
Abstract
Metal additive manufacturing (AM) encapsulates the myriad of manufacturing processes available to meet industrial needs. Determining which of these AM processes is best for a specific aerospace application can be overwhelming. Based on the application, each of these AM processes has advantages and challenges. The most common metal AM methods in use include Powder Bed Fusion, Directed Energy Deposition, and various solid-state processes. Within each of these processes, there are different energy sources and feedstock requirements. Component requirements heavily affect the process determination, despite existing literature on these AM processes (often inclusive of input parameters and material properties). This article provides an overview of the considerations taken for metal AM process selection for aerospace components based on various attributes. These attributes include geometric considerations, metallurgical characteristics and properties, cost basis, post-processing, and industrialization supply chain maturity. To provide information for trade studies and selection, data on these attributes were compiled through literature reviews, internal NASA studies, as well as academic and industry partner studies and data. These studies include multiple AM components and sample build experiments to evaluate (1) material and geometric variations and constraints within the processes, (2) alloy characterization and mechanical testing, (3) pathfinder component development and hot-fire evaluations, and (4) qualification approaches. This article summarizes these results and is meant to introduce various considerations when designing a metal AM component.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Improved technical and programmatic performance demonstrations have bolstered the justification for metal additive manufacturing (AM) adoption in the aerospace industry. Technical advantages of AM span from reduced mass, complex geometry (not feasible with traditional manufacturing), enhanced heat transfer, part consolidation, and use of novel high-performance alloys (Ref 1). Programmatic cost savings from utilizing AM appropriately is evident because of reduction in part lead times and cost, expansion of the supply chain (addressing obsolescent methods and eliminating programmatic risks of limited supply chains), rapid design-fail-fix cycles, faster time to market, reduced scrap material waste, and lower buy-to-fly ratio (Ref 2,3,4). These advantages are not universal, and investigation of AM process selection is warranted.
To narrow the AM process for a given application, one must trade the technical advantages and constraints between the part design, material properties, and process (Ref 5, 6). Unique requirements of part performance, metallurgical considerations, post-processing methods, certification and qualification approaches further complicate the AM process trade for aerospace components (Ref 7). High-strength or high-conductivity applications may limit the material selection, which consequently limits the AM processes available. A large-scale design may require an AM process with a large build volume but has lower feature resolution. Novelty and lack of material certifications for some AM materials may dissuade selection regardless of potential technical benefits (Ref 8, 9). These nuances lead to the crux of the designer’s dilemma. How to determine the optimal AM process for a candidate part is neither well documented nor naturally intuitive. At best, the designer will be guided through the AM process selection by trades of unique component requirements (e.g., complexity, feature resolution, part size, material properties) and manufacturing processes (e.g., material availability, build volumes).
Trading technical advantages and constraints alone cannot justify the AM process selection for aerospace components. Programmatic benefits and constraints must also be considered (Ref 10, 11). NASA, along with contractors and industry partners, are working toward broad aerospace adoption (i.e., complete industrialization) of the metal AM processes—researching process development, material characterization, post-processing, and development of certification standards (Ref 12). The trade study and selection criteria starts with a full understanding of the entire lifecycle of the component (Ref 13). The lifecycle includes the initial design considerations, metal alloy selection, and the processing consideration inclusive of post-processing operations. Robust process selection for aerospace components consequently requires an iterative process.
While focused process information and fundamental material property data may be readily available in research literature (Ref 14,15,16,17,18), resources attempting to distill this data and looking at the trade in a holistic view still lacks the relevant sources for industrialization (Ref 19). It is of the intent that this article will help the commercial, industry, and academic communities to make these process selections robust.
The manufacturing process behind an AM part is much more than just printing the part. Design and pre-processing, feedstock, post-processing, assembly and checkout, and certification are all examples of steps in the AM manufacturing process. These steps are critical in achieving the end goal which is the component meeting performance and mission requirements. This article aims to provide the context of AM lifecycle considerations and discuss practical trade factors for AM process selection. The trade factors are organized into three areas: (1) design features, (2) metallurgical considerations, and (3) process economics and maturity. While generically categorized in this article for ease of reading, those attributes of each category do overlap. It is good to note that the examples presented herein are based on real life, first-hand experiences stemmed from NASA’s AM process and component development activities for liquid rocket engine applications.
2 AM Lifecycle and Processes for Aerospace
The iterative lifecycle steps for AM aerospace components are (1) design and pre-processing, (2) manufacture (inclusive of process parameters and feedstock), (3) post-processing, and (4) part in service. Each lifecycle step (and their sub-steps, shown in Fig. 1) influence the process selection and impact the subsequent final part performance.

Major process steps in the iterative lifecycle for AM aerospace components
The design step includes the typical design process for aerospace components (i.e., CAD, detailed discipline analyses), but also design for AM verification (i.e., model checks and part interrogation) to ensure the exported model matches the original design intent (Ref 20). The pre-processing (AM preparation) stage follows to determine build layout, support generation, model slicing, and the build parameters (e.g., toolpaths, scan strategies, energy density) (Ref 21). The design and pre-processing step alone may be heavily iterative in the AM lifecycle (Ref 22), well prior to the manufacturing step.
Aerospace actively uses multiple metal AM processes, which have varying colloquial designations and groupings. Recently, ASTM standardized and categorized metal AM processes by feedstock, state of matter during fusion, material distribution, and basic technology principles (e.g., energy source) for both metal and polymers under ISO/ASTM 52900:2015 (Ref 23). This article focuses on the processes that have been (or are being) implemented in flight applications. These process categories include powder bed fusion (PBF), directed energy deposition (DED), and solid-state process such as cold spray (CS), additive friction stir deposition (AFS-D), and metal sheet lamination (Ref 24,25,26). They have been used for repairs and remanufacturing, coatings, and freeform part fabrication. Metallic components built using these processes can be elemental metals, alloys, metal-matrix composites, and multi-alloys. An overview of the aerospace AM processes discussed in this article is shown in Fig. 2. It is recognized that there are several other metal AM processes available that are excluded in this article.

Primary metal AM processes in use for aerospace applications
The primary processes for powder bed fusion include Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF). L-PBF fabricates parts using a bed of powder feedstock using laser as the heat source. A laser melts material based on a defined scan strategy to create features within a discrete layer. The chamber is purged and a recoater arm provides a new layer of powder to be melted in a layer by layer operation, thereby building a final part. L-PBF is also referred to as Selective Laser Melting (SLMTM), Direct Metal Laser Sintering (DMLSTM), and Direct Metal Laser Melting (DMLM). The (EB-PBF) process is similar to L-PBF but uses an electron beam (EB) as the heat source within a vacuum chamber. The electron beam preheats the layer and melts material based on the defined toolpath (layer-by-layer) to produce a final part. The EB-PBF process is also referred to as Electron Beam Melting (EBM).
The DED processes are similar in that each DED process can use a gantry or robotic system to move the deposition head or trunnion build table (i.e., movement of the part and head stationary). Process differences are instead due to the feedstock and energy source. The Laser Powder Directed Energy Deposition (LP-DED) allows for fabrication of parts using a laser as the energy source and powder as the feedstock. In LP-DED, powder is blown into a melt pool to deposit beads. Use of a local purge or fabrication within an inert environment is typical. Altering the feedstock from a powder to a wire leads to the next process—Laser Wire Directed Energy Deposition (LW-DED—that has many similarities to LP-DED. An off-axis wire, and sometimes co-axial wire, is fed into a melt pool to deposit beads. A local purge or fabrication within an inert environment is typical of LW-DED as well. An alternate (though extremely similar) to LW-DED is laser hot wire DED, where the wire is preheated before being deposited into the melt pool. The third DED process is Arc-Wire Directed Energy Deposition (AW-DED) that uses an electric arc and wire feedstock actively fed into the melt pool to deposit beads with a local purge (Ref 27). This process is colloquially referred to as Wire Arc Additive Manufacturing (WAAM). Lastly, there is Electron Beam Wire Directed Energy Deposition (EBW-DED), which uses an electron beam and an off-axis wire feed to deposit material inside a vacuum chamber. The electron beam is stationary, and the part is moved on a Cartesian coordinate system to create freeform structures. EB-DED has also been referred to as Electron Beam Freeform Fabrication (EBF3).
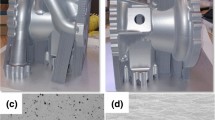
Solid-state processes use different mechanisms for depositing, or bonding material, along with different feedstocks. AFS-D, also referred to as MELDTM, is a solid-state AM process that uses solid or powder feedstock fed into a rotating friction stir pin tool (Ref 28). When downward force is applied, the material experiences plastic deformation and is deposited in a layer-by-layer fashion. A table beneath the deposition head provides the motion to create freeform parts. The Ultrasonic Additive Manufacturing (UAM) process uses a high frequency transducer (~20 Hz) and foil (or metal tape) feedstock under high contact pressure to create solid-state metallurgical bonding of these thin layers. A standard CNC milling head is used between layers to create features or locally remove material. The CS process uses a converging-diverging supersonic nozzle that injects high-pressure inert gas and metal-powder feedstock, which is sprayed against a backing surface to form structures. Figure 3 illustrates a collection of closeup images of the various metal AM processes and denotes the direction of deposition/build.

Closeup images of the various metal AM processes along with deposition/build direction. (a) Laser powder bed fusion (Ref 29), (b) Electron beam powder bed fusion [Credit: Courtesy of Freemelt AB, Sweden, www.freemelt.com], (c) Laser powder DED [Credit: Formalloy], (d) Laser wire DED [Credit: Ramlab and Cavitar], (e) Arc wire DED [Credit: Institut Maupertuis and Cavitar], (f) Electron beam DED [Credit: NASA], (g) Cold spray [Credit: LLNL], (h) Additive friction stir deposition (Ref 30), (i) Ultrasonic AM [Credit: Fabrisonic]
No matter the process, the final part and metallurgical characteristics needed for performance are not often provided by the printing or deposition method alone. These are instead met through post-processing. Such processes may include the powder removal, support removal, build plate removal, heat treatments, inspections, final machining, cleaning, polishing, and joining (e.g., welding and brazing) (Ref 31). These steps must be tailored individually for each part and manufacturing method. Post-processing is what provides the necessary geometric and metallurgical characteristics to meet the integration, assembly, and final part requirements for critical aerospace missions.
Advancing into the final lifecycle step, the part enters assembly; checking and testing for final qualification and certification; and full-production planning. This process requires detailed integration by knowledgeable engineers in the design and pre-processing stage as well as AM process and post-processing to meet part requirements. This may often involve design iterations, which provides opportunities to optimize the process selection (if needed) and achieve performance goals. While this is shown serially in Fig. 1, all the process steps need to be evaluated systematically and holistically in the design stage and are often iterative. While the design cycle may be iterative among all steps, the part processing is completed sequentially according to Fig. 1.
Various development and flight parts have been fabricated using each of the AM processes for aerospace applications. The space industry has been an avid adopter of the various AM processes to reduce prototype and production lead times for complex parts. Examples of various aerospace AM parts are shown in Fig. 4. AM has provided high volume aerospace production for high complexity components otherwise not feasible with traditional manufacturing technologies. While many examples exist across the major aerospace companies and many start-ups, the dominant process being used in L-PBF, followed by DED (including both LW-DED and LP- DED).

Examples of AM components used in liquid rocket engines. (a) GRCop-42 L-PBF combustion chamber with internal channels, (b) EBW-DED jacket deposited onto GRCop-84 chamber, (c) Inconel 625 L-PBF injector, (d) Cold spray NASA HR-1 jacket onto GRCop-42 L-PBF chamber with internal channels, (e) Rotating assembly using L-PBF for fuel pump, (f) Full scale RS-25 nozzle liner using JBK-75 LP-DED
3 Common AM Alloys for Aerospace Applications
With traditional manufacturing there are thousands of alloys to choose from. AM has only fully matured a limited number of metals and alloys using the various processes and lacks the decades of experience that was offered from traditional manufacturing (Ref 32). Furthermore, aerospace components serve critical functions, designed with minimal margins in harsh environments (be it high pressure; with corrosive fluids, or with temperature ranging from cryogenic (− 252 °C) to elevated temperatures often exceeding 1000 °C), and must operate reliably often for thousands of service hours with high duty cycles (Ref 33). Demanding requirements are consequently placed on the appropriate alloy selection for the end-use application (Ref 34).
The selection of metals for aerospace AM needs has expanded to include aluminum alloys, stainless steel, titanium alloys, nickel-and iron-based superalloys, copper alloys, and refractory alloys (Ref 35). A list of metals and alloys demonstrated for each AM process is provided in Table 1, based on a literature review and industry interviews (Ref 36,37,38,39). Several of these alloys have roots that trace back to traditional processing methods and in continued use in aerospace components. New and existing alloys are continuously under development, and it is recognized that the list is not all-inclusive. Many alloys listed have only reached a development stage and may not be fully qualified for aerospace applications using a particular AM process, including statistically-based design material properties. Of the manufacturing processes, L-PBF, LP-DED, and AW-DED were the most researched areas, whereas laser wire DED is far less researched. The solid-state AM processes are gaining traction for research and industry applications.
Depending on the AM process used, the feedstock vary from pre-alloyed powder (most often produced by gas atomization), wire, sheet, or solid bar forms (Ref 40, 41). While the number of alloys available are limited compared to wrought, many commonly used and well-known high temperature and popular aerospace alloys are available, but maturity level varies. Examples of various components built from AM metals and alloys are shown in Fig. 5. The example in Fig. 5(d) demonstrates some of the complexities using a lattice structure on the external features and supporting internal flow passages.

Examples of complex aerospace parts fabricated with different metals and alloys. (a) Actively-cooled thruster using L-PBF C-103 [Courtesy: Castheon], (b) Actively-cooled control surface with L-PBF tungsten, (c) L-PBF GRCop-84 combustion chambers, (d) Mass-optimized AlSi10Mg cryogenic propellant injector along with section to demonstrate internal features, (e) 600 mm diameter L-PBF Inconel 718 integrated heat exchanger, (f) Nuclear Thermal Propulsion Chamber fabricated with NASA HR-1 LP-DED
Nickel and iron-based superalloys are primarily chosen for their excellent mechanical properties at high temperatures with high-pressures and often used in harsh environments (corrosion and oxidation resistant). Nickel-based superalloys are widely popular across the AM platforms with Inconel 625 and Inconel 718 in use for many applications. Iron-based superalloys, such as A-286, JBK-75, and NASA HR-1 are commonly used in high-pressure hydrogen applications (e.g., rocket engines) to mitigate risks associated with hydrogen environment embrittlement (HEE) (Ref 42, 43). In addition, these superalloys have high creep resistance. The combination of these properties has helped to improve the efficiency of modern aircraft engines substantially (Ref 44). Superalloys are key metals for the manufacturing of many components such as combustion chambers, turbines, casings, discs, and blades in high-pressure gas turbine engines. Other high temperature and cryogenic applications include valves, turbomachinery, injectors, igniters, and manifolds for liquid rocket engines (Ref 45, 46). Currently, over 50% of the mass of an advanced aircraft engine is comprised of nickel-based superalloys (Ref 47).
Strength-to-weight ratio is another key metric, bringing titanium alloys to the stage. They are heavily integrated in aerospace applications—offering excellent corrosion resistance and medium-temperature use—and have been the subject of much interest for use in AM (Ref 48). Specifically, Ti-6Al-4V is a common alloy for landing gears, bearing frames, rotating machinery, compressor discs and blades, cryogenic propellant tanks, and many other aerospace components (Ref 7, 33). Ti-6Al-2Sn-4Zr-2Mo (Ti6242) is used for compressor blades and rotating machinery, and titanium aluminides (γ-TiAl) are actively utilized for turbine blades (Ref 49).
While weaker than titanium alloys, aluminum alloys have a good strength-to-weight ratio and are a common (and established) aerospace material choice. Aluminum alloys used in AM part production include 1xxx, 2xxx, 4xxx, 6xxx, 7xxx series based on alloying elements and many of these are built using solid-state AM processes with wrought forms for AFS-D and UAM. Aluminum alloys have evolved to reduce process cracking with AM PBF and DED melting processes and include AlSi10Mg, F357, A205, 7A77, 6061-RAM2, Scalmalloy and others, offering a range of strength for AM builds (Ref 50,51,52,53). However, there are many drawbacks as aluminum alloys suffer from poor elevated temperature capabilities, show issues with weld repair, and poor stress corrosion cracking resistance is common among select high-strength aluminum alloys.
Stainless steels are widely used in aircraft and spacecraft components due to a good strength-to-weight ratio, ability to withstand elevated temperatures, and lower cost compared to titanium or superalloys. Stainless steels exhibit high corrosion, oxidation, and wear resistance with appropriate environments (Ref 54, 55). Stainless steels are used for engine and exhaust systems, hydraulic components, heat exchangers, landing gear systems, and structural joints. Steels are also selected for aerospace components such as hinges, fasteners, landing gear, and other components on aircraft. Various classes of stainless steels and specialty steels are often used with AM including austenitic (i.e., 316L) and precipitation hardened (PH) (Ref 56). However, despite the advantages, steel has relatively high density, and its use is consequently limited to reduce system mass (Ref 57). Steel is not as popular with AM since some alloys are prone to cracking (Ref 58, 59), and it can be formed readily with traditional techniques and is often used in components with less complexity.
For high-temperature applications without demand for high thermal conductivity, cobalt-based alloys (including CoCr and Stellite) may be utilized (Ref 60). However, when thermal conductivity is a priority, copper alloys stand out. Their high thermal conductivity naturally lends to application in heat exchangers. For rocketry applications, the highest heat flux occurs within the thrust-chamber assembly which is consequently a region that is subject to high pressures. In turn, copper alloys used in these environments require both high strength and high thermal conductivity (while meeting material compatibility needs with the selected propellants). Common AM copper alloys that have matured include GRCop-42, GRCop-84, C18150 (Cu-Cr-Zr), C18200 (Cu-Cr), and GlidCop (Ref 45, 61,62,63).
Monolithic alloys are not a constraint for AM, which enables the creation of custom bimetal and multi-metallic metal options. Material can be discretely added within a design to optimize thermal or structural properties. This can be in the form of a structural jacket, flanges, bosses, or other features to optimize the overall subsystem weight. These can include a discrete metal transition or a functional gradient material (FGM) (Ref 64,65,66,67).
Other metal alloys that can be used in aerospace applications include refractory metals such as niobium, tantalum, molybdenum, rhenium, and tungsten and their alloys (Ref 68,69,70). Nb-base C-103 is common in application such as radiatively-cooled nozzles, in-space reaction control systems, and hypersonic wing leading edges. Other Nb-based alloys (WC3009, C129Y, Cb752, FS-85) are used in reentry vehicle thermal protection systems as well as space reactor in-core structures. Ta-based alloys (Ta10W, Ta111, Ta122) are often utilized for high pressure and ultra-high temperature environments that are corrosive (Ref 71). Mo-based refractories are used in ultra-high temperature applications such as alkali metal heat pipes and for nuclear thermal propulsion fuel elements. Re-based alloys are far less developed for AM, but have potential uses in hypergolic combustion chambers and single crystal turbine blades.
4 Attributes for AM Process Selection
When evaluating and down selecting an AM process, design requirements may greatly reduce options if not dictate the decision. The most common basis for process selection is the complexity and scale of the component. For example, the size of many recent rocket engine designs are based on the limitations of L-PBF machines (Ref 61). Beyond size limits, other criteria may include the required material properties from a process, maturity of the process with certain features or alloys, or even process familiarity. High-level attributes include design requirements (features), process-specific considerations, and microstructural characteristics and properties. While an attempt is made to separately categorize these attributes, they are often integral. The general process selection for aerospace components is shown in Fig. 6 which considers the categories for selection criteria. While some process steps are similar to Fig. 1 there are many detailed aspects that are important to the final process selection not captured in the higher level process steps.

Process selection attributes for aerospace components. The colors align with process steps in Fig. 2.
4.1 Overall Design and Process Attributes
Substantial motivation for process selection is derived from the design phase—encompassing the material selection, overall part size, feature resolution, complexity, build rates (related to process economics and feature resolution), internal features, and single or multi-alloy builds (Ref 185). There is a continuum of design solutions for AM that include single or multi-part assemblies and the AM process selection may change accordingly. The trade among these aspects are interrelated and iterative (Ref 5). Despite being shown as an iterative trade, the alloy selection itself is generally accepted as the initial input for process selection, narrowing the potential feedstocks and starting the analysis of process availability. Along with the feedstock type, the process parameters are critical to produce successful AM aerospace components and influence the AM process selection. The process parameters govern the design decisions (for successful fabrication) and will impact process capabilities. These impacts are nontrivial and are pertinent for developmental stages where technology demonstration hardware is manufactured. For hardware qualification, the process parameters must be controlled (locked) and shown to be consistent and repeatable, which is tied to the industrial maturity of a given AM process (and consequently the process economics). Clearly there is no single variable to dictate process selection, and the interwoven nature of process attributes—ranging from microstructural minutiae to evolving availability—warrants detailed discussion.
4.1.1 Overall Part Size
The overall part size is significant aspect for process selection criteria and may prematurely start down selection. A process chosen for build volume alone is not guaranteed to meet the requirements for performance, feature resolution, or material properties for the final part. These considerations should occur in the design phase, where the state of the industry requires continual evaluation.
Commercial machines and custom installations for AM processes provide a nearly linear relation for the build diameter and build height (Ref 24, 61, 114, 193, 261,262,263) as shown in Fig. 7. The maximum build volume for each process is shown in Fig. 7a and aspect ratios for PBF processes from the same are nearly linear. The greatest aspect ratios are typically observed for DED processes and the smallest are for cold spray—both of which offer the largest overall build volumes.

Selection of AM processes based on overall build volume. (a) Maximum build diameter and build height for each of the processes. (b) Commercially available and custom AM machines for each of the processes
The variance in build volume is influenced by build speed, economic factors, waste reduction (even when considering powder recycling). For L-PBF processes, the feedstock material must fill the build box to the highest point printed, well exceeding the total volume of the part. Both solid-state and DED processes deposit material as needed while building and integrated with a robot or gantry system, easily accommodating large build volumes.
The scale of AM machines has significantly grown since 2015. Figure 7b shows various build sizes available worldwide from many of the major aerospace manufacturers and suppliers (with the largest AW-DED size excluded for increased resolution). While there are many options for build volumes, the number of machines available for a given size may be limited in quantity/availability causing significant lead times. While growth of AM build volumes has and continues to increase, PBF machines are limited to parts with the longest dimension being no greater than 1 m (as captured by the gray box in Fig. 7b). The 1 m3 volume for PBF is limited (in availability) commercially where most machines are < 5 00 × 500 mm for PBF. There are many developments at PBF machine manufacturers to increase the overall build volume. While many machines are designed for high mass parts, there may be limitations of mass for turntables (for DED or solid-state processes), build boxes, and other hardware that is not readily available in literature.
4.1.2 Part Complexity, Feature resolution, and Build Rates
Aerospace AM parts can include billets (e.g., forging replacements), near net shape components that require final machining, or high complexity (final, as-built geometry) that only AM processes can produce. Part complexity is directly related to feature resolution and deposition rate. While tendencies are to incorporate high complexity for optimal mass savings or functional performance, aerospace parts are subject to rigorous inspections to determine flight feasibility and with rising complexity comes reduced inspectability. Nondestructive evaluation (NDE) or nondestructive testing (NDT) techniques are limited in their use to adequately inspect parts (Ref 264,265,266) and design complexity also creates challenges in the post-processing stages such as powder removal, -machining, or surface enhancements (polishing) (Ref 267, 268). When selecting a metal AM process, part complexity must be strongly considered (for both internal and external features) as it is related to feature resolution, deposition rate, and inspection capabilities.
Due to inherent process characteristics, each AM process has a minimum size that it can print consistently for specific design features (holes, wall thicknesses, internal channels, lattice structures). In other words, not all AM processes were designed for the highest feature resolution, and some simply cannot provide an acceptable solution for a specified design. For example, the L-PBF process can often build walls, holes, slots, etc. down to 0.2 mm repeatedly, but may result in higher dimensional tolerances (based on Inconel 718) (Ref 269, 270). Adjustments to parameters for L-PBF may allow for features down to 0.1 mm (Ref 271). The LP-DED process cannot build features to that resolution and are typically on the order or 1 mm for wall thicknesses (Ref 272). Other processes such as AW-DED have a minimum feature build size of approximately 2 mm and AFS-D of 10 mm (Ref 131, 192). The ability to repeatedly create high-complexity, ultra-fine features (e.g., internal passages, fine holes, or complex surfaces) by L-PBF and EB-PBF is unrivaled unless interim processing or final machining steps are included. However, PBF processes are competitive with DED processes for the volume of material built per unit of time (build/deposition rate).
Several metal AM systems allow for hybrid manufacturing, incorporating both additive and subtractive manufacturing technologies (Ref 273). Hybrid systems include both the additive portion (using a deposition head or other approach) and a subtractive machining head for interim machining during fabrication. Machining can occur following completion of the deposition process to allow for higher resolution features but may be limited in access. The UAM process requires use of the hybrid subtractive capability to provide the fine feature resolution (Ref 28). Hybrid systems are very common for the LP-DED process and a limited number of systems are available for the LW-DED and AW-DED processes. Integral machining is not feasible for the EBW-DED process due to the vacuum environment. Integrated hybrid machining has been adopted for use in the L-PBF process, but very limited in use (Ref 274, 275).
The feature resolution for each AM process has ranges and is highly dependent on the feedstock, machine hardware configuration and process parameters (Ref 276) as shown in Fig. 8. For example, DED processes such as LP-DED and LW-DED can use different spot sizes, while AW-DED can increase the wire feedstock diameter, and increase deposition rate at a detriment to feature resolution (Ref 277).

There is clearly a relationship between deposition (build) rate and feature resolution; and the deposition rate is further related to the melt pool size, which varies microstructure (Ref 15). Material properties may be impacted by high heat inputs (used to establish grain growth (Ref 40) to accommodate faster build times. The print speed (material deposited per unit time) is key to shorten manufacturing lead times and is a critical variable for AM process trades yet may have unintended consequences if metallurgical impacts are forgotten.
For forging or casting replacements, the deposition rate is prioritized over feature resolution, assuming all other properties can be met. Fabrication speed one of the greatest advantages of the solid-state processes where no melting occurs. These processes (cold spray, AFS-D, UAM) offer high deposition rates while maintaining a fine grain structure, which is desirable in aerospace parts (Ref 28). A graphical summary of the feature resolution compared to deposition/build rate is shown in Fig. 9. This figure includes many examples of aerospace components for each of the AM processes.

Selection of process based on feature resolution, build/deposition rate and multi-alloys builds. AFS-D image credits to MELDTM Manufacturing, Cold spray image credits to Spee3D, EBW-DED image credits to Sciaky and Lockheed Martin Corporation, AW-DED image credits to Gefertec, LW-DED image credits to Meltio, UAM image credits to Fabrisonic and NASA JPL, LP-DED image shows a Ni-based part manufactured by LMD-p during the DEPOZ project led by IRT Saint-Exupery and Formalloy, L-PBF image credits to Renishaw plc and CellCore GmbH/Sol Solutions Group AG, EB-PBF image credits to Wayland and GE Additive/Arcam. Black text represents melting processes while blue text represents solid-state processes
4.1.3 Feedstock for AM processes
The designer must consider the supply chain for metal AM (Ref 283), explicitly for the starting feedstock and the AM processing machine. While feedstocks for the most common AM materials are readily available from multiple powder suppliers and can be rapidly deployed, customized, or novel materials may have long lead times for powder production. Wire of many common alloys is readily available for DED processes. Foil and bar are other forms of feedstock, but some are less readily available than powder or wire forms. Additionally, the size of the feedstock (diameter of wire or powder particle size distribution) needed may not always be readily available for a given material. Regardless of composition, form, or novelty, feedstocks may be long-lead time and must be considered when evaluating the entire supply chain.
Powder feedstock requirements depend on the AM process and must be controlled to the chemistry and powder size distribution (PSD) to ensure flowability or spreadability. Many powder alloys are readily available within days according to the PSD required for the AM processes. Even with new materials and custom alloys, the powder supply chain has evolved, and most custom alloyed powder can be obtained in a matter of a few months or less, pending availability of required alloying elements. Many bar, sheet, and wire feedstocks are also commonly available within days. However, custom alloys may require additional processing (e.g., master melt, forging, reducing sheet thickness, or redrawing wire diameter if a specific size is unavailable) and may be more difficult to obtain or with longer lead times. Custom alloys have much longer lead time in these forms due to the multiple processes required: casting, remelts, rolling, and further reduction into forms of barstock or wire (via. drawing and redrawing to size). It is not uncommon for lead times to exceed 20 weeks for custom alloyed wires due to all the required process and pricing can exceed 5x of similar powder forms. Examples of typical feedstocks and sizes are shown in Table 2.
4.1.4 Single or Multiple Alloy
Some of AM processes allow for multiple alloys (e.g., bimetallic or multi-metallic parts) using different powder, wire, sheet or barstock within the same build operations. Builds with multiple alloys may be readily optimized for mass, thermal, structural, or other design features. Multi-material builds benefit aerospace components through elimination or reduction of joining or post-print assembly operations. Complex designs may make use of multiple materials within a single component without post-processing such as welding or brazing. However, the design requirements may limit the availability of some AM processes or using multiple alloys. The requirements must also consider material compatibility since many of the AM processes involve melting and can form undesirable phases (Ref 284).
Most AM processes allow for multiple alloys, although the metallurgical characterization and full implementation into flight applications is limited to date. As shown in Fig. 9, the DED and solid-state processes allow for multiple materials with additional examples of bimetallic parts shown in Fig. 4. The EB-PBF process does not yet allow for multiple materials, but multiple alloy use in the L-PBF process is being advanced (Ref 166, 285,286,287). Multi-alloys challenges for L-PBF stem from contamination of mixing different powder lots, difficulties in adequately tracking of feedstock lots, and the associated parameter development and control for qualification. Multiple alloys may be incorporated through a secondary operation following initial AM fabrication and machining (if necessary). Then, the secondary AM process adds material of monolithic or multi-alloy composition. An example of this might include flanges deposited with a DED process (higher deposition rate and lower resolution necessary) being added as a secondary operation after final machining of a L-PBF part (high complexity internal features). Some of the AM processes have this capability while others do not. The PBF processes limit features being added later after the build.
4.1.5 Process Economics
While AM offers designers new capabilities to design highly complex components and many sources cite that “complexity is free,” this complexity also comes at many costs (Ref 288). This may be apparent due to increased build time, build failures, or in necessary post-processing operations. Certain costs are intertwined such as build volume (feedstock usage) with both build time. In turn, multiple costs may be reduced through design optimization (i.e., minimizing part mass while meeting the design intent, design margins, and compensating for distortion/shrinkage (Ref 289). Some reports provided relative cost differences based on the machinery, maintenance, operational cost and feedstock (Ref 19, 290), but detailed direct costs are not easy compared among the processes, since they are based on the part geometry (complexity), feedstock, alloy composition, machine usage and accessibility, post-processing, and the qualification approach required for end-use (Ref 291). Due to subjective factors affecting direct costs, designers must lean on the total cost for each process, which is derived from feedstock cost, setup and programming, machine build time, post-processing operations, as well as supplementary tasks such as engineering and documentation (Ref 292).
Feedstocks in the form of powder, wire, bar, or sheet stock are commonly available for most of the processes, but costs are alloy dependent. Common alloys such as 300 series stainless, Inconel 625 are available off the shelf, although custom alloys or custom sizes can increase costs by 2-5 times since they may require special melts, atomization, or forming operations. An industry survey was conducted to provide a cost comparison for feedstock among the various processes, and results are shown in Fig. 10. There are slight cost differences based on quantity purchased (as expected) and cost variations between individual feedstocks based on the production method. The feedstock supply chain can become more challenging as scarce or custom alloys are developed. This part of the lifecycle must be considered when selecting an appropriate process or alloy itself.

Cost comparison of feedstock for 316L and Inconel 625 (2021 USD)
Setup and programming costs for the AM process generally include offline model evaluation, model modifications (support structures), slicing, toolpath or scan strategy development, and any documentation and planning operations. These are considered non-recurring engineering (NRE) costs. Aerospace AM components require stringent documentation and traceability throughout the process, so planning paperwork and travelers may be more extensive. The setup costs may also include build plate machining as well as cleaning and changeover of the machine from one metal alloy to another. The actual build time on the machine is typically based on an hourly rate from start to finish of the part. There are significant differences between the AM processes based on melting and deposition rates including that of L-PBF and EB-PBF (Ref 293). Following the build, post-processing operations will vary based on the process. For most processes, this includes powder removal, support removal, and build plate removal. There are also many post-processing operations such as material characterization and mechanical testing to verify properties of the build. Some references and companies have reported that 70% of the part cost can be derived from pre and post-processing operations (Ref 294).
While there are some economies of scale and learning curves with AM, the unit cost does not significantly vary for increased build quantity (Ref 295,296,297). The NRE costs can be amortized over the production parts, but typically the build time for parts is similar from the first to the hundredth part. While some literature suggest that AM high-volume production is not competitive (Ref 298), it is highly dependent on the part size, material and complexity. In many cases, AM may be the only way to manufacture certain parts (consider the GE fuel nozzles case) and allows for high volume production (Ref 41). There are general trends observed with cost, which can be used to help compare the processes shown in Fig. 11. With AM builds, the primary process cost is based on the overall volume of the material being built (or deposited) as opposed to machined. As overall part volume increases so does cost, but this is highly dependent on the deposition rate. As the deposition rate increases, the cost can decrease. This is where many of the high deposition rate processes such as DED processes, cold spray, and AFS-D has advantages. This deposition rate can come with detrimental impacts to the feature resolution and complexity, which is greatly reduced compared to L-PBF. As the deposition rate increases, the complexity of features decreases, and extra stock must be machined away for critical mating surfaces, holes, flanges, or key features. The additional post-processing step then adds cost. This is a crucial trade of the designer though to evaluate the entire AM process lifecycle including the AM process and post-processing to determine the optimal manufacturing path. The cost trade among AM processes includes the as-built complexity with the post-processing complexity required. The trends shown in Fig. 11 are based on factors including the alloy, process specifics, and part geometry and may not necessarily be linear.

General AM Process cost trends based on part volume and deposition rate. The trends shown are based on factors including the alloy, process specifics, and part geometry and may not necessarily be linear
An example of cost for an AM liquid rocket engine combustion chamber is shown in Fig. 12. The costs are fully captured due to the reduction in labor hours, material, and multiple processes required with traditional manufacturing. The traditional manufacturing process required a billet of the copper alloy to be produced through forging operations, followed by multiple machining operations of the liner, slotting to form the channels, and finally assembly operations such as plating or brazing to closeout the channels and form the structural jacket (Ref 166, 176). AM processes (i.e., Initial AM Development) allowed for a reduction in cost and schedule to build a chamber using L-PBF GRCop-84 in two-pieces based on machine limitations, followed by EBW-DED cladding of a structural jacket using Inconel 625. As AM processes were more readily available in the supply chain (i.e., Evolving AM Development), the GRCop-42 liner was able to be built in one-piece in a larger PBF machine platform followed be a simplified LP-DED jacket using a commercial vendor.

Cost comparison for a 156 kN (35,000 lbf) Bimetallic Combustion Chamber (based on (Ref 61) in 2020 USD)
4.1.6 Industrial maturity and Process Availability
Aerospace organizations are infusing metal AM into their system designs (with examples shown in Fig. 13) due to the maturation across metal AM processes and further competition to increase frequency of flights and reduce overall costs (Ref 1, 299, 300). Some of the AM processes are more mature than others due to early industry adoption, standards development for flight applications, and the evolution and characterization of the materials used, which increased the technology readiness levels (TRL) (Ref 301, 302). The most used metal AM process is L-PBF with a significant growth in aerospace applications and machine availability across companies and service vendors. Several flight applications with commercial space and aviation companies demonstrated L-PBF successfully, and L-PBF production was approved for many programs (Ref 1, 303). A TRL of 9 (ongoing flight) has been demonstrated for L-PBF and there is an expansive supply chain available. EB-PBF was demonstrated in flight around 2011 and has continued use in aerospace applications, but to a lesser degree than L-PBF (Ref 24). EB-PBF is accessible with various machines across the supply chain but has a limited alloy selection. Public results of LP-DED maturation shows an absolute minimum of TRL 6 (i.e., subsystem model/prototype demonstration in a relevant environment) with component development and demonstration completed in a rocket hot fire environment (Ref 109, 154). There are many suppliers available for production parts using LP-DED, but significantly less than L-PBF.

Examples of select AM components tested on liquid rocket engines to achieve minimum TRL 6. (a) L-PBF GRCop-42 Chamber with LP-DED Inconel 625 nozzle and L-PBF Inconel 625 Injector (Ref 311), (b) Cold spray superalloy jacket and L-PBF copper liner with L-PBF Superalloy Injector. Ariane Group applied the load-bearing structure to the LBM copper chamber with an IMPACT Cold Spray System [Credit: ESA / ArianeGroup GmbH and Impact Innovations], (c) Actively-cooled nozzle with LW-DED closeout jacket with an AW-DED liner (Ref 306), (d) GRCop-84 Chamber with EBW-DED jacket, L-PBF Inconel 718 nozzle film coolant ring, and L-PBF Inconel 625 Injector (Ref 311)
LW-DED maturity has grown with applications of a regeneratively-cooled nozzle through full-scale systems rocket engine testing, and plans for flight on a future launch vehicle may further maturation (Ref 304,305,306). The LW-DED process availability is limited across the AM supply chain and is a niche process. The AW-DED process has demonstrated a minimum TRL 6 through systems testing (Ref 45, 307). While the AW-DED is extensively researched in academia, the commercial supply chain remains limited in company offerings. EBW-DED was demonstrated for flight applications, but there are limited vendors available that offer the process commercially (Ref 26). Cold spray has been demonstrated in-flight applications and achieved a high TRL; while mostly used for repairs, freeform applications are maturing (Ref 308). Cold spray was demonstrated for freeform and bimetallic applications including hot-fire testing for liquid rocket engine combustion chambers (Ref 166, 309). The number of commercially available cold spray machines for production presently is limited, but the market is growing with new machine manufacturers. AFS-D and UAM are less developed compared to many of the other processes, but research and industrialization is rapidly maturing. The machines for AFS-D and UAM are produced by a single manufacturer each, and commercial availability is extremely limited. UAM has been demonstrated in flight applications reaching TRL 9 (Ref 310).
A growing application implementing AM processes is for maintenance, repair, and overhaul (MRO), which is providing a solution to many obsolescence challenges (Ref 312). Industry adoption of AM processes has led to NASA, European Space Agency (ESA), Federal Aviation Administration (FAA), European Union Aviation Safety Agency (EASA), and standard development organizations (i.e., SAE, ASTM, NIST, AWS) to create qualification and certification specifications and methodologies to allow use of AM processes in flight hardware applications (Ref 8, 313, 314). A main consideration of TRL and industrialization is the maturity of the component development and system testing, database for material properties, design allowables, and classification of material for statistical basis of properties (i.e., A-basis, B-basis). There remains a limited number of alloys and flight hardware that have been qualified and matured for launch systems and aircraft.
4.1.7 Post-Processing
Post-processing is a critical step of the AM lifecycle to ensure that parts meet the final performance requirements. Post-processing can improve the microstructure through various heat treatments to meet the end-use application, ensure that parts meet tolerance for sub-system or system integration, and modify geometric features to meet tolerances or integration. The general post-processing operations that should be evaluated during the design stage include powder removal, support removal, build plate removal, heat treatments, inspections, final machining, cleaning, polishing or surface enhancements, and joining such as welding or brazing (Ref 268). Not all the post-processing operations are required for every part and specific post-processing steps are dependent on the AM process used and program requirements. An example of the various post-processing that may be required for the AM processes is shown in Table 3. From the table, it is observed there are extra steps necessary with the PBF processes that include powder removal and verification along with support removal if they are used. Powder removal and verification is also required for LP-DED, but to a lesser extent since the part is not packed in powder.
Stress relief is often required for parts prior to removal from the build plate to ensure that residual stresses do not cause distortion (Ref 126, 315, 316). This is only required for the AM processes with higher heat input and not for the solid-state processes. Build plate removal is required for all processes but can be incorporated within the part design or through fixturing for further post-processing operations such as machining. Heat treatments, such as Hot Isostatic Pressing (HIP), homogenization, solution annealing, aging are dependent on the alloy (Ref 41). Certain solid-state processes may not require final heat treatment since the material is deposited below the melting point, but this is dependent on the starting feedstock and properties needed. HIP is often required for cold spray to improve final density since the as-deposited material can result in 1 to 2% porosity (Ref 28, 317). Conformance verification occurs through NDE methods (e.g., structured light scanning (Ref 318), x-ray CT (Ref 319,320,321), neutron CT (Ref 321,322,323,324), acoustic imaging (Ref 325, 326), etc.) as well as search for internal surface/volume defects.
Final machining is often a primary discriminator for post-processing required between the various AM processes. Aerospace components require tightly controlled tolerances and most parts cannot be used in the as-built condition. This is often due to mating surfaces to contain high pressure gases, propellants, fuels, or other fluids. Each of the AM processes produce different surface texture (roughness and waviness) based on the deposition rates and examples are shown in Fig. 14. With the higher deposition rate processes, more stock material is required to accommodate for the waviness of the outside surface. It is apparent that AW-DED has a higher degree of waviness and that more material is necessary to ensure full cleanup for further processing (Ref 89). L-PBF requires far less cleanup since given its higher layer resolution. Other post-processing required are part dependent and may include cleaning, joining (such as welding or brazing for assembly), or surface enhancements to reduce roughness. The AM processes with high texturing and/or roughness (e.g., AW-DED, EBW-DED, Cold spray, AFS-D) require machining.

Comparison of the as-built surface condition and waviness from various metal AM processes. (a) AW-DED nozzle liner, (b) L-PBF pump housing, (c) LW-DED witness sample, (d) LP-DED powerhead shell [Courtesy: NASA]
Another discriminator between the AM processes is shrinkage and resulting distortion that can impact post-processing, particularly machining, if not properly planned for (Ref 271, 327, 328). The AM processes where material is melted may require additional stock or feature considerations due to shrinkage from the rapid heating and cooling. The solid-state processes discussed here (CS, AFS-D, UAM) do not generally experience shrinkage during the build but may during heat treatments. The surface condition of parts should be considered if used in the as-built (or near final shape) condition. Processes such as L-PBF, EB-PBF and LP-DED may be post-processed with polishing techniques (surface enhancements) to reduce roughness to improve fatigue or flow performance (Ref 31, 329, 330). The varying quality of the surfaces can also impact non-destructive evaluations and applicability of various inspections technologies. Due to the part requirements machining or polishing may also be required to complete the necessary NDE or NDT quality inspections (Ref 264, 266). Proper design for AM will iterate the AM process selection, and should place a strong emphasis on post-processing to meet the design intent (Ref 331).
4.2 Metallurgy and Material Property Considerations
As metal AM processes rapidly mature and are being considered for aerospace component designs and manufacturing, the understanding of materials physics and metallurgy for these different processes must advance. Metallurgy and material properties are a significant attribute that need to be considered when selecting a metal AM process. Material properties are highly dependent on the feedstock and process itself and the post-processing, such as heat treatments. There are several considerations for the metallurgy and resulting material properties. Many of these are interlinked to the other categories for consideration when an alloy is being selected along with the AM process. Some of the considerations for a designer include feedstock, process parameters, component geometry, inhomogeneity, potential process flaws or defects, surface texturing and roughness, thermal stresses, and post-processing heat treatments.
One initial consideration for a design team using AM should include the starting metal feedstock. The end-use part and material are being built or deposited and the end properties are dependent on the starting feedstock composition. Impurities, porosity, and other inconsistencies can impact material outcomes—and thermal effects during builds. Specifically, metallurgical changes occur due to varying heat input and cooling rates for the material (Ref 40). Some effects are process specific: the AW-DED process uses a high heat input. The resulting melt pool has more grain growth, resulting in process specific properties (Ref 332). This is characteristic of the DED processes compared to the PBF processes. As cold spray, AFS-D, and UAM processes do not melt the material (only locally plasticizing it), near-wrought properties of the starting feedstock are achievable. Some effects are feature specific—material properties are dependent on the local geometry of the component (for AM processes categorized as “melting” with heat input requirements), where thick and thin sections may be present and there are localized variations in the heating and cooling rates.
When alloys are initially screened for applicability for a specific component, many of the underlying material property information has been collected on more traditionally manufactured specimens. However, when considering the dynamics of the structure-property-processing relationship for materials, a change in the processing of the metal or alloy will have significant impacts on the structure and subsequently the engineered material properties. These AM specific structural variations can be categorized into macrostructural inhomogeneities, microstructural defects, and unique AM microstructural features. By understanding how each AM process can be tuned to influence these variations, engineers can better modify processes to optimize material properties as well as build confidence in new certification approaches to qualify AM parts for aerospace use.
Macrostructural inhomogeneities and flaws can best be viewed as flaws intrinsic to the AM method of choice, generally the off nominal features from the designed build geometry. Within this category there are obvious offenders such as surface topology from the witness marks and the remnants of printing support structures. Less obvious, but equally important are things such as surface texturing (roughness and waviness) or unintentionally filling of engineered void space (e.g., channels, holes, cavities, etc.) with feedstock material. Surface waviness in particular is tied heavily to deposition spot size, so coarser methods such as AFS-D (Ref 333) or AW-DED (Ref 334) can result in more post processing, such as machining. Surface roughness is driven by geometry and features (upskin and downskin), powder size, powder efficiency, process parameters, and melt pool dynamics. These types of flaws have significant impacts on mechanical properties like strength, toughness, and wear resistance as there are now a variety of extrinsic stress risers; these may be overlooked when stresses and strains are initially modeled around designed parts, let alone when parts are manufactured out of geometric tolerances. Methods to mitigate macrostructural surface defects through post-processing are in use and being developed.
Microstructural flaws are equally important when considering their impact on material properties. Most fall into that category of either porosity, lack-of-fusion, or microcracks (Ref 335). Porosity is considered as an inherent defect, occurring due to the intrinsic nature of even a controlled AM process. Pores are always present, but the population of inherent defects is strongly influenced by the AM process execution details (parameters, hardware), the material feedstock, and the amount of process development and control. Powder bed methods are particularly susceptible to porosity, generally due low volumetric energy density that result from un-optimized build parameters (Ref 336,337,338,339). Spherical powder feedstock and tight particle size distribution (PSD) help alleviate these issues, likely influencing adoption as standard practice for powder-based AM.
High thermal stresses, especially those AM methods involving melting of the feedstock, can cause microcracking within printed structures. This is prominent in high melting point alloys where the temperature differential between the build plate and the melt pool are larger, as well as in brittle alloys that cannot withstand significant residual stresses before cracking. Stress buildup is also common in cold spray where high velocity particle impact on the build surface causes plastic deformation, work hardening the material as it is deposited (Ref 87). Preheating build platforms and post-processing heat treatments help alleviate these microstructural defects. However, while heat treatments can frequently alleviate thermal or mechanical residual stresses, severe stresses may still cause deformation and cause out of tolerance conditions of the component (Ref 340). Lessons learned from traditional sintered powder metallurgy as well as the welding field provide valuable insight to the origin and mitigation of microstructural imperfections that can severely impact metal AM processes (Ref 341).
AM of metals can also lead to unique microstructural features not common in traditional subtractive manufacturing methods from feedstocks formed by casting, forging, or rolling. Effectively “seeding” crystallographic growth of the newly deposited material (on the build plate or previous layers) is not uncommon. This layer-to-layer translation leads to columnar grains across build layers, producing unique grain morphologies shown in Fig. 15 (Ref 342). In conjunction with this grain morphology, preferred crystallographic texture has been observed in metal AM parts, driving the underlying microstructure away from randomly oriented grain isotropy toward anisotropy (Ref 343). Hence, care must be taken in understanding microstructural evolution as a function AM processes, parameters, and heat treatments for the specified alloy since anisotropic materials have properties dependent on build direction (Ref 161, 344,345,346). This can impact the end performance of the properties positively or negatively depending on the desired application (e.g., single crystal turbine blades) (Ref 347).

As-built microstructure of Inconel 625 for the different metal AM processes with build direction (Z) noted by the arrow for all processes. Microstructures from A thru G based on (Ref 317); Image H for AFS-D adopted from (Ref 75). Reprinted from Materials Science and Engineering: A, Vol 694, O.G. Rivera, P.G. Allison, J.B. Jordon, O.L. Rodriguez, L.N. Brewer, Z. McClelland, W.R. Whittington, D. Francis, J. Su, R.L. Martens, N. Hardwick, Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing, Pages 1-9, Copyright 2017, with permission from Elsevier; Image I courtesy of Fabrisonic. Note: Scales vary to provide the best definition of the as-built microstructure
Texture evolution is not the same across metal AM build methods either. L-PBF or EB-PBF frequently have Z-directional (build direction) texture due to the insulating nature of the unused powder feedstock in the XY-plane and the dense build structure in the Z-direction. The resulting temperature gradient dictates columnar/textural evolution (Ref 78, 348,349,350,351). However, DED methods such as LP-DED can have X-, Y-, and Z-dependent textural components (Ref 352, 353). UAM has also been shown to produce preferred texture due to extreme plastic deformation, though some are more reminiscent of traditional rolling textures that are also produced through extreme plastic deformation (Ref 354). Other AM methods have the opposite phenomenon, such as cold spray producing planar grains normal to the build direction (Ref 257). AFS-D has such extreme plastic deformation that recrystallization occurs during the printing process identically to traditional FSW microstructures (Ref 75).
Many common aerospace alloys, such as Inconel 625, Stainless 316L, and Ti-6V-4Al are capable of being built using all the AM processes shown in Table 1. Figure 15 shows micrographs of Inconel 625 built using each of the AM processes. The as-built microstructures are observed to various remnants from the build process, while Fig. 16 shows the microstructural evolution of 625 after stress relief, HIP, and solution annealing.

Inconel 625 from AM processes after Stress Relief, HIP, and Solution Annealing per AMS 7000. All images courtesy NASA/UTEP. AFS-D and UAM not shown since comparable heat treatments were not available.
Both Inconel 625 and Inconel 718 form a delicate balance of metastable phases to produce a wide range of mechanical properties. Figure 17 shows distinct differences in microstructure and mechanical properties of 718, based on AMS 5663 heat treatment, that can be attributed to noticeably different grain size and morphology, intrinsic to the different AM processes (Ref 90). In wrought 718, these phases can be tuned by the melting and billet forging processes. By comparison for AM processes, these phases may be carried over from the feedstock (particularly in wire), but phase development is driven primarily by energy input into the feedstock as it melts and by the amount of excess energy absorbed by the material that was previously deposited. In Fig. 18, it is apparent that as laser power (and spot size) increases, both grain size and shape becomes less consistent in Inconel 625 LP-DED. This may be attributed to the physics of the melted area as it cools—as laser power increases, local heat increases, and the local freeze time also increases. The larger grain size from the build is also carried through when fully stress relieved, HIP’d and solution annealed based on AMS7000 (shown in bottom images of Fig. 18). This phenomenon exacerbates the anisotropic nature of metal AM parts.

Comparison of Inconel 718 tensile properties of select AM processes (L-PBF, LP-DED, AW-DED) compared to wrought using AMS 5663 heat treatment. Adapted from (Ref 90).

Comparison of different spot size and power parameters for Inconel 625 LP-DED shown as-built and after stress relief, HIP, solution annealing (per ASM 7000). Build direction is denoted with the arrow for all images
Post-processing improves the physical and metallurgical properties of AM parts. The typical post-processing path is heat treatment to reduce residual stresses from the AM process (also known as a stress relief), followed by a HIP treatment, and concluded with a solutionize and aging process (depending on the alloy and design requirements). A homogenization step can replace the HIP step at similar temperatures and time, although a HIP is preferred to help alleviate any porosity.
The stress relief process is performed below the solution temperature of the material. The residual stresses are reduced through repeated thermal cycling, which causes in local expansion and contraction (Ref 340). Most important to metal AM parts, this step reduces local stress concentrations in corners, small radii, and edges that may have developed during the printing process and may simplify post-processing machining. However, stress relieving can subtly change the dimensioning on built components, bringing them out of tolerance if not properly planned for.
Once stress relieved, it may be necessary to perform a HIP treatment. The HIP process is performed above the solution temperature of the material, aims to reduce porosity (i.e., increase material density, reduce gas permeability), reduce the magnitude of anisotropy, and improve mechanical properties through the reduction of microstructural defects. The HIP process typically results in minor part shrinkage relative to the amount of porosity removed from the part (Ref 355). Following the HIP, further refinement to the microstructure may be necessary through a more traditional solution and aging process depending on the alloy. There is a cumulative change in physical dimensions caused by heat treatments, and designs must include sufficient excess material for post heat treatment cleanup, otherwise the components may not meet geometric requirements.
For some materials such as refractory alloys with high melt temperatures, effective heat treatments for full recrystallization is difficult to achieve and can require specialized facilities outside of conventional treatment furnaces or HIP facilities. Anisotropic microstructures may not be mitigated for these materials, and variability in properties along different build directions is likely (Ref 356,357,358,359,360). The material selection should also include the available supply chain capabilities for post-processing.
5 Performance of AM Aerospace Components
The successful implementation of AM with selection based on the attributes discussed can and should lead to a performance increase, whether technical (e.g., reduced mass, high fuel efficiency, etc.) or programmatic (e.g., cost, schedule, reliability, etc.). Technical performance can be the result of functional gains in engineering disciplines such as mechanical, heat transfer, fluid dynamics, electromagnetic, and others with new design freedoms (Ref 361). This end-use performance is the culmination of the proper design for AM, process control and repeatability, and metallurgical characteristics (Ref 232). AM is still a relatively new field in manufacturing and lacks the decades of experience compared to traditional processes (Ref 362). Many studies have been conducted to provide a better understanding of the geometric limitations of each of the processes (Ref 269, 272), the resulting metallurgical characteristics (Ref 15, 40, 363), and proper approaches to qualify for human spaceflight and aviation (Ref 301, 313, 314).
Even with the rapid maturity and industrialization of AM into aerospace applications, there are often unique lessons learned for each part and a proper path toward qualification and production. While the lifecycle for AM and the attributes were discussed, some of the specific details were not covered. Performance may not always meet the intended requirements from the first part produced using an AM process. Many nuances from each process lifecycle steps should be carefully examined early in the design phase to understand risks, potential mitigation steps, or fixes to ensure a controlled and repeatable process leading into ongoing production (Ref 364). Examples of AM process lifecycle details that can be considered are shown in Fig. 19. Each of these inputs can have an impact on the end-use performance. It is recognized that these steps and inputs are not fully inclusive and not feasible to cover all aspects of every AM process, specifically process hardware, parameters, and feedstock considerations. Some of the AM processes have less variables to consider (under feedstock or parameters). However, a majority of the process steps including design, post-processing, metal alloy, and assembly and checkout will apply to most of the AM processes for aerospace parts.

Detailed lifecycle AM process step considerations that can impact performance
Performance improvements might be feasible by combining multiple AM processes to build the end part. Hybrid manufacturing can deliver the unique advantages of multiple AM processes such as feature resolution and deposition for both technical and programmatic performance increases. However, this option can also increase the number of potential failures and increase traceability required in the process to achieve a proper qualification for a production program. Other advantages are seen with part consolidation but may be limited if used for MRO where form-fit-function requirements are established (Ref 9). This is both part-level and organizational dependent as various levels of risk-reward may be viewed. Ultimately, performance will require careful attention to each of the lifecycle steps to produce a part that meets metallurgical characteristics and properties, design intent, and an affordable path toward qualification for the part in service.
6 Conclusions
Applications of metal AM in aerospace are becoming more popular, and technical manufacturing capabilities continue to advance. As the list of AM processes available grows, the trade space becomes exponentially more complex. Due to the stringent need for aerospace components to be safe, reliable, and repeatable, it is fundamental that the AM process lifecycle must be considered in full. It must also be understood that the AM process selection is an integrated and iterative activity. This article provides insight to each phase of the AM lifecycle (e.g., design, AM processing, post-processing, and part in service) and provides a foundation for a designer to analyze and down select an appropriate AM process. The types of AM processes discussed in this article include powder bed fusion (PBF), directed energy deposition (DED), and solid-state processes. The specific processes included Laser PBF (L-PBF), and Electron Beam PBF (EB-PBF), Laser Powder DED (LP-DED), Laser Wire DED (LW-DED), Arc Wire DED (AW-DED), Electron Beam Wire DED (EBW-DED), cold spray (CS), Additive Friction Stir Deposition (AFS-D), and Ultrasonic Additive Manufacturing (UAM). Each of these AM processes have matured to a minimum technology readiness level (TRL) of at least 6 for aerospace components, with many being used in active launch vehicles and commercial and military aircraft.
Many factors of the AM lifecycle are intertwined yet may be first seen in their respective cycle phase. For the design phase, the build factors and the supply chain must be considered. Component considerations include part size, complexity, feature resolution, build rates, feedstock, multi-alloy, process economics, and maturity. Commonly used and available metals and alloys are nickel and iron alloys, titanium alloys, aluminum alloys, stainless steel, and cobalt alloys. Refractory metals are also used. Each AM process has unique advantages and disadvantages for use of each family and type of alloy and availability of feedstocks varies.
Component performance requires attention to each lifecycle step to produce a part that meets metallurgical and design requirements. The AM process step will have considerable effects on part performance ranging from microstructural differences (affecting material or mechanical properties) to macrostructural features (altering surface roughness and waviness, impacting geometric tolerances, etc.). Each AM process has unique characteristics with advantages and disadvantages. The AM processes are ultimately complementary to each other with uniqueness based on the part requirements. Many processes may be used across the entire system assembly. Regardless of the AM process chosen, it must be well-defined, repeatable, and produce high quality metallurgy and features.
Processes will continue to evolve as new technologies are developed. Some enhancements may include finer resolution, increased deposition rates while maintaining fine geometric features, reduced roughness and optimized material properties, new alloys and combination of alloys that will allow for new designs to be realized. A part’s performance ultimately depends on each step of the AM lifecycle and implemented in the design phase. The proper AM process selection provides the resulting metallurgical characteristics and resulting properties based on parameters and feedstock and also controls the end geometry, including proper post-processing. The metallurgical characteristics from each AM process is unique in the as-built microstructure, resulting anisotropy from build parameters and design (build direction). Post-processing is a critical step with specific focus on heat treatments to obtain the desired properties.
While AM processes encompass substantially more than may be documented in a single manuscript, it is of paramount importance that future work continues to advance fundamental characterizations of metallurgical phenomena and effects of AM process parameters, distill and disseminate academic and industry results, analyze the benefits and drawbacks as AM processes mature, and ultimately provide a holistic view for application in the commercial realm for aerospace environments. It is the coupling of didactic academic studies, applied research, and industry application that has led and will continue to lead to game-changing technology breakthroughs in additive manufacturing.
References
B. Blakey-Milner, P. Gradl, G. Snedden, M. Brooks, J. Pitot, E. Lopez, M. Leary, F. Berto and A. du Plessis, Metal Additive Manufacturing in Aerospace: A Review, Mater. Des., 2021, 209, p 110008. https://doi.org/10.1016/j.matdes.2021.110008
S.C. Altıparmak and B. Xiao, A Market Assessment of Additive Manufacturing Potential for the Aerospace Industry, J. Manuf. Process., 2021, 68, p 728–738. https://doi.org/10.1016/j.jmapro.2021.05.072
R. Liu, Z. Wang, T. Sparks, F. Liou and J. Newkirk, Aerospace Applications of Laser Additive Manufacturing, Laser Addit Manuf. Mater. Des. Technol. Appl., 2017 https://doi.org/10.1016/B978-0-08-100433-3.00013-0
M.O. Oyesola, K. Mpofu, N.R. Mathe and I.A. Daniyan, Hybrid-additive Manufacturing Cost Model: A Sustainable Through-Life Engineering Support for Maintenance Repair Overhaul in the Aerospace, Proced. Manuf., 2020 https://doi.org/10.1016/j.promfg.2020.07.019
N. Wortmann, C. Jürgenhake, T. Seidenberg, R. Dumitrescu and D. Krause, Methodical Approach for Process Selection in Additive Manufacturing, Proc. Int. Conf. Eng. Des., 2019 https://doi.org/10.1017/dsi.2019.82
H. Bikas, S. Koutsoukos and P. Stavropoulos, A Decision Support Method for Evaluation and Process Selection of Additive Manufacturing, Proc. CIRP., 2019, 81, p 1107–1112. https://doi.org/10.1016/j.procir.2019.03.261
F. Froes, R. Boyer and B. Dutta, Introduction to Aerospace Materials Requirements and the Role of Additive Manufacturing, Addit. Manuf. Aerosp. Ind., 2019 https://doi.org/10.1016/B978-0-12-814062-8.00001-7
M. Gorelik, Additive Manufacturing in the Context of Structural Integrity, Int. J. Fatigue., 2017, 94, p 168–177. https://doi.org/10.1016/j.ijfatigue.2016.07.005
A. Uriondo, M. Esperon-Miguez and S. Perinpanayagam, The Present and Future of Additive Manufacturing in the Aerospace Sector: A Review of Important Aspects, Proc. Inst Mech. Eng. Part G J. Aerosp. Eng., 2015, 229, p 2132–2147. https://doi.org/10.1177/0954410014568797
S. Kadkhoda-Ahmadi, A. Hassan and E. Asadollahi-Yazdi, Process and Resource Selection Methodology in Design for Additive Manufacturing, Int. J. Adv. Manuf. Technol., 2019, 104, p 2013–2029. https://doi.org/10.1007/s00170-019-03991-w
V.C. Sobota, G. van de Kaa, T. Luomaranta, M. Martinsuo and J. Roland Ortt, Factors for Metal Additive Manufacturing Technology Selection, J. Manuf. Technol. Manag., 2021, 32, p 1741–1779. https://doi.org/10.1108/JMTM-12-2019-0448
R. Russell, NASA’s Plans for Development of a Standard for Additively Manufactured Components, J. Mater. Eng. Perform., 2019, 28, p 1924–1928. https://doi.org/10.1007/s11665-019-03939-x
J.R. Müller, M. Panarotto, J. Malmqvist and O. Isaksson, Lifecycle Design and Management of Additive Manufacturing Technologies, Procedia Manuf., 2018, 19, p 135–142. https://doi.org/10.1016/j.promfg.2018.01.019
J.J. Lewandowski and M. Seifi, Metal Additive Manufacturing: A Review of Mechanical Properties, Annu. Rev. Mater. Res., 2016, 46, p 151–186. https://doi.org/10.1146/annurev-matsci-070115-032024
W.E. Frazier, Metal Additive Manufacturing: A Review, J. Mater. Eng. Perform., 2014, 23, p 1917–1928. https://doi.org/10.1007/s11665-014-0958-z
P. Oliveira, A.D. Lalonde, and J. Ma, Processing Parameters in Laser Powder Bed Fusion Metal Additive Manufacturing, (2020). https://doi.org/10.1016/j.matdes.2020.108762
D.D. Gu, W. Meiners, K. Wissenbach and R. Poprawe, Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms, Int. Mater. Rev., 2012, 57, p 133–164. https://doi.org/10.1179/1743280411Y.0000000014
A. du Plessis, I. Yadroitsava and I. Yadroitsev, Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on x-ray Tomography Insights, Mater. Des., 2020, 187, p 108385. https://doi.org/10.1016/J.MATDES.2019.108385
F. Martina, M. Mehrpouya, A. Gisario, M. Kazarian, F. Martina and M. Mehrpouya, Metal Additive Manufacturing in the Commercial Aviation Industry: A Review, J. Manuf. Syst., 2019, 53, p 124–149. https://doi.org/10.1016/j.jmsy.2019.08.005
S. Nelaturi, W. Kim and T. Kurtoglu, Manufacturability Feedback and Model Correction for Additive Manufacturing, J. Manuf. Sci. Eng., 2015 https://doi.org/10.1115/1.4029374
E. Dalpadulo, F. Pini and F. Leali, Assessment of Design for Additive Manufacturing Based on CAD Platforms, Lect. Notes Mech. Eng., 2019 https://doi.org/10.1007/978-3-030-31154-4_83
B.H. Jared, M.A. Aguilo, L.L. Beghini, B.L. Boyce, B.W. Clark, A. Cook, B.J. Kaehr and J. Robbins, Additive Manufacturing: Toward Holistic Design, Scr. Mater., 2017, 135, p 141–147. https://doi.org/10.1016/j.scriptamat.2017.02.029
A. International, Standard Terminology for Additive Manufacturing: General Principles—Terminology, Astm.Org. (2015). https://www.astm.org/Standards/ISOASTM52900.htm
B. Barroqueiro, A. Andrade-Campos, R.A.F. Valente and V. Neto, Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review, J. Manuf. Mater. Process., 2019, 3, p 1–21. https://doi.org/10.3390/jmmp3030052
W.J. Sames, F.A. List, S. Pannala, R.R. Dehoff and S.S. Babu, The Metallurgy and Processing Science of Metal Additive Manufacturing, Int. Mater. Rev., 2016, 61, p 315–360. https://doi.org/10.1080/09506608.2015.1116649
T.D. Ngo, A. Kashani, G. Imbalzano, K.T.Q. Nguyen and D. Hui, Additive Manufacturing (3D printing): A Review of Materials, Methods, Applications and Challenges, Compos. Part B Eng., 2018, 143, p 172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
D. Ding, Z. Pan, D. Cuiuri and H. Li, Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests, Int. J. Adv. Manuf. Technol., 2015, 81, p 465–481. https://doi.org/10.1007/s00170-015-7077-3
N. Tuncer and A. Bose, Solid-State Metal Additive Manufacturing: A Review, Jom., 2020, 72, p 3090–3111. https://doi.org/10.1007/s11837-020-04260-y
P. Bidare, I. Bitharas, R.M. Ward, M.M. Attallah and A.J. Moore, Fluid and Particle Dynamics In Laser Powder Bed Fusion, Acta Mater., 2018, 142, p 107–120. https://doi.org/10.1016/j.actamat.2017.09.051
O. Mireles, J. Caffrey, T. Godfroy, O. Rodriguez, and C. Cox, Additive Manufacture of U-8Mo for LEU Space Nuclear Power Systems, in: Proc. JANNAF Addit. Manuf. TIM, 2020: p. 7523
X. Peng, L. Kong, J.Y.H. Fuh and H. Wang, A Review of Post-Processing Technologies in Additive Manufacturing, J. Manuf. Mater. Process., 2021 https://doi.org/10.3390/jmmp5020038
D. Zhang, S. Sun, D. Qiu, M.A. Gibson, M.S. Dargusch, M. Brandt, M. Qian and M. Easton, Metal Alloys for Fusion-Based Additive Manufacturing, Adv. Eng. Mater., 2018, 20, p 1700952. https://doi.org/10.1002/ADEM.201700952
A.W. Gebisa, and H.G. Lemu, Additive Manufacturing for the Manufacture of Gas Turbine Engine Components: Literature Review and Future Perspectives, in ASME Turbo Expo 2018 Turbomachinery Technical Conference and Exposition, Oslo, Norway, (2018). https://doi.org/10.1115/GT2018-76686
B.N. Bhat Ed., Aerospace Materials and Applications, American Institute of Aeronautics and Astronautics Inc, Reston, 2018 https://doi.org/10.2514/4.104893
S. Cooke, K. Ahmadi, S. Willerth and R. Herring, Metal Additive Manufacturing: Technology, Metallurgy and Modelling, J. Manuf. Process., 2020, 57, p 978–1003. https://doi.org/10.1016/j.jmapro.2020.07.025
Impact Innovations. The Right Materials for Cold Spraying, (2021). https://impact-innovations.com/en/materials/ (Accessed 28 Sept 2021)
Fabrisonic 3D Printing|3D Printing Without Melting, (n.d.). https://fabrisonic.com/ (Accessed 28 Sept 2021)
VRC Metal System|The Leaders in Cold Spray Technology, (n.d.). https://vrcmetalsystems.com/ (Accessed 28 Sept 2021)
Materials of Your Choice: MELD Manufacturing, (n.d.). http://meldmanufacturing.com/materials-of-your-choice/ (Accessed 28 Sept 2021).
T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A. Wilson-Heid, A. De and W. Zhang, Additive Manufacturing of Metallic Components: Process, Structure and Properties, Prog. Mater. Sci., 2018, 92, p 112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
D. Herzog, V. Seyda, E. Wycisk and C. Emmelmann, Additive Manufacturing of Metals, Acta Mater., 2016, 117, p 371–392. https://doi.org/10.1016/J.ACTAMAT.2016.07.019
P.R. Gradl, T.W. Teasley, C.S. Protz, C. Katsarelis, and P. Chen, Process Development and Hot-fire Testing of Additively Manufactured NASA HR-1 for Liquid Rocket Engine Applications, in AIAA Propuls. Energy 2021, (2021): pp. 1–23. https://doi.org/10.2514/6.2021-3236
J. Lee, Hydrogen embrittlement, (2016). https://ntrs.nasa.gov/
M. Perrut, P. Caron, M. Thomas and A. Couret, High Temperature Materials for Aerospace Applications: Ni-Based Superalloys and γ-TiAl Alloys, Comptes Rendus Phys., 2018, 19, p 657–671. https://doi.org/10.1016/J.CRHY.2018.10.002
P.R. Gradl, S.E. Greene, C. Protz, B. Bullard, J. Buzzell, C. Garcia, J. Wood, K. Cooper, J. Hulka, and R. Osborne, Additive Manufacturing of Liquid Rocket Engine Combustion Devices: A Summary of Process Developments and Hot-Fire Testing Results, in 2018 Joint Propulsion Conference, American Institute of Aeronautics and Astronautics Inc, AIAA, (2018). https://doi.org/10.2514/6.2018-4625
K. Minet, A. Saharan, A. Loesser and N. Raitanen, Superalloys, Powders, Process Monitoring in Additive Manufacturing, Addit. Manuf. Aerosp. Ind., 2019 https://doi.org/10.1016/B978-0-12-814062-8.00009-1
E. Akca and A. Gürsel, A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy, Period. Eng. Nat. Sci, 2015 https://doi.org/10.21533/pen.v3i1.43
Z. Liu, B. He, T. Lyu and Y. Zou, A Review on Additive Manufacturing of Titanium Alloys for Aerospace Applications: Directed Energy Deposition and Beyond Ti-6Al-4V, Jom, 2021 https://doi.org/10.1007/s11837-021-04670-6
B. Dutta and F.H. Froes, The Additive Manufacturing (AM) of Titanium Alloys, Titan. Powder Metall., 2015 https://doi.org/10.1016/b978-0-12-800054-0.00024-1
N.T. Aboulkhair, M. Simonelli, L. Parry, I. Ashcroft, C. Tuck and R. Hague, 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys Using Selective Laser Melting, Prog. Mater. Sci., 2019, 106, p 100578. https://doi.org/10.1016/J.PMATSCI.2019.100578
R. Ghiaasiaan, M. Muhammad, P.R. Gradl, S. Shao and N. Shamsaei, Superior Tensile Properties of Hastelloy X Enabled by Additive Manufacturing, Mater. Res. Lett., 2021, 9, p 308–314. https://doi.org/10.1080/21663831.2021.1911870
S.C. Altıparmak, V.A. Yardley, Z. Shi and J. Lin, Challenges in Additive Manufacturing of High-Strength Aluminium Alloys and Current Developments in Hybrid Additive Manufacturing, Int. J. Light. Mater. Manuf., 2021, 4, p 246–261. https://doi.org/10.1016/J.IJLMM.2020.12.004
R.A. Michi, A. Plotkowski, A. Shyam, R.R. Dehoff and S.S. Babu, Towards High-Temperature Applications of Aluminium Alloys Enabled by Additive Manufacturing, Int. Mater. Rev., 2021 https://doi.org/10.1080/09506608.2021.1951580
W. Wibel and P. Ehrhard, Experiments on the Laminar/Turbulent Transition of Liquid Flows in Rectangular Microchannels, Heat Transf. Eng., 2009, 30, p 70–77. https://doi.org/10.1080/01457630802293449
A. Hemmasian Ettefagh, S. Guo and J. Raush, Corrosion Performance of Additively Manufactured Stainless Steel Parts: A Review, Addit. Manuf., 2020, 37, p 101689. https://doi.org/10.1016/j.addma.2020.101689
A. Adeyemi, E.T. Akinlabi and R.M. Mahamood, Powder Bed Based Laser Additive Manufacturing Process of Stainless Steel: A Review, Mater. Today Proc., 2018, 5, p 18510–18517. https://doi.org/10.1016/J.MATPR.2018.06.193
W.M. Garrison, Ultrahigh-Strength Steels for Aerospace Applications, JOM, 1990, 42(5), p 20–24. https://doi.org/10.1007/BF03220942
F. Yan, J. Yan and D. Linder, Understanding Hot Cracking of Steels during Rapid Solidification: An ICME Approach, Mater. Proc., 2021, 3, p 30. https://doi.org/10.3390/iec2m-09254
N. Haghdadi, M. Laleh, M. Moyle and S. Primig, Additive Manufacturing of Steels: A Review of Achievements and Challenges, J. Mater. Sci., 2021, 56, p 64–107. https://doi.org/10.1007/s10853-020-05109-0
G.J. Schiller, Additive Manufacturing for Aerospace, IEEE Aerosp. Conf. Proc., 2015 https://doi.org/10.1109/AERO.2015.7118958
F. Kerstens, A. Cervone and P. Gradl, End to End Process Evaluation for Additively Manufactured Liquid Rocket Engine Thrust Chambers, Acta Astronaut., 2021, 182, p 454–465. https://doi.org/10.1016/j.actaastro.2021.02.034
T.J. Horn, and D. Gamzina, Additive Manufacturing of Copper and Copper Alloys, in Additive Manufacturing Processes, ASM International, (2020), pp. 388–418. https://doi.org/10.31399/asm.hb.v24.a0006579
C. Zeng, H. Wen, B.C. Bernard, H. Ding, J.R. Raush, P.R. Gradl, M. Khonsari and S. Guo, Tensile Properties of Additively Manufactured C-18150 Copper Alloys, Met. Mater. Int., 2021, 2021, p 1–13. https://doi.org/10.1007/S12540-021-01052-0
Y. Li, Z. Feng, L. Hao, L. Huang, C. Xin, Y. Wang, E. Bilotti, K. Essa, H. Zhang, Z. Li, F. Yan and T. Peijs, A Review on Functionally Graded Materials and Structures via Additive Manufacturing: From Multi-Scale Design to Versatile Functional Properties, Adv. Mater. Technol., 2020, 5, p 1900981. https://doi.org/10.1002/ADMT.201900981
A. Reichardt, A.A. Shapiro, R. Otis, R.P. Dillon, J.P. Borgonia, B.W. McEnerney, P. Hosemann and A.M. Beese, Advances in Additive Manufacturing of Metal-Based Functionally Graded Materials, Int. Mater. Rev., 2020, 66, p 1–29. https://doi.org/10.1080/09506608.2019.1709354
M. Ansari, E. Jabari and E. Toyserkani, Opportunities and Challenges in Additive Manufacturing of Functionally Graded Metallic Materials via Powder-Fed Laser Directed Energy Deposition: A Review, J. Mater. Process. Technol., 2021, 294, p 117117. https://doi.org/10.1016/j.jmatprotec.2021.117117
R. Ghanavati and H. Naffakh-Moosavy, Additive Manufacturing of Functionally Graded Metallic Materials: A Review of Experimental and Numerical Studies, J. Mater. Res. Technol., 2021, 13, p 1628–1664. https://doi.org/10.1016/J.JMRT.2021.05.022
B.J. Phillips, D.Z. Avery, T. Liu, O.L. Rodriguez, C.J.T. Mason, J.B. Jordon, L.N. Brewer and P.G. Allison, Microstructure-Deformation Relationship of Additive Friction Stir-Deposition Al-Mg-Si, Materialia, 2019 https://doi.org/10.1016/j.mtla.2019.100387
O. Mireles, Additive Manufacture of Refractory Metals for Aerospace Applications, in AIAA Propuls. Energy 2020 Forum, (2021), pp. 1–9. https://doi.org/10.2514/6.2021-3234
R.K. Enneti, J.L. Trasorras and H. Kestler, Additive Manufacturing of Tungsten, Molybdenum, and Cemented Carbides, Addit. Manuf. Process., 2020, 24, p 380–387. https://doi.org/10.31399/asm.hb.v24.a0006583
D.M. Jafarlou, B.C. Sousa, M.A. Gleason, G. Ferguson, A.T. Nardi, D.L. Cote and I.R. Grosse, Solid-State Additive Manufacturing of Tantalum Using High-Pressure Cold Gas-Dynamic Spray, Addit. Manuf., 2021, 47, p 102243. https://doi.org/10.1016/J.ADDMA.2021.102243
K. Amato, J. Hernandez, L.E. Murr, E. Martinez, S.M. Gaytan, P.W. Shindo and S. Collins, Comparison of Microstructures and Properties for a Ni-Base Superalloy (Alloy 625) Fabricated by Electron Beam Melting, J. Mater. Sci. Res., 2012, 1, p p3. https://doi.org/10.5539/JMSR.V1N2P3
L.E. Murr, S.M. Gaytan, D.A. Ramirez, E. Martinez, J. Hernandez, K.N. Amato, P.W. Shindo, F.R. Medina and R.B. Wicker, Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies, J. Mater. Sci. Technol., 2012, 28, p 1–14. https://doi.org/10.1016/S1005-0302(12)60016-4
A.N. Jinoop, C.P. Paul and K.S. Bindra, Laser-Assisted Directed Energy Deposition of Nickel Super Alloys: A Review, Proc. Inst. Mech Eng. Part L J. Mater. Des. Appl., 2019, 233, p 2376–2400. https://doi.org/10.1177/1464420719852658
O.G. Rivera, P.G. Allison, J.B. Jordon, O.L. Rodriguez, L.N. Brewer, Z. McClelland, W.R. Whittington, D. Francis, J. Su, R.L. Martens and N. Hardwick, Microstructures and Mechanical Behavior of Inconel 625 Fabricated by Solid-State Additive Manufacturing, Mater. Sci. Eng. A., 2017, 694, p 1–9. https://doi.org/10.1016/j.msea.2017.03.105
G. Marchese, X. Garmendia, F. Calignano, and D. Manfredi, Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition, ResearchGate. (2017). https://www.researchgate.net/publication/311675815_Characterization_and_Comparison_of_Inconel_625_Processed_by_Selective_Laser_Melting_and_Laser_Metal_Deposition
G. Mladenov, E. Koleva, L. Koleva and V. Dzharov, State of the Arts of Additive Manufacturing by Selective Electron Beam Melting, Electrotech. Electron., 2016, 51, p 14–24.
Z. Tian, C. Zhang, D. Wang, W. Liu, X. Fang, W. Daniel, Y. Zhao and T. Tian, A Review on Laser Powder Bed Fusion of Inconel 625, Appl. Scien., 2020 https://doi.org/10.3390/app10010081
J.-R. Zhao, F.-Y. Hung, C.-S. Lu and I.-C. Lai, Comparison of Laser Powder Bed Fusion and Cast Inconel 713 Alloy in Terms of Their Microstructure, Mechanical Properties, and Fatigue Life, Adv. Eng. Mater., 2021, 23, p 2001366. https://doi.org/10.1002/ADEM.202001366
R. Udroiu, Additive Manufacturing Technologies Used for Superalloys Processing, MATEC Web Conf., 2014, 94, p 35–41.
W. Wong, E. Irissou, P. Vo, M. Sone, F. Bernier, J.-G. Legoux, H. Fukanuma and S. Yue, Cold Spray Forming of Inconel 718, J. Therm. Spray Technol, 2012, 22(2), p 413–421. https://doi.org/10.1007/S11666-012-9827-1
P. Kumar, J. Farah, J. Akram, C. Teng, J. Ginn and M. Misra, Influence of Processing Parameters on Properties of Inconel 718, Int. J. Adv. Manuf. Technol., 2019, 103, p 1497–1507.
M.M. Kirka, F. Medina, R. Dehoff and A. Okello, Mechanical Behavior of Post-Processed Inconel 718 Manufactured Through the Electron Beam Melting Process, Mater. Sci. Eng. A., 2017, 680, p 338–346. https://doi.org/10.1016/J.MSEA.2016.10.069
A.N. Jinoop, C.P. Paul, S.K. Mishra and K.S. Bindra, Laser Additive Manufacturing Using Directed Energy Deposition of Inconel-718 Wall Structures with Tailored Characteristics, Vacuum, 2019, 166, p 270–278. https://doi.org/10.1016/j.vacuum.2019.05.027
X. Wang, X. Gong and K. Chou, Review on Powder-Bed Laser Additive Manufacturing of Inconel 718 Parts, Proc. Inst Mech. Eng. Part B J. Eng. Manuf., 2017, 231, p 1890–1903. https://doi.org/10.1177/0954405415619883
P. Karimi, E. Sadeghi, J. Ålgårdh, P. Harlin and J. Andersson, Effect of Build Location on Microstructural Characteristics and Corrosion Behavior of EB-PBF BUILT ALLOY 718, Int. J. Adv. Manuf. Technol, 2020, 106(7), p 3597–3607. https://doi.org/10.1007/S00170-019-04859-9
S. Bagherifard, S. Monti, M.V. Zuccoli, M. Riccio, J. Kondás and M. Guagliano, Cold Spray Deposition for Additive Manufacturing of Freeform Structural Components Compared to Selective Laser Melting, Mater. Sci. Eng. A., 2018, 721, p 339–350. https://doi.org/10.1016/J.MSEA.2018.02.094
Y.-N. Zhang, X. Cao, P. Wanjara and M. Medraj, Tensile Properties of Laser Additive Manufactured Inconel 718 Using Filler Wire, J. Mater. Res, 2014, 29(17), p 2006–2020. https://doi.org/10.1557/JMR.2014.199
C.R. Cunningham, J.M. Flynn, A. Shokrani, V. Dhokia and S.T. Newman, Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing, Addit. Manuf., 2018, 22, p 672–686. https://doi.org/10.1016/J.ADDMA.2018.06.020
J. Schneider, Comparison of Microstructural Response to Heat Treatment of Inconel 718 Prepared by Three Different Metal Additive Manufacturing Processes, JOM, 2020, 72(3), p 1085–1091. https://doi.org/10.1007/S11837-020-04021-X
B. Lim, H. Chen, Z. Chen, N. Haghdadi, X. Liao, S. Primig, S.S. Babu, A.J. Breen and S.P. Ringer, Microstructure-Property Gradients in Ni-Based Superalloy (Inconel 738) Additively Manufactured Via Electron Beam Powder Bed Fusion, Addit. Manuf., 2021, 46, p 102121. https://doi.org/10.1016/J.ADDMA.2021.102121
A. Ramakrishnan and G.P. Dinda, Direct Laser Metal Deposition of Inconel 738, Mater. Sci. Eng. A., 2019, 740–741, p 1–13. https://doi.org/10.1016/J.MSEA.2018.10.020
K. Kunze, T. Etter, J. Grässlin and V. Shklover, Texture, Anisotropy in Microstructure and Mechanical Properties of IN738LC Alloy Processed by Selective Laser Melting (SLM), Mater. Sci. Eng. A., 2015, 620, p 213–222.
N. Menon, T.H. Mahdi and A. Basak, Microstructure of In738Lc Fabricated Using Laser Powder Bed Fusion Additive Manufacturing, J. Turbomach., 2021 https://doi.org/10.1115/1.4052404
B.V. Padmini, D.G. Bhosale and H.B. Niranjan, A Study of T11 Boiler Steel Protection by Cold Sprayed Inconel 738 Coating Against High Temperature Erosion, Surf. Interfaces., 2021, 23, p 101002. https://doi.org/10.1016/J.SURFIN.2021.101002
J. Norrish, J. Polden and I. Richardson, A Review of Wire Arc Additive Manufacturing: Development, Principles, Process Physics, Implementation and Current Status, J. Phys. D. Appl. Phys., 2021, 54, p 473001. https://doi.org/10.1088/1361-6463/ac1e4a
P. Kanagarajah, F. Brenne, T. Niendorf and H.J. Maier, Inconel 939 Processed by Selective Laser Melting: Effect of Microstructure and Temperature on the Mechanical Properties under Static and Cyclic Loading, Mater. Sci. Eng. A., 2013, 588, p 188–195. https://doi.org/10.1016/J.MSEA.2013.09.025
Y. Li, X. Liang, Y. Yu, H. Li, W. Kan and F. Lin, Microstructures and Mechanical Properties Evolution of IN939 alloy during electron beam Selective Melting Process, J. Alloys Compd., 2021, 883, p 160934. https://doi.org/10.1016/J.JALLCOM.2021.160934
M.D. Barath Kumar and M. Manikandan, Assessment of Process, Parameters, Residual Stress Mitigation, Post Treatments and Finite Element Analysis Simulations of Wire Arc Additive Manufacturing Technique, Korean Inst. Metals Mater., 2021 https://doi.org/10.1007/s12540-021-01015-5
M. Romedenne, R. Pillai, M. Kirka and S. Dryepondt, High Temperature air Oxidation Behavior of Hastelloy X Processed by Electron Beam Melting (EBM) and Selective Laser Melting (SLM), Corros. Sci., 2020, 171, p 108647. https://doi.org/10.1016/J.CORSCI.2020.108647
D. Tomus, Y. Tian, P.A. Rometsch, M. Heilmaier and X. Wu, Influence of Post Heat Treatments on Anisotropy of Mechanical Behaviour and Microstructure of Hastelloy-X Parts Produced by Selective Laser Melting, Mater. Sci. Eng. A., 2016, 667, p 42–53. https://doi.org/10.1016/J.MSEA.2016.04.086
M. Dinovitzer, X. Chen, J. Laliberte, X. Huang and H. Frei, Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and microstructure, Addit. Manuf., 2019, 26, p 138–146. https://doi.org/10.1016/J.ADDMA.2018.12.013
C. Tan, F. Weng, S. Sui, Y. Chew and G. Bi, Progress and Perspectives in Laser Additive Manufacturing of Key Aeroengine Materials, Int. J. Mach. Tools Manuf., 2021 https://doi.org/10.1016/j.ijmachtools.2021.103804
T. Bauer, K. Dawson, A.B. Spierings, and K. Wegener, Microstructure and Mechanical Characterisation of SLM Processed Haynes® 230, in Proceedings of the 26th Annual International. Solid Freeform Fabrication Symposium, (2015) pp. 813–822. https://doi.org/10.3929/ethz-a-010584903.
N. Shamsaei, A. Yadollahi, L. Bian and S.M. Thompson, An Overview of Direct Laser Deposition for Additive Manufacturing; Part II: Mechanical behavior, Process Parameter Optimization and Control, Addit. Manuf., 2015, 8, p 12–35. https://doi.org/10.1016/j.addma.2015.07.002
M. Haack, M. Kuczyk, A. Seidel, E. López, F. Brueckner and C. Leyens, Comprehensive Study on the Formation of Grain Boundary Serrations in Additively Manufactured Haynes 230 Alloy, Mater. Charact., 2020, 160, p 110092. https://doi.org/10.1016/J.MATCHAR.2019.110092
Z. GaoLe, J. Yun, H. XiaoAn, H. Jia, W. JinWu and W. Yun, High-temperature Mechanical Properties of Nickel-Based Superalloys Manufactured by additive manufacturing, Mater. Sci. Technol., 2020, 36, p 1523–1533. https://doi.org/10.1080/02670836.2020.1799137
M.A. Alvin, Materials and Component Development for Advanced Turbine Systems: Project Summary, Proc. ASME Turbo Expo., 2010, 1, p 1005–1016. https://doi.org/10.1115/GT2010-23173
P.R. Gradl and C.S. Protz, Technology Advancements for Channel Wall Nozzle Manufacturing in Liquid Rocket Engines, Acta Astronaut., 2020 https://doi.org/10.1016/j.actaastro.2020.04.067
S. Rathee, M. Srivastava, P.M. Pandey, A. Mahawar and S. Shukla, Metal Additive Manufacturing Using Friction Stir Engineering: A Review on Microstructural Evolution, Tooling and Design Strategies, CIRP J. Manuf. Sci. Technol., 2021, 35, p 560–588. https://doi.org/10.1016/j.cirpj.2021.08.003
K.A. Unocic, M.M. Kirka, E. Cakmak, D. Greeley, A.O. Okello and S. Dryepondt, Evaluation of Additive Electron Beam Melting of Haynes 282 Alloy, Mater. Sci. Eng. A., 2020, 772, p 138607. https://doi.org/10.1016/J.MSEA.2019.138607
A. Kumar Srivastava, N. Kumar and A. Rai Dixit, Friction Stir Additive Manufacturing: An Innovative Tool to Enhance Mechanical and Microstructural Properties, Mater. Sci. Eng. B., 2021, 263, p 114832. https://doi.org/10.1016/J.MSEB.2020.114832
R. Ghiaasiaan, N. Ahmad, P.R. Gradl, S. Shao and N. Shamsaei, Additively Manufactured Haynes 282: Effect of Unimodal versus Bimodal γ’-Microstructure on Mechanical Properties, Mater. Sci. Eng. A., 2021 https://doi.org/10.1016/J.MSEA.2021.142234
T.A. Rodrigues, V. Duarte, R.M. Miranda, T.G. Santos and J.P. Oliveira, Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM), Materials (Basel), 2019 https://doi.org/10.3390/ma12071121
O. Marenych, A. Kostryzhev, C. Shen, Z. Pan, H. Li and S. van Duin, Precipitation Strengthening in Ni-Cu Alloys Fabricated Using Wire Arc Additive Manufacturing Technology, Metals (Basel), 2019 https://doi.org/10.3390/met9010105
A.R. Kannan, S.M. Kumar, R. Pramod, N.P. Kumar, N.S. Shanmugam and Y. Palguna, Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Bi-Metallic Structure, Sci. Technol. Weld. Join., 2020, 26, p 47–57. https://doi.org/10.1080/13621718.2020.1833140
E. Strandh, P. Mellin, S. Dubiez-Le Goff, J. Gårdstam, M. Ahlfors and A. Strondl, Surface Pick-Up of Argon During Hot Isostatic Pressing of Material Built by Laser Powder Bed Fusion, Addit. Manuf., 2021, 38, p 101763. https://doi.org/10.1016/j.addma.2020.101763
L.E. Murr, E. Martinez, X.M. Pan, S.M. Gaytan, J.A. Castro, C.A. Terrazas, F. Medina, R.B. Wicker and D.H. Abbott, Microstructures of Rene 142 Nickel-Based Superalloy Fabricated by Electron Beam Melting, Acta Mater., 2013, 61, p 4289–4296. https://doi.org/10.1016/J.ACTAMAT.2013.04.002
L. Sexton, S. Lavin, G. Byrne and A. Kennedy, Laser Cladding of Aerospace Materials, J. Mater. Process. Technol., 2002, 122, p 63–68. https://doi.org/10.1016/S0924-0136(01)01121-9
A. Basak, Additive manufacturing of high-gamma prime nickel-based superalloys through selective laser melting (SLM), in International Solid Freeform Fabrication Symposium— An Additive Manufacturing Conference SEF 2019. (2019), pp 554–575
S. Vezzù, S. Rech, E. Vedelago, G.P. Zanon, G. Alfeo, A. Scialpi and R. Huang, On Deposition of Waspaloy Coatings by Cold Spray, Surf. Eng., 2014, 30, p 342–351. https://doi.org/10.1179/1743294413Y.0000000199
N.I.S. Hussein, J. Segal, D.G. McCartney and I.R. Pashby, Microstructure Formation in Waspaloy Multilayer Builds Following Direct Metal Deposition with Laser and Wire, Mater. Sci. Eng. A., 2008, 497, p 260–269. https://doi.org/10.1016/J.MSEA.2008.07.021
K.A. Mumtaz, P. Erasenthiran and N. Hopkinson, High Density Selective Laser Melting of Waspaloy®, J. Mater. Process. Technol., 2008 https://doi.org/10.1016/j.jmatprotec.2007.04.117
A. Zadi-Maad, R. Rohib and A. Irawan, Additive Manufacturing for Steels: A Review, IOP Conf. Ser. Mater. Sci. Eng., 2018 https://doi.org/10.1088/1757-899X/285/1/012028
S.M. Thompson, L. Bian, N. Shamsaei and A. Yadollahi, An Overview of Direct Laser Deposition for Additive Manufacturing; Part I: Transport Phenomena, Modeling and Diagnostics, Addit. Manuf., 2015, 8, p 36–62. https://doi.org/10.1016/j.addma.2015.07.001
J. Wanwan, Z. Chaoqun, J. Shuoya, T. Yingtao, W. Daniel and L. Wen, Wire Arc Additive Manufacturing of Stainless Steels: A Review, Appl. Sci., 2020, 10(5), p 1563.
M. Galati, P. Minetola and G. Rizza, Surface Roughness Characterisation and Analysis of the Electron Beam Melting (EBM) Process, Materials (Basel), 2019 https://doi.org/10.3390/ma12132211
M. Marya, V. Singh, J.Y. Hascoet and S. Marya, A Metallurgical Investigation of the Direct Energy Deposition Surface Repair of Ferrous Alloys, J. Mater. Eng. Perform., 2018, 27, p 813–824. https://doi.org/10.1007/s11665-017-3117-5
P.D. Nezhadfar, P.R. Gradl and S. Shao, Microstructure and Deformation Behavior of Additively Manufactured 17–4 Stainless Steel: Laser Powder Bed Fusion versus Laser Powder Directed Energy Deposition, JOM, 2021 https://doi.org/10.1007/s11837-021-05032-y
M.Y. Panchenko, G.G. Maier, V.A. Moskvina, E.V. Melnikov, S.V. Astafurov, V.E. Rubtsov, E.A. Kolubaev and E.G. Astafurova, Microstructural Inhomogeneity of Phase Composition and Grain Structure in Electron Beam Wire-Feed Additive Manufactured AISI 304 stainless steel, AIP Conf. Proc., 2019, 2167, p 020261. https://doi.org/10.1063/1.5132128
V. Gopan, K.L.D. Wins and A. Surendran, Innovative Potential of Additive Friction Stir Deposition Among Current Laser Based Metal Additive Manufacturing Processes: A Review, CIRP J. Manuf. Sci. Technol., 2021, 32, p 228–248. https://doi.org/10.1016/J.CIRPJ.2020.12.004
J. Gordon, J. Hochhalter, C. Haden and D.G. Harlow, Enhancement in Fatigue Performance of Metastable Austenitic Stainless steel Through Directed Energy Deposition Additive Manufacturing, Mater. Des., 2019, 168, p 107630. https://doi.org/10.1016/j.matdes.2019.107630
H. Yeom, T. Dabney, N. Pocquette, K. Ross, F.E. Pfefferkorn and K. Sridharan, Cold Spray Deposition of 304L Stainless Steel to Mitigate Chloride-Induced Stress Corrosion Cracking in Canisters for Used Nuclear Fuel Storage, J. Nucl. Mater., 2020, 538, p 152254. https://doi.org/10.1016/J.JNUCMAT.2020.152254
M.O. Shaikh, C.C. Chen, H.C. Chiang, J.R. Chen, Y.C. Chou, T.Y. Kuo, K. Ameyama and C.H. Chuang, Additive Manufacturing Using Fine Wire-Based Laser Metal Deposition, Rapid Prototyp. J., 2020, 26, p 473–483. https://doi.org/10.1108/RPJ-04-2019-0110
V.R. Utyaganova, A.V. Filippov, N.N. Shamarin, A.V. Vorontsov, N.L. Savchenko, S.V. Fortuna, D.A. Gurianov, A.V. Chumaevskii, V.E. Rubtsov and S.Y. Tarasov, Controlling the Porosity Using Exponential Decay Heat Input Regimes During Electron Beam Wire-Feed Additive Manufacturing of Al-Mg Alloy, Int. J. Adv. Manuf. Technol., 2020, 108, p 2823–2838. https://doi.org/10.1007/s00170-020-05539-9
A. Hehr and M. Norfolk, A Comprehensive Review of Ultrasonic Additive Manufacturing, Rapid Prototyp. J., 2020, 26, p 445–458. https://doi.org/10.1108/RPJ-03-2019-0056
A. Sova, S. Grigoriev, A. Okunkova and I. Smurov, Cold Spray Deposition of 316L Stainless Steel Coatings on aluminium surface with Following Laser Post-Treatment, Surf. Coat. Technol., 2013, 235, p 283–289. https://doi.org/10.1016/J.SURFCOAT.2013.07.052
T.A. Kalashnikova, E.S. Khoroshko, A.V. Chumaevskii and A.V. Filippov, Surface Morphology of 321 Stainless Steel Obtained by Electron-Beam Wire-Feed Additive Manufacturing Technology, AIP Conf. Proc., 2018, 2051, p 020114. https://doi.org/10.1063/1.5083357
P.A. Kuznetsov, I.V. Shakirov, A.S. Zukov, V.V. Bobyr’ and M.V. Starytsin, Effect of Particle Size Distribution on the Structure and Mechanical Properties in the Process of Laser Powder Bed Fusion, J. Phys., 2021 https://doi.org/10.1088/1742-6596/1758/1/012021
S.M. Kumar, R. Sasikumar, A.R. Kannan, R. Pramod, N.P. Kumar, N.S. Shanmugam and M. Vishnukumar, Microstructural Administered Mechanical Properties and Corrosion Behaviour of Wire Plus Arc Additive Manufactured SS 321 Plate, Proc. Inst. Mech. Eng., Part C: J. Mech. Eng. Sci., 2021 https://doi.org/10.1177/09544062211042039
R. Duraisamy, S.M. Kumar, A.R. Kannan, N.S. Shanmugam and K. Sankaranarayanasamy, Fatigue Behavior of Austenitic Stainless Steel 347 Fabricated via Wire Arc Additive Manufacturing, J. Mater. Eng. Perform., 2021, 2021, p 1–7. https://doi.org/10.1007/S11665-021-06033-3
P. Wanjara, M. Brochu and M. Jahazi, Electron Beam Freeforming of Stainless Steel Using Solid Wire Feed, Mater. Des., 2007, 28, p 2278–2286. https://doi.org/10.1016/J.MATDES.2006.08.008
T. Han, C.H. Kuo, N. Sridharan, L.M. Headings, S.S. Babu and M.J. Dapino, Effect of Preheat Temperature and Post-Process Treatment on the MIcrostructure and Mechanical Properties of Stainless Steel 410 Made Via Ultrasonic Additive Manufacturing, Mater. Sci. Eng. A., 2020, 769, p 138457. https://doi.org/10.1016/J.MSEA.2019.138457
M. Kottman, S. Zhang, J. Mcguffin-Cawley, P. Denney and B.K. Narayanan, Laser Hot Wire Process: A Novel Process for Near-Net Shape Fabrication for High-Throughput Applications, JOM, 2015 https://doi.org/10.1007/s11837-014-1288-1
B. Zhu, J. Lin, Y. Lei, Y. Zhang, Q. Sun and S. Cheng, Additively Manufactured δ-Ferrite-Free 410 Stainless Steel with Desirable Performance, Mater. Lett., 2021, 293, p 129579. https://doi.org/10.1016/J.MATLET.2021.129579
M.K. Alam, M. Mehdi, R.J. Urbanic and A. Edrisy, Mechanical Behavior of Additive Manufactured AISI 420 Martensitic Stainless Steel, Mater. Sci. Eng. A., 2020, 773, 138815. https://doi.org/10.1016/J.MSEA.2019.138815
I. Zetková, L. Kučerová, M. Zetek, J. Česánek, P. Hanzl, M. Dana, M. Nozar, and J. Kána, Evaluation of metal powder for additive manufacturing of maraging steel, Ann. DAAAM Proc. Int. DAAAM Symposium (2017), pp. 410–416. https://doi.org/10.2507/28th.daaam.proceedings.057
A. Dass and A. Moridi, State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design, Coatings, 2019, 9, p 418. https://doi.org/10.3390/coatings9070418
A. Levy, A. Miriyev, N. Sridharan, T. Han, E. Tuval, S.S. Babu, M.J. Dapino and N. Frage, Ultrasonic Additive Manufacturing of Steel: Method, Post-Processing Treatments and Properties, J. Mater. Process. Technol., 2018, 256, p 183–189. https://doi.org/10.1016/J.JMATPROTEC.2018.02.001
A.A. Hassen, M. Noakes, P. Nandwana, S. Kim, V. Kunc, U. Vaidya, L. Love and A. Nycz, Scaling Up Metal Additive Manufacturing Process to faBricate Molds for Composite Manufacturing, Addit. Manuf., 2020, 32, p 101093. https://doi.org/10.1016/J.ADDMA.2020.101093
C. Qiu, N.J.E. Adkins and M.M. Attallah, Selective Laser Melting of Invar 36: Microstructure and Properties, Acta Mater., 2016, 103, p 382–395. https://doi.org/10.1016/J.ACTAMAT.2015.10.020
M. Yakout, M.A. Elbestawi and S.C. Veldhuis, A Review of Metal Additive Manufacturing Technologies, SSP, 2018, 278, p 1–14. https://doi.org/10.4028/www.scientific.net/SSP.278.1
C. Chen, Y. Xie, L. Liu, R. Zhao, X. Jin, S. Li, R. Huang, J. Wang, H. Liao and Z. Ren, Cold Spray Additive Manufacturing of Invar 36 alloy: Microstructure, Thermal Expansion and Mechanical Properties, J. Mater. Sci. Technol., 2021, 72, p 39–51. https://doi.org/10.1016/J.JMST.2020.07.038
P.R. Gradl, C. Protz, and T. Wammen, Additive manufacturing development and hot-fire testing of liquid rocket channel wall nozzles using blown powder directed energy deposition inconel 625 and jbk-75 alloys, in: AIAA Propuls. Energy Forum Expo. 2019, American Institute of Aeronautics and Astronautics Inc, AIAA, (2019). https://doi.org/10.2514/6.2019-4362
P. Bhaskar, Investigation of LPBF built JBK-75 stainless steel, University West, 2021. https://www.diva-portal.org/smash/record.jsf?pid=diva2%3A1581401&dswid=9086
Z.C. Jones, and P.R. Gradl, Powder Bed Fusion Additive Manufacturing of JBK-75, in: JANNAF Joint Propulsion Conference, NASA, (2019), pp. 148–162
C. Katsarelis, P. Chen, P.R. Gradl, C. Protz, Z. Jones, N. Marshall, S. Flight, D. Ellis, and L. Evans, Additive Manufacturing of NASA HR-1 Material for Liquid Rocket Engine Component Applications, JANNAF Jt. Propuls. Conf. (2019) https://ntrs.nasa.gov/search.jsp?R=20200001007
P.S. Chen, C.C. Katsarelis, W.M. Medders, and P.R. Gradl, Segregation Evolution and Diffusion of Titanium in Directed Energy Deposited, (2021)
P.R. Gradl, C. Protz, J. Fikes, A. Clark, L. Evans, S. Miller, D. Ellis, and T. Hudson, Lightweight Thrust Chamber Assemblies Using Multi-Alloy Additive Manufacturing and composite overwrap, in: AIAA Propuls. Energy 2020 Forum, American Institute of Aeronautics and Astronautics Inc, AIAA, 2020: pp. 1–25. https://doi.org/10.2514/6.2020-3787.
P. Tarafder, C. Rock and T. Horn, Quasi-Static Tensile Properties of Unalloyed Copper Produced by Electron Beam Powder Bed Fusion Additive Manufacturing, Materials (Basel), 2021 https://doi.org/10.3390/ma14112932
J. Huang, X. Yan, C. Chang, Y. Xie, W. Ma, R. Huang, R. Zhao, S. Li, M. Liu and H. Liao, Pure Copper Components Fabricated by Cold Spray (CS) and Selective Laser Melting (SLM) Technology, Surf. Coat. Technol., 2020, 395, p 125936. https://doi.org/10.1016/j.surfcoat.2020.125936
Q. Jiang, P. Zhang, Z. Yu, H. Shi, D. Wu, H. Yan, X. Ye, Q. Lu and Y. Tian, A Review on Additive Manufacturing of Pure Copper, Coatings, 2021 https://doi.org/10.3390/coatings11060740
J.D. Martin, Exploring Additive Manufacturing Processes for Direct 3D Printing of Copper Induction Coils, ASME Int Mech. Eng. Congr. Expo. Proc., 2018 https://doi.org/10.1115/IMECE2017-71685
A. Panfilov, E. Knyazhev, T. Kalashnikova, K. Kalashnikov, S. Nikonov and A. Gusarova, Deformation Uniformity of Additively Manufactured Materials on the Example of Austenitic Stainless Steel 321 and Copper C11000, J. Phys. Conf. Ser., 2020, 1611, p 12005. https://doi.org/10.1088/1742-6596/1611/1/012005
P.R. Gradl, C. Protz, K. Cooper, C. Garcia, D. Ellis, and L. Evans, GRCop-42 Development and Hot-Fire Testing Using Additive Manufacturing Powder Bed Fusion for Channel-Cooled Combustion Chambers, in: AIAA Propulsion Energy Forum Expo. 2019, American Institute of Aeronautics and Astronautics Inc, AIAA, (2019). https://doi.org/10.2514/6.2019-4228
P.R. Gradl, T.W. Teasley, C.S. Protz, M.B. Garcia, D. Ellis, and C. Kantzos, Advancing GRCop-based Bimetallic Additive Manufacturing to Optimize Component Design and Applications for Liquid Rocket Engines, in: AIAA Propulsion Energy 2021, (2021), pp. 1–28. https://doi.org/10.2514/6.2021-3231
K.G. Cooper, J.L. Lydon, M.D. Lecorre, and Z.C. Jones, Three-Dimensional Printing GRCop-42, (2019)
T. Suresh, S. Landes, T. Letcher, A. Prasad, P. Gradl, and D. Ellis, Nanomechanical Characterization of Additively Manufactured GRCop-42 Alloy Developed by Directed Energy Deposition Methods, in: International Mechanical Engineering Congress and Exposition 2020, pp. 1–7. https://doi.org/10.1115/IMECE2020-24400.
P.R. Gradl, S. Elam Greene, C.S. Protz, D.L. Ellis, B.A. Lerch, S.E. Greene, C.S. Protz, D.L. Ellis, B.A. Lerch, and I.E. Locci, Development and Hot-fire Testing of Additively Manufactured Copper Combustion Chambers for Liquid Rocket Engine Applications, in 53rd AIAA/SAE/ASEE Joint Propulsion Conference (2017), pp. 1–27. https://doi.org/10.2514/6.2017-4670
A.H. Seltzman and S.J. Wukitch, Surface Roughness and Finishing techniques in Selective Laser melted GRCop-84 Copper for an Additive Manufactured Lower Hybrid Current Drive Launcher, Fusion Eng. Des., 2020, 160, p 111801. https://doi.org/10.1016/j.fusengdes.2020.111801
P.R. Gradl, C. Protz, K. Zagorski, V. Doshi, and H. McCallum, Additive manufacturing and hot-fire testing of bimetallic grcop-84 and c-18150 channel-cooled combustion chambers using powder bed fusion and inconel 625 hybrid directed energy deposition, in: AIAA Propulsion Energy Forum Expo. 2019, American Institute of Aeronautics and Astronautics Inc, AIAA, (2019). https://doi.org/10.2514/6.2019-4390
T.W. Teasley, P.R. Gradl, M.B. Garcia, B.B. Williams, and C.S. Protz, Extreme Environment Hot Fire Durability of Post Processed Additively Manufactured GRCop-Alloy Combustion Chambers, in: AIAA Propulsion Energy 2021, (2021), pp. 1–20. https://doi.org/10.2514/6.2021-3233
A.H. Seltzman and S.J. Wukitch, Resolution and Geometric Limitations in Laser Powder Bed Fusion Additively Manufactured GRCop-84 Structures for a lower hybrid current drive launcher, Fusion Eng. Des., 2021, 173, p 112847. https://doi.org/10.1016/j.fusengdes.2021.112847
R.P. Minneci, E.A. Lass, J.R. Bunn, H. Choo and C.J. Rawn, Copper-Based Alloys for Structural High-Heat-Flux Applications: A Review of Development, Properties, and performance of Cu-rich Cu-Cr-Nb alloys, Int. Mater. Rev., 2020 https://doi.org/10.1080/09506608.2020.1821485
C. Zeng, H. Wen, B.C. Bernard, J.R. Raush, P.R. Gradl, M. Khonsari and S.M. Guo, Effect of Temperature History on Thermal Properties of Additively Manufactured C-18150 Alloy Samples, Manuf. Lett., 2021, 28, p 25–29. https://doi.org/10.1016/j.mfglet.2021.02.002
P.R. Gradl, Rapid fabrication techniques for liquid rocket channel wall nozzles, in 52nd AIAA/SAE/ASEE Joint Propulsion Conference 2016, American Institute of Aeronautics and Astronautics Inc, AIAA, (2016). https://doi.org/10.2514/6.2016-4771
T. Wegener, J. Koopmann, J. Richter, P. Krooß and T. Niendorf, CuCrZr Processed by Laser Powder Bed Fusion—Processability and influence of Heat Treatment on Electrical Conductivity, Microstructure and Mechanical Properties, Fatigue Fract. Eng. Mater. Struct., 2021, 44, p 2570–2590. https://doi.org/10.1111/ffe.13527
C. Salvan, L. Briottet, T. Baffie, L. Guetaz and C. Flament, CuCrZr Alloy Produced by Laser Powder Bed Fusion: Microstructure, Nanoscale Strengthening Mechanisms, Electrical and mechanical properties, Mater. Sci. Eng. A., 2021, 826, p 141915. https://doi.org/10.1016/j.msea.2021.141915
S. Moriya, T. Inoue, M. Sasaki, T. Nakamoto, T. Kimura, N. Nomura, K. Kikuchi, A. Kawasaki, T. Kato and I. Masuda, Feasibility Study on Additive Manufacturing of Liquid Rocket Combustion Chamber, Trans. Japan Soc, Aeronaut. Sp. Sci. Aerosp. Technol. Japan., 2018, 16, p 261–266. https://doi.org/10.2322/tastj.16.261
Y. Bai, C. Zhao, Y. Zhang, J. Chen and H. Wang, Additively manufactured CuCrZr Alloy: Microstructure, Mechanical Properties and Machinability, Mater. Sci. Eng. A., 2021, 819, p 141528. https://doi.org/10.1016/j.msea.2021.141528
M.A. Melnikova, A.U. Shishov, A.A. Kholopov, A.I. Misyurov, A.V. Perestoronin and A.R. Smirnov, Application Features of Laser Coaxial Melting of Powder Materials to Produce Objects from Copper Alloys, AIP Conf. Proc, 2021 https://doi.org/10.1063/5.0035860
S.D. Jadhav, P.P. Dhekne, S. Dadbakhsh, J.P. Kruth, J. Van Humbeeck and K. Vanmeensel, Surface Modified Copper Alloy Powder for Reliable Laser-based Additive Manufacturing, Addit. Manuf., 2020, 35, p 101418. https://doi.org/10.1016/J.ADDMA.2020.101418
P. SudharshanPhani, V. Vishnukanthan and G. Sundararajan, Effect of Heat Treatment on Properties of Cold Sprayed Nanocrystalline Copper Alumina Coatings, Acta Mater., 2007, 55, p 4741–4751. https://doi.org/10.1016/J.ACTAMAT.2007.04.044
Y. Li, Y. Liu and H. Peng, Laser Net Shape Manufacturing of Haynes 188 Alloy, Int. Congr. Appl. Lasers Electro-Optics., 2018, 2008, p 506. https://doi.org/10.2351/1.5061320
P.K. Gokuldoss, S. Kolla and J. Eckert, Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting-Selection Guidelines, Materials (Basel), 2017 https://doi.org/10.3390/ma10060672
Z. Zhang, F. Kong and R. Kovacevic, Laser Hot-Wire Cladding of Co-Cr-W Metal Cored Wire, Opt. Lasers Eng., 2020, 128, p 105998. https://doi.org/10.1016/J.OPTLASENG.2019.105998
N. Cinca, E. López, S. Dosta and J.M. Guilemany, Study of Stellite-6 Deposition by Cold Gas Spraying, Surf. Coat. Technol., 2013, 232, p 891–898. https://doi.org/10.1016/J.SURFCOAT.2013.06.120
Z. Li, Y. Cui, J. Wang, C. Liu, J. Wang, T. Xu, T. Lu, H. Zhang, J. Lu, S. Ma, H. Fan and S. Tang, Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing, Met., 2019, 9, p 474. https://doi.org/10.3390/MET9040474
B. Ren, M. Zhang, C. Chen, X. Wang, T. Zou and Z. Hu, Effect of Heat Treatment on Microstructure and Mechanical Properties of Stellite 12 Fabricated by Laser Additive Manufacturing, J. Mater. Eng. Perform, 2017, 26(11), p 5404–5413. https://doi.org/10.1007/S11665-017-2984-0
P. Magarò, A.L. Marino, A. Di Schino, F. Furgiuele, C. Maletta, R. Pileggi, E. Sgambitterra, C. Testani and M. Tului, Effect of process parameters on the properties of Stellite-6 coatings deposited by Cold Gas Dynamic Spray, Surf. Coatings Technol., 2019, 377, p 124934. https://doi.org/10.1016/J.SURFCOAT.2019.124934
P. Agrawal, R.S. Haridas, S. Yadav, S. Thapliyal, S. Gaddam, R. Verma and R.S. Mishra, Processing-Structure-Property Correlation in Additive Friction Stir Deposited Ti-6Al-4V Alloy from Recycled Metal Chips, Addit. Manuf., 2021, 47, p 102259. https://doi.org/10.1016/j.addma.2021.102259
S.W. Williams, F. Martina, A.C. Addison, J. Ding, G. Pardal and P. Colegrove, Wire + Arc Additive Manufacturing, Mater. Sci. Technol., 2016, 32, p 641–647. https://doi.org/10.1179/1743284715Y.0000000073
M. Vaezi, P. Drescher and H. Seitz, Beamless Metal Additive Manufacturing, Materials (Basel), 2020 https://doi.org/10.3390/ma13040922
Z. Lin, K. Song and X. Yu, A Review on Wire and Arc Additive Manufacturing of Titanium Alloy, J. Manuf. Process., 2021, 70, p 24–45. https://doi.org/10.1016/j.jmapro.2021.08.018
K.F. Graff, M. Short, and M. Norfolk, Very High Power Ultrasonic Additive Manufacturing (VHP UAM) for Advanced Materials, in: Solid Freeform Fabrication Symposium Austin, TX, 2010. http://utw10945.utweb.utexas.edu/Manuscripts/2010/2010-06-Graff.pdf
Y. Chen, S.J. Clark, L. Sinclair, C.L.A. Leung, S. Marussi, T. Connolley, R.C. Atwood, G.J. Baxter, M.A. Jones, I. Todd and P.D. Lee, Synchrotron x-ray Imaging of Directed Energy Deposition Additive Manufacturing of Titanium Alloy Ti-6242, Addit. Manuf., 2021, 41, p 101969. https://doi.org/10.1016/J.ADDMA.2021.101969
H. Fan and S. Yang, Effects of Direct Aging on Near-Alpha Ti–6Al–2Sn-4Zr-2Mo (Ti-6242) Titanium Alloy Fabricated by Selective Laser Melting (SLM), Mater. Sci. Eng. A., 2020, 788, p 139533. https://doi.org/10.1016/J.MSEA.2020.139533
E. Lannunziata, Process Parameters Optimisation of Ti6242 Produced by Electron Beam Melting, (2021)
P. Harish, Understanding Effects of Isothermal Heat Treatments on Microstructure of LMD-w Titanium Alloy ( Ti-6242 ), University West, 2020. http://www.diva-portal.org/smash/get/diva2:1465206/FULLTEXT01.pdf
A. Mohammad, A.M. Al-Ahmari, A. AlFaify and M.K. Mohammed, Effect of Melt Parameters on Density and Surface Roughness in Electron Beam Melting of Gamma Titanium Aluminide Alloy, Rapid Prototyp. J., 2017, 23, p 474–485. https://doi.org/10.1108/RPJ-12-2014-0187
M. Balichakra, S. Bontha, P. Krishna and V.K. Balla, Prediction and Validation of Residual Stresses Generated During Laser Metal Deposition of γ titanium aluminide thin wall structures, Mater. Res. Express, 2019, 6, p 106550. https://doi.org/10.1088/2053-1591/ab38ee
W. Chen and Z. Li, Additive Manufacturing of Titanium Aluminides, Addit. Manuf. Aerosp. Ind., 2019 https://doi.org/10.1016/B978-0-12-814062-8.00013-3
G. Baudana, S. Biamino, D. Ugues, M. Lombardi, P. Fino, M. Pavese and C. Badini, Titanium Aluminides for Aerospace and Automotive Applications Processed by Electron Beam Melting: Contribution of Politecnico di Torino, Met. Powder Rep., 2016, 71, p 193–199. https://doi.org/10.1016/J.MPRP.2016.02.058
C. Leyens, F. Brueckner, A. Seidel, A. Straubel, A. Marquardt, and R. Willner, Laser Additive Manufacturing of Titanium Alloys and Titanium Aluminides, Conf. World Conference on Titanium, Symp. 5. Intermet. MMCs. (2015) 1–6. https://www.researchgate.net/profile/Andre_Seidel4/publication/315964331_LASER_ADDITIVE_MANUFACTURING_OF_TITANIUM_ALLOYS_AND_TITANIUM_ALUMINIDES/links/58ed28bd0f7e9b37ed14d40c/LASER-ADDITIVE-MANUFACTURING-OF-TITANIUM-ALLOYS-AND-TITANIUM-ALUMINIDES.pdf
P. Cao, B. Gabbitas, A. Salman, D.L. Zhang and Z.H. Han, Consolidation of TiAl Powder by Thermal Spray Processes, Adv. Mater. Res., 2007, 29–30, p 159–162. https://doi.org/10.4028/www.scientific.net/amr.29-30.159
T. Novoselova, P. Fox, R. Morgan and W. O’Neill, Experimental Study of Titanium/Aluminium Deposits Produced by Cold Gas Dynamic Spray, Surf. Coat. Technol., 2006, 200, p 2775–2783. https://doi.org/10.1016/J.SURFCOAT.2004.10.133
G.M. Karthik, G.D.J. Ram and R.S. Kottada, Friction Deposition of Titanium Particle Reinforced Aluminum Matrix Composites, Mater. Sci. Eng. A., 2016, 653, p 71–83. https://doi.org/10.1016/J.MSEA.2015.12.005
M. Muhammad, P.D. Nezhadfar, S. Thompson, A. Saharan, N. Phan and N. Shamsaei, A Comparative Investigation on the Microstructure and Mechanical Properties of Additively Manufactured Aluminum Alloys, Int. J. Fatigue., 2021, 146, p 106165. https://doi.org/10.1016/j.ijfatigue.2021.106165
D. Svetlizky, M. Das, B. Zheng, A.L. Vyatskikh, S. Bose, A. Bandyopadhyay, J.M. Schoenung, E.J. Lavernia and N. Eliaz, Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications, Mater. Today., 2021 https://doi.org/10.1016/J.MATTOD.2021.03.020
A. Wang, H. Wang, Y. Wu and H. Wang, 3D Printing of Aluminum Alloys Using Laser Powder Deposition: A Review, Int. J. Adv. Manuf. Technol., 2021 https://doi.org/10.1007/s00170-021-07440-5
S. Kumar and A. Kar, A Review of Solid-State Additive Manufacturing Processes, Trans. Indian Natl. Acad. Eng., 2021 https://doi.org/10.1007/s41403-021-00270-7
K. Petráčková, J. Kondás and M. Guagliano, Mechanical Performance of Cold-Sprayed A357 Aluminum Alloy Coatings for Repair and Additive Manufacturing, J. Therm. Spray Technol., 2017, 268(26), p 1888–1897. https://doi.org/10.1007/S11666-017-0643-5
H.R. Kotadia, G. Gibbons, A. Das and P.D. Howes, A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties, Addit. Manuf., 2021, 46, p 102155. https://doi.org/10.1016/j.addma.2021.102155
A.K. Gujba and M. Medraj, Power Ultrasonic Additive Manufacturing: Process Parameters, Microstructure, and Mechanical Properties, Adv. Mater. Sci. Eng., 2020 https://doi.org/10.1155/2020/1064870
H. Wu, X. Xie, S. Liu, S. Xie, R. Huang, C. Verdy, M. Liu, H. Liao, S. Deng and Y. Xie, Bonding Behavior of Bi-Metal-Deposits Produced by Hybrid Cold Spray Additive Manufacturing, J. Mater. Process. Technol., 2021, 299, p 117375. https://doi.org/10.1016/j.jmatprotec.2021.117375
E. Elfishawy, M.M.Z. Ahmed and M.M. El-Sayed Seleman, Additive Manufacturing of Aluminum Using Friction Stir Deposition, Miner. Met. Mater. Ser., 2020 https://doi.org/10.1007/978-3-030-36296-6_21
Z. Wang and Y. Zhang, A Review of Aluminum Alloy Fabricated by Different Processes of Wire Arc Additive Manufacturing, Medziagotyra., 2021, 27, p 18–26. https://doi.org/10.5755/j02.ms.22772
M. Kumar, G.J. Gibbons, A. Das, I. Manna, D. Tanner and H.R. Kotadia, Additive Manufacturing of Aluminium Alloy by Laser Powder Bed Fusion: Microstructural Evolution, Defects and Mechanical Properties, Rapid Prototyp. J., 2024, 2021, p 1388–1397. https://doi.org/10.1108/RPJ-10-2020-0241
F. Caiazzo, V. Alfieri, P. Argenio and V. Sergi, Additive Manufacturing by Means of Laser-Aided Directed Metal Deposition of 2024 Aluminium Powder: Investigation and optimization, Adv. Mech. Eng., 2017, 9, p 1–12. https://doi.org/10.1177/1687814017714982
Z. Qi, B. Qi, B. Cong, H. Sun, G. Zhao and J. Ding, Microstructure and Mechanical Properties of Wire + Arc Additively Manufactured 2024 Aluminum Alloy Components: As-Deposited and Post Heat-Treated, J. Manuf. Process., 2019, 40, p 27–36. https://doi.org/10.1016/J.JMAPRO.2019.03.003
T. Mahale, D. Cormier, O. Harrysson, K. Ervin, and E.P. Fitts, Advances in Electron Beam Melting of aluminum alloys, in Solid Freeform Fabrication Symposium Proc., (2007), pp 312–323
L. Ajdelsztajn, A. Zúñiga, B. Jodoin and E.J. Lavernia, Cold-spray processing of a Nanocrystalline Al-Cu-Mg-Fe-Ni Alloy with Sc, J. Therm. Spray Technol., 2006, 15, p 184–190. https://doi.org/10.1361/105996306X107995
Y. Zhou, X. Lin, N. Kang, W. Huang and Z. Wang, Mechanical Properties and Precipitation Behavior of the Heat-Treated Wire + Arc Additively Manufactured 2219 Aluminum Alloy, Mater. Charact., 2021, 171, p 110735. https://doi.org/10.1016/J.MATCHAR.2020.110735
O.G. Rivera, P.G. Allison, L.N. Brewer, O.L. Rodriguez, J.B. Jordon, T. Liu, W.R. Whittington, R.L. Martens, Z. McClelland, C.J.T. Mason, L. Garcia, J.Q. Su and N. Hardwick, Influence of Texture and Grain Refinement on the Mechanical Behavior of AA2219 Fabricated by high shear solid state Material Deposition, Mater. Sci. Eng. A., 2018, 724, p 547–558. https://doi.org/10.1016/j.msea.2018.03.088
Y. Zhou, X. Lin, N. Kang, W. Huang, J. Wang and Z. Wang, Influence of travel speed on microstructure and Mechanical Properties of Wire + arc Additively Manufactured 2219 aluminum alloy, J. Mater. Sci. Technol., 2020, 37, p 143–153. https://doi.org/10.1016/j.jmst.2019.06.016
Q. Miao, D. Wu, D. Chai, Y. Zhan, G. Bi, F. Niu and G. Ma, Comparative Study of Microstructure Evaluation and Mechanical Properties of 4043 Aluminum Alloy Fabricated by Wire-Based Additive Manufacturing, Mater. Des., 2020, 186, p 108205. https://doi.org/10.1016/J.MATDES.2019.108205
G. Langelandsvik, O.M. Akselsen, T. Furu and T. Furu, Review of Aluminum Alloy Development for Wire Arc, Materials (Basel), 2021, 14, p 1–26. https://doi.org/10.3390/ma14185370
D. Waller, A.J. Polizzi and J.J. Iten, Feasibility Study of Additively Manufactured al-6061 ram2 Parts for Aerospace Applications, AIAA Scitech Forum 2019, 2019 https://doi.org/10.2514/6.2019-0409
Y.K. Wei, X.T. Luo, X. Chu, G.S. Huang and C.J. Li, Solid-State Additive Manufacturing High Performance Aluminum Alloy 6061 Enabled by an in-situ Micro-Forging Assisted Cold Spray, Mater. Sci. Eng. A., 2020, 776, p 139024. https://doi.org/10.1016/J.MSEA.2020.139024
D. Gonzales, S. Liu, M. Domack and R. Hafley, Using Powder Cored Tubular Wire Technology to Enhance Electron Beam Freeform Fabricated Structures, TMS Annu. Meet., 2016 https://doi.org/10.1007/978-3-319-48254-5_23
K.E.K. Vimal, M. Naveen Srinivas and S. Rajak, Wire Arc Additive Manufacturing of Aluminium Alloys: A Review, Mater. Today Proc., 2019, 41, p 1139–1145. https://doi.org/10.1016/j.matpr.2020.09.153
D. Gu, X. Shi, R. Poprawe, D.L. Bourell, R. Setchi and J. Zhu, Material-Structure-Performance Integrated Laser-Metal Additive Manufacturing, Science (80-), 2021 https://doi.org/10.1126/science.abg1487
A. Singh, A. Ramakrishnan, and G. Dinda, Direct Laser Metal Deposition of Al 7050 Alloy, in WCXTM 17 SAE World Congress Experience, SAE, (2017). https://doi.org/10.4271/2017-01-0286
J.P. Isaac, S. Lee, N. Shamsaei and H.V. Tippur, Dynamic Fracture Behavior of Additively Manufactured Scalmalloy®: Effects of Build Orientation, Heat-Treatment and Loading-Rate, Mater. Sci. Eng. A., 2021, 826, p 141978. https://doi.org/10.1016/j.msea.2021.141978
P. Rebesan, M. Bonesso, C. Gennari, R. Dima, A. Pepato and M. Vedani, Tungsten Fabricated by Laser Powder Bed Fusion, BHM Berg- Huettenmaenn. Monatsh., 2021, 166, p 263–269. https://doi.org/10.1007/s00501-021-01109-y
A.V. Müller, G. Schlick, R. Neu, C. Anstätt, T. Klimkait, J. Lee, B. Pascher, M. Schmitt and C. Seidel, Additive Manufacturing of PURE TUNGSTEN by Means of Selective Laser Beam Melting with Substrate Preheating Temperatures up to 1000 °C, Nucl. Mater. Energy., 2019, 19, p 184–188. https://doi.org/10.1016/J.NME.2019.02.034
C.C. Eckley, R.A. Kemnitz, C.P. Fassio, C.R. Hartsfield and T.A. Leonhardt, Selective Laser Melting of Tungsten-Rhenium Alloys, JOM, 2021 https://doi.org/10.1007/s11837-021-04776-x
G. Marinelli, F. Martina, S. Ganguly, S. Williams, H. Lewtas, D. Hancock, S. Mehraban and N. Lavery, Microstructure and Thermal Properties of Unalloyed Tungsten Deposited by Wire + Arc Additive Manufacture, J. Nucl. Mater., 2019, 522, p 45–53. https://doi.org/10.1016/J.JNUCMAT.2019.04.049
I. Karakurt, K.Y. Ho, C. Ledford, D. Gamzina, T. Horn, N.C. Luhmann and L. Lin, Development of a Magnetically Driven Abrasive Polishing Process for Additively Manufactured Copper Structures, Proc. Manuf., 2018, 26, p 798–805. https://doi.org/10.1016/j.promfg.2018.07.097
I. Gibson, D. Rosen and B. Stucker, Directed Energy Deposition Processes, Addit. Manuf. Technol., 2015 https://doi.org/10.1007/978-1-4939-2113-3_10
A. Bose, C.A. Schuh, J.C. Tobia, N. Tuncer, N.M. Mykulowycz, A. Preston, A.C. Barbati, B. Kernan, M.A. Gibson, D. Krause, T. Brzezinski, J. Schroers, R. Fulop, J.S. Myerberg, M. Sowerbutts, Y.M. Chiang, A. John Hart, E.M. Sachs, E.E. Lomeli and A.C. Lund, Traditional and Additive Manufacturing of a New Tungsten Heavy Alloy Alternative, Int. J. Refract. Met. Hard Mater., 2018, 73, p 22–28. https://doi.org/10.1016/J.IJRMHM.2018.01.019
F. Calignano, D. Manfredi, E.P. Ambrosio, L. Iuliano and P. Fino, Influence of Process Parameters on Surface Roughness of Aluminum Parts Produced by DMLS, Int. J. Adv. Manuf. Technol., 2012, 67, p 2743–2751. https://doi.org/10.1007/s00170-012-4688-9
Q. Li, H. Zhang, D. Li, Z. Chen, S. Huang, Z. Lu and H. Yan, WxNbMoTa Refractory High-Entropy Alloys Fabricated by Laser Cladding Deposition, Mater, 2019, 12, p 533. https://doi.org/10.3390/MA12030533
N.R. Philips, M. Carl and N.J. Cunningham, New Opportunities in Refractory Alloys, Metall. Mater. Trans. A Phys. Metall. Mater. Sci., 2020, 51, p 3299–3310. https://doi.org/10.1007/s11661-020-05803-3
G. Munday, J. Hogan and A. McDonald, On the Microstructure-Dependency of Mechanical Properties and Failure of Low-Pressure Cold-Sprayed Tungsten Carbide-Nickel Metal Matrix Composite Coatings, Surf. Coat. Technol., 2020, 396, p 125947. https://doi.org/10.1016/J.SURFCOAT.2020.125947
G. Wang, X. Sun, M. Huang, Y. Qin, Y. Yao and S. Yang, Influence of Processing Parameters on the Microstructure and Tensile Property of 85 W-15Ni Produced by Laser Direct Deposition, Int. J. Refract. Met. Hard Mater., 2019, 82, p 227–233. https://doi.org/10.1016/j.ijrmhm.2019.04.016
M. Moorehead, K. Bertsch, M. Niezgoda, C. Parkin, M. Elbakhshwan, K. Sridharan, C. Zhang, D. Thoma and A. Couet, High-Throughput Synthesis of Mo-Nb-Ta-W High-Entropy Alloys Via Additive Manufacturing, Mater. Des., 2020, 187, p 108358. https://doi.org/10.1016/j.matdes.2019.108358
H. Dobbelstein, M. Thiele, E.L. Gurevich, E.P. George and A. Ostendorf, Direct Metal Deposition of Refractory High Entropy Alloy MoNbTaW, Phys. Procedia., 2016, 83, p 624–633. https://doi.org/10.1016/J.PHPRO.2016.08.065
M.T. Stawovy, Comparison of LCAC and PM Mo Deposited Using Sciaky EBAMTM, Int. J. Refract. Met. Hard Mater., 2018, 73, p 162–167. https://doi.org/10.1016/j.ijrmhm.2018.02.009
J.L. Johnson and T. Palmer, Directed Energy Deposition of Molybdenum, Int. J. Refract. Met. Hard Mater., 2019, 84, p 105029. https://doi.org/10.1016/j.ijrmhm.2019.105029
P. Rebesan, M. Ballan, M. Bonesso, A. Campagnolo, S. Corradetti, R. Dima, C. Gennari, G.A. Longo, S. Mancin, M. Manzolaro, G. Meneghetti, A. Pepato, E. Visconti and M. Vedani, Pure Molybdenum Manufactured by Laser Powder Bed Fusion: Thermal and Mechanical Characterization at Room And High Temperature, Addit. Manuf., 2021 https://doi.org/10.1016/J.ADDMA.2021.102277
P. Fernandez-Zelaia, C. Ledford, E.A.I. Ellis, Q. Campbell, A.M. Rossy, D.N. Leonard and M.M. Kirka, Crystallographic Texture Evolution in Electron Beam Melting Additive Manufacturing of PURE MOLYBDENUM, Mater. Des., 2021, 207, p 109809. https://doi.org/10.1016/j.matdes.2021.109809
G. Marinelli, F. Martina, H. Lewtas, D. Hancock, S. Ganguly and S. Williams, Functionally Graded Structures of Refractory Metals by Wire Arc Additive Manufacturing, Sci. Technol. Weld. Join., 2019, 24, p 495–503. https://doi.org/10.1080/13621718.2019.1586162
G. Marinelli, F. Martina, S. Ganguly and S. Williams, Microstructure, Hardness and Mechanical Properties of Two Different Unalloyed Tantalum Wires Deposited Via Wire + Arc Additive Manufacture, Int. J. Refract. Met. Hard Mater., 2019, 83, p 1–20. https://doi.org/10.1016/j.ijrmhm.2019.104974
C. Sungail and A. Abid, Spherical Tantalum Feed Powder for Metal additive manufacturing, Met. Powder Rep., 2018, 73, p 316–318. https://doi.org/10.1016/J.MPRP.2018.03.046
D.R. Jones, S.J. Fensin, B.G. Ndefru, D.T. Martinez, C.P. Trujillo and G.T. Gray, Spall Fracture in Additive Manufactured Tantalum, J. Appl. Phys., 2018, 124, p 225902. https://doi.org/10.1063/1.5063930
H. Assadi, H. Kreye, F. Gärtner and T. Klassen, Cold Spraying: A Materials Perspective, Acta Mater., 2016, 116, p 382–407. https://doi.org/10.1016/j.actamat.2016.06.034
O.R. Mireles, O. Rodriguez, Y. Gao, and N. Philips, Additive Manufacture of Refractory Alloy c103 for Propulsion Applications, in AIAA Propuls. Energy 2020 Forum, American Institute of Aeronautics and Astronautics Inc, AIAA, (2020), pp. 1–13. https://doi.org/10.2514/6.2020-3500
P. Bangalore Venkatesh, L. Osborne, M. Fitzpatrick, M. Hollinbeck and D. Barnes, Pulse Performance Analysis of a 45 Newton Additively Manufactured Bipropellant Thruster, J. Propuls. Power., 2021 https://doi.org/10.2514/1.b38326
M. Hedges, N. Calder, Near net shape rapid manufacture & repair by LENS, in Cost Effectiveness Manufacturing via Net-Shape Process, Meet. Proc. RTO-MP-AVT-139. 2 (2006) 13
A. Vafadar, F. Guzzomi, A. Rassau and K. Hayward, Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges, Appl. Sci., 2021, 11, p 1213. https://doi.org/10.3390/app11031213
S. Negi, A.A. Nambolan, S. Kapil, P.S. Joshi, R. Manivannan, K.P. Karunakaran and P. Bhargava, Review on Electron Beam Based Additive Manufacturing, Rapid Prototyp. J., 2020, 26, p 485–498. https://doi.org/10.1108/RPJ-07-2019-0182
S.A.M. Tofail, E.P. Koumoulos, A. Bandyopadhyay, S. Bose, L. O’Donoghue and C. Charitidis, Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities, Mater. Today., 2018, 21, p 22–37. https://doi.org/10.1016/j.mattod.2017.07.001
V.R. Duarte, T.A. Rodrigues, M.A. MacHado, J.P.M. Pragana, P. Pombinha, L. Coutinho, C.M.A. Silva, R.M. Miranda, C. Goodwin, D.E. Huber, J.P. Oliveira and T.G. Santos, Benchmarking of Nondestructive Testing for Additive Manufacturing, 3D Print, Addit. Manuf., 2021, 8, p 263–270. https://doi.org/10.1089/3dp.2020.0204
J. Vrana and R. Singh, NDE 4.0—A Design Thinking Perspective, J. Nondestruct. Eval., 2021, 40, p 1–24. https://doi.org/10.1007/s10921-020-00735-9
B.M. Sharratt, Non-Destructive Techniques and Technologies for Qualification of Additive Manufactured Parts and Processes: A Literature Review, Dep. Natl. Def. Canada., 2015, 55, p 95–100.
A. Alfaify, M. Saleh, F.M. Abdullah and A.M. Al-Ahmari, Design for Additive Manufacturing: A Systematic Review, Sustainability, 2020 https://doi.org/10.3390/SU12197936
W. Hung, Postprocessing of Additively Manufactured Metal Parts, J. Mater. Eng. Perform., 2021 https://doi.org/10.1007/s11665-021-06037-z
P.R. Gradl, D.C. Tinker, J. Ivester, S.W. Skinner, T. Teasley and J.L. Bili, Geometric Feature Reproducibility for Laser Powder Bed Fusion (L-PBF) Additive Manufacturing with Inconel 718, Addit. Manuf., 2021, 47, p 102305. https://doi.org/10.1016/j.addma.2021.102305
D. Herzog, K. Asami and C. Scholl, Design guidelines for laser powder bed fusion in Inconel, J. Laser Appl., 2022, 718, p 012015. https://doi.org/10.2351/7.0000508
Z. Wu, S.P. Narra and A. Rollett, Exploring the Fabrication Limits of Thin-Wall Structures in a Laser Powder Bed fusion process, Int. J. Adv. Manuf. Technol., 2020, 110, p 191–207. https://doi.org/10.1007/s00170-020-05827-4
S. Gruber, C. Grunert, M. Riede, E. López, A. Marquardt, F. Brueckner and C. Leyens, Comparison of Dimensional Accuracy and Tolerances of Powder Bed Based and Nozzle Based Additive Manufacturing Processes, J. Laser Appl., 2020, 32, p 032016. https://doi.org/10.2351/7.0000115
J. Jos, J.L. Dávila, P.I. Neto, Y.N. Pedro, T.C. Reginaldo, V. Jorge and L. Da Silva, Hybrid Manufacturing: A Review of the synergy between directed energy Deposition and Subtractive Processes, Int. J. Adv. Manuf. Technol., 2020 https://doi.org/10.1007/s00170-020-06062-7
T. Furumoto, S. Abe, M. Yamaguchi and A. Hosokawa, Improving Surface Quality Using Laser Scanning and Machining Strategy Combining Powder Bed Fusion and Machining Processes, Int. J. Adv. Manuf. Technol., 2021, 2021, p 1–9. https://doi.org/10.1007/S00170-021-07880-Z
V. Brotan and K.M. Bovie, The Hybrid Manufacturing Cell: Determining Key Parameters in the Integration of Powder Bed Fusion with High Speed Milling, IEEE Int Conf. Ind. Eng. Eng. Manag., 2012 https://doi.org/10.1109/IEEM.2012.6837806
N. Kladovasilakis, P. Charalampous, I. Kostavelis, D. Tzetzis and D. Tzovaras, Impact of Metal Additive Manufacturing Parameters on the Powder Bed Fusion and Direct Energy Deposition Processes: A Comprehensive Review, Prog. Addit. Manuf., 2021 https://doi.org/10.1007/s40964-021-00180-8
C. Greer, A. Nycz, M. Noakes, B. Richardson, B. Post, T. Kurfess and L. Love, Introduction to the Design Rules for Metal Big Area Additive Manufacturing, Addit. Manuf., 2019, 27, p 159–166. https://doi.org/10.1016/J.ADDMA.2019.02.016
B. Dutta, B. Jared, and S. Babu, Science, Technology and Applications of Metals in Additive Manufacturing, 1st Editio, Amsterdam Elsevier, 2019. https://www.elsevier.com/books/science-technology-and-applications-of-metals-in-additive-manufacturing/dutta/978-0-12-816634-5
V. Bhavar, P. Kattire, V. Patil, S. Khot, K. Gujar and R. Singh, A Review on Powder Bed Fusion Technology of Metal Additive Manufacturing, Addit. Manuf. Handb., 2017 https://doi.org/10.1201/9781315119106-15
S. Chang, H. Zhang, H. Xu, X. Sang, L. Wang, D. Du and B. Chang, Online Measurement of Deposit Surface in Electron Beam Freeform Fabrication, Sensors, 2019, 19, p 4001. https://doi.org/10.3390/S19184001
B. Wu, Z. Pan, D. Ding, D. Cuiuri, H. Li, J. Xu and J. Norrish, A Review of the Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality Improvement, J. Manuf. Process., 2018, 35, p 127–139. https://doi.org/10.1016/j.jmapro.2018.08.001
D.G. Ahn, Directed Energy Deposition (DED) Process: State of the Art, Korean Soc. Precis. Eng., 2021 https://doi.org/10.1007/s40684-020-00302-7
D. Thomas, Costs, Benefits, and Adoption of Additive Manufacturing: A Supply Chain Perspective, Int. J. Adv. Manuf. Technol., 2016, 85, p 1857–1876. https://doi.org/10.1007/s00170-015-7973-6
D.C. Hofmann, S. Roberts, R. Otis, J. Kolodziejska, R.P. Dillon, J.O. Suh, A.A. Shapiro, Z.K. Liu and J.P. Borgonia, Developing Gradient Metal Alloys Through Radial Deposition Additive Manufacturing, Sci. Rep., 2014 https://doi.org/10.1038/srep05357
C. Lesko, J. Walker, J. Middendorf and J. Gockel, Functionally Graded Titanium-Tantalum in the Horizontal Direction Using Laser Powder Bed Fusion Additive Manufacturing, JOM, 2021, 73, p 2878–2884. https://doi.org/10.1007/S11837-021-04811-X
J. Walker, J.R. Middendorf, C.C.C. Lesko and J. Gockel, Multi-Material Laser Powder Bed Fusion Additive Manufacturing in 3-Dimensions, Manuf. Lett., 2021 https://doi.org/10.1016/J.MFGLET.2021.07.011
A.G. Demir and B. Previtali, Multi-Material Selective Laser Melting of Fe/Al-12Si Components, Manuf. Lett., 2017, 11, p 8–11. https://doi.org/10.1016/J.MFGLET.2017.01.002
P. Pradel, Z. Zhu, R. Bibb, and J. Moultrie, Complexity Is not For free: The impact of component complexity on additive manufacturing build time T, Institutional Repos. (2017) 0–8. /articles/conference_contribution/Complexity_is_not_for_free_the_impact_of_component_complexity_on_additive_manufacturing_build_time/9337784/1%0Ahttps://repository.lboro.ac.uk/articles/Complexity_is_not_for_free_the_impact_of_component_complexity_on_addit.
X. Song, S. Feih, W. Zhai, C.N. Sun, F. Li, R. Maiti, J. Wei, Y. Yang, V. Oancea, L. Romano Brandt and A.M. Korsunsky, Advances in Additive Manufacturing Process Simulation: Residual Stresses and Distortion Predictions in Complex Metallic Components, Mater. Des., 2020, 193, p 108779. https://doi.org/10.1016/J.MATDES.2020.108779
A.G. Colomo, D. Wood, F. Martina and S.W. Williams, A Comparison Framework to Support the Selection of the best additive manufacturing Process for Specific Aerospace Applications, Int. J. Rapid Manuf., 2020, 9, p 194. https://doi.org/10.1504/IJRAPIDM.2020.107736
A. Busachi, J. Erkoyuncu, P. Colegrove, F. Martina, C. Watts and R. Drake, A Review of Additive Manufacturing Technology and Cost Estimation Techniques for the Defence Sector, CIRP J. Manuf. Sci. Technol., 2017 https://doi.org/10.1016/j.cirpj.2017.07.001
M. Schröder, B. Falk and R. Schmitt, Evaluation of Cost Structures of Additive Manufacturing Processes Using a New Business Model, Proc. CIRP., 2015, 30, p 311–316. https://doi.org/10.1016/j.procir.2015.02.144
M. Baumers, P. Dickens, C. Tuck and R. Hague, The Cost of Additive Manufacturing: Machine Productivity, Economies of Scale and Technology-Push, Technol. Forecast. Soc. Change., 2016, 102, p 193–201. https://doi.org/10.1016/J.TECHFORE.2015.02.015
J. Tavcar and A. Nordin, Multi-Criteria Assessment and Process Selection Model for Additive Manufacturing in the Conceptual Phase of Design, Proc. Des. Soc., 2021, 1, p 2197–2206. https://doi.org/10.1017/pds.2021.481
M. Leary, Laser Additive Manufacturing: Materials , Design , Technologies , and Chapter 4: Surface Roughness Optimisation for Selective Laser Melting ( SLM )—, (2017).
D.S. Thomas and S.W. Gilbert, Costs and Cost Effectiveness of Additive Manufacturing, NIST Spec. Publ., 2014 https://doi.org/10.6028/nist.sp.1176
N. Hopkinson and P. Dickens, Analysis of Rapid Manufacturing: Using Layer Manufacturing Processes for Production, Proc. Inst. Mech Eng. Part C J. Mech. Eng. Sci., 2003, 217, p 31–40. https://doi.org/10.1243/095440603762554596
M. Khorram Niaki, F. Nonino, G. Palombi and S.A. Torabi, Economic Sustainability of Additive Manufacturing: Contextual Factors Driving its Performance in rapid prototyping, J. Manuf. Technol. Manag., 2019, 30, p 353–365. https://doi.org/10.1108/JMTM-05-2018-0131
J. Bonnín Roca, P. Vaishnav, R.E. Laureijs, J. Mendonça and E.R.H. Fuchs, Technology Cost Drivers for a Potential Transition to Decentralized Manufacturing, Addit. Manuf., 2019, 28, p 136–151. https://doi.org/10.1016/j.addma.2019.04.010
S. Singamneni, L.V. Yifan, A. Hewitt, R. Chalk, W. Thomas and D. Jordison, Additive Manufacturing for the Aircraft Industry: A Review, J. Aeronaut. Aerosp. Eng, 2019 https://doi.org/10.35248/2168-9792.19.8.215
R. Russell, D. Wells, J. Waller, B. Poorganji, E. Ott, T. Nakagawa, H. Sandoval, N. Shamsaei and M. Seifi, Qualification and Certification of Metal Additive Manufactured Hardware for Aerospace Applications, Addit. Manuf. Aerosp. Ind., 2019 https://doi.org/10.1016/B978-0-12-814062-8.00003-0
C. John, Mankins, Technology Readiness Levels: A White Paper, J. Chem. Inf. Model., 2004, 53, p 1689–1699.
J.C. Najmon, S. Raeisi, and A. Tovar, Review of Additive Manufacturing Technologies and Applications in The Aerospace Industry, in Additive Manufacturing for the Aerospace Industry, 2019: pp. 7–31. https://doi.org/10.1016/B978-0-12-814062-8.00002-9
M. Honoré, L. Brox, M. Hallberg, Structural Strengthening of Rocket Nozzle Extension by Means of Laser Metal Deposition, in High Power Laser Mater. Process. Lasers, Beam Deliv. Diagnostics, Appl. 8239 (2012) 823905. https://doi.org/10.1117/12.905603
L. Brox, M. Wir, M. Almqvist, M. Hallberg, A.I. Pettersson, and A. Lind, Status Report Swan Sandwich nozzle program for Ariane 6, Proc. Int. Astronaut. Congr. IAC. (2019) 1–9
P.R. Gradl, W. Brandsmeier, and S.E. Greene, Channel wall Nozzle Manufacturing and Hot-Fire Testing Using a Laser Wire Direct Closeout technique for liquid rocket engines, in 2018 Joint Propulsion Conference, 2018. https://doi.org/10.2514/6.2018-4859
P.R. Gradl, and C.S. Protz, Channel wall nozzle manufacturing technology advancements for liquid rocket engines, in Proceedings of the International Astronautical Congress, IAC, (2019)
O.C. Ozdemir, N. Matthews, D. Helfritch, S.W. Glass and G. Ferguson, Application, Qualification, and Standardization of Cold Spray, Pract. Cold Spray., 2021 https://doi.org/10.1007/978-3-030-70056-0_6
I. Yadroitsev, I. Yadroitsava, A. Du Plessis, and E. MacDonald, Fundamentals of Laser Powder Bed Fusion of Metals, 1st ed., Elsevier, 2021. https://www.elsevier.com/books/fundamentals-of-laser-powder-bed-fusion-of-metals/yadroitsev/978-0-12-824090-8 (Accessed 24 Sept 2021)
Fabrisonic deploys UAM for 3D printed heat exchangers for NASA spacecraft: 3D Printing Industry, (n.d.). https://3dprintingindustry.com/news/fabrisonic-deploys-uam-for-3d-printed-heat-exchangers-for-nasa-spacecraft-191202/ (Accessed 24 Sept 2021)
P.R. Gradl, C.S. Protz, D.L. Ellis, and S.E. Greene, Progress in additively manufactured copper-alloy GRCop-84, GRCop-42, and bimetallic combustion chambers for liquid rocket engines, in Proceedings of the International Astronautical Congress, IAC 20192019, (2019), pp. 21–25
S. Mohd Yusuf, S. Cutler and N. Gao, Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry, Metals (Basel), 2019, 9, p 1286. https://doi.org/10.3390/met9121286
M. Seifi, M. Gorelik, J. Waller, N. Hrabe, N. Shamsaei, S. Daniewicz and J.J. Lewandowski, Progress Towards Metal Additive Manufacturing Standardization to Support Qualification and Certification, JOM., 2017, 69, p 439–455. https://doi.org/10.1007/s11837-017-2265-2
M. Seifi, A. Salem, J. Beuth, O. Harrysson and J.J. Lewandowski, Overview of Materials Qualification Needs for Metal Additive Manufacturing, JOM., 2016, 68, p 747–764. https://doi.org/10.1007/s11837-015-1810-0
K. Gruber, R. Dziedzic, B. Kuźnicka, B. Madejski and M. Malicki, Impact of High Temperature Stress Relieving on Final Properties of Inconel 718 Processed by Laser Powder Bed Fusion, Mater. Sci. Eng. A., 2021 https://doi.org/10.1016/j.msea.2021.141111
M. Yakout, M.A. Elbestawi, S.C. Veldhuis and S. Nangle-Smith, Influence of Thermal Properties on Residual Stresses in SLM of Aerospace Alloys, Rapid Prototyp. J., 2019, 26, p 213–222. https://doi.org/10.1108/RPJ-03-2019-0065
A. Gamon, E. Arrieta, P.R. Gradl, C. Katsarelis, L.E. Murr, R.B. Wicker and F. Medina, Microstructure and Hardness Comparison of as-Built Inconel 625 alloy Following Various Additive Manufacturing Processes, Res. Mater, 2021 https://doi.org/10.1016/j.rinma.2021.100239
J.M. Waller, B.H. Parker, K.L. Hodges, E.R. Burke, J.L. Walker, and E.R. Generazio, Nondestructive Evaluation of Additive Manufacturing State-of-the-Discipline Report Prepared for, (2014)
A. du Plessis, I. Yadroitsev, I. Yadroitsava and S.G. Le Roux, X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications, 3D Print, Addit. Manuf., 2018, 5, p 227–247. https://doi.org/10.1089/3DP.2018.0060
I. Yadroitsava and I. Yadroitsev, Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on x-ray Tomography Insights, Mater. Des., 2020, 187, p 108385. https://doi.org/10.1016/j.matdes.2019.108385
J. Waller, R. Saulsberry, B. Parker, K. Hodges, E. Burke, and K. Taminger, Summary of NDE of Additive Manufacturing Efforts in NASA, (2014).
L.M. Evans, T. Minniti, M. Fursdon, M. Gorley, T. Barrett, F. Domptail, and E. Surrey, Comparison of x-ray and neutron tomographic imaging to qualify manufacturing of a fusion divertor tungsten monoblock: Armour—Interlayer—Coolant pipe Heat removed by coolant, (n.d.)
J. Waller, N. Wstf, B. Parker, N. Gsfc, K. Hodges, N. Gsfc, J. Walker, N. Msfc, D. Wells, N. Msfc, E. Burke, N. Larc, E. Generazio, and N. Larc, TRISMAC 2015 Trilateral FTF Qualification of Products Fabricated via Additive Manufacturing NASA and non-NASA Players: NDE of Additive Manufacturing • NASA/ESA/JAXA have an opportunity to push the envelope on, (2015)
L.M. Evans, T. Minniti, T. Barrett, A. Von Müller, and L. Margetts, Virtual qualification of novel heat exchanger components with the image-based finite element method: Armour—Interlayer—Coolant pipe Heat removed by coolant, (2019) 1–10
P. Dryburgh, D. Pieris, F. Martina, R. Patel, S. Sharples, W. Li, A.T. Clare, S. Williams and R.J. Smith, Spatially Resolved Acoustic Spectroscopy for integrity assessment in wire–arc additive manufacturing, Addit. Manuf., 2019, 28, p 236–251. https://doi.org/10.1016/J.ADDMA.2019.04.015
L.W. Koester, H. Taheri, L.J. Bond and E.J. Faierson, Acoustic Monitoring of Additive Manufacturing for Damage and Process Condition Determination, AIP Conf. Proc., 2019, 2102, p 020005. https://doi.org/10.1063/1.5099709
A. Ahmed, A. Majeed, Z. Atta and G. Jia, Dimensional Quality and Distortion Analysis of Thin-Walled Alloy Parts of AlSi10Mg Manufactured by Selective Laser Melting, J. Manuf. Mater. Process., 2019 https://doi.org/10.3390/jmmp3020051
A. Yaghi, S. Ayvar-Soberanis, S. Moturu, R. Bilkhu and S. Afazov, Design Against Distortion for Additive Manufacturing, Addit. Manuf., 2019, 27, p 224–235. https://doi.org/10.1016/j.addma.2019.03.010
T. Ermergen and F. Taylan, Review on Surface Quality Improvement of Additively Manufactured Metals by Laser Polishing, Arab. J. Sci. Eng., 2021 https://doi.org/10.1007/s13369-021-05658-9
B. Rosa, P. Mognol and J. Hascoët, Laser Polishing of Additive Laser Manufacturing Surfaces, J. Laser Appl., 2015, 27, p S29102. https://doi.org/10.2351/1.4906385
D.R. Eyers and A.T. Potter, Industrial Additive Manufacturing: A Manufacturing Systems Perspective, Comput. Ind., 2017, 92–93, p 208–218. https://doi.org/10.1016/j.compind.2017.08.002
R. Rumman, D.A. Lewis, J.Y. Hascoet and J.S. Quinton, Laser Metal Deposition and Wire Arc Additive Manufacturing of Materials: An Overview, Arch. Metall. Mater., 2019, 64, p 467–473. https://doi.org/10.24425/amm.2019.127561
H.Z. Yu, M.E. Jones, G.W. Brady, R.J. Griffiths, D. Garcia, H.A. Rauch, C.D. Cox and N. Hardwick, Non-Beam-Based Metal Additive Manufacturing Enabled by Additive Friction Stir Deposition, Scr. Mater., 2018, 153, p 122–130. https://doi.org/10.1016/J.SCRIPTAMAT.2018.03.025
C. Fuchs, D. Baier, T. Semm and M.F. Zaeh, Determining the Machining Allowance for WAAM Parts, Prod. Eng., 2020, 145(14), p 629–637. https://doi.org/10.1007/S11740-020-00982-9
M.C. Brennan, J.S. Keist and T.A. Palmer, Defects in Metal Additive Manufacturing Processes, J. Mater. Eng. Perform., 2021, 30, p 4808–4818. https://doi.org/10.1007/s11665-021-05919-6
M. Ghayoor, K. Lee, Y. He, C. Chang, B.K. Paul, S. Pasebani and A. Technology, Selective Laser Melting of 304L Stainless Steel: Role of Volumetric Energy Density on the Microstructure, Texture and Mechanical Properties, Addit. Manuf., 2019, 32, p 1–26.
U. Scipioni Bertoli, A.J. Wolfer, M.J. Matthews, J.P.R. Delplanque and J.M. Schoenung, On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting, Mater. Des., 2017, 113, p 331–340. https://doi.org/10.1016/J.MATDES.2016.10.037
P. Ferro, R. Meneghello, G. Savio and F. Berto, A Modified Volumetric Energy Density–Based Approach for Porosity Assessment in Additive Manufacturing Process Design, Int. J. Adv. Manuf. Technol., 2020, 1107(110), p 1911–1921. https://doi.org/10.1007/S00170-020-05949-9
L.N. Carter, X. Wang, N. Read, R. Khan, M. Aristizabal, K. Essa and M.M. Attallah, Process Optimisation of Selective Laser Melting Using Energy Density Model for Nickel Based Superalloys, Mater. Sci. Technol., 2016, 32, p 657–661. https://doi.org/10.1179/1743284715Y.0000000108
C. Li, Z.Y. Liu, X.Y. Fang and Y.B. Guo, Residual Stress in Metal Additive Manufacturing, Procedia CIRP., 2018, 71, p 348–353. https://doi.org/10.1016/J.PROCIR.2018.05.039
J.P. Oliveira, T.G. Santos and R.M. Miranda, Revisiting Fundamental Welding Concepts to Improve Additive Manufacturing: From Theory to Practice, Prog. Mater. Sci., 2020, 107, p 100590. https://doi.org/10.1016/j.pmatsci.2019.100590
K.A. Small and M.L. Taheri, Role of Processing in Microstructural Evolution in Inconel 625: A Comparison of Three Additive Manufacturing Techniques, Metall. Mater. Trans. A, 2021, 527(52), p 2811–2820. https://doi.org/10.1007/S11661-021-06273-X
J.A. Gonzalez, J. Mireles, S.W. Stafford, M.A. Perez, C.A. Terrazas and R.B. Wicker, Characterization of Inconel 625 Fabricated Using Powder-Bed-Based Additive Manufacturing Technologies, J. Mater. Process. Technol., 2019, 264, p 200–210. https://doi.org/10.1016/J.JMATPROTEC.2018.08.031
Y. Zhou, X. Lin, N. Kang, Z. Wang, H. Tan and W. Huang, Hot Deformation Induced Microstructural Evolution in Local-Heterogeneous Wire + Arc Additive Manufactured 2219 Al Alloy, J. Alloys Compd., 2021, 865, p 158949. https://doi.org/10.1016/J.JALLCOM.2021.158949
F. Zhang, L.E. Levine, A.J. Allen, M.R. Stoudt, G. Lindwall, E.A. Lass, M.E. Williams, Y. Idell and C.E. Campbell, Effect of Heat Treatment on the Microstructural Evolution of a Nickel-Based Superalloy Additive-Manufactured by Laser Powder Bed Fusion, Acta Mater., 2018, 152, p 200–214. https://doi.org/10.1016/J.ACTAMAT.2018.03.017
R. Jiang, A. Mostafaei, Z. Wu, A. Choi, P.W. Guan, M. Chmielus and A.D. Rollett, Effect of Heat Treatment on Microstructural Evolution and Hardness Homogeneity in Laser Powder Bed Fusion of Alloy 718, Addit. Manuf., 2020, 35, p 101282. https://doi.org/10.1016/J.ADDMA.2020.101282
Z. Liu and J. Shu, Control of the Microstructure Formation in the Near-Net-Shape Laser Additive Tip-Remanufacturing Process of Single-Crystal Superalloy, Opt. Laser Technol., 2021, 133, p 106537. https://doi.org/10.1016/J.OPTLASTEC.2020.106537
G. Marchese, X. Garmendia, F. Calignano, D. Manfredi, X. Garmendia Colera, F. Calignano, M. Lorusso, S. Biamino, P. Minetola and D. Manfredi, Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition, ResearchGate., 2017, 19, p 1–9. https://doi.org/10.1002/adem.201600635
V.A. Popovich, E.V. Borisov, A.A. Popovich, V.S. Sufiiarov, D.V. Masaylo and L. Alzina, Functionally Graded Inconel 718 Processed by Additive Manufacturing: Crystallographic Texture, Anisotropy of Microstructure and mechanical properties, Mater. Des., 2017, 114, p 441–449. https://doi.org/10.1016/J.MATDES.2016.10.075
N. Nadammal, T. Mishurova, T. Fritsch, I. Serrano-Munoz, A. Kromm, C. Haberland, P.D. Portella and G. Bruno, Critical Role of Scan Strategies on the Development of Microstructure, Texture, and Residual Stresses During Laser Powder Bed Fusion Additive Manufacturing, Addit. Manuf., 2021, 38, p 101792. https://doi.org/10.1016/J.ADDMA.2020.101792
J. Nguejio, F. Szmytka, S. Hallais, A. Tanguy, S. Nardone and M. Godino Martinez, Comparison of Microstructure Features and Mechanical Properties for Additive Manufactured and Wrought Nickel Alloys 625, Mater. Sci. Eng. A., 2019 https://doi.org/10.1016/j.msea.2019.138214
D. Ma, A.D. Stoica, Z. Wang and A.M. Beese, Crystallographic Texture in an Additively Manufactured Nickel-Base Superalloy, Mater. Sci. Eng. A., 2017, 684, p 47–53. https://doi.org/10.1016/J.MSEA.2016.12.028
L. Chechik, N.A. Boone, L.R. Stanger, P. Honniball, F. Freeman, G. Baxter, J.R. Willmott and I. Todd, Variation of Texture Anisotropy and Hardness with Build Parameters and Wall Height in Directed-Energy-Deposited 316L Steel, Addit. Manuf., 2021, 38, p 101806. https://doi.org/10.1016/j.addma.2020.101806
N. Sridharan, P. Wolcott, M. Dapino and S.S. Babu, Microstructure and Texture Evolution in Aluminum and Commercially Pure Titanium Dissimilar Welds Fabricated Using Ultrasonic Additive Manufacturing, Scr. Mater., 2016, 117, p 1–5.
H.V. Atkinson and S. Davies, Fundamental Aspects of Hot Isostatic Pressing: An Overview, Metall. Mater. Trans. A Phys. Metall. Mater. Sci., 2000, 31, p 2981–3000. https://doi.org/10.1007/s11661-000-0078-2
Y. Kok, X.P. Tan, P. Wang, M.L.S. Nai, N.H. Loh, E. Liu and S.B. Tor, Anisotropy and Heterogeneity of Microstructure and Mechanical Properties in Metal Additive Manufacturing: A Critical Review, Mater. Des., 2018, 139, p 565–586. https://doi.org/10.1016/J.MATDES.2017.11.021
N. Sridharan, M. Gussev, R. Seibert, C. Parish, M. Norfolk, K. Terrani and S.S. Babu, Rationalization of Anisotropic Mechanical Properties of Al-6061 Fabricated Using ultrasonic Additive Manufacturing, Acta Mater., 2016, 117, p 228–237. https://doi.org/10.1016/J.ACTAMAT.2016.06.048
B.E. Carroll, T.A. Palmer and A.M. Beese, Anisotropic Tensile Behavior of Ti-6Al-4V Components Fabricated with Directed Energy Deposition Additive Manufacturing, Acta Mater., 2015, 87, p 309–320. https://doi.org/10.1016/J.ACTAMAT.2014.12.054
T. Hassel and T. Carstensen, Properties and Anisotropy Behaviour of a Nickel Base Alloy Material Produced by Robot-Based Wire and Arc Additive Manufacturing, Weld. World, 2020, 6411(64), p 1921–1931. https://doi.org/10.1007/S40194-020-00971-7
M. Ni, C. Chen, X. Wang, P. Wang, R. Li, X. Zhang and K. Zhou, Anisotropic Tensile Behavior of in situ Precipitation Strengthened Inconel 718 Fabricated by Additive Manufacturing, Mater. Sci. Eng. A., 2017, 701, p 344–351. https://doi.org/10.1016/J.MSEA.2017.06.098
D. Rosen and S. Kim, Design and Manufacturing Implications of Additive Manufacturing, J. Mater. Eng. Perform., 2021 https://doi.org/10.1007/s11665-021-06030-6
T. Pereira, J.V. Kennedy and J. Potgieter, A Comparison of Traditional Manufacturing versus Additive Manufacturing, the Best Method for the Job, Procedia Manuf., 2019, 30, p 11–18. https://doi.org/10.1016/j.promfg.2019.02.003
H.L. Wei, T. Mukherjee, W. Zhang, J.S. Zuback, G.L. Knapp, A. De and T. DebRoy, Mechanistic Models for Additive Manufacturing of Metallic Components, Prog. Mater. Sci., 2021 https://doi.org/10.1016/j.pmatsci.2020.100703
V. Ramesh Sagar, S. Lorin, K. Wärmefjord and R. Söderberg, A Robust Design Perspective on Factors Influencing Geometric Quality in Metal Additive Manufacturing, J. Manuf. Sci. Eng., 2020, 10(1115/1), p 4048742.
Acknowledgments
This paper describes objective technical results and analysis. Any subjective views or opinions that might be expressed in the paper do not necessarily represent the views of the National Aeronautics and Space Administration (NASA) or the United States Government. The results from this study is solely for informational purposes and not an endorsement of any processes by the authors, their employers, or the publishing journal. This work was funded by NASA specifically through the STMD Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) Project. The authors thank many individuals involved in providing information to support this article including: Lynn Machamer/NASA, John Fikes/NASA, Mark Norfolk/Fabrisonic, Leo Ajdelsztajn/GE Research, Marius Ellingsen/VRC Metal Systems, Aaron Nardi/VRC Metal Systems, Chase Cox/MELD Manufacturing, European Space Agency (ESA), Fig. 13 (ArianeGroup GmbH applied the load-bearing structure to the LBM copper chamber with an IMPACT Cold Spray System), Sascha Bernhardt/Impact Innovations GmbH, Greg Kayser/Aerojet Rocketdyne, Ping Wang/Haynes International. The authors would like to thank the various companies that provided images and the respective owners are credited throughout the article. All trademarks are the property of their respective owners.
Author information
Authors and Affiliations
Contributions
PG: Conceptualization, Methodology, Writing—Original Draft, Investigation, Supervision, Resources DT: Methodology, Writing—Original Draft, Investigation AP: Writing—Review & Editing, Methodology OM: Writing—Review & Editing, Methodology MG: Writing—Review & Editing, Investigation RW: Writing—Original Draft, CM: Writing—Original Draft.
Corresponding author
Ethics declarations
Conflict of interest
The lead author of this article served as a guest editor for the Special Issue Focus on Space and Aerospace for this journal. To avoid potential conflicts of interest, the responsibility for the editorial and peer-review process of this article rests with the other editors of the journal. Furthermore, the authors of this article were removed from the peer review process and had no access to confidential information related to the editorial process of this article. There are no financial conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special issue in the Journal of Materials Engineering and Performance entitled “Space and Aerospace Exploration Revolution: Metal Additive Manufacturing.” The issue was organized by Shahrooz Nafisi, Relativity Space; Paul Gradl, NASA Marshall Space Flight Center; Douglas Hofmann, NASA Jet Propulsion Laboratory/California Institute of Technology; and Reza Ghomashchi, The University of Adelaide, Australia.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gradl, P., Tinker, D.C., Park, A. et al. Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components. J. of Materi Eng and Perform 31, 6013–6044 (2022). https://doi.org/10.1007/s11665-022-06850-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06850-0