
Abstract
The Mo-Y2O3 composite coating was prefabricated on the surface of the graphite crucible by plasma spraying, and then the coating surface was remelted by high-power laser. The coating was subjected to SEM analysis, X-ray diffraction, bond strength testing, and molten terbium metal corrosion test. The results show, After laser cladding treatment, the problems of pores and unmelted particles on the surface of the Mo-Y2O3 coating have been significantly improved, and the porosity has been reduced to less than 1.5%, Vitrified Y2O3 with a thickness of about 80–120 μm and columnar crystal growth was formed on the surface of the coating, and the bonding strength was increased from 2–3 MPa before treatment to 7–11 MPa, In the corrosion assessment test of molten terbium metal, the coating was intact and did not fall off, the surface of the ingot was not adhered, and there was no contamination by impurity elements, which could be easily demolded.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keyword
1 Introduction
In recent years, industries such as nuclear energy technology, aerospace, new energy, new materials, marine ships and medical equipment have been changing rapidly. The progress in these fields is inseparable from the rapid development of high-performance special alloy materials. Such alloy materials are often active metals with a high melting point, the raw materials are precious, and are easily reacted with various gases and crucible materials at high temperatures. Therefore, solving the problem of “sticking and contamination” of melting crucibles has become a hotspot of surface engineering research. Graphite material has excellent thermal shock resistance, thermal shock resistance and ease of processing, and is the most commonly used crucible material in high melting point active metal smelting. However, at high temperature, the CO gas and free carbon vapor generated in the furnace can easily react with the smelted metal to form carbides, resulting in melt carbon pollution, which affects the properties of metal materials [1]. Xiao [2] studied the thermal shock resistance of Nb/ZrO2(Y2O3), Nb/CaZrO3, Mo/ZrO2(Y2O3) composite coatings, and the results showed that the coatings basically cracked and peeled off at 1500 °C for 30 min. Koger J W [3] prepared a Nb/ZrO2/Y2O3 composite coating, which can withstand the test of metal smelting many times, but the process technology is harsh. Kim [4] prepared a Y2O3 coating that can be used for ternary alloy casting, but it is difficult to prepare. Petitbon [5] added Al2O3 powder when remelting the plasma sprayed zirconia coating by laser to obtain the Al2O3/ZrO2 composite coating. The coating's strength, wear resistance and high temperature corrosion resistance are significantly increased Experimental materials and methods. Ahmaniemi [6] used the laser cladding method to seal the ZrO2 coating, the lattice distortion of the ZrO2 crystal occurred, the coating became dense, and the microhardness increased.
At present, most of the researches focus on the optimization of the plasma spraying process parameters and the repair of the coating on the surface of the crucible, and the process is complicated and tedious, while the research and application of the coating required for the smelting of special materials are very few. In order to solve the above shortcomings, this paper takes graphite/Mo/Y2O3 as the research system, and uses the laser micro-nano sintering method to clad the plasma sprayed Mo/ Y2O3 coating, and obtain the vitrified Y2O3 coating. The coating can withstand multiple corrosion tests of molten terbium metal. The preparation method and formation mechanism of vitrified Y2O3 coating on graphite surface were studied in order to provide some theoretical guidance for production practice.
2 Test Materials and Methods
High-purity graphite has the advantages of light weight, high strength and good thermal shock resistance. It is a commonly used crucible material in high-temperature smelting and high-temperature smelting of rare earth metals, niobium silicide-based superalloys and some actinide metals. However, carbon as an impurity element needs to be strictly controlled in the metallurgical processing of metal materials, and the increase of carbon content in the smelting process should be avoided as much as possible. Therefore, it is necessary to spray a layer of oxide on the surface of the crucible to prevent carbon increase. As the intermediate transition layer of the composite coating, the thermal expansion coefficient of Mo is between high-purity graphite and yttrium oxide, which can effectively prevent the coating from peeling, cracking and falling off due to high temperature melt erosion. Y2O3 is stable and does not react or wet with high temperature melts, which can ensure the purity of the melts.
The materials selected in this study and their properties are shown in Table 1.

Schematic diagram of plasma spray coating structure.
Firstly, the Mo-Y2O3 composite gradient coating was prefabricated on the surface of the graphite mold crucible by plasma spraying method, and the coating structure is shown in Fig. 1.
Next, the graphite crucible was dried in a blast drying oven at a temperature of 50–60 °C for 30 min, again, the crucible was fixed on a special fixture after the dust on the surface was blown off by compressed air, and the equipment was turned on to perform the laser fusion treatment of the coating. The micro-nano sintering process is shown in Fig. 2.

Schematic diagram of laser micro-nano sintering process.
Finally, the molds after laser micro-sintering were placed in a vacuum well furnace for heat treatment to eliminate the residual stresses generated during the spraying and laser micro-sintering experiments at 400 °C for 4 h.
The process parameters of plasma spraying and laser micro-nano sintering during the experiment are shown in Table 2.
The surface morphology of the coating was characterized by a Zeiss EVO scanning electron microscope. And use Image J image processing software to calculate apparent porosity. The phase structure and composition of the coating were determined by X-ray diffractometer XRD-6100. The bond strength of the coating was tested by the pull-off method.
3 Experimental Results and Analysis
3.1 Coating SEM, XDR Analysis
The SEM micro-morphologies of the coatings before and after laser micro-nano sintering are shown in Fig. 3.

Microscopic surface morphology of the coating after plasma spraying and laser micro-nano sintering.
As shown in Fig. 3, a and b indicate the microscopic morphology of the coating by plasma spraying and laser micro-nano sintering, respectively. The surface of the plasma sprayed coating is uneven, loose and porous, and has a lamellar structure. The connection between the coating and the substrate belongs to mechanical bonding. Because in the spraying process, the molten powder is not shot to the surface of the substrate at a high speed, and a porous layered coating is formed after deformation and spreading. Some powder particles that are not fully melted reach the surface of the substrate to form spherical particles of different sizes, and through layer-by-layer superposition, many holes are formed in the coating, causing defects. In addition, during the spraying process, the air in the surrounding environment absorbed by the molten particles cannot be completely eliminated during cooling and solidification, which also forms a defect.
After laser micro-nano sintering, the surface of the coating is flat and smooth, and there are no obvious holes. This shows that the coating performance is optimized, and the bonding between the coatings is closer to metallurgical bonding. After micro-nano sintering, micro-cracks can still be seen on the surface (the bright part in Fig. 3b), which is caused by the combined effect of tensile stress and compressive stress on the coating surface during the rapid heating and cooling of the coating. After laser remelting, the surface lamellar structure almost disappeared. After micro-nano sintering, the coating formed a vitrified Y2O3 film with a thickness of about 80–120 μm and columnar crystal growth. The defects such as pores and inclusions of the coating are greatly reduced, and the density has been greatly improved.
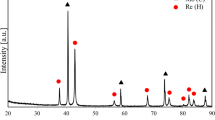
The XRD analysis of the plasma sprayed coating and the laser micro-nano sintered coating was carried out using an X-ray diffractometer XRD-6100, and the results are shown in Fig. 4.

XRD physical phase analysis of the coating.
As shown in Fig. 4, Figs. a and b represent the results of the physical phase analysis of the plasma spraying method and the laser micro-nano-sintering coating, respectively. It can be seen from Fig. 4a that there are mainly compounds such as Y2O3, Y4MoO9, and Y6MoO12 on the surface of the plasma sprayed yttrium oxide coating. At high temperature, Y2O3 and MoO3 react as follows, which is consistent with Fig. 4b.
Because the plasma temperature is much higher than the sublimation temperature of MoO2 (700 °C) during the spraying process, the coating material does not contain MoO2. The X-ray diffraction peaks corresponding to MoO3 are mainly at 2θ = 13°, 26° and 39°, so it can be considered that the coating surfaces are all Y2O3. It can be seen that the laser micro-nano sintering process does not change the phase composition of the coating surface, nor does it introduce other impurities.
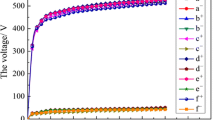
3.2 Coating Bonding Strength Score
The bonding strength of the coating was tested by the pull-off method. Three samples were prepared with different process parameters. The test results are shown in Table 3. Plasma Binding force test.
Control tests 1 and 2 show that the overall bonding force of the plasma sprayed layer is low, and the fractured part is on the surface of the substrate. Because the surface temperature of the substrate is very high after spraying, a large internal stress will be generated inside the coating, which is directly quenched in the air, and defects such as microcracks will be generated during the stress release process, which will reduce the bonding force of the coating. From experiments 1 and 3, it can be seen that laser micro-nano sintering can increase the bonding force of the coating from 2–3 MPa to 5–10 MPa, because the coating is converted from mechanical bonding to metallurgical bonding after laser micro-nano sintering. It can be seen from experiments 3 and 4 that heat treatment can further optimize the laser cladding coating, eliminate the internal stress, and further improve the bonding force of the coating.
3.3 Terbium Metal Melting Test Coating Test
At 1550 °C, under 8.5 × 10−2 Pa, the metal terbium in the distilled state is smelted by an intermediate frequency induction heating furnace. Then, the liquid terbium metal was cast into Mo/Y2O3 graphite crucibles with two coatings (plasma spray coating and laser cladding coating) respectively, and the temperature was kept for 20 min. Finally, the bottom of the crucible is cooled, filled with inert gas, and after cooling to room temperature, it is released from the furnace and demolded.

Terbium metal casting test.
As shown in Fig. 5 a, b, and c represent the inner wall of the crucible treated by plasma spraying, the local morphology of the coating and the appearance of the terbium ingot after demolding. d, e, and f represent the inner wall of the crucible, the partial morphology of the vitrified coating after laser micro-nano sintering, and the appearance of the terbium ingot after demolding. Terbium casting test results show that the plasma sprayed Mo/Y2O3 composite coating falls off after contacting with terbium melt. During the solidification and shrinkage process of the terbium melt, the melt penetrates into the interior of the coating through pores and cracks, and forms a mosaic bonding structure with the coating surface. Causes the molybdenum and yttrium oxide coatings to peel off in a large area, and black and white spots appear (as shown in Figure c).
It can be seen from this: the bonding force of the plasma sprayed coating is low, and this phenomenon is consistent with the results of Test 1 in Table 3. After the Mo/Y2O3 composite coating is sintered by laser micro-nano, the surface of the terbium ingot is smooth and clean, and there is no “sticking to the ingot” phenomenon, as shown in Fig. f. Because the heating and cooling speeds are extremely fast during the laser cladding process, and the solidification speed is about 104 °C/s, the surface of the Y2O3 coating will be vitrified, and the voids and cracks on the coating surface will be repaired. The rapid melting makes the surface produce fine-grain strengthening, and the interfacial bonding force increases. This phenomenon is consistent with the results of Test 4 in Table 3.

Pore space on the surface of the coatin.
Apparent porosity was calculated using Image J image processing software. Eight SEM photos of the coating were randomly selected in different areas and at the same magnification, and then the apparent porosity of each photo was calculated by the gray-scale method, and the arithmetic mean was taken as the apparent porosity of the coating. As shown in Fig. 6,a and b represent the micro-morphologies of the plasma spray coating and the laser micro-nano sintering coating after grayscale processing of the Image image, respectively. After calculation, the apparent porosity of the coating after laser micro-nano sintering decreased from 5–6% to less than 1.5%. It shows that laser micro-nano sintering can significantly reduce the surface porosity of the coating, effectively reduce the infiltration path of the melt, and alleviate the peeling of the coating.

Variation of impurity element content.
After After demoulding, the content of impurity elements on the surface of the ingot was analyzed. The impurity content on the surface of the ingot is shown in Fig. 7.
Compared with the terbium metal raw material, the content of each impurity element in the ingot after the plasma spray coating is smelted has increased, especially the C content exceeds the standard, which does not meet the smelting requirements. After laser cladding coating smelting, the C content of the ingot increased by 4 ppm on average, the Al, Na, Mo, N content decreased by 7 ppm, 29 ppm, 8 ppm and 9 ppm respectively, the content of Y element met the requirements. The average impurity content is within the control range, and there is no obvious carbon increase, indicating that the Mo/Y2O3 coating after laser micro-nano sintering has the effect of preventing carbon completely. The surface of the terbium metal ingot has no white spots attached (Fig. 5f), the interface between the coating and the terbium metal melt does not infiltrate, the coating does not adhere to the surface of the ingot, the ingot is easily demolded, and the melting target is achieved.
4 Conclusion
-
(1)
The surface of the coating after laser micro-nano sintering is smooth and flat, the porosity is reduced to less than 1.5%, and a vitrified Y2O3 coating with a thickness of about 80–120 μm and columnar crystal growth is formed. It shows that laser micro-nano sintering can repair coating cracks, and can make the bonding between coatings change from mechanical bonding to metallurgical bonding.
-
(2)
After the plasma sprayed layer is sintered by laser micro-nano, the surface of the coating has a fine-grain strengthening effect due to rapid melting, and the bonding strength of the coating is increased from 2–3 MPa before treatment to 7–11 MPa.
-
(3)
The laser micro-nano sintering coating has the function of blocking carbon without introducing impurities and meeting the smelting requirements.
References
Holcombe, C.E., Banker, J.G.: Uranium/ceramic oxide and carbon/ceramic oxide interaction studies. Metall Trans. B 9(2), 317–319 (1978)
Xiao, Y., Shuiyi, J.C., et al.: Research on the control of carbou pollution during metal smelting in carbon atmosphere. Cast. Technol. 24(1), 59–60 (2003)
Koger, J.W., Holcombe, C.E., Banker, J.G.: Coatings on graphite crucibles used in melting uranium. Thin Solid Films 39(none), 297–303 (1976)
Kim, J.H., Song, H., Kim, K.H., et al.: Protective yttria coatings of melting crucible for metallic fuel slugs. Surface Interface Anal. 47(3), 301–307 (2015)
Petitbon, A.L., Delsart, B.D.: Delsart laser surface sealinand strengthening of zirconia coatings. Surface Coatings Technol. 49, 57–61 (1991)
Ahmaniemi, S., Vuoristo, P., Mntyl, T.: Improved sealing treatments for thick thermal barrier coatings. Surface Coatings Technol. 151–152, 412–417 (2002)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Lei, Z., Li, H., Yu, B., Geng, B. (2023). Preparation and Properties of Graphite Surface Vitrification Y2O3 Coating. In: Liu, C. (eds) Proceedings of the 23rd Pacific Basin Nuclear Conference, Volume 1. PBNC 2022. Springer Proceedings in Physics, vol 283. Springer, Singapore. https://doi.org/10.1007/978-981-99-1023-6_62
Download citation
DOI: https://doi.org/10.1007/978-981-99-1023-6_62
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1022-9
Online ISBN: 978-981-99-1023-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)