Tables 3 and 4). Similarly, our research found smaller differences in non-cellulosic polysaccharides (Fig. 1). However, the trend was the same—the higher content of hemicelluloses was found in the red heartwood.

Effect of heat treatment on the content of wood constituents in beech sapwood and red heartwood (T = temperature)
Consistent with data from [53], red heartwood contains less galactose and more xylose and mannose than sapwood, the difference in arabinose content is not statistically significant (Tables 3 and 4). The most thermally stable saccharide in beech wood is xylose, followed by mannose, galactose, and arabinose [54, 55], which may account for the greater thermal stability of red heartwood due to the presence of individual carbohydrates. The chemical composition of the heartwood and sapwood, the DP and crystallinity of the cellulose, the amount of non-cellulosic carbohydrates and their mutual bonds, and other factors influence the thermal stability of individual parts of wood and, of course, the changes in chemical and physical properties during thermal treatment.
The chemical components responsible for the strength properties of wood can theoretically be considered at three different levels: the macroscopic (cellular) level, the microscopic (cell wall) level and the molecular (polymeric) level. There is a hypothesis that there is a unique relationship between strength loss in wood and wood-based materials caused by a uniform and progressively systematic de-sequencing (first affecting the side-chain units of the hemicellulose, then the main-chain units of the hemicellulose, then the cellulose itself) of the carbohydrate chemistry of wood. The overall sequence of events leading to strength loss under biological, thermal and/or thermochemical action is as follows: directly related to the rate of hydrolytic degradation of side-chain hemicelluloses such as arabinan and galactan; subsequent hydrolytic degradation of main-chain hemicelluloses monomers such as mannan and xylan; possible hydrolytic degradation of glucan-based cellulose and lignin [56]. For a better representation of the overall chemical changes in the beech sapwood and beech red heartwood samples presented in Tables 1 and 2, these are shown in Fig. 1.
The chemical components responsible for wood’s strength properties are most significantly affected by heat treatment at the molecular level. A hypothesis suggests a unique relationship for the loss of strength in wood, which is caused by a uniform and progressively systematic de-sequencing of the carbohydrate chemistry within the wood. This process initially affects the side-chain units of hemicelluloses, then the main-chain units of hemicelluloses, and ultimately, the cellulose itself. The overall sequence of events that leads to strength loss under thermal and/or thermochemical action is as follows: it is directly related to the rate of hydrolytic degradation of side-chain hemicelluloses, such as arabinan and galactan; this is followed by the subsequent hydrolytic degradation of main-chain hemicellulose monomers, such as mannan and xylan; and potentially, the hydrolytic degradation of glucan-based cellulose and lignin [56].
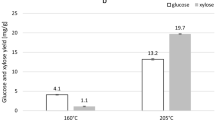
The data presented in Tables 3 and 4 show that cellulose is more thermally stable in heartwood (the increase in glucose content is by 36.84% compared to sapwood, where the increase is by 21.60%) (Fig. 2). This is in good agreement with the SEC results (Tables 5 and 6, Figs. 3, 4, 5), which show a better thermal stability of the heartwood cellulose. Non-glucosic carbohydrates show a significant decrease during heat treatment (62.24% to 71.43%) in sapwood, a smaller decrease was found in red heartwood, except for mannose (55.73% to 72.33%).

Effect of heat treatment on the carbohydrate content of beech sapwood and red heartwood (T = temperature)

Molecular weight distribution of beech sapwood cellulose before heat treatment (REF-B) and after heat treatment in the temperature range of 140 °C–210 °C

Molecular weight distribution of beech red heartwood cellulose before heat treatment (REF-BH) and after heat treatment in the temperature range of 140 °C–210 °C

FTIR spectra of beech wood cellulose
Cellulose is more resistant to thermal effects compared to hemicelluloses, as published in several works [29, 57, 58]. Although the total amount of cellulose in heat-treated wood does not change significantly up to relatively high temperatures (around 200 °C), changes in its structure occur at much lower temperatures (Figs. 3 and 4). At temperatures of 140–150 °C there is a slight increase in DP, which may be due to the hydrolysis of shorter cellulose chains, probably from their amorphous parts. This is also supported by the increase in the crystallinity index (LOI) (Table 7). As the treatment temperature increases, there is a significant decrease in both DP and PDI (polydispersity index) values (Table 7, Figs. 6 and 7). Greater changes were found in the sapwood (84% decrease in DP and 54% decrease in PDI) compared to the red heartwood (68% decrease in DP and 38% decrease in PDI). Significant cellulose degradation occurs at a temperature of 200 °C in sapwood and up to 210 °C in heartwood. The results of the SEC analysis are consistent with the results of the wet chemical methods (Tables 1 and 2) and the carbohydrate analysis (Tables 3 and 4) and confirm the greater stability of polysaccharides in red heartwood. The reasons for the different stability are probably due to the different structure of red heartwood, which is created during its formation.

FTIR spectra of beech red heartwood cellulose

XRD diffractogram of beech wood cellulose
In the case of sapwood, the total crystallinity index (TCI, calculated as the ratio of A1373 cm−1/A2900 cm−1 bands as described by [59] does not change significantly up to a temperature of 190 °C, at higher temperatures its values decrease, with the largest decrease being observed at 210 °C (more than 10%). In the case of red heartwood, the TCI values increase at temperatures between 170 and 190 °C, which is about 30% concerning the original value. It decreases at higher temperatures. The TCI is proportional to the degree of crystallinity of the cellulose. The increase observed in its values during the initial phase of the heat treatment can be attributed to the reduction of amorphous regions by degradation reactions or their crystallisation. The formation of new crystalline regions can be explained by the fact that under the hydrothermal conditions, the quasicrystalline regions of the cellulose molecules were easily softened and began to rearrange or reorient themselves. In addition, the free hydroxyl groups present in the cellulose macromolecules are likely to be involved in several intra- and intermolecular hydrogen bonds, which may result in different ordered crystalline arrangements. However, at higher treatment temperatures, cellulose chain scission occurs to a greater extent, increasing the amorphous portion of the cellulose and consequently also reducing the crystallinity [60].
Several authors have reported changes in the degree of crystallinity of cellulose due to heat treatment. Wang et al. [61] investigated the changes in crystallinity of Eucalyptus pellita wood under vacuum heat treatment at temperatures ranging from 80 °C to 280 °C for 4 h. When the temperature increased up to 240 °C, the segmental motion of the crystalline regions of the cellulose chain was enhanced, which resulted in a partial reduction of the space between the cellulose chain and the formation of a new hydrogen bond, thus increasing the crystallinity of the wood. When the temperature was increased to over 240 °C, the segmental motion was so acute that the hydrogen bond was broken, the intermolecular force between the cellulose chain was reduced and wood crystallinity decreased. Výbohová et al. [62] observed similar changes in the TCI of ash wood during its thermal treatment. At all three treatment temperatures (160, 180, and 200 °C), the TCI values first increased and then decreased. At 160 and 180 °C, they reached their maximum after 9 h, and at 200 °C after only 6 h of treatment. In addition, the changes in crystallinity were more pronounced at higher temperatures. Bhuiyan et al. [63] studied the changes in crystallinity of cellulose powder from Sitka spruce (Picea sitchensis (Bong.), and Japanese beech (Fagus crenata Blume) wood during heat treatment under oven-dried and high humidity conditions in an oil bath with silicone oil. The degree of crystallinity of all samples increased in the early phases of heat treatment and decreased in the advanced phases. The degree of crystallisation depended on the type of cellulose. More crystallisation occurred in wood cellulose than in cellulose powder. More crystallisation occurred in Japanese beech than in Sitka spruce. Beech wood thermally treated at 200 °C for 1, 3 and 5 h showed an increase in crystallinity and hydrogen bonding index in the early stages of heat treatment, later these values decreased [64]. The effect of humidity on the crystallisation process of wood cellulose was also confirmed. Almost twice as much crystallisation was observed after heat treatment of Sitka spruce and Japanese beech under the high humidity condition. Kong et al. [60] subjected eucalyptus logs with different moisture contents to saturated steam at 100 °C for 2, 4, 6 and 8 h. They found that during the first 4 h, the reactions of crystallisation and decrystallisation were intense, while afterwards the decrystallisation became gradual. In terms of sample moisture content, the higher the moisture content, the higher the degree of crystallinity.
The lateral order index (LOI, the ratio A1427 cm−1/A895 cm−1, according to Nelson and O’Connor [59] values for sapwood increase with increasing temperature, with an increase of almost 69% at 210 °C. In the red heartwood samples, the LOI values increase slightly, but the maximum increase is only about 7% at 210 °C. LOI depends on the arrangement of regions perpendicular to the chain direction in cellulose. It reflects the degree of order in the cellulose and the presence of crystalline cellulose II or amorphous cellulose. Higher values of LOI indicate a more ordered cellulose structure [65, 66].
Akgül et al. [67] determined the increase of LOI values in both Scots pine and Uludag fir wood during heat treatment at three different temperatures (120, 150, and 180 °C) and for two different periods (6 and 10 h) under atmospheric pressure. It was found that lateral order increased in both species during heat treatment, depending on the duration. Reiniati et al. [68] studied the effect of initial wood moisture content (0 and 9%), hot pressing temperature (150, 200, and 250 °C), and their interaction on cellulose order. The experiment was carried out on a hybrid poplar wood. Under milder treatment conditions, no significant changes in LOI were observed. Its values increased significantly when the wood was hot-pressed at the highest temperature of 250 °C, especially for wood with a moisture content of 9%.
The trend of changes in hydrogen bonding intensity (HBI, the ratio between A3350 cm−1/A1337 cm−1) [69] is different for sapwood and heartwood. While thermal modification of sapwood causes an increase in HBI of up to 16% (at a temperature of 210 °C), in heartwood it causes a slight decrease in its values compared to the original sample (up to 5%). The hydrogen bonding intensity of cellulose is closely related to the crystal system and the degree of intermolecular regularity, i.e. crystallinity, as well as the amount of bound water [65]. The increase in HBI in treated sapwood can be explained by a decrease in the proportion of bound water in the cellulose macromolecule due to heat [70] and an increase in hydrogen bonding between certain hydroxyl groups in the cellulose, which is typical of the conversion of cellulose I to cellulose II [71].
In addition, the increase of peaks at around 1510 and 1600 cm−1 at 210 °C indicates the formation of aromatic structures. Both bands are assigned to the C=C stretching vibration in the aromatic ring from beech wood lignin [72,73,74]. Inari et al. [75] found new signals attributed to the beginning of char formation using CP/MAS (cross-polarisation/magic angle spinning) 13C NMR during heat treatment of beech wood carried out in an inert atmosphere at 240 °C. Similarly, Jiang et al. [76] at hygrothermal modification of beech wood holocellulose, the formation of pseudo-lignin was verified. Its yield, as indicated by the acid-insoluble substance, increased with the intensity of hygrothermal modification and the pseudo-lignin formed contains polyfuran, aromatic, carbonyl, and aliphatic structures. The formation of pseudo-lignin was also observed by several other researchers [77,78,79,80].
Figures 6 and 7 show that the increase of the peaks at 1510 and 1600 cm−1 is more pronounced in the case of sapwood, which is in line with the results of HPLC and SEC analyses, according to which red heartwood polysaccharides are more stable.
In addition to the degradation of amorphous polysaccharides, the increase in crystallinity may be explained as crystallisation in quasicrystalline of amorphous regions due to rearrangement or reorientation of cellulose molecules inside these regions. At the later stages of heat treatment, the glucosidic linkage is believed to be cut, and depolymerisation occurs. In addition to depolymerisation, thermal degradation occurs in both, the crystalline and noncrystalline regions, and a decrease in crystallinity is observed [63]. The difference in cellulose crystallinity between heartwood and sapwood can be caused by its different structure, such as degree of polymerisation and binding to hemicelluloses. Several methods are used to determine the crystallinity of cellulose, such as X-ray diffraction (XRD), nuclear magnetic resonance (NMR), Fourier-transform infrared spectroscopy (FTIR, Raman), differential scanning calorimetry (DSC), sum-frequency generation vibrational spectroscopy (SFG), cellulose binding molecule (CBM). Each method has its advantages and drawbacks; however, all the methods show similar trends in measuring the crystallinity values of cellulose samples [81, 82]. To verify the CI changes obtained by FTIR spectroscopy, XRD analysis of selected cellulose samples was performed (Figs. 7 and 8). The obtained results show that the trends are similar for both applied methods.

XRD diffractogram of beech red heartwood cellulose
Conclusions
This work was focused on the thermal modification of beech sapwood and red heartwood with the aim of detecting chemical changes, especially in the structure of polysaccharides. The results show that compared to red heartwood, sapwood contains more cellulose (40.11% vs 37.57%) and less hemicelluloses (37.43% vs 38.35%). Cellulose in red heartwood has a higher degree of polymerisation than in sapwood (3.006 vs 2.726). Carbohydrates are thermally more stable in red heartwood (decrease in content by 4.77% vs. 13.83% in sapwood). At a temperature of 210 °C, the decrease in the degree of polymerisation of cellulose was approximately threefold in red heartwood, but up to sixfold in sapwood. Due to heat treatment of beech wood, lateral order index (LOI) and hydrogen bonding intensity (HBI) were more affected in sapwood and total crystallinity index (TCI) in red heartwood. The formation of pseudo-lignin in cellulose at a temperature of 210 °C was also observed, especially in beech sapwood. The results of this study could provide useful information on understanding changes in yields in polysaccharides and structural changes in cellulose during thermal treatment of both sapwood and red heartwood of beech wood. Therefore, there are helpful for research and utilisation of beech wood polysaccharides.
Availability of data and materials
The datasets used and/or analysed during the current study are available from the corresponding author on reasonable request.
Abbreviations
- ANOVA:
-
Analysis of variance
- CBM:
-
Cellulose binding molecule
- CP/MAS:
-
Cross-polarisation/magic angle spinning
- CI:
-
Crystallinity index
- CTC:
-
Cellulose tricarbanilates
- DP:
-
Degree of polymerisation
- DSC:
-
Differential scanning calorimetry
- FTIR:
-
Fourier transform infrared spectroscopy
- HBI:
-
Hydrogen bonding intensity
- HPLC:
-
High-performance liquid chromatography
- HT:
-
Heat treatment
- LOI:
-
Lateral order index
- MWD:
-
Molecular weight distribution
- ML:
-
Mass loss
- NMR:
-
Nuclear magnetic resonance
- NREL:
-
National Renewable Energy Laboratory
- PDI:
-
Polydispersity index
- SEC:
-
Size exclusion chromatography
- SFG:
-
Sum-frequency generation vibrational spectroscopy
- TCI:
-
Total crystallinity index
- VTT:
-
Technical Research Institute of Finland
- XRD:
-
X-ray diffraction
References
Sonderegger W, Hering S, Niemz P (2011) Thermal behaviour of Norway spruce and European beech in and between the principal anatomical directions. Holzforschung 65:369–375. https://doi.org/10.1515/hf.2011.036
Sandberg D, Kutnar A, Mantanis G (2017) Wood modification technologies - a review. IForest - Biogeosciences For 10:895–908. https://doi.org/10.3832/ifor2380-010
Czajkowski Ł, Olek W, Weres J (2020) Effects of heat treatment on thermal properties of European beech wood. Eur J Wood Wood Prod 78:425–431. https://doi.org/10.1007/s00107-020-01525-w
Vidholdová Z, Kačík F, Reinprecht L et al (2022) Changes in chemical structure of thermally modified spruce wood due to decaying fungi. J Fungi 8:739. https://doi.org/10.3390/jof8070739
Bi Z, Morrell JJ, Lei Y, Yan L, Ji M (2022) Eco-friendly and mildly modification of wood cell walls with heat treated wood extracts to improve wood decay resistance. Ind Crops Prod 184:115079. https://doi.org/10.1016/j.indcrop.2022.115079
Korkut S, Budakçı M (2009) Effect of high-temperature treatment on the mechanical properties of rowan (Sorbus aucuparia L.) wood. Dry Technol 27:1240–1247. https://doi.org/10.1080/07373930903267161
Candelier K, Thevenon M-F, Petrissans A, Dumarcay S, Geradin P, Petrissans M (2016) Control of wood thermal treatment and its effects on decay resistance: a review. Ann For Sci 73:571–583. https://doi.org/10.1007/s13595-016-0541-x
Hill CAS (2006) Wood modification: chemical, thermal and other processes, 1st edn. John Wiley & Sons, Chichester
Shi JL, Kocaefe D, Zhang J (2007) Mechanical behaviour of Québec wood species heat-treated using ThermoWood process. Holz Als Roh- Werkst 65:255–259. https://doi.org/10.1007/s00107-007-0173-9
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. BioResources 4:370–404. https://doi.org/10.15376/biores.4.1.370-404
Ferrari S, Cuccui I, Allegretti O (2013) Thermo-vacuum modification of some European softwood and hardwood species treated at different conditions. BioResources 8:1100–1109. https://doi.org/10.15376/biores.8.1.1100-1109
Surini T, Charrier F, Malvestio J, Charrier B, Moubarik A, Castéra P, Grelier S (2012) Physical properties and termite durability of maritime pine Pinus pinaster Ait., heat-treated under vacuum pressure. Wood Sci Technol 46:487–501. https://doi.org/10.1007/s00226-011-0421-3
Hörnfeldt R, Drouin M, Woxblom L (2010) False heartwood in beech Fagus sylvatica, birch Betula pendula, B. papyrifera and ash Fraxinus excelsior - an overview. Ecol Bull 53:61–76
Johansson T, Hjelm B (2013) Frequency of false heartwood of stems of poplar growing on farmland in Sweden. Forests 4:28–42. https://doi.org/10.3390/f4010028
Vek V, Oven P, Poljanšek I (2013) Content of total phenols in red heart and wound-associated wood in beech (Fagus sylvatica L.). Drv Ind 64:25–32. https://doi.org/10.5552/drind.2013.1224
Goncz B, Divos F, Bejo L (2018) Detecting the presence of red heart in beech (Fagus sylvatica) using electrical voltage and resistance measurements. Eur J Wood Wood Prod 76:679–686. https://doi.org/10.1007/s00107-017-1225-4
Wernsdörfer H, Constant T, Mothe F, Badia MA, Nepveu G, Seeling U (2005) Detailed analysis of the geometric relationship between external traits and the shape of red heartwood in beech trees (Fagus sylvatica L.). Trees 19:482–491. https://doi.org/10.1007/s00468-005-0410-y
Barański J, Klement I, Vilkovská T, Konopka A (2017) High temperature drying process of beech wood (Fagus sylvatica L.) with different zones of sapwood and red false heartwood. BioResources 12:1861–1870. https://doi.org/10.15376/biores.12.1.1861-1870
Wernsdörfer H, Le Moguédec G, Constant T, Mothe F, Nepveu G, Seeling U (2006) Modelling of the shape of red heartwood in beech trees (Fagus sylvatica L.) based on external tree characteristics. Ann For Sci 63:905–913. https://doi.org/10.1051/forest:2006074
Trenčiansky M, Lieskovský M, Merganič J, Šulek R (2017) Analysis and evaluation of the impact of stand age on the occurrence and metamorphosis of red heartwood. IForest - Biogeosciences For 10:605–610. https://doi.org/10.3832/ifor2116-010
Pöhler E, Klingner R, Künniger T (2006) Beech (Fagus sylvatica L.) – technological properties, adhesion behaviour and colour stability with and without coatings of the red heartwood. Ann For Sci 63:129–137. https://doi.org/10.1051/forest:2005105
Todorović N, Popović Z, Milić G, Popadić R (2012) Estimation of heat-treated beechwood properties by color change. BioResources 7:799–815. https://doi.org/10.15376/biores.7.1.799-815
Jamalirad L, Doosthoseini K, Koch G, Mirshokraie SA, Hedjazi S (2011) Physical and mechanical properties of plywood manufactured from treated red-heart beech (Fagus orientalis L.) wood veneers. BioResources 6:3973–3986. https://doi.org/10.15376/biores.6.4.3973-3986
Arač K, Kranjec Orlović J, Diminić D (2021) Effect of fungus Meripilus giganteus (Pers.) P. Karst. on occurrence and development of false heartwood and rot in Fagus sylvatica L. round wood. Croat J For Eng 42:529–542. https://doi.org/10.5552/crojfe.2021.885
Sundqvist B, Karlsson O, Westermark U (2006) Determination of formic-acid and acetic acid concentrations formed during hydrothermal treatment of birch wood and its relation to colour, strength and hardness. Wood Sci Technol 40:549–561. https://doi.org/10.1007/s00226-006-0071-z
Winandy J, Lebow P (2001) Modeling strength loss in wood by chemical composition. Part I. An individual component model for southern pine. Wood Fiber Sci 33:239–254
Bari E, Oladi R, Schmidt O, Clausen CA, Ohno K, Nicholas DD, Daryaei MG, Karim M (2015) Influence of xylem ray integrity and degree of polymerization on bending strength of beech wood decayed by Pleurotus ostreatus and Trametes versicolor. Int Biodeterior Biodegrad 104:299–306. https://doi.org/10.1016/j.ibiod.2015.06.019
Kurei T, Hioki Y, Kose R, Nakaba S, Funada R, Horikawa Y (2022) Effects of orientation and degree of polymerization on tensile properties in the cellulose sheets using hierarchical structure of wood. Cellulose 29:2885–2898. https://doi.org/10.1007/s10570-021-04160-7
Hill C, Altgen M, Rautkari L (2021) Thermal modification of wood—a review: chemical changes and hygroscopicity. J Mater Sci 56:6581–6614. https://doi.org/10.1007/s10853-020-05722-z
Sikora A, Hájková K, Jurczyková T (2022) Degradation of chemical components of thermally modified Robinia pseudoacacia L. wood and its effect on the change in mechanical properties. Int J Mol Sci 23:15652. https://doi.org/10.3390/ijms232415652
Thermowood Handbook (2023) Finnish Thermowood Association, Helsinky, Finland
Doczekalska B, Stachowiak-Wencek A, Roszyk E, Sydor M (2023) Thermochemical modification of beech wood with ammonium hydroxide. Eur J Wood Wood Prod 82:299–308. https://doi.org/10.1007/s00107-023-01992-x
Yamamoto A, Rohumaa A, Kontturi E, Hughes M, Vuorinen T (2015) The effect of hydrothermal treatment on the color stability and chemical properties of birch veneer surfaces. BioResources 10:6610–6623. https://doi.org/10.15376/biores.10.4.6610-6623
Li X, Peng H, Niu S et al (2022) Effect of high-temperature hydrothermal treatment on chemical, mechanical, physical, and surface properties of Moso Bamboo. Forests 13:712. https://doi.org/10.3390/f13050712
Barcík Š, Gašparík M, Razumov E (2015) Effect of thermal modification on the colour changes of oak wood. Wood Res 60:385–396
Koch G, Puls J, Bauch J (2003) Topochemical characterisation of phenolic extractives in discoloured beechwood (Fagus sylvatica L.). Holzforschung 57:339–345. https://doi.org/10.1515/HF.2003.051
Sikora A, Kačík F, Gaff M, Vondrová V, Bubeníkova T, Kubovský I (2018) Impact of thermal modification on color and chemical changes of spruce and oak wood. J Wood Sci 64:406–416. https://doi.org/10.1007/s10086-018-1721-0
ASTM D1107-21 (2021) Standard test method for ethanol-toluene solubility of wood. ASTM International, West Conshohocken
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2012) Determination of structural carbohydrates and lignin in biomass. Lab Anal Proced NREL/TP-510−42618:1–18
Seifert V (1956) Über ein neues Verfahren zur Schnellbestimmung der Rein-cellulose. (About a new method for rapid determination of pure cellulose). Papier 10:301–306
Wise LE, Murphy M, D’Addieco AA (1946) Chlorite holocellulose, its fractionation and bearing on summative wood analysis and on studies on the hemicelluloses. Pap Trade J 122:35–43
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D (2008) Determination of ash in biomass: Lab Anal Proced NREL/TP-510–42622:1–8
Kačík F, Podzimek Š, Vizárová K, Kačíková D, Čabalová I (2016) Characterization of cellulose degradation during accelerated ageing by SEC-MALS, SEC-DAD, and A4F-MALS methods. Cellulose 23:357–366. https://doi.org/10.1007/s10570-015-0842-5
Park Y, Jang S-K, Park J-H, Yang S-Y, Chung H, Han Y, Chang Y-S, Choi I-G, Yeo H (2017) Changes of major chemical components in larch wood through combined treatment of drying and heat treatment using superheated steam. J Wood Sci 63:635–643. https://doi.org/10.1007/s10086-017-1657-9
Čermák P, Hess D, Suchomelová P (2021) Mass loss kinetics of thermally modified wood species as a time–temperature function. Eur J Wood Wood Prod 79:547–555. https://doi.org/10.1007/s00107-020-01634-6
Park Y, Han Y, Choi Y-S, Lee H-M, Yoon S-M, Yeo H, Eom C-D (2024) Correlation analysis between mass loss of wood due to thermal modification and equilibrium moisture content of thermally modified wood. BioResources 19:1283–1294. https://doi.org/10.15376/biores.19.1.1283-1294
Baysal E, Kart S, Toker H, Degirmentepe S (2014) Some physical characteristics of thermally modified oriental- beech wood. Maderas Cienc Tecnol 16:291–298. https://doi.org/10.4067/S0718-221X2014005000022
Percin O, Peker H, Atilgan A (2016) The effect of heat treatment on the some physical and mechanical properties of beech (Fagus orientalis Lipsky) wood. Wood Res 61(61):443–456
Fengel D, Wegener G (2003) Wood: chemistry, ultrastructure, reactions, Reprint der Orig.-Ausg. (Ehem. de Gruyter), Kessel, Remagen
Vek V, Oven P, Poljanšek I, Ters T (2015) Contribution to understanding the occurrence of extractives in red heart of beech. BioResources 10:970–985. https://doi.org/10.15376/biores.10.1.970-985
Windeisen E, Strobel C, Wegener G (2007) Chemical changes during the production of thermo-treated beech wood. Wood Sci Technol 41:523–536. https://doi.org/10.1007/s00226-007-0146-5
Bodîrlău R, Teacă CA, Spiridon I (2008) Chemical modification of beech wood: Effect on thermal stability. BioResources 3:789–800. https://doi.org/10.15376/biores.3.3.789-800
Willför S, Sundberg A, Pranovich A, Holmbom B (2005) Polysaccharides in some industrially important hardwood species. Wood Sci Technol 39:601–617. https://doi.org/10.1007/s00226-005-0039-4
Wang J, Minami E, Kawamoto H (2020) Thermal reactivity of hemicellulose and cellulose in cedar and beech wood cell walls. J Wood Sci 66:41. https://doi.org/10.1186/s10086-020-01888-x
Wang J, Minami E, Asmadi M, Kawamoto H (2021) Thermal degradation of hemicellulose and cellulose in ball-milled cedar and beech wood. J Wood Sci 67:32. https://doi.org/10.1186/s10086-021-01962-y
Winandy JE (2017) Relating wood chemistry and strength: Part II. Fundamental relationships between changes in wood chemistry and strength of wood. Wood Fiber Sci 49:2–11
Yildiz S, Gezer ED, Yildiz UC (2006) Mechanical and chemical behavior of spruce wood modified by heat. Build Environ 41:1762–1766. https://doi.org/10.1016/j.buildenv.2005.07.017
Martha R, George B, Rahayu IS, Gérardin P, Darmawan W (2024) Technological properties homogenization on sapwood and heartwood of short rotation teak wood by non-biocide method based on chemical and thermal treatments. Eur J Wood Wood Prod 82:371–386. https://doi.org/10.1007/s00107-023-01997-6
Nelson ML, O’Connor RT (1964) Relation of certain infrared bands to cellulose crystallinity and crystal latticed type. Part I. Spectra of lattice types I, II, III and of amorphous cellulose. J Appl Polym Sci 8:1311–1324. https://doi.org/10.1002/app.1964.070080322
Kong L, Zhao Z, He Z, Yi S (2017) Effects of steaming treatment on crystallinity and glass transition temperature of Eucalyptuses grandis×E. urophylla. Results Phys 7:914–919. https://doi.org/10.1016/j.rinp.2017.02.017
Wang X, Wu Z, Fang L, Wi P, Fei B, Liu J (2015) Changes of chemical composition, crystallinity, and Fourier transform infrared spectra of Eucalypt pellita wood under different vacuum heat treatment temperatures. For Prod J 65:346–351. https://doi.org/10.13073/FPJ-D-13-00099
Výbohová E, Kučerová V, Andor T, Balážová Ž, Veľková V (2018) The effect of heat treatment on the chemical composition of ash wood. BioResources 13:8394–8408. https://doi.org/10.15376/biores.13.4.8394-8408
Bhuiyan MdTR, Hirai N, Sobue N (2000) Changes of crystallinity in wood cellulose by heat treatment under dried and moist conditions. J Wood Sci 46:431–436. https://doi.org/10.1007/BF00765800
Lagaňa R, Csiha C, Horváth N, Tolvaj L, Andor T, Kúdela J, Németh R, Kačík F, Ďurkovič J (2021) Surface properties of thermally treated European beech wood studied by PeakForce Tapping atomic force microscopy and Fourier-transform infrared spectroscopy. Holzforschung 75:56–64. https://doi.org/10.1515/hf-2019-0146
Xiao L-P, Lin Z, Peng W-X, Yuan T-Q, Xu F, Li N-C, Tao Q-S, Xiang H, Sun R-C (2014) Unraveling the structural characteristics of lignin in hydrothermal pretreated fibers and manufactured binderless boards from Eucalyptus grandis. Sustain Chem Process 2:9. https://doi.org/10.1186/2043-7129-2-9
Maceda A, Soto-Hernández M, Terrazas T (2022) Cellulose in secondary xylem of Cactaceae: crystalline composition and anatomical distribution. Polymers 14:4840. https://doi.org/10.3390/polym14224840
Akgül M, Gümüşkaya E, Korkut S (2007) Crystalline structure of heat-treated Scots pine [Pinus sylvestris L.] and Uludağ fir [Abies nordmanniana (Stev.) subsp. bornmuelleriana (Mattf.)] wood. Wood Sci Technol 41:281–289. https://doi.org/10.1007/s00226-006-0110-9
Reiniati I, Osman NB, Mc Donald AG, Laborie M-P (2015) Linear viscoelasticity of hot-pressed hybrid poplar relates to densification and to the in situ molecular parameters of cellulose. Ann For Sci 72:693–703. https://doi.org/10.1007/s13595-014-0421-1
Nada A-AMA, Kamel S, El-Sakhawy M (2000) Thermal behaviour and infrared spectroscopy of cellulose carbamates. Polym Degrad Stab 70:347–355. https://doi.org/10.1016/S0141-3910(00)00119-1
Poletto M, Zattera AJ, Santana RMC (2012) Structural differences between wood species: evidence from chemical composition, FTIR spectroscopy, and thermogravimetric analysis. J Appl Polym Sci 126:E337–E344. https://doi.org/10.1002/app.36991
Kljun A, Benians TAS, Goubet F, Meulewaeter F, Knox JP, Blackburn RS (2011) Comparative analysis of crystallinity changes in cellulose I polymers using ATR-FTIR, X-ray diffraction, and carbohydrate-binding module probes. Biomacromol 12:4121–4126. https://doi.org/10.1021/bm201176m
Tolvaj L, Popescu C-M, Molnar Z, Preklet E (2016) Effects of air relative humidity and temperature on photodegradation processes in beech and spruce wood. BioResources 11:296–305. https://doi.org/10.15376/biores.11.1.296-305
Timar MC, Varodi AM, Hacibektasoglu M, Campean M (2016) Color and FTIR analysis of chemical changes in beech wood (Fagus sylvatica L.) after light steaming and heat treatment in two different environments. BioResources 11:8325–8343. https://doi.org/10.15376/biores.11.4.8325-8343
Hofmann T, Tolvaj L, Visi-Rajczi E, Varga D (2022) Chemical changes of steamed timber during short-term photodegradation monitored by FTIR spectroscopy. Eur J Wood Wood Prod 80:841–849. https://doi.org/10.1007/s00107-022-01814-6
Inari GN, Mounguengui S, Dumarçay S, Pétrissans M, Gérardin P (2007) Evidence of char formation during wood heat treatment by mild pyrolysis. Polym Degrad Stab 92:997–1002. https://doi.org/10.1016/j.polymdegradstab.2007.03.003
Jiang J, Peng Y, Ran Y, Cao J (2022) Pseudo lignin formed from hygrothermally treated holocellulose and its effect on fungal degradation. Ind Crops Prod 184:115004. https://doi.org/10.1016/j.indcrop.2022.115004
Hu F, Jung S, Ragauskas A (2012) Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour Technol 117:7–12. https://doi.org/10.1016/j.biortech.2012.04.037
Sievers C, Marzialetti T, Hoskins TJC, Olarte MBV, Agrawal PK, Jones CW (2009) Quantitative solid state NMR analysis of residues from acid hydrolysis of loblolly pine wood. Bioresour Technol 100:4758–4765. https://doi.org/10.1016/j.biortech.2008.11.060
Hu F, Ragauskas A (2014) Suppression of pseudo-lignin formation under dilute acid pretreatment conditions. RSC Adv 4:4317–4323. https://doi.org/10.1039/C3RA42841A
Shinde SD, Meng X, Kumar R, Ragauskas AJ (2018) Recent advances in understanding the pseudo-lignin formation in a lignocellulosic biorefinery. Green Chem 20:2192–2205. https://doi.org/10.1039/C8GC00353J
Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK (2010) Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulase performance. Biotechnol Biofuels 3:10. https://doi.org/10.1186/1754-6834-3-10
Salem KS, Kasera NK, Rahman MdA, Jameel H, Habibi Y, Eichorn SJ, French AD, Pal L, Lucia LA (2023) Comparison and assessment of methods for cellulose crystallinity determination. Chem Soc Rev 52:6417–6446. https://doi.org/10.1039/D2CS00569G
Acknowledgements
Not applicable.
Funding
This research was funded by the Scientific Grant Agency of the Ministry of Education, Science, Research and Sport of the Slovak Republic and Slovak Academy of Sciences, Grant Number 1/0117/22. This work was supported by the Slovak Research and Development Agency under the Contract No. APVV-22-0030.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Aleš Zeidler, František Kačík and Eva Výbohová. The first draft of the manuscript was written by Miroslav Gašparík, František Kačík and Danica Kačíková and all authors commented on previous versions of the manuscript. Funding acquisition: František Kačík and Danica Kačíková. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
This article is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
About this article

Cite this article
Gašparík, M., Zeidler, A., Výbohová, E. et al. Chemical changes of polysaccharides in heat-treated European beech wood. J Wood Sci 70, 38 (2024). https://doi.org/10.1186/s10086-024-02151-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s10086-024-02151-3