
Abstract
Individualization in the high-performance segment within the automotive industry is becoming increasingly important. Especially when small volumes are required, conventional manufacturing processes often no longer prove profitable. The use of additive processes in general and high-speed sintering (HSS) in particular offer the freedom to produce complex organic shapes in a cost-effective and resource-saving manner from batch size one onwards. The HSS process is a powder bed-based additive manufacturing process in which thermoplastics are sintered at a constant layer time using an infrared lamp instead of a laser
For this reason, we shed light on the use of high-speed sintering specifically for small components in low-volume production. More precisely, we add the process-specific properties of high-speed sintering to Design for Additive Manufacturing (DfAM) rules. We propose an approach that also enables a time-saving alternative to conventional manufacturing processes and optimizes the design process for the use of high-speed sintering.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The challenges and associated pressures for companies are growing due to a lack of raw materials [1], collapsing sales markets [2], and the governmental push for ecological sustainability [3].
The use of additive manufacturing processes is driving the efficiency of the value chain and has thus experienced strong development in recent years. The successive addition of material allows complex geometries to be produced and eliminates many design and manufacturing constraints [4]. The use of additive manufacturing processes offers opportunities in pre-series production and prototyping and enables OEMs to test radically different design methodologies [5]. Especially in highly competitive sectors, product innovations are essential to survive as a company [6]. In particular, the topics of lightweight construction and individualization play an important role here [7].
For example, Seidel et al. [8] describes that the customized car will consist of mixing and matching standard components and that the customer can also incorporate individual wishes regarding the shape and style of the components [8].
The use of additive manufacturing, for example, enables personalized components based on customer wishes in a competitive lead time. In addition, individual spare parts can be manufactured, for example, if they are no longer available on the market [9]. While conventional manufacturing processes are limited in design freedom, the complexity of additive manufacturing is not a challenge [10].
This paper investigates the potential of high-speed sintering for the automotive industry for small-batch manufacturing. Using a speaker cover as an example, we develop design guidelines and show possibilities for the use of personalized interior components. The rest of this paper is organized as follows. The following section describes rapid manufacturing and the benefits as well as challenges. This is followed by a description of the High-Speed Sintering manufacturing process and the experimental setup for manufacturing a personalized speaker cover. Finally, recommendations for use in the automotive industry and HSS-specific design guidelines are derived.
This paper aims to demonstrate to design engineers the possibilities of High-Speed Sintering, especially for small personalized batches. Furthermore, we would like to contribute with this paper to the design guidelines in additive manufacturing and extend them with HSS-specific requirements.
2 Rapid Manufacturing vs. Rapid Prototyping
Rapid manufacturing refers to methods and manufacturing processes that produce components from CAD data with the aid of tool-free production. Part of this is the now mature rapid prototyping. This includes technologies such as stereolithography or laser sintering [11]. The objective here is the direct production of 3D products that are used either as parts of assemblies or as whole products by the end user [12].
The increasing acceptance is based on the savings in terms of tooling costs as well as shorter lead times. Furthermore, the use of rapid prototyping allows unique freedom in product design [12]. Due to automation, minimal human intervention is required. Thus, complex 3D geometries can be produced automatically without part-specific fixtures or tooling. In addition, components are manufactured directly as assemblies and do not require subsequent assembly. This makes rapid prototyping particularly suitable for small series [13]. However, the application of rapid manufacturing in general and rapid prototyping in particular is also subject to challenges. Market acceptance contributes to the extent to which proven molded parts can be replaced by layered versions. Furthermore, influencing factors such as different machines and working methods can lead to limited reproducibility of parts. In addition, the costs must be analyzed in order to identify suitable products that are suitable for rapid manufacturing [12].
3 Introduction to High Speed Sintering
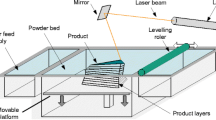
The High-Speed Sintering (HSS) process is a powder-based additive manufacturing technology for thermoplastic materials in which components are selectively fused using black ink and an infrared lamp. First, a thin white powder layer is applied to a building platform. A print head then applies black ink locally to those areas of the powder layer where a component is later to be generated. With the use of an infrared lamp, heat is then applied to the entire powder layer, causing the black areas to absorb it more strongly than the white areas. This causes the powder to exceed the melting temperature only at the desired black areas, where it melts and sinters [14]. This process is repeated layer by layer until the desired part has been generated. In this case, the Voxeljet VX200 HSS (see Fig. 1) system is used, which has a build volume of 290 x 140 x 180 mm.

Voxeljet VX200 HSS
Figure 2 below shows the build platform during the sintering process through the infrared lamp passing over each layer. In the previous step, the print head colored the areas to be sintered black.

Sintering process
4 Research Approach
The overall objective of the research project is the efficient, sustainable use of additive manufacturing processes in the automotive industry.
We present a new approach to reducing the environmental impact using waste powders. The open machine concept allows the influence on a multitude of process parameters. This is used in this paper and applied to a specific application in the automotive industry.
In addition, complex components with very high lightweight potential can be produced without a support structure while maintaining the same shift time.
In order to maximize the sustainability of the process and at the same time increase the economic efficiency, the aging of the powder is also investigated in addition to the structural optimization in order to be able to add as much recycled powder as possible to a new process. The powder used consists on average of 80% recycled powder.
The process was tested and optimized in an industrial environment as part of a longitudinal study over two years. Prototypes were produced for our research purposes and in cooperation with other institutes in topology optimization, function integration, composite materials, and powder recycling, among others.
Previous research has focused on applying high-speed sintering in general and industry. The present work provides new insights into the optimized design of components specifically for applying high-speed sintering processes with reused powder.
The development of the design guidelines is based on the literature on the one hand and the findings of two years of research on the other hand. In iterative loops, parameters were adjusted, and many prototypes were produced to validate the findings. These form the basis for the properties' weighting for the pairwise comparison application and the elaboration of the use case of the personalizable speaker cover.
5 Development of Design Guidelines for HSS
In the field of additive manufacturing, there are now a large number of design guidelines that apply to different additive processes across the board. These include, for example, that the build time of a job depends significantly on its Z-height or that anisotropic material properties are present in most components due to the process. Among other things, within powder-based additive manufacturing processes, components usually achieve the highest mechanical properties with a load direction parallel to the X-Y plane. However, if the component is loaded in the Z direction, the lowest mechanical properties are usually present here. This is due to the fact that the bond between two layers is weaker than the cohesive material within a layer. The same applies to dimensional accuracy. Circular holes or a groove should lie in the profile in the X-Y plane to obtain the target geometry with a high accuracy [15]. If they are not perpendicular to this plane, e.g. perpendicular to the X-Z plane, round holes tend to become oval and step along the circumference due to layer changes.
Beyond the partially general design guidelines that can be applied to this process, further HSS-specific design specifications should be considered. These include, if possible, designing components or aligning them in the build space so that individual layers form the smallest possible contiguous black areas on the X-Y plane. Since the black-colored areas absorb significantly more thermal energy, large contiguous black areas can overheat in some spots. This leads to an inhomogeneous temperature distribution and thus also to inhomogeneous cooling behavior, which can lead to warpage in the component. However, it must be considered that even with this method, depending on the material, there are usually anisotropic material properties. In general, the mechanical properties are at the highest in the X-Y plane and less in the Z direction [15]. Furthermore, it should be clear if the mechanical properties or the accuracy of the geometrics are prioritized and, if needed, adapted to the specific application of the component. In this process, the aim is to place as many components as possible on the building platform in the X-Y direction, since the layer time is always the same [15]. This results in optimized use of space and shortened manufacturing time. In contrast to the SLS process, HSS doesn’t need a laser to scan each geometry individually; instead, the infrared lamp always covers the entire powder layer as it passes over it. Hence, the height in the Z direction is therefore decisive for the total manufacturing time of the job to be done (Table 1).
The developed design guidelines were applied to the example of a speaker cover and are presented below.
6 Use of HSS for the Manufacturing of a Speaker Cover
The use of additive manufacturing processes in the automotive industry has expanded from prototyping to production technology. Small batches are particularly suitable in terms of time and cost savings. In addition, components can be personalized. In the following, an application example for the use of high-speed sintering in interiors is presented. The suitability of potential parts or components can be determined on the basis of the following criteria:
-
no safety relevance
-
can be personalized (in terms of branding and design)
-
possibility of independent replacement by customers
It is important here that, although personalization is carried out by the customer, it is not tied to the customer over the lifecycle.
In the following, the application for HSS is presented using the example of a speaker cover. It is important to note that in most cases not all design guidelines can be considered at the same time. They must always be adapted to the specific target component and its desired properties. If, for example, particularly high mechanical properties are required of a component in a certain spatial direction, the orientation of the component must be adapted in such a way that this may be disadvantageous for another property. This could be, for example, the dimensional accuracy of certain areas. Thus, a prioritization of the component properties and thus also of the design guidelines must always be carried out in order to optimize a component for the required application. Using the speaker cover as an example, we will show below how the process-specific design guidelines of the high-speed sintering process, in particular, could be prioritized for this application.
In the pairwise comparison, the four selected parameters were compared and weighted to the specific use case of the speaker cover. A rating of 2 means that the row value is more important than the column value, 1 means that it is equally important and 0 means that it is less important. The line values per target value added together then result in the ranking.
The following Table 2 shows the pairwise comparison that was performed for the application regarding the speaker cover.
Since this component is not a structural part and therefore does not have to absorb any forces, the first design rule for optimizing the mechanical properties in a specific spatial direction is not prioritized. However, the second rule concerning dimensional accuracy is more important here, since it represents a design component in the interior that is visible to the end customer. Therefore, the geometry should be achieved as accurately as possible in order to ensure that it can also be assembled. Applying this requirement, the profile of the circular holes should be in the X-Y plane to obtain the best possible accuracy (see Fig. 3).

Oriented CAD-Model for optimized accuracy
The process-specific third rule cannot be explicitly considered here because, first, the design is predetermined for this component and, second, dimensional accuracy is the requirement with the highest prioritization. However, this leads in this specific case to the presence of large black areas within a layer. Furthermore, it can lead to an inhomogeneous temperature distribution in the component and to warpage. To counteract this effect, the targeted introduction of grayscale into the component could compensate for this effect in the future. As a result of the described orientation, the shortest build time is automatically achieved, as long as the orientation has the lowest Z-height. However, it must be assumed that the build space is always fully utilized within this process.
7 Conclusion
In this work, we investigated the design guidelines for rapid manufacturing in general and for high-speed sintering in particular.
With the overall objective of enabling efficient and sustainable use of additive manufacturing processes in the automotive industry, waste powder was used as part of the research to conserve resources. In addition, the developed design guidelines enable a more efficient production by an optimized prioritization of the developed parameters.
The results were applied and validated with manufactured prototypes over a period of two years. They were transferred to the automotive industry using the example of the speaker cover. Hereby, we provide an important contribution to the application of customizable parts and components for small series in the automotive industry.
We found that four parameters need to be adjusted to meet the requirements of the part: Mechanical properties, dimensional accuracy, small areas per layer, low z-height. The prioritization of a parameter influences the other three parameters depending on the geometry of the component, as these are directly dependent on each other. In the case of design components (e.g., speaker cover) whose geometries are specified, priority is given to dimensional accuracy in order to be able to guarantee aesthetics and assemblability in the vehicle. In this example, this leads to a deterioration of the “small areas per layer”, since the black-colored areas per layer are larger and thus lead to an inhomogeneous temperature distribution. At the same time, the parameters “mechanical properties” and “low z-height” are improved.
The geometry of the components is crucial for the possible degree of influence. For example, spherical components cannot be oriented in the build-volume and influenced regarding the improvement of the parameters.
The introduction of HSS for custom components has far-reaching implications for the development process.
-
Impact on design CAD model
-
Impact on manufacturing
-
Impact on post-processing
We distinguish between components that are visible to the customer and those that are not. Visible parts, for example, require post-processing, e.g., to smooth or seal the surface.
In this research, the focus was on the design guidelines and the parameters described above. The results show that the design guidelines must always be adapted to the specific application. Here, these must be prioritized according to the specific requirements of the component.
8 Limitations and Further Research
The use of rapid manufacturing has several advantages. In addition to the design freedom and the possibility to print complex structures without tools, assemblies can be printed as a whole. Furthermore, the use of rapid manufacturing in general and high speed sintering, in particular, is especially suitable for personalized components.
Nevertheless, its use in industry is still limited. Although high speed sintering enables the realization of complex geometries, components that are visible to the customer still have to be smoothed and finished. In addition, there are still no rules governing the suitability of components in the vehicle in terms of market acceptance. HSS-specific design guidelines were developed as part of the publication. These are based on the usage of the Voxeljet and should be further tested and validated regarding the use cases in the automotive industry.
In addition, the reproducibility and degree of customization would need to be investigated from an economic perspective with respect to various components. The validity of the rules is therefore limited to the context under consideration and the prevailing boundary conditions (e.g. materials). The application of different materials and the effects on the presented parameters provides a fundament for further research in this area.
References
Linz, S., Neumann, D., Abdalla, S., Gladisdörr, G.: AUSWIRKUNGEN DER CORONA PAN DEMIE: LIEFERENGPÄSSE BREMSEN INDUSTRIE UND TREIBEN PREISE. Statistisches Bundesamt | WISTA |, vol. 1, pp. 71–82 (2022)
Stepanov, A.A., Gorin, V.S., Tettsoeva, O.A., Merenkov, A.O.: Problems of the Automotive Business Ecosystem in the Context of a Pandemic (2021)
Lempp, M., Siegfried, P.: Characterization of the automotive industry. In: Lempp, M., Siegfried, P. (eds.) Automotive Disruption and the Urban Mobility Revolution: Rethinking the Business Model 2030, pp. 7–24. Springer International Publishing, Cham (2022). https://doi.org/10.1007/978-3-030-90036-6_2
Khorasani, M., Ghasemi, A., Rolfe, B., Gibson, I.: Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyping J. 28(1), 87–100 (2022). https://doi.org/10.1108/RPJ-01-2021-0009
Hague, R.: Unlocking the Design Potential of Rapid Manufacturing. In: Rapid Manufacturing: An Industrial Revolution for the Digital Age, pp. 5–18. John Wiley & Sons (2006)
Baregheh, A., Rowley, J., Sambrook, S.: Towards a multidisciplinary definition of innovation. Manag. Decis. 47(8), 1323–1339 (2009). https://doi.org/10.1108/00251740910984578
Wiberg, A., Persson, J., Ölvander, J.: Design for additive manufacturing – a review of available design methods and software. Rapid Prototyping J. 25(6), 1080–1094 (2019). https://doi.org/10.1108/RPJ-10-2018-0262
Seidel, M., Loch, C.H., Chahil, S.: Quo Vadis, automotive industry? A vision of possible industry transformations. Eur. Manage. J. 23(4), 439–449 (2005). https://doi.org/10.1016/j.emj.2005.06.005
Heinen, J.J., Hoberg, K.: Assessing the potential of additive manufacturing for the provision of spare parts. J. Oper. Manag. 65(8), 810–826 (2019). https://doi.org/10.1002/joom.1054
Seepersad, C.C.: Challenges and opportunities in design for additive manufacturing. 3D Print. Addit. Manuf. 1(1), 10–13 (2014). https://doi.org/10.1089/3dp.2013.0006
Hague, R., Campbell, I., Dickens, P.: Implications on design of rapid manufacturing. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 217(1), 25–30 (2003). https://doi.org/10.1243/095440603762554587
Hopkinson, N., Dickens, P.: Rapid prototyping for direct manufacture. Rapid Prototyping J. 7(4), 197–202 (2001). https://doi.org/10.1108/EUM0000000005753
Ingole, D.S., Kuthe, A.M., Thakare, S.B., Talankar, A.S.: Rapid prototyping – a technology transfer approach for development of rapid tooling. Rapid Prototyping J. 15(4), 280–290 (2009). https://doi.org/10.1108/13552540910979794
Hopkinson, N., Erasenthiran, P.: High Speed Sintering – Early Research into a New Rapid Manufacturing Process (2004)
Bikas, H., Lianos, A.K., Stavropoulos, P.: A design framework for additive manufacturing. Int. J. Adv. Manuf. Technol. 103(9–12), 3769–3783 (2019). https://doi.org/10.1007/s00170-019-03627-z
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Huse, T., Rehberg, L. (2023). The Potential of High Speed Sintering for Small Series in the Automotive Industry. In: Kiefl, N., Wulle, F., Ackermann, C., Holder, D. (eds) Advances in Automotive Production Technology – Towards Software-Defined Manufacturing and Resilient Supply Chains. SCAP 2022. ARENA2036. Springer, Cham. https://doi.org/10.1007/978-3-031-27933-1_29
Download citation
DOI: https://doi.org/10.1007/978-3-031-27933-1_29
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-27932-4
Online ISBN: 978-3-031-27933-1
eBook Packages: EngineeringEngineering (R0)