
Abstract
Damage is a common condition in ancient timber structures, whose influence on the mechanical properties of structures cannot be ignored. To study the mechanical properties of damaged hoop head mortise-tenon joint, four specimens with shrinkage gauge, including one intact joint specimen and three artificial simulated damaged joint specimens, are designed, and fabricated in this paper by regarding the global damage degree and column axial force as the variation of parameters. The failure mode, hysteresis curve, skeleton curve, ductility, and energy dissipation capacity of the specimens are studied by low-cyclic reversed loading tests. The results show that the failure pattern is randomly manifested as parallel-to-grain tensile cracking failure or vertical splitting failure of the beam tenon. When the global damage degree increases, the two types of damage are more likely to appear simultaneously. The global damage degree has a significant influence on the ultimate bending moment and energy dissipation capacity of hoop head mortise-tenon joints, and 2.4% of the global damage degree can lead to a significant decrease in both. The column axial force can affect the ultimate bending moment, ductility, and energy dissipation capacity of hoop head mortise-tenon joints. When the column axial force increases, the ultimate bending moment and energy dissipation capacity will increase, while the ductility will decrease.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others
Keywords
1 General Instructions
The historical architecture in China is an important carrier of Chinese civilization, which is also a valuable heritage in the architectural art of the world. Additionally, the Guangfu clan in Guangdong Province have inherited many historical buildings built during the Tang and Song Dynasties. According to statistics, as of May 2022, 4084 historical buildings have been registered in Guangdong Province. Among them, the typical Guangfu historical buildings account for about 68% of the total, and the structural types are mostly brick-timber structures and timber structures, accounting for about 62% of the total. The Guangfu ancient timber structures are usually constructed of wood with good performance such as merbau, and the joint form is mainly the hoop head mortise-tenon [3].
On the one hand, the environment in the Cantonese area is hot and humid, and moths are easy to breed. In addition, the ancient timber structures have been used for a long time, and the mortise-tenon joints are prone to suffering different types and degrees of damage, affecting the mechanical properties of the structures. On the other hand, some Guangfu historical buildings have been activated and utilized to form new functions, which may change the original stress state of the structures and aggravate the damage of the joints. Although the quantitative changes in the state and performance of the mortise-tenon joints mentioned above usually develop slowly, they may cause qualitative changes. Therefore, for the safety of the Guangfu ancient timber structures, research on the mechanical properties of the damaged hoop head mortise-tenon joint is important.
Nowadays, lots of scholars have studied the mechanical properties of various types of mortise-tenon joints, such as straight mortise-tenon joint, dovetail joint, and the hoop head mortise-tenon joint [1, 2, 4, 6, 7, 11]. At the same time, there are also some reports on the seismic performance of the damaged mortise-tenon joints which are artificially simulated [9, 10]. On the one hand, the research on the mechanical properties of the damaged hoop head mortise-tenon joint is extremely scarce. On the other hand, the way of artificial damage simulation in the existing literature is to disperse drilling uniformly at the tenon [9, 10], which deviates from the local concentration mode of the damaged parts in the actual ancient timber structure. Therefore, in this paper, the low-cycle reversed loading test is carried out on four hoop head mortise-tenon joints, three of which are damaged joints simulated artificially. Based on the test results, the effects of global damage degree and column axial force on the mechanical properties of the joints are discussed.
2 Experiment Design
2.1 Specimen Design and Material Properties
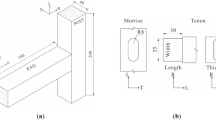
In this paper, four hoop head mortise-tenon joints are fabricated, as shown in Fig. 1. The specimens are designed and fabricated in a scale ratio of 1:2.7 [3], and the apparent sizes are consistent. The parameters of the specimens are listed in Table 1, among which J1 is the intact joint, and J2, J3, and J4 are damaged joints, which are artificially simulated. The artificial damage simulation is carried out in the form of drilling [9, 10]. The damaged area of drilling is a cylinder with diameter D and depth h, and is located at the center of the tenon (Fig. 1). The boreholes are evenly distributed in the damaged area, and their diameters are all 5 mm. The number of boreholes for different specimens is shown in Table 1.

Specimen design (unit: mm)
References [9, 10] define the damage degree as the ratio of the drilling volume to the tenon volume. Different from References [9, 10], drilling is not performed evenly throughout the tenon, but only in the damaged areas mentioned above. Therefore, two different damage degrees are involved in the specimen design in this paper. One is the local damage degree ηlocal, which is the ratio of the drilling volume to the volume of the damaged area, and the other is the global damage degree ηglobal, which is the ratio of the drilling volume to the tenon volume.
Two variable parameters are considered in the specimen design. One is the global damage degree ηglobal, which is 0%, 0.6%, and 2.4% for J1, J2, and J3, respectively. The local damage degree ηlocal of J2 is consistent with that of J3, which is 33.3%. The other is the column axial force N, which is 20 kN and 60 kN for the comparison specimens J3 and J4, respectively. The specimens are all made of merbau wood, and the physical and mechanical properties of the wood are measured in accordance with the Chinese national standard (GB/T 1927–1943–2009), as shown in Table 2.
2.2 Loading Device and Measuring Solution
Figure 2 a shows the loading device and measurement scheme of the test. The bottom of the column relates to the hinge support, and the top of the column is provided with lateral supports to limit the lateral displacement. An axial force is applied to the column by tightening the bolts of the self-balancing device, and the axial force is read by the force sensor between the self-balancing device and the column. The cyclic loading at the beam end is applied by displacement control through the MTS actuator with a loading capacity of 500 kN. Two linear variable differential transducers (LVDTs) are arranged in the test. One is placed between the side of the beam and column to measure the rotation angle of the joint, and the other is placed between the MTS loading adaptor and the rigid ground as the basis for MTS displacement control. In addition, several strain gauges are pasted near the mortise-tenon joint to test the strain condition there.

Experimental device and loading mode
The loading process of the test is divided into two steps. The first step is to impose axial force on the column and maintain constant throughout the test. The second step is to apply vertical low-cycle reversed load at the beam end by displacement control. The first three stages of the controlled displacement are 2.5, 5 and 7.5 mm, and each stage is circulated once. From the fourth stage (10 mm), the increment of the adjacent two stages of the controlled displacement is 10 mm, and each stage is circulated three times, as shown in Fig. 2b. The load is terminated when the structure is destroyed.
3 Experiment Results and Analysis
3.1 Failure Modes
During the loading process of the specimen, there is no obvious phenomenon of the mortise-tenon joint at the initial stage. As the displacement Δ of the beam end increases, the dislocation friction between the mortise and the tenon will occur and make a crisp sound. When the friction between the mortise and tenon reaches a certain level, cracks begin to appear in the beam tenon, which will continue to expand until the final failure.
Overall, the failure modes of the hoop head mortise-tenon joints tested in this paper can be divided into two types. One is the parallel-to-grain tensile cracking failure of the beam tenon, and the other is the vertical splitting failure of the beam tenon, as shown in Fig. 3. The two failure modes have been reported by previous scholars in the experimental study on the mechanical properties of the hoop head mortise-tenon joint, which shows certain randomness. In addition, the two failure modes can appear alone or simultaneously [3]. Parallel-to-grain tensile cracking failure and vertical splitting failure respectively appear in specimens J1 and J2, while the two failure modes mentioned above simultaneously appear in specimens J3 and J4, which shows that as the global damage degree increases, the hoop head mortise-tenon joint may be more likely to have multiple failure modes at the same time.

Comparison of failure progresses
3.2 Hysteresis Curve
The hysteresis curves of all specimens are shown in Fig. 4. In the figure, the red mark “●” indicates the moment when the snap sound of wood dislocation friction begins to appear, and the mark “Δ” shows the moment when the test piece undergoes visible stress cracks. From Fig. 4, the following conclusions can be drawn:

Moment versus rotation hysteresis curves
-
(1)
The hysteresis curves of all the specimens are rod-shaped and have an obvious “pinching” phenomenon. In addition, there are significant twists at the ascending section in the middle and late stages of loading, proving that all the specimens have friction slip.
-
(2)
Overall, the rotation angle of the damaged hoop head mortise-tenon joint is smaller than that of the intact one when the friction sound and the stress crack occur, showing that under the same deformation, the damaged hoop head mortise-tenon joint is more likely to show signs of failure. In addition, the fullness of the hysteresis curve decreases with the increase of the global damage degree.
-
(3)
With the same global damage degree, the increase of the column axial force can delay the time when friction sound and the stress crack occur, for which the greater the axial force is, the greater the maximum static friction between the mortise and tenon will be, and the friction dislocation will be more difficult to occur.
3.3 Skeleton Curve and Ductility
Figure 5 shows the comparison of the skeleton curves of different specimens, and Table 3 lists the test and calculation results. Mue refers to the peak bending moment. θue is the peak rotation angle. θu is the ultimate rotation angle. μ represents the ductility factor. The ultimate rotation angle is defined as the rotation angle of the joint when the bending moment decreases to 85% of the peak bending moment. The ductility coefficient μ is determined as the method in reference [8]. The above physical quantities are obtained by averaging the results obtained in two loading directions. Based on Fig. 5 and Table 3, we can draw the following conclusions.

Moment versus rotation backbone curves
-
(1)
When the axial force of the column is small (20 kN), there is a lot of friction dislocation between the mortise and tenon, with many twists and turns in the skeleton curve and good ductility. When the axial force of the column is large (60 kN), the friction dislocation between the mortise and the tenon is less, with a smooth skeleton curve and poor ductility. The ductility coefficient μ decreases by 16.9% when the column axial force increases from 20 to 60 kN.
-
(2)
Both the global damage degree and the column axial force have a significant effect on the peak bending moment Mue of the joint. Mue decreases with the increase of the global damage degree, while the increase of column axial force can increase Mue. When the global damage degree increases from 0 to 2.4%, Mue decreases by 25.7%. When the column axial force increases from 20 to 60 kN, Mue increases by 31.9%.
-
(3)
When the global damage degree is small (0.6%), it has little effect on θue and θu. However, when the global damage increases to 2.4%, θue and θu decrease to a certain extent. The increase of column axial force makes θu decrease significantly but has little effect on θue.
3.4 Energy Dissipation Capacity
The area enclosed by the hysteresis loop is the energy absorbed by the specimen. Table 3 lists E0.15, the energy consumption of the first hysteresis loop on the loading stage when the rotation angle is about 0.15 rad, and we can obtain the following conclusions.
-
(1)
The global damage degree has a great influence on the energy consumption capacity of the joint. When the global damage degree increases from 0 to 2.4%, E0.15 decreases by 39.2%.
-
(2)
The increase of the column axial force can significantly improve the energy dissipation capacity of the joint. When the column axial force increases from 20 to 60 kN, the E0.15 increases by 44.2%, for which a larger axial force will lead to a larger friction force between the tenon and mortise, and the frictional energy consumption will be correspondingly larger.
4 Conclusions
The main conclusions of this paper are as follows.
-
(1)
The failure modes of the hoop head mortise-tenon joint mainly include the parallel-to-grain tensile cracking failure of the beam tenon and the vertical splitting failure of the beam tenon. When the global damage degree increases, the two failure modes are more likely to occur simultaneously.
-
(2)
The global damage degree has a significant impact on the ultimate bending moment and energy dissipation capacity of the hoop head mortise-tenon joint. In addition, 2.4% of the global damage degree can lead to a 25.7% and 39.2% decrease in Mue and E0.15, respectively.
-
(3)
The column axial force has a great influence on the ultimate bending moment, ductility, and energy dissipation capacity of the hoop head mortise-tenon joint. When the column axial force increases from 20 to 60 kN, Mue and E0.15 increase by 31.9% and 44.2%, respectively, and the ductility coefficient μ decreases by 16.9%.
References
Chen CC, Qiu HX, Xu MG (2014) Experimental study on flexural behavior of typical Mortise-Tenon joints. Appl Mech Mater 578–579:160–163
Chen LK, Li SC, Zhao KP et al (2020) Experimental and numerical investigation on seismic performance of one-way straight Mortise-Tenon joints based on a novel method to simulate damage of deteriorated ancient Chinese timber buildings. Perform Constr Facil 34(2):04019119
Chen QJ, Peng ZF, Cai J et al (2019) Seismic behavior of hoop head tenon-mortise joint in ancient wood structures in Guangfu. J Build Struct 40(10):168–179 (In Chinese)
Chun Q, Yue Z, Pan JW (2011) Experimental study on seismic characteristics of typical mortise-tenon joints of Chinese southern traditional timber frame buildings. China Technol 09:2404–2411
GB/T 1927–1943–2009. (2009). Beijing: Standards Press of China (In Chinese)
Li SC, Chen LK, Jiang LZ et al. (2019) Experimental investigation on the seismic behavior of the semi-rigid one-way straight Mortise-Tenon joint of a historical timber building. Int J Archit Herit 1–13
Shi YX (2017) FE Analyses of Dovetail joint and Shizigutou Mortise-tenon’s seismic performance. D. Taiyuan University of Technology (In Chinese)
Wu B, Peng CW, Zhao XY (2020) Cyclic loading tests of semi-precast circular steel tubular columns incorporating precast segments containing demolished concrete lumps. Eng Struct 211:110438
Xie QF, Du B, Li S et al (2015) Tests for aseismic behaviors of damaged dovetail mortise-tenon joints of ancient timber buildings. J Vibr Shock 34(4):165–170 (In Chinese)
Xie QF, Zheng PJ, Xiang W et al (2014) Experimental study on seismic behavior of damaged straight mortise-tenon joints of ancient timber buildings. J Build Struct 35(011):143–150 (In Chinese)
Ying PJ (2016) Mechanical property analysis on Mortise-Tenon joints and its fine numerical simulation in ancient Chinese timber structures. D. Xi’an University of Architecture and Technology (In Chinese)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 This is a U.S. government work and not under copyright protection in the U.S.; foreign copyright protection may apply
About this chapter

Cite this chapter
Peng, C., Lv, W. (2023). Experimental Study on Mechanical Properties of the Damaged Hoop Head Mortise-Tenon Joint. In: Yang, Y. (eds) Advances in Frontier Research on Engineering Structures. Lecture Notes in Civil Engineering, vol 286. Springer, Singapore. https://doi.org/10.1007/978-981-19-8657-4_35
Download citation
DOI: https://doi.org/10.1007/978-981-19-8657-4_35
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-8656-7
Online ISBN: 978-981-19-8657-4
eBook Packages: EngineeringEngineering (R0)