
Abstract
Wood-fiber-based packaging materials offer only limited formability in 3D, which is an obstacle to their usability for complex 3D shapes. Although the requirements of good formability differ for the different forming processes, paperboard with a high elongation capability in 3D forming processes is often desirable. In this study, paperboard elongation in 3D tray forming (fixed blank process) was succesfully increased by curlation treatment of bleached birch kraft pulp and bleached pine kraft pulp fibers, and by the use of a dry strength agent (starch) which was used to produce a high level of bonding. The clearest correlations observed with the 3D elongation were for fiber curl and in plane elongation of paperboard. Instead, the correlation with tensile strength and tensile index was poor. These key correlations agreed with the elongation potential of fiber concept, previously presented for in plane elongation situation and suggested to apply for 3D elongation situation as well.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood-fiber-based packaging materials are an alternative to fossil-based materials, but the limited 3D formability of wood-fiber-based packaging materials poses difficulties in their use for many packaging applications. To overcome these, improvement of paperboard formability has recently gained interest. Attempts to improve the formability (“ability of paper to be formed into 3D shapes without defects in appearance and functionality” as defined by Vishtal (2015)) have included research on the forming process (Groche et al. 2012; Leminen et al. 2015; Tanninen et al. 2015) and the paperboard substrate (Vishtal 2015; Laukala et al. 2019, 2021). The criteria of good formability differ for the sliding blank and fixed blank processes. In sliding blank processes, forming is controlled by adjusting the blank holding force, which affects the stretching of the material and thereby the quality of the 3D-formed packages (Leminen et al. 2018), and in sliding blank processes e.g. compressive properties and elastic recovery are of great importance (Vishtal 2015). Instead in the fixed blank process, the achievable depth of the shape can be thought to determine the formability (Vishtal 2015). The elongation of paper or paperboard in 3D forming, resulting from reaching the desired depth of shape, is sometimes described as elongation in 3D or 3D elongation. When we refer to 3D elongation, we refer to elongation of the material in fixed blank 3D forming, indicated as percentage, although no standardized method or to measure 3D elongation exists.
High in-plane elongation and good tensile strength are generally considered beneficial for formability in fixed blank processes (Vishtal 2015). Of these, tensile strength has been widely studied, and numerous formulae have been suggested to describe or predict tensile strength. For example, Retulainen (1996) presented two formulae for tensile strength of paper: one for less strongly bonded sheets (where the failure takes place in bonds) and one for strongly bonded sheets, where a significant amount of fiber breaks begin to affect the tensile strength. The formulae reflect the typical view of breakage, according to which the failure of paper results from either the failure of the bonds or failure of the fibers, and that the fibers are generally stronger than the bonds between them. The formulae by Retulainen (1996) also suggest that tensile strength can be increased by altering the morphological parameters of fibers, bonding, and (if a significant amount of fiber breaks take place) the single fiber strength. Methods to reach higher (dry) strength by improved bonding, such as using strength agents and beating of pulp (Koskenhely 2008), are well-known and widely utilized within the paper industry.
However, as stated by, e.g., Retulainen (1996), other factors such as curl and kinks in fibers can affect tensile strength. Curls and kinks decrease tensile strength, which is usually explained by segment activation (Joutsimo et al. 2005; Page et al. 1980). This is in line with the finding that the deformations that effectively alter the sheet properties are the ones that change the direction of the fiber axis (Mohlin et al. 1996). It is also the case for “crimped” or “grossly curled” fibers (Page and Seth 1980), with the notion that restrained drying of the sheet may result in partial straightening of the deformations, which results in improved load bearing (Page and Seth 1980; Page et al. 1980).
In this context, we wish to point out that the terminology around fiber deformations is somewhat unclear, and the detailed structures of deformations are not well understood (Nyholm et al. 2001). Curl and kinks, however, can be viewed as large-scale deformations, and dislocations have been described as areas where the alignment is locally disrupted, and microcompressions as long rows of dislocations (Nyholm et al. 2001; Page and Seth 1980).
The presence of some deformations, such as microcompressions, have the opposite effect on the elongation of paper than they do on its tensile strength, i.e., they increase the elongation (Vishtal 2015). Similarly, the impact of restrained vs. unrestrained drying is the opposite for tensile strength and elongation: free drying and shrinkage increase paper elongation (Kouko et al. 2020; Kouko and Retulainen 2018). Therefore, from the fixed blank forming perspective, many of the presented factors are beneficial for one key property and destructive for the other.
The extensibility of paper or paperboard is a complex matter, and no fiber-level model exists for paper elongation (Kouko and Retulainen 2018). In their review paper, Vishtal and Retulainen (2014) did, however, recognize four different aspects that affect the extensibility of paper. Namely, Vishtal and Retulainen (2014) mention external factors (e.g., relative humidity (RH), temperature) and material-related aspects: single fiber properties (e.g., dislocations and microcompressions, microfibril angle), interfiber bonding (e.g., number and area of bonds, the strength of bonds) and fiber network properties (e.g., fiber orientation, drying shrinkage). A similar but slightly more compact view was presented by Seth (2005), who, in the context of in-plane stretching of paper, stated that “[s]heet extensibility or stretch depends primarily on two factors—the stretch-potential of fibres, and the degree of bonding between them; better bonding allows greater use of the stretch potential.” Further evidence of the importance of stretch potential (under the name of elongation potential) was presented by Kouko et al. (2020), although they conclude that the deformations such as microcompressions appear less important than often thought. Instead, Kouko et al. (2020) stress the importance of drying shrinkage.
Historically, in-plane elongation has been of interest in sack and bag paper manufacturing due to its relationship to tensile energy absorption (TEA) (Meinander 2000). An important part of sack paper manufacturing is the applied refining scheme, typically high-consistency refining (to curl and kink the fibers and add microcompressions to the fibers) followed by low-consistency refining (to recover some of the fiber straightness needed for tensile strength) (Sjöberd and Höglund 2005). Besides increasing TEA and elongation and lowering the tensile strength at sheet level, microcompressions have been associated with lower fiber stiffness (Hartler 1995) and decreased elastic modulus (Joutsimo et al 2005), but not necessarily increased fiberl level elongation (Kouko et al. 2019). Increased curl with increased tear index and bulk and decreased elastic modulus, for example (Hartler 1995; Joutsimo et al 2005).
Perhaps not surprisingly, strategies applied for sack and bag paper manufacturing have been studied to improve the formability of paperboard in 3D forming. These include optimized refining schemes (Zeng et al. 2013) and compaction treatment of the web (Vishtal 2015). Other treatments known to affect the in plane elongation of paper include compacting treatment of fiber (Zeng et al. 2013), different chemical modification treatments of fiber (Vishtal and Retulainen 2014), and alteration of fiber orientation in the web (Vishtal and Retulainen 2014).
In summary, many of the factors associated with in-plane elongation have been applied to improve the 3D elongation of paperboards, for example, increased temperature and moisture content (Tanninen et al. 2017a). Therefore, the elongation potential concept for in-plane stretching appears to agree with many of the reported 3D elongation results. This, i.e., the elongation potential of fibers and the requirement for sufficient bonding to realize it, was suggested by Laukala et al. (2021) to apply also for 3D elongation.
When high in-plane elongation and good tensile strength are targeted to create a good 3D elongation, the effect of different treatments used to improve the formability may be counterintuitive concerning the tensile strength and other properties associated with improved 3D elongation. For example, compaction treatment improved elongation and reduced tensile strength (Vishtal 2015). Also, the increased moisture content decreases the tensile strength of paper (Rhim 2010). Similarly, discontinuities concerning other correlation parameters can be found in the literature. High elastic modulus has been mentioned as detrimental to formability (Kajanto 2003), but positive correlations were reported for elastic modulus and 3D elongation (Laukala et al. 2021). Many treatments that improve 3D elongation also decrease elastic modulus or tensile stiffness, for example, increased moisture content (Salmén 1993) and polymer solution spraying (Vishtal 2015).
In agreement with the elongation potential concept, Laukala et al. (2021) suggested that the often observed correlation between 3D elongation and tensile strength would result from the tensile index (obtained from in-plane stretching) being indicative of the bonding and stress transfer capability of the sheet, while the effect of “F/ε dependent” parameters (i.e. parameters defined in ISO 1924–3:2005 in a manner where the ratio of tensile force (F) and elongation (ε) are the key components: tensile stiffness, elastic modulus, and bending stiffness due to their relationships with elastic modulus the one-layer case Laukala et al. (2021) had) was suggested to be more complex: Laukala et al. (2021) stressed the importance of origin, i.e., whether the low or decreasing elastic modulus or tensile stiffness originated from the presence of factors such as compressions, crimps, the high moisture content in forming (increasing the stretch potential and increasing the 3D elongation), or poor bonding (decreasing the 3D elongation). Page and Seth (1979) have shown that bonding controls the elastic modulus in less bonded sheets, which increases with increased bonding.
Based on this reasoning, Laukala et al. (2021) predicted that sheets more strongly bonded (than their chemi-thermomechanical pulp (CTMP) handsheets) would show a gradual loss of correlation between tensile strength and 3D elongation, and a negative correlation between tensile stiffness and 3D elongation would emerge due to the presence of fibers that positively affect the stretch potential and negatively affect tensile stiffness. In this work, we observe these correlations by improving the 3D elongation of handsheets by applying a medium-consistency treatment on highly refined bleached birch kraft and bleached pine kraft pulps while using dry-strength additive (starch) to enhance sheet bonding further. The medium consistency treatment is known to increase the curl of kraft fibers and introduce kinks, crimps, and microcompressions on them in both mill and laboratory conditions (Page et al. 1980).
Materials and methods
Sample preparation
Pulp preparation
A total of three refined pulps were prepared: 1 hardwood (HW1) and 2 softwood (SW1 and SW2) pulps. A part of each pulp was curlated, another part left uncurlated, and the pulps were subsequently used for handsheet preparation.
The SW and HW pulps (Stora Enso Kaukopää Mill, Imatra, Finland) were achieved as dry sheets, disintegrated, and refined according to the standard ISO 5264–1. Softwood batches were refined for 63 min each and hardwood batches for 30 min each. This resulted in SR 24 and 23, respectively. Tap water was used in refining and all dilutions.
Otherwise, the HW1 and SW1 pulps were subjected to the same treatment scheme: disintegrated, refined pulp was concentrated using a mesh bag (nylon monofilament with 100 µm opening, Aquator). The filtrate was collected and allowed to rest for two nights to allow the fines to sediment to collect the fines otherwise lost. The excess water was siphoned out, and the residual was concentrated further by centrifugation. The concentrated fines were disintegrated for 10,000 rotations using a pulp disintegrator as specified in ISO 5263–1, then returned to the pulp, which was mixed (1 min to homogenize, Hobart kitchen mixer).
Storing concentrated pulp increased the curl index of those fibers that did not undergo a separate curlation treatment. SW2 uncurlated pulp was taken directly after refining, i.e., it did not undergo concentration treatment to avoid this. When applied, the curlation treatment was performed in 10.3–10.6% consistency using a Hobart kitchen mixer or Electrolux Assistent kitchen mixer at room temperature. The sample preparation scheme is shown in Fig. 1, and further details of the pulps and the curlation treatment are given in Table 1.

Sample preparation scheme
Handsheet preparation
The handsheets were prepared according to the standard ISO 5269–1 with modifications. The targeted sheet weight (od) was increased to 185 gsm, and starch was added to the pulp to increase the sheets’ strength. The sheets were wet-pressed using varied pressures indicated in Table 2, and then dried in a drum (surface temperature ca. 60 °C, drying time 4 h including heating up time).
When used, the cationic starch (Raisamyl 50,021, Chemigate) or anionic starch (Raisamyl 01,151, Chemigate) was added to each sheet separately. Additions of 0–2% of the targeted sheet weight were used, as indicated in Table 2. The cooked starch (solids content 0.7% for cationic and 2% for anionic) was added into vigorously stirred pulp (consistency ca. 2.5 g/L) after the desired amount of pulp to make a sheet was weighed. Stirring was continued for 2 min, after which the pulp was used to prepare a sheet.
Methods of analysis
Fiber analysis
Fiber analysis was done using an L&W Fiber Tester (Lorentzen & Wettre, Kista, Sweden) using a dilution of approximately 1 g/L. Fiber length, fiber width, shape factor, amount of fines, mean kink angle, kink index, and mean segment length were recorded (weighing by length). Testing was done from the pulp used in each experiment point. No starch was added to the fiber analysis.
For clarity, in this work, curl index is reported instead of shape factor, defined as:
where L refers to the contour dimension of the fiber and l to the projected length. The conversion from shape factor can therefore be done using the formula:
Sheet testing
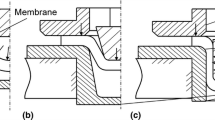
Grammage, thickness, and tensile properties were measured as indicated in Table 3. 3D elongation was measured by press-forming the sheets using the LUT Packaging Line equipped with a MiniMould tool (Fig. 2). The tool was previously explicitly developed for measuring the formability of experimental materials, such as handsheets. The method used to measure the 3D elongation involves press-forming of the substrate using a fixed blank mode, achieved using maximum blank holding force. The 3D elongation of material is determined based on the maximum forming depth without ruptures detected visually. The maximum forming depth correlates with the 3D elongation, in which the elongation was determined as
where A1 is the area that is not in contact with the substrate before forming and A2 is the area of the same region after forming. Tanninen et al. (2017b) describe the equipment and the method in more detail.

Press-forming tool set: 1 the male mold, 2 the female mold, 3 the rim tool, and 4 the heating unit
During the forming, the male mold was unheated, and the female tool was heated (160 °C adjustment value suitable for press-forming similar materials based on previous experience). The forming was performed on the conditioned sheets (23 °C, 80% RH).
Results
Fiber morphology
Increased fiber storage time was found to enhance the effect of curlation treatment and, in the case of untreated fiber, affected the parameters similarly to the curlation treatment. The curlation during storage was especially observed for concentrated fibers. Therefore, the difference between the curlated and uncurlated points was not sharp, except for SW2, where the uncurlated fiber had not undergone the concentration treatment. Individual data of the recorded fiber morphology parameters are given in the supplementary material.
The effect of curlation treatment on fiber width, fiber length, and pulp fines content was minor. However, as shown in Fig. 3 and Fig. 4, the curlated fibers were slightly shorter (1.8% for HW and 1.6% for SW) than the uncurlated fibers. This was suspected to result from creation of fiber deformations (see discussion). Examples of length distributions for curlated and uncurlated HW and SW pulps are shown in Fig. 5 and Fig. 6, respectively. Fiber width, pulp fines content, and SW2 fiber length are shown in the supplementary material.

Mean fiber length of hardwood pulp used to prepare handsheets. The x-axis refers to the experiment point number of hardwood series 1, i.e., 3a refers to 3a-HW1. For clarity, experiment points with curlated pulp are marked with a dark color without a border. The error bars indicate a 95% confidence value based on 3 measurements

Mean fiber length of softwood pulp used to prepare handsheets. The x-axis refers to the experiment point number of hardwood series 1, i.e., 3 refers to 3-SW1. For clarity, experiment points with medium curlation are marked with a dark color without a border, and those with high curlation with white bars with a black border. The error bars indicate a 95% confidence value based on 3 measurements

Length distribution example of uncurlated and curlated hardwood pulp. The length category size is 100 μm, except the 2000 μm category includes sizes above 2000 μm. The marker placement indicates the lower limit of a category

Length distribution example of uncurlated and curlated softwood pulp. The length category size is 200 μm, except the 5000 μm category includes sizes above 5000 μm. The marker placement indicates the lower limit of a category
The effect of curlation treatment on fiber width and fines content was negligible when the pulps with the same concentration treatment history were studied. For hardwood pulp, the curlation did not affect the fiber width, but fines content slightly decreased, while for softwood pulp, fiber width decreased somewhat, and fines content was unaffected.
Mean curl index, mean kink index, and mean kink angle increased, while segment length decreased in curlation treatment. When plotted as functions of curl index (the plots are shown in the supplementary material), kink index, mean kink angle, and segment length were found to follow curl index linearly and closely (minimum R2 for the different series were 0.98, 0.87, and 0.98, respectively). Therefore, only the curl index was used for the said properties to study the correlations. The mean curl index of softwood and hardwood are shown in Fig. 7 and Fig. 8, and the curl index by fiber size fraction is shown in Fig. 9 and Fig. 10. The curl index by fiber fraction revealed that the curl of different size fractions was affected by different degrees by the curlation treatment.

Mean curl index of hardwood pulp used to prepare handsheets. The x-axis refers to the experiment point number of the series, i.e., 3a refers to 3a-HW1. For clarity, experiment points with curlated pulp are marked with a dark color without a border. The error bars indicate a 95% confidence value based on 3 measurements

Mean curl index of softwood pulp used to prepare handsheets. The x-axis refers to the experiment point number of the series, i.e., 3 refers to 3-SW1. For clarity, experiment points with medium curlation are marked with a dark color without a border, and those with high curlation with white bars with a black border. The error bars indicate a 95% confidence value based on 3 measurements

Curl index of different fiber fractions of uncurlated and curlated hardwood pulp. The length category size is 100 μm, except the 2000 μm category includes sizes above 2000 μm. The lower limit of a category is the marked spot

Curl index of different fiber fractions of uncurlated and curlated softwood pulp. The length category size is 200 μm, except the 5000 μm category includes sizes above 5000 μm. The lower limit of a category is the marked spot
Handsheet properties
All the sheets had grammage within ± 5% of the average (215 gsm). Higher wet-pressing pressure decreased thicknesses, reflected in a 5.8% higher density for 1.1 MPa pressed HW1 sheets and 11.3% and 11.2% higher density for 1.1 MPa pressed SW1 and SW2 sheets, respectively. The thickness was primarily determined by wet-pressing, i.e., pulp series, curlation, or use of starch did not significantly affect the thickness. The effect of experiment parameters (pressure in wet pressing, use of starch, fiber curlation) on the sheet properties are summarized in Table 4 and further described below. The individual measurement data is given in Table 5. Tensile stiffness and elastic modulus.
Using higher pressure during wet-pressing somewhat increased tensile stiffness for all the pulp series. The increase was highest for HW1 (8.5%) but was followed closely by SW1 and SW2 (6.9% and 5.7%, respectively). This, and thickness altered to a different degree for the SW and HW series, reflected in elastic modulus. The higher pressure during wet-pressing increased SW1 elastic modulus by 23.3%, while the increase for SW1 was 18.9% and SW2 by 18.6%. It was determined that both pressures were not high enough to reach a plateau. This was not fully surprising, as Page and Seth (1979) reported using wet pressing pressures up to 12.4 MPa.
Using cationic starch also increased tensile stiffness and elastic modulus, although the effect was not as significant (less than 5% for both HW1 and SW1). Increasing the anionic starch dose from 1 to 2% instead decreased tensile stiffness and elastic modulus (− 8.3% and − 10.3%, respectively).
On average, sheets made using curlated pulps had lower tensile stiffness and elastic modulus than those made with uncurlated pulps (−16.3% and −15.0%, respectively, when cationic starch or no starch was used), but a clear correlation between curl index and said properties did not exist. This was expected due to the other factors also affecting the properties. When anionic starch was used, the curlation increased tensile stiffness and elastic modulus (14.8% and 14.5%, respectively).
Tensile strength and tensile index
Tensile strength and tensile index increased with increasing pressure in wet pressing, most likely due to the relative bonded area (RBA) increase. When cationic starch was used, the increase in the tensile index was 10.4% and 11.5% (HW1 and SW2, respectively), but only 2.6% when anionic starch was used. Tensile strength and tensile index were affected more by the use of the cationic starch (28.1% and 28.2% for the tensile index of HW1 and SW2, respectively), but an increase in anionic starch dose decreased tensile strength and tensile index (tensile index − 8.7%, SW1).
The effect of fiber curl on the tensile strength and index was similar to that seen for tensile stiffness: on average, sheets prepared with curlated fibers had lower tensile strength and tensile index than those prepared with uncurlated fibers (−11.4% in the tensile index when cationic starch was used), but due to other affecting factors, no clear correlation between curl index and tensile strength was seen. The similarity extended to the exception: on average, in the SW1 series, where anionic starch was used, curlation increased tensile strength and tensile index by 15.8%.
In-plane elongation
Elongation was affected only slightly by the wet pressing pressure. The maximum positive and negative changes were 5.4% (HW1 – cationic starch) and − 5.7% (SW1 – anionic starch). The use of cationic starch instead increased the elongation (15.8% for HW1 and 12.8% for SW2), while the effect of the anionic starch dose was negligible.
As in-plane elongation is one of the fundamental properties affecting 3D elongation, its correlation to the other tensile properties was investigated. No correlation was found when all data points or only the data points with constant pressure during wet pressing or constant starch addition were studied. However, when the correlations were searched separately for curlated and uncurlated experiment points within a series, a positive correlation between elongation and tensile index existed, except for the SW1 series that contained the anionic starch. The plot and R2 values are shown in Fig. 11. This agrees with the elongation potential concept (see the discussion).

In plane elongation vs. tensile index of the sheets prepared using fibers with high and low curlation levels
Also, the expected correlation with TEA was observed (R2 between 0.75 and 0.79 for all three series without further sorting by sheet type). Viewing the TEA vs. in plane elongation by high curl and low curl experiment points revealed similar “splitting” than in the case of tensile index, i.e., experiment points with high curl exhibited higher elongation at the same TEA index, and when viewed using this method, the correlations became more obvious. The plot and R2 are shown in Fig. 12.

In plane elongation vs. tensile index of the sheets prepared using fibers with high and low curlation levels
Curlation treatment increased elongation in all series, between 22.1% (SW1) and 49.0% (SW2). Correlation between the elongation and curl index was observed. The in plane elongation vs. curl index trendlines were essentially identical for SW1 and SW2 but differed for the HW1 (Fig. 13).

In plane elongation vs. curl index of the sheets prepared using fibers with high and low curlation levels
TEA and TEA index
TEA and TEA index were affected by wet pressing pressure and starch used in a qualitatively same but proportionally different manner than the elongation. TEA index increased by 10.5% and 15.5% (HW1 and SW2, respectively) with increased wet pressing pressure when cationic starch was used, while with anionic starch, higher pressure resulted in a negligible decrease in TEA index (− 3.4%, SW1). Use of cationic starch, however, increased the TEA index greatly (40.7% and 35.5% for HW1 and SW2, respectively), while use of anionic starch decreased the TEA index (− 7.9%, SW1).
The previous correlation between elongation and TEA and curl index and elongation was also reflected for curl index and TEA. A slight positive correlation (R2 between 0.53 and 0.80) was seen between the curl index and TEA.
Correlation with 3D elongation
The most obvious feature of the observed correlations between the tensile properties was the correlation between in-plane and 3D elongation. The correlation was excellent considering the somewhat limited resolution of the 3D measurement, see Fig. 14. The graph also revealed that despite the similar elongation in-plane, the SW and HW fibers had quite different 3D elongation. Another correlation was seen between the 3D elongation and TEA or TEA index, but the R2 was lower (between 0.513 and 0.799 for the TEA index) than for in plane elongation. Therefore, this likely resulted from the correlation of elongation and TEA or TEA index.

3D elongation vs. in plane elongation
No other correlations between tensile properties and 3D elongation were detected for the whole data series. However, when sheets prepared using curlated and uncurlated pulps were studied separately, 3D elongation correlated with tensile index. It was to be expected based on the effect of tensile strength on in plane elongation. The plot is shown in Fig. 15.
When the fiber morphology was viewed, mean curl index and 3D elongation were found to correlate within series. This is shown in Fig. 16. When all the data points were combined to form a series, the correlation remained despite the differences in sheet chemical composition and fiber type.

3D elongation vs. tensile index. High and low refer to the level of curlation treatment

3D elongation vs. mean curl index. The dotted line with 0.818 R2 is a trendline of all the data points
Discussion
Fiber morphology and 3D elongation
In the context of fiber curlation, fiber shortening due to the creation of deformations has previously been reported for compressive (Zheng et al. 2013) and curlation (Page et al. 1980) fiber treatments, with further proof that low consistency refining following the compressive treatment resulted in partial recovery of the original fiber length (Zheng et al. 2013; Page et al. 1980). Also, in the current case, such deforming was deemed likely. Shortening of fibers during storage was thought to support the deforming, as the stored fibers did not undergo further damaging treatment. Additionally, length distributions of pulps with the same concentration history showed that the length distribution shape was unaffected. This, especially when combined with unaffected or decreased fines content, aligned better with another dominating shortening mechanism than fiber cutting.
The more obvious finding related to pulp morphology was the creation of larger-scale deformations, such as kinks and curl. As the other recorded fiber morphology parameters were not affected systematically, it can be expected that the reason for the improved elongation in both in-plane and 3D was linked with one of these factors, but not necessarily in a straightforward manner. Although the 3D elongation followed the mean curl index excellently (see Fig. 16 for the plot), it is entirely possible that the curl index may simply, in the current case but not universally, correlate with another factor responsible for the improved elongation. For example, curled fiber is known to result in more enhanced drying shrinkage when the sheets are dried unrestrained (Salmén et al. 1987), which in turn is known to increase the elongation of a freely dried sheet (Kouko and Retulainen 2018; Kouko et al. 2019).
It can be suspected that deformations such as microcompressions created during the curlation process used in this work perhaps increased proportionally with the treatment time, and for industrial unrefined pulps from different parts of fiber line, curl index has been reported indicative of number of deformations that change the direction of the fiber axis (Mohlin et al. 1996). Assuming the same applies for laboratory refined pulps (which in the current case was supported by the kink index, mean kink angle, and segment length following the curl index), this further supports that the improvement of 3D elongation with increasing curl index could be indicative of an underlying change in the fibers. Interestingly, however, no improvement of single fiber elongation (i.e. elongation to the fiber failure) due to high consistency refining action was reported by Kouko et al. (2019) despite the improvement in in-plane sheet elongation, and Kouko et al. (2019) concluded that single fiber extensibility did not govern the sheet extensibility. This agrees well with the common view of sheet breaking mechanism, i.e. that the bonds between fibers, not the fibers itself break. Although this view stresses the importance of bond strength, it is not as such in disagreement with the importance of elongation potential of fiber. Rather, it enhances the importance of the elongation at stresses sufficiently low for the bonds to bear, elongation originating from fiber network properties.
An important notion is that curlation treatment may not affect the fibers equally, and fiber types or fractions may be affected unequally by a curlation treatment. The possibility for differently curled fiber shapes at a given curl index is built in the curl index formula, and a pulp sample’s mean curl index is a distribution flattened into a single number. This allows pulps with differently curled fiber fractions to have the same curl index, and fibers of different lengths may have different curl indexes, as shown, e.g., in Fig. 9 and Fig. 10. Even if fiber curl is assumed to explain the elongation, such flattening of a distribution into a single value alone should give a papermaker a reason to expect that pulps with different length distributions may, in terms of 3D elongation, respond differently to treatments that create similar curl index. Additionally, if the curl index functions as an indicator rather than the true reason for the improvement in elongation, and if the different treatments result in different level of changes, the situation becomes even more complex. On the other hand, if this was the case, it could offer possibilities for creating fibers and webs with higher 3D elongation potential, for example, by blending differently curled fibers into the pulp or using a treatment that produces different curled shapes or compresses the fibers.
Therefore, despite the excellent correlation between 3D elongation and curl index in the current case, we do not think that the curl index or other commonly used fiber morphology parameter can offer a universal indicator of the 3D elongation potential of a pulp. This is supported by the prior knowledge that the fibers with different microfibril angle result in different in-plane elongation (Vishtal and Retulainen, 2014) despite the microfibril angle having no direct relationship to fiber curl. Microfibril angle and fiber curl, for example, could be separate contributors to the elongation potential. This would be in agreement with Zheng et al. (2013), who concluded that in their experiments, shrinkage dominated the elongation potential in freely dried sheets, but when restrained drying was used, fiber wall morphology became important. Kouko and Retulainen (2018) offered a similar thought in the form of net elongation potential, which they defined as paper elongation minus paper shrinkage, which was suggested to equal elongation of a restrained sheet (Kouko and Retulainen 2018).
However, we found it interesting that in the current case, the curl index was the best indicator for 3D elongation, surpassing even in plane elongation, despite using different pulps (HW and SW), different starches (cationic and anionic), and different wet-pressing pressures. One possibility is that in the current case, the 3D elongation was dominated by the sheet shrinkage, which fiber curl is known to promote (Salmén et al. 1987). The importance of shrinkage for elongation was emphasized by Kouko et al. (2019; 2020) with further support from modeling and by Zheng et al. (2013).
Tensile properties and 3D elongation
The hypothesis was that in the case of strongly bonded sheets, (1) the sheets would show a gradual loss of correlation between tensile strength and 3D elongation, and (2) a negative correlation between tensile stiffness and 3D elongation would emerge. The loss of correlation between tensile strength was observed as predicted. Further, the importance of bonding was observed when fiber with similar elongation potential, i.e., similarly curlated HW or SW fiber, was used. When the elongation potential of fiber was similar, better bonding (in this case indicated by improved tensile index) should increase the elongation (both in-plane and 3D), which was observed.
Instead, no clear negative correlation between tensile stiffness and 3D elongation was found, but the previously reported (Laukala et al. 2021) positive correlation between the elastic modulus (or tensile stiffness) and 3D elongation did vanish. This was probably because the elastic modulus hadn’t reached a plateau. The emergence of a negative trend appears likely if the elastic modulus plateau had been reached: the 3D elongation was governed by the sheet elongation, which was most affected by fiber curl; and fiber curl, alongside wet-pressing pressure, was the factor that had the most effect on the tensile stiffness of the sheets.
The findings, therefore, were in excellent agreement with the fiber elongation potential concept, but some factors, in our opinion, require further discussion. Fig. 14, showing the correlation between in-plane and 3D elongation, also revealed that despite the similar elongation in-plane, the HW sheets had clearly lower 3D elongation than the SW sheets. This did not appear to be explained by other tensile properties in any obvious manner because the majority of the test points of the HW1 series were in the SW range in any of the measured tensile properties, including tensile strength and tensile index. Yet, only the most 3D elongable HW experiment points reached the 3D elongation of the least elongable SW test points.
Potential explanations for this are numerous, including ones that have to do with the different geometries of the stretching (e.g., in-plane vs. out-of-plane), different time scales of elongation action, and potentially different responses to the increased temperature during 3D forming. However, as the differences between the in-plane and 3D stretching of the sheet were the same for both SW and HW sheets, attention is drawn to the differences in the fiber material. The SW fibers were longer and thicker than the HW fibers, and their segments (between kinks) were longer. The fiber length as such did not explain the elongation properties, but longer fibers have been associated with, e.g., higher fracture toughness (Sirviö 2008), which has also been reported to increase with increasing fiber curl (Joutsimo et al. 2005). Joutsimo et al. (2005) concluded that the curled and kinked fibers transferred the stresses into a larger area and to a larger number of bonds than the straight fibers. In the 3D elongation case, where stress is distributed unevenly within the board, it seems plausible that the ability to transfer stress into a larger area might be more beneficial for the 3D elongation than in the in plane elongation case.
Fiber width, instead, is known to affect, for example, compressive strength, wide fibers resulting in a lower compressive index (Kajanto 2008). Compressive strength also typically decreases proportionally more with increasing drying shrinkage and humidity than tensile strength (Kajanto 2008), and a sufficiently low compressive strength-to-tensile strength ratio is needed for extreme bends, as the compressive failure may prevent the tensile failure from taking place (Kajanto 2008).
Nevertheless, the discontinuity of the 3D elongation vs. in plane elongation shows that the in-plane and 3D elongation results did not fully correlate, even in the non-layered case free from a machine-direction and cross-direction fiber orientation.
Conclusions
3D elongation in fixed blank forming of well-bonded laboratory handsheets prepared using curlated and uncurlated SW and HW bleached kraft pulps was successfully improved by applying a curlation treatment on the fibers. The best correlation for 3D elongation was found for the curl index of fiber, which surpassed even the correlation with in plane elongation that, unlike the 3D elongation vs. fiber curl, exhibited a discontinuity between 3D elongations of SW and HW sheets. Based on the data, it was unclear if the fiber curl offered improved 3D elongation, if the reached curl index was indicative, or if another change occurred during the curlation treatment. Whichever the case, the current work demonstrated that even in the non-layered case of handsheets free from machine-direction and cross-direction fiber orientation, the 3D elongation could not be predicted solely based on the in plane elongation.
As predicted based on the elongation potential concept, the correlation between 3D elongation and tensile strength vanished. However, when pulps with the same elongation potential were compared, improved bonding still resulted in larger 3D elongation. This was thought to result from the bonding that was sufficiently high to enable the elongation potential of the pulp to dominate the 3D elongation. On the other hand, elongation potential is not entirely utilized at a given level of bonding. Therefore, we wish to stress the importance of recognizing the level of bonding when, e.g., different pulp treatments are investigated to enhance a pulp’s elongation potential. Although excessive starch doses used in the current case are likely not applicable for practical purposes, different treatments targeting increased elongation may result in changes in bonding and, in turn, alter the elongation result.
Data availability and materials
The datasets generated during the current study are presented in the study and as its supplementary material.
References
Groche P, Huttel D, Post P-P, Schabel S (2012) Experimental and numerical investigation of the hydroforming behavior of paperboard. Prod Eng Res Devel 6:229–236. https://doi.org/10.1007/s11740-012-0365-y
Hartler N (1995) Aspects on curled and microcompressed fibers. Nord Pulp Pap Res J 10(1):4–7. https://doi.org/10.3183/npprj-1995-10-01-p004-007
Joutsimo O, Wathén R, Tamminen T (2005) Effects of fiber deformations on pulp sheet properties and fiber strength. Pap Timber 87(6):392
Kajanto I (2003) Paper physicist’s point of view to moulding of paperboard trays. In: Annual traystorming seminar, Düsseldorf Germany
Kajanto I (2008) Structural mechanics of paper and board. In: Niskanen K (ed) Papermaking science and technology, vol 16. Paper physics. Fapet Oy, Jyväskylä, pp 230–260
Koskenhely K (2008) Refining of chemical pulp fibers. In: Paulapuro H (ed) Papermaking science and technology, vol 8. Papermaking part 1: stock preparation and wet end. Fapet Oy, Jyväskylä, pp 94–139
Kouko J, Retulainen E (2018) The relationship between shrinkage and elongation of bleached softwood kraft pulp sheet. Nord Pulp Pap Res J 33(3):522–533. https://doi.org/10.1515/npprj-2018-3057
Kouko J, Jajcinovic M, Fischer W, Ketola A, Hirn U, Retulainen E (2019) Effect of mechanically induced micro deformations on extensibility and strength of individual softwood pulp fibers and sheets. Cellulose 26:1995–2012. https://doi.org/10.1007/s10570-018-2163-y
Kouko J, Turpeinen T, Kulachenko A, Hirn U, Retulainen E (2020) Understanding extensibility of paper: role of fiber elongation and fiber bonding. Tappi J 19(3):125–135
Laukala T, Ovaska S-S, Tanninen P, Pesonen A, Jordan J, Backfolk K (2019) Influence of pulp type on the three-dimensional thermomechanical convertibility of paperboard. Cellulose 26:3455–3471. https://doi.org/10.1007/s10570-019-02294-3
Laukala T, Ovaska S-S, Kerttula N, Backfolk K (2021) Three-dimensional thermomechanical converting of CTMP substrates: effect of bio-based strengthening agents and new mineral filling concept. Cellulose 28:9751–9768. https://doi.org/10.1007/s10570-021-04139-4
Leminen V, Tanninen P, Lindell H, Varis J (2015) Effect of blank holding force on the gas tightness of paperboard trays manufactured by the press forming process. BioResources 10(2):2235–2243. https://doi.org/10.15376/biores.10.2.2235-2243
Leminen V, Matthews S, Pesonen A, Tanninen P, Varis J (2018) Combined effect of blank holding force and forming force on the quality of press-formed paperboard trays. Proced Manuf 17:1120–1127. https://doi.org/10.1016/j.promfg.2018.10.026
Meinander P (2000) Speciality papers. In: Paulapuro H (ed) Papermaking science and technology, vol 18. Paper and board grades. Fapet Oy, Jyväskylä, pp 101–129
Mohlin UB, Dahlbom J, Hornatowska J (1996) Fiber deformation and sheet strength. Tappi J 79(6):105–111
Nyholm K, Ander P, Bardage S, Geoffrey D (2001) Dislocations in pulp fibres—their origin, characteristics and importance—a review. Nord Pulp Pap Res J 16:376–384
Page DH, Seth RS, De Grace JH (1979) The elastic modulus of paper I the controlling mechanisms. Tappi J 62(9):99–102
Page DH, Seth RS (1980) The elastic modulus of paper III. the effects of dislocations, microcompressions, curl, crimps, and kinks. Tappi J 63(10):99–102
Page DH, Seth RS, Barbe J, Barbe MC (1980) Curl, crimps, kinks and microcompressions in pulp fibres—their origin, measurement and significance. In: Punton V (ed) Papermaking raw materials, Transaction of the VIIIth fundamental research symposium, Oxford, 1985, FRC, Manchester, 2018, pp 183–227
Retulainen E (1996) Fibre properties as control variables in papermakin? Part 1 fibre properties of key importance in the network. Pap Timber 78(4):187–194
Rhim JW (2010) Effect of moisture content on tensile properties of paper-based food packaging materials. Food Sci Biotechnol 19:243–247. https://doi.org/10.1007/s10068-010-0034-x
Salmén L (1993) Responses of paper properties to changes in moisture content and temperature. In: Baker CF (ed) Products of papermaking, Transactions of the Xth fundamental research symposium, Oxford, 1993, FRC, Manchester, 2018 pp 369–430
Salmén L, Boman R, Fellers C, Htun M (1987) The implications of fiber and sheet structure for the hygroexpansivity of paper. Nord Pulp Pap Res J 2(4):127–131. https://doi.org/10.3183/npprj-1987-02-04-p127-131
Seth RS (2005) Understanding sheet extensibility. Pulp Pap Can 106(2):33–38
Sirviö J (2008) Fibres and bonds. In: Niskanen K (ed) Papermaking science and technology, vol 16. Paper physics. Fapet Oy, Jyväskylä, pp 60–92
Sjöberg JC, Höglund H (2005) Refining systems for sack paper pulp: Part I HC refining under pressurised conditions and subsuequent LC refining. Nord Pulp Pap Res J 20(3):320–328. https://doi.org/10.3183/npprj-2005-20-03-p320-328
Tanninen P, Leminen V, Eskelinen H, Lindell H, Varis J (2015) Controlling the folding of the blank in paperboard tray press forming. BioResources 10(3):5191–5202. https://doi.org/10.15376/biores.10.3.5191-5202
Tanninen P, Matthews S, Ovaska S-S, Varis J, Backfolk K (2017a) A novel technique for the evaluation of paperboard performance in press-forming. J Mater Process Technol 240:284–292. https://doi.org/10.1016/j.jmatprotec.2016.10.002
Tanninen P, Ovaska S-S, Matthews S, Mielonen K, Backfolk K (2017b) Utilization of production-scale machine in experimental fiber material convertibility test using a novel press forming tool set. BioResources 12(1):3030–3042
Vishtal A (2015) Formability of paper and its improvement. Dissertation, Tampere University of Technology
Vishtal A, Retulainen E (2014) Boosting the extensibility potential of fibre networks: a review. BioResources 9(4):7951–8001
Zeng X, Vishtal A, Retulainen E, Sivonen E, Fu S (2013) The elongation potential of paper—how should fibres be deformed to make paper extensible? BioResources 8(1):472–486
Acknowledgments
Antti Pesonen is thanked for his help with the 3D elongation measurements
Funding
Open Access funding provided by LUT University (previously Lappeenranta University of Technology (LUT)). The authors declare that no funds, grants, or other support was gained beyond those offered by a typical employment relationship between the authors and their organization(s).
Author information
Authors and Affiliations
Contributions
The study conception and design were done by TL with the help of the other authors. Material preparation and the measurements were performed by GA with the help of TL, PT and AP The first draft of the manuscript was written by TL and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethics approval and consent to participate
Not applicable.
Consent for publication
All the authors and their institution(s) have consented for the submission and publication of the manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Laukala, T., Tanninen, P., Aghamohammadi, G. et al. Increasing 3D elongation potential in fixed blank forming via fiber curlation. Cellulose 30, 1449–1466 (2023). https://doi.org/10.1007/s10570-022-04984-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-022-04984-x