
Abstract
Ever new requirements for the environmental compatibility and safety of products do not stop at the automotive industry. This results in ever shorter time windows for the pre-series processes. For this reason, time-consuming preliminary tests must be minimized to ensure an accelerated start-up and production that is as trouble-free as possible. This maxim applies to all parts of the production of an automobile, but especially to the body shop, where just-in-time production has been the norm for years and any downtimes are particularly severe. In order to meet these requirements, it is advantageous to understand or predict the result of a production process as well as possible.
This paper deals with resistance spot welding of aluminum and aims to generate knowledge about the relationship between setting parameters and target value. Since resistance spot welding has a large number of setting parameters and a comprehensive investigation of these would go beyond the scope of this study, the focus is on the joining force and the features to be generated from it. The target parameter is the nugget diameter of the joining points. The data are determined experimentally and evaluated with the help of Machine Learning (ML) approaches. The correlations are presented in graphical form. The quantification of the influence of the joining force on the nugget diameter is expected to lead to a reduction of tests and thus to a gain in time.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
This study deals with the influence of the change in joining force during the resistance spot welding (RSW) process of aluminum on the nugget diameter. Since the setting parameters can be recorded throughout the process and evaluation methods for large amounts of data are now established and available, such an investigation is appropriate.
The two main welding parameters in RSW are the joining force and the main current in the process flow. Since the influence of the main current on the joining result has already been well investigated, this paper focuses on the joining force. More precisely, on the change of the joining force during the process.
Since pure resistance spot welding is hardly ever used in automotive body construction, the process variant of resistance spot weld bonding is used to describe a realistic process. The required features and target data are generated in the form welding tests. The basis for the investigation is a full-factorial test plan of two Material-Thickness-Combinations (MTC). These consist of the same material and the same thickness in order to exclude or minimize influences of the alloy or the sheet thickness ratio. In the evaluation, different Machine Learning model approaches are tried out to test which model is most suitable. Then a model is chosen and the relevant force related features are determined. The evaluation of the most important features is performed by a second degree regression using Machine Learning again.
2 Hypothesis and Method
The welding process is divided into 3 main components: the squeeze time, the weld time and the forge time. During the squeeze time, the welding force is applied and maintained. This enables a defined surface pressure throughout the process. In the course of the weld time, the spot weld is generated. First, the joint is prepared by means of a preheating current, and while the main current is flowing, the base metal melts. During the forge time, the joining force is still present and the welding lens is given its final shape. Since the material is molten at this time, the force curve changes significantly here. This is due to the type of control (force control active; position of the electrodes variable). However, the alloy, the sheet thickness, the amount of joining force and many other factors have an influence on the change of the force signal at this point in the welding process.
From this fact, it is hypothesized that features related to the force signal can predict the nugget diameter.
3 Literature Review
The joining force is one of the most important parameters in resistance spot welding [1]. It ensures a positional fixation of the joining partners before the start of the weld current and thus also influences the electrical contact and the current flow at the joint [2]. In addition, this parameter also significantly determines the shape and quality of the weld lens during cooling. For example, notches in the joining zone can be minimized or even prevented by a clever choice of welding force [2, 3].
The Automotive Research Centre was able to prove in experiments that a joining force of 3 kN is sufficient to produce spatter-free aluminum joints. Results that meet all quality requirements, however, require 6 kN [4]. In the study by Schmal, an optimum joining force of 8 kN is referred to for a two-sheet joint in order to meet the required quality standards [5]. Al Quran et al. also quantified the influence of the joining force on the nugget diameter and the resulting strength [6].
Machine Learning algorithms have already been successfully applied in the field of joining technology. For example, Kim et al. successfully used regression to optimize parameters for laser welding, which resulted in a significant improvement of the joining result [7]. Yang et al. also succeeded in determining the influence of various parameters on the joining result and thus achieving more optimal results. However, his results are related to arc welding [8].
However, ML methods have also been used for resistance spot welding. For example, Yu used the logistic regression of the power signal in 2015 to estimate the quality of joining points [9]. Zhou et al. went one step further and applied 3 ML methods to industrial data in order to predict the quality of the expected joining points [10].
The following investigations build on and extend all the findings just mentioned. This is done by focusing on the force signal and evaluating whether it is suitable as a predictor.
4 Setup
4.1 Material
In modern car body-in-white construction, natural ageing AlMg alloys (5000 series) and artificial ageing AlMgSi alloys (6000 series) are primarily used. Series 5000 alloys are characterized above all by good corrosion resistance. However, intergranular corrosion may occur at higher service temperatures [11]. The 6000 series alloys offer a good alternative to this and their technological properties can also be adjusted via the artificial ageing process.
In the course of this investigation, two Material-Thickness-Combinations (MTCs) are considered. Both use the alloy AL6-HDI-TZ-U [12] and are therefore homogeneous. In the first one, sheets of thickness 1.5 mm are used whereas the second one consists of samples of thickness 3.0 mm. The chemical composition is shown in Table 1. The suffix TZ describes the coil treatment condition (Ti & Zr with a coating weight of 2.0–8.0 mg/m2) and the suffix U refers to the intended use of the components made from it (Unexposed). The material is in the solution heat treated and naturally aged condition (T4) [13]. The samples were available in 88 × 500 mm format.
4.2 Equipment and Execution
The following equipment was available for the welding tests (Table 2):
The production of the welding samples was done in several steps. The sequence is as follows (Fig. 1):

Sequence of joining tests and data acquisition
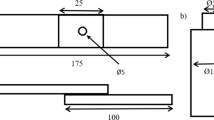
It should be noted that the two sheets of sample overlap by 10 mm and 30 points have been joined on them in two rows. To prevent shunts, the points are spaced 30 mm apart and 55 mm between the rows (see Fig. 2).

Sample geometry and joining point position (all dimensions in mm)
4.3 Meta Data and Design of Experiments
The welding program involves a fixed pre-current of 12 kA for 400 ms, followed by an upslope to the main current (70 ms) and then the main current (90 ms). The main current is variable and defined by the design of experiments (DOE). So is the joining force. The Remaining Electrode Thickness (RET) is also listed as a setting parameter. It describes the maximum distance between the front surface and the conical cavity on the rear side of the electrode (see Fig. 3). This reduction represents an electrode that is already about 50% worn. The electrodes used conform to the ISO 5821 - A0 – 20 – 22 - 50 standard [14]. However, the radius of all electrodes is increased to 100 mm by means of a tip dresser. This ensures a larger contact area on the samples and therefore a more uniform current flow in the process.
After the samples have been joined, the adhesive is cured in an oven (30 min at 180 ℃) and then they undergo a roll-off test in accordance with DVS 2916-1 [15].

Remaining Electrode Thickness (RET) of an electrode (here seen in a cut)
Each MTC consists of 5280 points. The DOE was structured in a randomized block design. Since every possible combination of setting parameters occurs exactly once in the experimental plan, this is also referred to as a completely randomized block design [16]. The necessity for this resulted from the large number of points to be joined and the system-specific peculiarities. Table 3 shows how the individual MTCs were subdivided. The columns of the table represent the setting parameters to be investigated and the rows represent the values of these parameters.
5 Target Data and Feature Engineering
5.1 Target Data
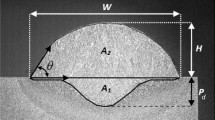
The target data of this investigation is the average nugget diameter of the individual joining points. This is calculated analogously to DVS data sheet 2916-1 as follows [15]:
-
\({\text{d}}_{{1}} {\text{: Maximum nugget diameter}}\)
-
\({\text{d}}_{{2}} {\text{: Minimum nugget diameter}}\)
5.2 Feature Engineering
Furthermore, the time-dependent parameters are recorded and evaluated for all joining points. The sampling rate is 1 kHz. Figure 4 shows an example of the recorded time series of a weld.

Time series of a joining point (MTC: 2x 3.0 mm AL6-HDI; Current: 36 kA; Force: 7 kN)
These time series are divided into sections and within each section defined features are calculated and written out (feature engineered). These features are e.g. the high and low points, the mean value and the standard deviation or the slope of the regression degrees within the sections. Some of these features are also marked in the Fig. 4.
However, only force related features are relevant to this study. For example the parameters p and σ of the force signal of Sect. 4. p is the momentum [Ns] and σ the standard deviation [N] of the force signal during the forge time (Sect. 4). σ is calculated as follows:
-
n: Number of points measured in Sect. 4
-
k: Summation index
-
\(\overline{\text{X}}\): Mean value of all values in Sect. 4
-
\({\text{f}}_{{\text{k}}}\): Force value
The momentum p (more precisely the momentum change Δp) is calculated this way:
-
\(\Delta\)p: Momentum (momentum change)
-
F(t): Force progression in Sect. 4
-
\({\text{t}}_{{ 1}}\): Start time Sect. 4
-
\({\text{t}}_{{ 1}}\): End time Sect. 4
These features are merged with the metadata of a joining point to produce a data set for a welding point. The data sets are analyzed in the further process of the investigation.
6 Results
6.1 Machine Learning Approaches
As reported in part 5.2, a large number of features is generated from each spot weld. In a first step, all these features were used train (60% of the data) and test (20% of the data) different regression models. This is followed by a 10-fold cross-validation for each model using the remaining 20% of the data set. Table 4 shows the R2 values for each model. This is based on the validation data. It is easy to see that Gradient Boosting and Random Forrest have much better coefficients of determination than the other models. Therefore, only these models can be considered for further investigations.
6.2 Permutation Feature Importance
After tuning the hyperparameters, the Gradient Boosting method was found to be the best performing of the models investigated here. Thus, the investigation regarding the relevant features is carried out on this model. To evaluate which features are relevant and which are not, Permutation Feature Importance (PFI) is applied to the results of the Gradient Boosting model. The result of this investigation (boxplots) can be seen in Fig. 5. It should be noted that the focus was deliberately placed only on features that are related to the force signal. It is shown that two features have a relatively large influence on the nugget diameter: The parameters p (feature name: “force_area_section_1_4_neg”) and σ (feature name: “force_standard_metrics_section_3_4_4”) of the force signal of Sect. 4. The influence of these parameters will be further investigated below.

Top 25 features (all sorts of signals)
6.3 Visualization of Datasets
In order to better assess the influences of the two features p and σ, they are visualized. These features are shown in a 3D representation in relation to the nugget diameter (see Fig. 6). It can be seen that the two features do not have a linear effect on the nugget diameter but run in the shape of a horn. This suggests a quadratic relationship. Furthermore, it can be seen that the MTC, which consists of 1.5 m thick plates, expands further in all spatial directions and also has many more joining points with a nugget diameter of 0 mm than the comparative experiment with 3.0 mm thick plates. The reason for this is the lower stiffness of these samples. This allows a larger deflection of the samples during welding and therefore also larger values for p and σ.
However, it also remains to be noted that no points larger than 11 mm can be obtained with either MTC. It is also noteworthy that when using plates with 1.5 mm thickness, the value of the standard deviation seems to have much less influence on the nugget diameter than with 3.0 mm thick plates.

Graphical visualization of the impulse p and the standard deviation σ over the nugget diameter (blue: samples with 1.5 mm thickness orange: samples with 3.0 mm thickness)
6.4 Second Degree Regression
Figure 6 shows that the momentum has a much greater influence on the nugget diameter than the standard deviation. Therefore, only the momentum will be considered in the following investigations.

Regression degrees and R2 value across all main current values and MTCs
In the second step of this investigation, it should be clarified to what extent the momentum during the forge time is suitable as a predictor in order to be able to make a prediction regarding the nugget diameter to be expected. The method of analysis chosen here is regression. As already mentioned, the influence of p on the nugget diameter is not linear. For this reason, the analysis is done using the second degree regression.
As can be seen in Fig. 7, R2 values of 0.64 (3.0 mm sheet thickness) and 0.73 (1.5 mm sheet thickness) are obtained.
This result is surprising in that only a single feature forms the basis for this regression. It also shows that the larger range of p values has a positive effect on the R2 value when using the 1.5 mm thick plates. In addition, it is believed that the lower strength of these specimens has a positive effect on the expression of the momentum, which in turn results in a larger R2 value across the experimental space, making a better prediction possible.
7 Conclusion and Outlook
In the course of this investigation, it can be shown that the change in the force signal during the forge time in spot weld bonding correlates with the nugget diameter. It is shown that, depending on the sheet thickness used, the standard deviation of the force signal during the forge time can have more or less influence on the nugget diameter. Furthermore, with the help of feature engineering, the momentum during the forge time can be determined and it is also suitable up to a certain degree as a predictor for the nugget diameter. In the context of this investigation R2 values of 0.64–0.73 can be proven. In order to increase this value, the experimental data obtained here can be used and further features can be applied to the regression analysis. However, this may also lead to overfitting.
Alternatively, the data set presented here can also be examined with the help of other methods, various statistical approaches or additional Machine Learning models (e.g. ANN etc.).
References
Kirchheim, A., Schaffner, G., Staub, R., Jeck, N.: Elektrodenkraft als wichtige Prozessgröße beim Widerstandspunktschweißen. Z. Schweißen und Schneiden 53, 635–637 (2001)
Singh, S.: Beitrag zur Verbesserung und Sicherung des Tragverhal-tens von Widerstandspunktschweißverbindungen an Aluminium- und Stahlwerkstoffen durch technologische Maßnahmen und durch Ent-wicklung einer Regeleinrichtung. Dissertation, RWTH Aachen (1977)
Ruge, J.: Einfluss der Stromform auf das Anlegierungsverhalten verschiedener Aluminium-Elektrodenwerkstoffkombinationen beim Widerstandspunktschweißen. Report AiF-Project Nr. 5233 (1983)
Developments towards high-volume resistance spot welding of aluminium automotive sheet component (2008)
Schmal, C., Meschut, G.: Refill friction stir spot and resistance spot welding of aluminium joints with large total sheet thicknesses (III-1965-19). Weld. World 64(9), 1471–1480 (2020). https://doi.org/10.1007/s40194-020-00922-2
Al Quran, F.M.F., Matarneh, M.I., Belik, A.G.: Influence of main characteristic features of spot welding on welded connection/joint strength. J. Eng. Phys. Thermophys. 87(2), 394–398 (2014). https://doi.org/10.1007/s10891-014-1024-2
Kim, T.W., Park, Y.W.: Parameter optimization using a regression model and fitness function in laser welding of aluminum alloys for car bodies. Int. J. Precis. Eng. Manuf. 12(2), 313–320 (2011). https://doi.org/10.1007/s12541-011-0041-8
Yang, H.-L., Cai, Y., Bao, Y.-F., Zhou, Y.: Analysis and application of partial least square regression in arc welding process. J. Cent. South Univ. Technol. 12(4), 453–458 (2005). https://doi.org/10.1007/s11771-005-0181-z
Yu, J.: Quality estimation of resistance spot weld based on logistic regression analysis of welding power signal. Int. J. Precis. Eng. Manuf. 16(13), 2655–2663 (2015). https://doi.org/10.1007/s12541-015-0340-6
Zhou, B., Pychynski, T., Reischl, M., Kharlamov, E., Mikut, R.: Machine learning with domain knowledge for predictive quality monitoring in resistance spot welding. J. Intell. Manuf. 33(4), 1139–1163 (2022). https://doi.org/10.1007/s10845-021-01892-y
Friedrich, H.E. (Hrsg.): Leichtbau in der Fahrzeugtechnik. Stuttgart (2017)
VDA Empfehlung 239-200: Flacherzeugnisse aus Aluminium, Verband der Automobilindustrie e.V. (VDA), Berlin (2017)
DIN EN 515: Aluminium and aluminium alloys - Wrought products - Temper designations EN 515, DIN Deutsches Institut für Normung e. V. Berlin (2017)
DIN EN ISO 5821: Resistance welding - Spot welding electrode caps, DIN Deutsches Institut für Normung e. V. Berlin (2010)
DVS 2916-1: Testing of resistance welded joints - Destructive testing, quasi static, Deutscher Verband für Schweissen und verwandte Verfahren e. V. Düsseldorf (2014)
Dodge, Y.: The Concise Encyclopedia of Statistics. Springer, New York (2008). https://doi.org/10.1007/978-0-387-32833-1
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Pestka, J., Weihe, S. (2023). Influence of the Joining Force on the Nugget Diameter During Resistance Spot Welding of Aluminum Materials. In: Kiefl, N., Wulle, F., Ackermann, C., Holder, D. (eds) Advances in Automotive Production Technology – Towards Software-Defined Manufacturing and Resilient Supply Chains. SCAP 2022. ARENA2036. Springer, Cham. https://doi.org/10.1007/978-3-031-27933-1_10
Download citation
DOI: https://doi.org/10.1007/978-3-031-27933-1_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-27932-4
Online ISBN: 978-3-031-27933-1
eBook Packages: EngineeringEngineering (R0)