
Abstract
The need for more sustainable production has led to an increased popularity of thermoplastic fibre reinforced composites over the last years. Typical production processes rely on autoclave and/or sequential processes, which lead to long cycle times, high energy consumption and high costs. One step in-situ production processes, like the thermoplastic laser assisted automated fibre placement, provide an ideal solution to these challenges while enabling the benefits of circular economy through improved recyclability. An essential part of the production process is to ensure full consolidation during layup. One of the main influences on consolidation is the applied pressure of the compaction roller. Increasingly complex part geometries with curved surfaces place special demands on the deformation and adaptability of these rollers. Here, current solutions quickly reach their limits. This paper investigates new concepts for the consolidation roller to enable successful use of in-situ placement technologies on complex part geometries. Different sheath thicknesses and materials were investigated in experiments, followed by simulative investigation of further compaction roller concepts.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
1.1 Thermoplastic In-Situ AFP
Driven by the need for lighter and more fuel-efficient vehicles, more industries rely on the use of fibre composite materials with their excellent strength-to-weight ratio [1]. Other beneficial properties that make the use of these materials even more relevant are their high corrosion resistance, good fatigue properties and high damage tolerance [2]. Airbus and Boeing have implemented fibre composites in their next generation airplanes with a share of around 50% in the A350 XWB and B787 Dreamliner [3]. This increased demand for fibre composites is calling for new and improved manufacturing technologies from traditional hand-layup to fully automated and reproducible processes. Furthermore, traditionally used thermoset matrices often require autoclave cure with long cycle times and size limitations [2]. One production method that promises to solve these issues is the laser-assisted automated fibre placement for the in-situ processing of thermoplastic composites [4]. This one-step production technique allows for an autoclave free process by using laser heating to achieve full consolidation of the matrix during tape layup. Full consolidation not only requires heat but also pressure, which is provided via a compaction roller.
1.2 Compaction Roller Overview
Compaction pressure is one of the most important process parameters regarding the final product quality [5]. Khan et al. found that higher compaction pressures lead to a better overall quality of the laminate but can also result in high pressure air inclusions that lead to deconsolidation if the material is not cooled below glass transition temperature under the compaction roller [6]. Raps et al. found that on a flat surface a reduction in compaction pressure leads to a reduction in interlaminar shear strength [7]. Chu et al. defined two requirements for successful interfacial bonding. Those are full contact between the compaction roller and tape and an even pressure distribution. It was shown that a lower Young’s modulus and higher outer diameter of the compaction roller led to an increased deformability and therefore adaptability [8]. This is important as traditional compaction rollers out of metal are not flexible enough to conform to tool surfaces with radii smaller than the tool. This missing contact can lead to a reduction in mechanical properties [9]. Flexible compaction rollers further offer the benefit of compensating misalignment between the roller and the tool surface. Already at 1° misalignment, Schledjewski et al. found 63% higher peel forces for an adaptive roller compared to a non-adaptive roller [4]. Typical materials for flexible compaction rollers are Polytet-rafluorethylen [6] or Polyurethan [10]. Jiang et al. investigated silicone compaction rollers and found more even pressure distribution for lower hardness, higher outer diameters, and smaller widths. A porous structure was proposed to optimize flexibility and deformability [11]. This approach was investigated by Bakhshi et al. with different compaction rollers made from Polyurethan. It was found that holes through the compaction roller (over the width of the roller) lead to deviations of up to 50% in compaction pressure. A full material compaction roller with a Shore A hardness of 35 achieved the best results for different tool radii [12]. Lichtinger et al. investigated a compaction roller made from a thermoset foam material with a shrink tube sheathing and analysed pressure distribution on convex and concave tools. Full contact was not achieved for concave tools with a lateral orientation of the compaction roller. Pressure peaks were noted at the edges of the roller (concave tool) and in the middle (convex tool) [13]. This highlights that the compaction roller and tool selection must be coordinated. He et al. found slightly improved pressure uniformity for a compaction roller with 11 segments compared to a common roller [14].
This work aims to find new concepts for compaction roller designs to enable the use of the laser assisted thermoplastic in-situ tape placement processes on curved surfaces. The goal is to increase the understanding of how compaction rollers behave on curved surfaces by investigating pressure uniformity and compaction pressure. To achieve this goal, various compaction roller configurations with three different sheath thicknesses made from two silicones are analysed experimentally and perforated compaction rollers and compaction roller with increased width are investigated by means of simulation.
2 Methodology
2.1 Analytical Analysis of Compaction Roller Contact and Deformation
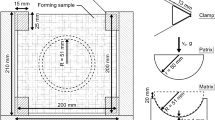
The deformation of the compaction roller plays a significant role for its pressure distribution. The necessary deformation for full contact depends on the distance between the roller and the tool. This distance is a function of the roller diameter, roller length, surface geometry and orientation. In this work, especially cylindrical surface geometries are of interest. A 0° orientation of the compaction roller to the cylindrical tool is defined with the two cylindrical axes perpendicular to each other (see Fig. 1, centre). The coordinate system rotates with the compaction roller and the X-axis parallel to the compaction roller axis. The origin is set in the middle of the roller width and length at the point of first contact with a convex tool for symmetrical contact. The turning angle \(\alpha\) is defined as the angle between the Y-axis and the tool cylindrical axis (tool centre line).

Overview coordinate system, orientation, and analytical deformation
For two cylinders, the distance \(\delta\) is equal to the necessary deformation for full contact between both, over the length of the compaction roller. The maximum distance for concave or convex cylinders is equal but can be found either on the side of the compaction roller (convex tool) or at the centre (concave tool) at a turning angle of 0°. The deformation at a specific location (x/y) can be described with Eq. (1).
The tool radius is \(r_{{\text{T}}}\), the compaction roller radius is \(r_{{\text{R}}} \) and its half width is \(w_{{\text{R}}}\). The change of sign represents a convex tool for “+” and a concave tool for “−”. In the case of a concave tool surface with a turning angle of alpha unequal 90°, negative distances will arise. These negative values represent the already required deformation of the roller or theoretical penetration into the tool surface.
Non-adhesive contact between solid, elastic bodies was first described by Heinrich Hertz [15]. In his considerations, Hertz mostly referred to elastic half-surfaces in contact with a spherical surface [16]. Hertz theory can, with some adjustments, be applied to the contact between two cylinders. The perpendicular contact between two convex cylinders can be represented by two ellipsoids and calculated with the two half-axes of the ellipsoid. Atanackovic et al. formulated the contact between two cylinders in their longitudinal axis according to Hertz (1892) and Johnson (1987). In these considerations it is assumed that the pressure surfaces in contacted pressure areas are small compared to the bodies in contact. In addition, the contact is idealised as frictionless [17]. The maximum contact pressure \(p_{0}\) can be described using Eq. (2) with “\(B\)” as the contact width, “\(F\)” the applied force, \(E^{*}\) the effective Youngs modulus, “\(r\)” the radii, “\(v\)” the Poisson ratios and “\(E\)” the Youngs modulus of cylinder 1 and 2 in contact.
2.2 Compaction Rollers Fabrication and Experimental Test Setup
All new investigated roller concepts have an outer diameter of 80 mm and width of 30 mm. Three different rim diameters are used (30, 60 and 70 mm) to create sheath thicknesses of 25, 10 and 5 mm respectively. The material of choice was silicone, as it allowed for the necessary flexibility after curing, is heat resistant and easy to pour into the mould. Two silicones were used in this work. The first silicone was “SF45-RTV2” by the company “Silikonfabrik” with an uncured viscosity of 8500 mPas and a Shore A hardness of 45. The second silicone, “Smooth-Sil 960” has an uncured viscosity of 30000 mPas and a Shore A hardness of 60. In addition to pure silicone sheaths, compaction roller with 5wt% short glass fibres “Vetrotex” embedded in SF45 silicone were produced. Figure 2 shows three representative compaction rollers.

Example pictures of compaction rollers with different materials and sheath thickness
All 9 different compaction rollers variants were quasi-statically tested in a universal testing machine from “Zwick” by pressing them against seven different tool surface geometries. The tools were chosen based on a fuselage half shell demonstrator and had a cross-section of 120 × 120 mm2 and a surface finish of Rz = 4. An overview of the tools can be seen in Table 1. A test speed of 500 mm/min and a load of 547 N (current standard setting at the AFP machine) were chosen for the static tests. Before the experiments, each compaction roller was loaded with 547 N and rotated axially in 10° steps to account for the initial loss of stiffness in the silicone. All tests were performed with compaction roller orientations in 0°, 45° and 90° for each of the 7 tools with a half-inch-wide tape (Toray Cetex TC1225, Standard Modulus Carbon 145 gsm UD Tape) between compaction roller and tool surface, and without tape. A polyimide-film-sandwich based (KAPTON® - DuPont) electronic pressure mat “Tactilus Typ H, 4″× 4″” with 32 × 32 quadratic piezoresistive elements from “Tiedemannn Instruments GmbH & Co.KG” was used to measure contact pressure one second after reaching 547 N.
The uniformity of the pressure distributions was evaluated by averaging the row of sensors in the middle of the contact length over the width of the compaction roller without a tape. If an equal number of sensors were contacted over the contact length, the two middle rows were averaged. The contact length is defined perpendicular to the roller axis (direction Y, see Fig. 1), the contact width parallel to the roller axis (direction X, see Fig. 1). The coefficient of variation was formed over the respective areas. To allow for an easier evaluation, the pressure uniformity \(u\) is displayed according to Jian et al. [11] by subtracting the coefficient of variation from “1”. This means that values of “1” represent a perfect even pressure distribution and declining values present a decline in uniformity. \(p_{i}\) represents the pressure of the individual cell and \(p_{{{\text{avg}}}}\) the average pressure of all cells in the measuring area.
The compaction rollers were also evaluated based on the magnitude of the compaction pressure in experiments with tape. The pressure was averaged over the contact area of the tape in the middle of the contact length.
2.3 Simulation Setup
A FEM model was setup in the software “Ansys Workbench v19.2” to replicate the deformation behaviour of the silicone roller and to explore more complex, perforated compaction roller geometries and a roller width extension from 30 mm to 60 mm. The compaction roller (silicone sheath and aluminium rim), aluminium tool and if applicable the carbon fibre UD tape were replicated in the simulation (See Fig. 8). The load of 547 N was introduced though the rim. Boundary conditions were set to allow only vertical movement of the compaction roller and to fix the tool in all degrees of freedom. The friction coefficients were set to 0.3 for silicone – tape, 0.8 for silicone – tool and 0.1 for silicone – rim. It was assumed that the tape is incompressible and is fixed on the tool. The material parameters of the carbon fibre tape were chosen based on available manufacturer data (Toray Cetex TC1225, Standard Modulus Carbon 145 gsm UD Tape) with a modulus in 0° of 135 GPa (tension) and 124 GPa (compression) and a ply thickness of 0.14 mm. Solid185 elements were used to model the hyperelastic five parameter Mooney-Rivlin material model for the two silicones (parameters see Table 2). The required stress-strain material data for the SF45 and SS960 silicones was obtained using unidirectional tensile tests on dog-bone shaped specimens according to DIN 53504. The specimens were stretched three times to 100% strain. Both silicones showed a stiffness reduction after the first loading cycle with nearly constant stiffness afterwards (see Mullins effect [18]). The maximum strain observed in the simulation was around 60% with localised strains of up to 80%. This required scaling of the obtained experimental material data (acquired at 100% strain) for better agreement of the simulation results to the experiments. The material data was scaled to a maximum strain of 60%. Only one material dataset for each silicone was used for the three different sheath thicknesses which led to higher deviations for thin sheath thicknesses (See: Validation of Simulation Against Experiments). Deformation strain measurements of the compaction rollers in experiments were not performed but only estimated based on the vertical movement of the rim and compression of the compaction roller.
Validation of Simulation Against Analytical Model
The general setup of the simulation model was verified against the analytical calculations. To achieve this, the parallel contact between two convex cylinders was modelled in ANSYS with an isotropic material and compared to Hertz theory. As Table 3 shows, the theory of Hertz and the simulations show better agreements for rollers with thicker sheaths. This is in accordance with the expected results as the theory of Hertz assumes full material sheaths. The basic setup of the simulation can be seen as validated with respect to the analytical model for sheath thicknesses of 25 mm.
Validation of Simulation Against Experiments
The simulation model was validated for both material (SF45, SS960) models by comparing the contact length, contact width, vertical movement of the rim, pressure distribution and magnitude in the middle row of the contact length (below the compaction roller axis) over the whole contact width on the flat and concave tool with 250 mm radius in 0° orientation. Detachments from the rim and compression buckling on the side of the compaction roller could be replicated in the simulation. It was found that the simulation and material model for the SF45 silicone can predict the pressure distribution for all sheath thicknesses with a maximum deviation in compaction pressure of approx. 20% on the flat surface. Radii of 250 mm can be simulated within the same accuracy but show greater deviations for smaller sheath thicknesses. The simulation and material model for the SS960 showed deviations of up to 30% in compaction pressure for all compaction rollers. However, the 5 mm sheath showed higher deviations of up to 60% for the concave radii with pressure distributions that did not match the experiments. This is partly caused by an unexpected deformation behaviour of the 5 mm sheath in the experiments (see Sect. 3). The general shape of the pressure distribution was replicated for the 25 mm and 10 mm sheaths of both silicones and all tool geometries. The use of only one material dataset for each silicone for the three different sheath thicknesses led to deviations to the experimental results. Deviations in vertical compression for the SF45 (SS960) silicones were in the range of 22% (31%) for the 5 mm sheath, 9,7% (7,8%) for the 10 mm sheath and 1,2% (1,3%) for the 25 mm sheath on flat surfaces. The deviations in compaction pressure and deformation strain may have been caused by differences in the maximum strains the material models were set up for, different friction conditions as assumed and measurement errors in the experiments due to the presence of the pressure measuring foil and limited resolution of about 3 mm.
3 Results and Discussion
3.1 Experimental Results: Pressure Uniformity
The pressure uniformity of the compaction rollers on the different tool surfaces and orientations can be seen in Fig. 3. All materials show a similar trend with the overall most uniform pressure distribution for the compaction rollers with a 25 mm sheath and a decline in uniformity for thinner sheaths. The silicone choice, and in turn their different hardness, does not significantly influence the pressure uniformity.

Pressure uniformity on tool surfaces and compaction roller orientations in experiments
Furthermore, the orientation of the compaction roller produces a nearly identical pressure uniformity value over the roller width. It must however be noted that the actual shape of the pressure distribution varies for the different tool orientations as the pressure uniformity only shows averaged values. Figure 4 shows the pressure uniformity of the 10 mm sheath in 0° orientation of all three materials. Here again, it is clearly visible that the difference between the materials is nearly negligible.

Pressure uniformity, 10 mm sheath (0° orientation) in experiments
This direct comparison however highlights the trend of the compaction rollers to produce 10%–15% lower pressure uniformities on a flat surface than on a concave tool with 25 mm radius. This behaviour is exactly opposite of the expected results. An explanation can be found in a direct comparison of the overall pressure gradient over the roller width as seen in Fig. 5. The upper diagrams show the contact pressure over the whole roller width on a flat surface and the lower row on the concave tool with 250 mm radius in 0° orientation.

Contact pressure in the middle of the contact length over width of compaction roller on flat and concave (R = 250 mm) tool, (0° Orientation) in experiments
Especially the 5 mm and 10 mm sheath compaction rollers of each material show a strong decrease in pressure towards the edges of the roller on the flat surface. The 5 mm sheath shows up to 30% reduced contact pressure in the middle of the compaction roller, resulting in a “M”-shaped pressure distribution. The 25 mm sheath however shows an even distribution over the whole contact width with a small increase towards the edges. The reason for this behaviour could not be fully explained. It is however assumed, that the sheaths were able to shift on the rims since the position was only fixed by silicone filled groove in the rim. During the experiments, no sliding of the silicone on the tool surface or electronic pressure mat was observed. Under compaction, the silicone sheath will not only move towards the edges and create bulges, but also move towards the middle of the compaction roller. This may have resulted in buckling of the silicone between the rim and tool and thereby created deviations in contact pressure. The different sheath thicknesses will result in a different buckling behaviour. The lower row of diagrams in Fig. 5 with the pressure distributions on the concave 250 mm tool in 0° orientation shows an increase in pressure uniformity compared to the flat tool. Especially distinct are the effects on the 5 mm sheath. The pressure reduction in the middle of the compaction roller is no longer visible. The 10 mm sheaths show a similar distribution to the flat measurements. The SF45 material with 5wt% glass fibre shows similar pressure distributions to the SS960 silicone with higher local deviations. This can be explained by the additional short glass fibres resulting in local stiffness changes of the SF45 silicone.
3.2 Experimental Results: Compaction Pressure
The magnitude of contact pressure on the tape is a further important criterion as shown in the literature overview. Figure 6 presents the average compaction pressure as measured directly on a tape on the different tool surfaces and compaction roller orientations. All materials show a similar trend with the lowest compaction pressure on the tape for the 25 mm sheath and the highest for the 5 mm sheath. The compaction pressure of the 10 mm sheath is approximately 50–60% higher than the 25 mm sheath. The 5 mm sheath leads to a further increase in compaction pressure of 38–47%. This results in 2–2.5 times higher compaction pressures for the 5 mm sheath than the 25 mm sheath.

Average contact pressure on tool surface and compaction roller orientation in experiments
This is a result of a smaller overall contact area of the sheath with the tool surface. The silicone SS960 (Shore A60) achieves 20–30% higher compaction pressures than the SF45 (Shore A45) silicone in most experiments due to a shorter contact length. The SF45 silicone with 5wt% glass fibres reaches similar compaction pressure to the SS960 silicone. The average compaction pressure is independent from the orientation of the compaction roller to the tool surface. Figure 7 shows a direct comparison of the results for the 10 mm sheath in 0° orientation of the three materials. A trend towards higher compaction pressure for less curved tool geometries can be observed. This behaviour was expected as the required deformation for contact between the middle of the compaction roller and tape is higher on curved surfaces. The contact pressure on the tool with radius 250 mm is about 10%–20% lower than on flat surfaces. The measurement for the SF45 with 5wt% glass on the tool with radius 250 mm represents an outlier which could not be explained and is most likely caused by a measurement error.

Average Contact Pressure [MPa], 10 mm Sheath (0° Orientation) in experiments
This means that a higher compaction pressure produces a lower pressure uniformity (compare Fig. 4). Furthermore, higher compaction pressure at the expense of smaller contact areas reduces compaction time and in turn the available time for intimate contact development [19].
3.3 Simulation
Simulation of Perforated Compaction Roller Concepts
Different compaction roller designs were investigated with ANSYS to enable the in-situ laser assisted thermoplastic fibre placement on curved surfaces by improving pressure uniformity. A short overview on some concepts can be seen in Fig. 8. All designs are based on a 30 mm wide compaction roller with a 25 mm silicone sheath. A description of the simulation set up can be found in Sect. 2.3.

Perforated compaction rollers and top-down view of pressure distribution on tool and tape
Simulation results showed that any change in the compaction roller geometry, which deviates from a full material sheath, will result in a change of pressure uniformity over the length of the tape. Areas directly under a perforation exhibit up to 3 times less compaction pressure than areas without perforation. These deviations would lead to varying consolidation pressure in a continuous process over the length of the tape. It was found that small perforations in the range of 2 mm can be added to the roller without significant impact on the pressure distribution over the length of the tape but also no improvement of the overall pressure uniformity over the width of the tape. These results are in accordance with the findings from Bakhshi et al. [12] who reported similar pressure distribution and differences of up to 50% in compaction pressure. It was found that silicones with a Shore hardness A45 and A60 cannot withstand the applied force of 547 N for larger perforations (Fig. 8 left and second left (adapted from [20])) and tend to collapse.
Simulation of Increase in Compaction Roller Width to 60 mm
All experimentally investigated compaction rollers have a width of 30 mm and only allow for the use of a single half-inch-wide tape. To increase productivity, multiple tapes need to be laid down at once. The pressure distribution of a 60 mm wide compaction roller on a flat and concave tool with a radius of 250 mm in 0° orientation was investigated using ANSYS. The simulations show that on a flat surface both silicones produce similar shaped pressure distributions (see Fig. 9). The SS960 silicone achieves 10%–30% higher compaction pressures than the SF45 silicone with greater differences towards thicker sheaths. The pressure distribution on a concave tool with 250 mm radius in 0° orientation is shown in the lower half of Fig. 9.

Contact pressure distribution, simulation results for sheaths with 60 mm width
The 5 mm sheath of the SS960 silicone is not able to conform to the surface which results in a loss of contact in the middle of the compaction roller. It is however possible that the 5 mm sheath performs better in real applications as deviations between simulation and experiment are especially high for thin sheath thicknesses. The 10 mm and 25 mm sheaths show sufficient adaptability with similar pressure characteristics.
4 Conclusion
This work aimed to find new concepts for compaction roller designs to enable the use of the laser assisted thermoplastic in-situ tape placement process on curved surfaces.
Experimental and simulative methods were used to explore new concepts of compaction rollers to improve adaptability to curved surfaces, pressure uniformity and compaction pressure. Experiments revealed that 5 mm and 10 mm silicone sheaths exhibit a 10%–15% higher pressure uniformity on curved, concave surfaces with radius 250 mm than on a flat surface with a continuing trend towards reduced pressure uniformity on convex surfaces. This phenomenon is likely caused by internal deformation mechanisms that lead to buckling of the sheath between the rim and the tool surface. This buckling reduces pressure uniformity on flat and convex surfaces but increases pressure uniformity in superposition with concave radii as it counteracts the change in surface geometry. This effect is not noticeable with the 25 mm sheath. Experiments showed that the pressure uniformity over the tape width increases with increasing sheath thickness, with similar results for all materials. The compaction roller orientation on the tool does not significantly influence the pressure uniformity value. It is however important to note that the individual pressure distribution is different.
The contact pressure on a curved tool with radius 250 mm in 0° orientation is about 10%–20% lower than on a flat surface. In general, a clear correlation between increasing contact pressure and decreasing sheath thickness by a factor of 2 from a 5 mm sheath to a 25 mm sheath was found. A Shore A60 (SS960) silicone produces 20%–30% higher contact pressures than a Shore A45 (SF45) silicone, regardless of the sheath thickness. SF45 silicone with 5 wt% short glass fibres exhibits similar material behaviour to the SS960 silicone.
The experimental results showed that the best compromise for the counteracting mechanisms of higher compaction force at the expense of lower pressure uniformity can be achieved with a solid 10 mm Shore A60 (SS960) silicone sheath. Further experiments to validate the general work principle of this compaction roller configuration are currently ongoing with the objective of manufacturing a curved demonstrator structure.
Simulations showed that through thickness perforations in a 25 mm silicone sheath can lead to localised reduction of compaction pressure by a factor of 3 over the contact length on flat surfaces. Compaction roller designs which deviate from a pure solid material sheath are therefore not recommended. The simulations showed further that an increase in compaction roller width from 30 mm to 60 mm will likely result in a loss of contact for a 5 mm sheath on curved surfaces with radii smaller or equal than 250 mm. In future work, the simulation model needs to be adjusted to better reflect the behaviour of thin sheaths and to include temperature dependent silicone and tape material data.
A threshold value for the pressure uniformity could not be set in this work. Further investigations are necessary to understand the influence of compaction pressure on mechanical properties and to analyse if findings on flat surfaces can be translated to curved surfaces. Here, pressure uniformities on curved surfaces could be replicated in 2D (for mechanical tests) with a compaction roller with varying elastic properties over its width.
References
Ahmad, H., Markina, A.A., Porotnikov, M.V., Ahmad, F.: A review of carbon fibre materials in automotive industry. In: IOP Conference Series: Materials Science and Engineering, vol. 971, no. 3, p. 32011 (2020). https://doi.org/10.1088/1757-899X/971/3/032011
Henning, F., Moeller, E.: Handbuch Leichtbau: Methoden, Werkstoffe, Fertigung. Hanser, München (2011)
Marsh, G.: Composites in commercial jets (2015). https://doi.org/10.1016/j.repl.2015.06.001
Schledjewski, R.: Thermoplastic tape placement process - in situ consolidation is reachable. Plast. Rubber Compos. 38, 379–386 (2009). https://doi.org/10.1179/146580109X12540995045804
Li, J.F., Song, C., Wang, X.F., Xiao, J.: Study on pressure control of automated fibre placement process. In: 19th International Conference on Composite Materials, Montreal, Canada. http://www.iccm-central.org/Proceedings/ICCM19proceedings/papers/LIJ80033.pdf
Khan, M.A., Mitschang, P., Schledjewski, R.: Identification of some optimal parameters to achieve higher laminate quality through tape placement process. Adv. Polym. Technol. 29(2), 98–111 (2010). https://doi.org/10.1002/adv.20177
Raps, L., Chadwick, A.R., Schiel, I., Schmidt, I.: CF/LM-PAEK: characterisation and sensitivity to critical process parameters for automated fibre placement. Compos. Struct. 284, 115087 (2022). https://doi.org/10.1016/j.compstruct.2021.115087
Chu, Q., Li, Y., Xiao, J., Huan, D., Zhang, X.: Placeability restricted by in-complete contact between laying roller and mould in an automated fibre placement process. J. Reinf. Plast. Compos. 37(7), 475–489 (2018). https://doi.org/10.1177/0731684417752871
Zhao, P., Shirinzadeh, B., Shi, Y., Cheuk, S., Clark, L.: Improved uniform degree of multi-layer interlaminar bonding strength for composite laminate. J. Reinf. Plast. Compos. 36(17), 1211–1224 (2017). https://doi.org/10.1177/0731684417704075
Hélénon, F., Ivanov, D., Potter, K.: Modelling slit tape deposition during automated fibre placement. In: 19th International Conference on Composite Materials, Montreal, Canada (2013). http://www.iccm-central.org/Proceedings/ICCM19proceedings/ICCM19-eproceedings.pdf
Jiang, J., He, Y., Ke, Y.: Pressure distribution for automated fibre placement and design optimization of compaction rollers. J. Reinf. Plast. Compos. 38(18), 860–870 (2019). https://doi.org/10.1177/0731684419850896
Bakhshi, N., Hojjati, M.: Effect of compaction roller on layup quality and defects formation in automated fibre placement. J. Reinf. Plast. Compos. 39(1–2), 3–20 (2020). https://doi.org/10.1177/0731684419868845
Lichtinger, R., Lacalle, J., Hinterhölzl, R., Beier, U., Drechsler, K.: Simulation and experimental validation of gaps and bridging in the automated fibre placement process. Sci. Eng. Compos. Mater. 22(2), 131–148 (2015). https://doi.org/10.1515/secm-2013-0158
He, Y., Jiang, J., Qu, W., Ke, Y.: Compaction pressure distribution and pressure uniformity of segmented rollers for automated fibre placement. J. Reinf. Plast. Compos. 41(11–12), 427–443 (2022). https://doi.org/10.1177/07316844211054166
Hertz, H.: Ueber die Berührung fester elastischer Körper. pp. 156–171, (1881)
Popov, V.L.: Contact Mechanics and Friction. Springer, Heidelberg (2010). https://doi.org/10.1007/978-3-642-10803-7
Atanackovic, T.M., Guran, A.: Theory of Elasticity for Scientists and Engineers. Springer, Boston (2000). https://doi.org/10.1007/978-1-4612-1330-7
Roland, C.M.: The mullins effect in crosslinked rubber. J. Rheol. 33(4), 659–670 (1989). https://doi.org/10.1122/1.550032
Stokes-Griffin, C.M., Compston, P.: Investigation of sub-melt temperature bonding of carbon-fibre/PEEK in an automated laser tape placement process. Compos. Part A Appl. Sci. Manuf. 84, 17–25 (2016). https://doi.org/10.1016/j.compositesa.2015.12.019
Xiaohui, Z., Wenfeng, Wu., Yugang, D., Ti, Y., Chen, Li., Chenping, Z.: A kind of large deformation flexible pressing device for automatic fiber placement, Patent No. CN110356019A (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Widmaier, N., Raps, L. (2023). Analysis of New Concepts for the Consolidation Roller in Laser-Assisted Automated Tape Placement Processes. In: Kiefl, N., Wulle, F., Ackermann, C., Holder, D. (eds) Advances in Automotive Production Technology – Towards Software-Defined Manufacturing and Resilient Supply Chains. SCAP 2022. ARENA2036. Springer, Cham. https://doi.org/10.1007/978-3-031-27933-1_26
Download citation
DOI: https://doi.org/10.1007/978-3-031-27933-1_26
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-27932-4
Online ISBN: 978-3-031-27933-1
eBook Packages: EngineeringEngineering (R0)