
Abstract
Carburization is a critical aspect in the iron and steel industry as it significantly affects the mechanical and chemical properties of the final product. This study provides a comprehensive analysis of the carburization potential of high-grade quality iron ore pellets after direct reduction in pure hydrogen. The results show that the porosity of the pellets has a significant impact on the efficiency and success of the direct reduction process with hydrogen. The reduction process can be completed at a lower temperature in pure hydrogen compared to carbon monoxide, with the iron carbide concentration peaking at temperatures up to 500 °C before decreasing with further temperature increases. The uniform distribution of SiO2, Al2O3, and CaO is critical to the carburizing process and affects the final properties of the steel. An increased degree of metallization and porosity are associated with an improved carburizing tendency. This study highlights the intricate interplay between temperature, carbon sources, and the resulting equilibrium concentration of iron carbides and provides insights into the complex dynamics of this phenomenon.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The iron and steel industry plays a vital role in global industrial production, providing essential materials for infrastructure development, manufacturing, and various other applications. The carburization behavior of high-quality pellets after direct reduction in pure hydrogen is a topic of great interest in the field of metallurgy and materials science. The process of direct reduction involves the conversion of iron ore into metallic iron without the use of traditional blast furnace technology. This process is often carried out in the presence of reducing gases such as hydrogen, which can have a significant impact on the properties of the resulting iron. Carburization, defined as the introduction of carbon into iron, plays a critical role in steelmaking by influencing both the behavior of the processes involved and the mechanical and chemical properties of the final product [1,2,3,4].
Direct reduction is considered one of the main technologies leading to the total or partial replacement of the integrated route for iron and steel production [5]. At the present time, over 80% of direct reduced iron (DRI) also known as sponge iron is produced in Midrex and HYL shaft furnaces [6]. The two technologies are very different with regard to the reducing gas composition, the employment of gas reforming, as well as the gas pressure inside the shaft furnace [7,8,9,10,11]. As a matter of fact, the hydrogen to carbon monoxide ratio is higher in HYL reactor in comparison with Midrex one, and consequently, the gas pressure is higher in HYL furnaces to avoid the hydrogen consumption related to its high volatility [12, 13]. So, very recently shaft furnaces based on these technologies have been developed in order to produce sponge iron directly reduced in pure hydrogen atmosphere [14]. Sponge iron directly reduced in pure hydrogen has obviously higher melting temperature. In addition, the sponge iron properties after hydrogen direct reduction are physically and chemically completely different [15, 16]. Carburization allows manufacturers to tailor the properties of sponge iron to meet specific requirements for various applications. By carefully controlling the carburization parameters, such as temperature, time, and carbon source, manufacturers can achieve the desired combination of strength and ductility. This is particularly important when sponge iron is used as a feedstock for subsequent steelmaking processes or in other applications where specific mechanical properties are required. Madu et al. [17] found that the mechanical properties of mild steel were strongly influenced by carburizing temperature and soaking time, with the optimum combination of mechanical properties achieved at a carburizing temperature of 900 °C. Moreover, understanding the microstructural changes brought about by carburization is critical for optimizing the properties of sponge iron and ensuring it meets industry standards and performance requirements. Want et al. [18] explored the microstructures and mechanical properties of carburized steel subjected to low-temperature austempering, highlighting the benefits of this treatment in terms of residual stress, wear resistance, and impact toughness. Therefore, it seems that carburization is needed for further processing operations, for safety issues and for reoxidation prevention [19, 20].
Hydrogen is considered an optimal reducing agent because of its capacity to diffuse very fast decreasing the processing time. It improves the thermodynamic and kinetic conditions for direct reduction. Due to its remarkably low viscosity, the use of hydrogen in reduction processes proves to be extremely efficient when it comes to the utilization of thermal energy [21]. This property of hydrogen, which allows it to flow easily and mix with other substances, contributes to an optimized transfer and distribution of heat throughout the system, improving overall thermal energy utilization and promoting energy efficiency [22].
Now, in pure hydrogen atmosphere, the direct reduction of iron oxides takes place through the following reactions: Starting with the highest oxide, the reduction of hematite to magnetite is represented by the equation:
This is followed by the further reduction of magnetite to wüstite:
and subsequently the reduction of wüstite to iron,
Additionally, the direct reduction of hematite to iron is described by
As shown by the enthalpy of reactions, the hydrogen direct reduction is associated by high energy consumption as a consequence of the endothermicity of the process [23,24,25]. This means that it absorbs heat from the surroundings to proceed. In the reduction of iron oxide, hydrogen gas is used to convert iron oxide into iron metal and water vapor, and this conversion requires an input of thermal energy to drive the reaction. The endothermic nature of this reaction is due to the dissociation of hydrogen molecules and the breaking of chemical bonds in the iron oxide, which requires energy to overcome.
The DRI carburization reactions can be summarized as follows:
As a matter of fact, there are chemical reactions involving the introduction of carbon (in the form of carbonaceous materials like CO) into the DRI production process. Anyway, in the temperature range 650–700 °C, free carbon can deposit because of the instability of cementite. The cementite formation is very complex and depends on the carburizing atmosphere and on the pellets microstructure [26,27,28]. Obviously, the carburizing of the pre-reduced pellets is largely influenced by their porosity. Open pores and large surface areas are obtained through hydrogen direct reduction [29]. Large pores and high pores tortuosity can expand the reaction surface with carbon monoxide improving the carburization of iron and the cementite formation [15, 30]. As a matter of fact, carburization is controlled by the chemical reactions at the pores surfaces [26]. Also, some traces of sulfur can improve the cementite stability avoiding the carbon deposition [31].
According to the literature, the behavior of high-quality pellets during direct reduction in pure hydrogen has been the subject of several studies that have shed light on the mechanisms and kinetics of this process. Research has also focused on the reoxidation behavior of high-grade pellets as well as on the gas-based reduction swelling behavior of ultra-high-grade pellets. Guo et al. [32] found that the presence of biomass in iron ore pellets improved the reduction extent and velocity, increasing the contact area between iron oxide and reducing gas. Cavaliere et al. [33] analyzed the kinetics of hydrogen-based direct reduction and identified temperature, total iron percentage, porosity, and basicity index as key factors influencing the reduction behavior. In summary, the papers collectively highlight the mechanisms, kinetics, and factors influencing the behavior of high-grade pellets during direct reduction with hydrogen gas. In addition, investigations into the separation of various elements from the reduced pellets have provided valuable insights into the overall direct reduction process.
While the concept of carburization is well known in iron and steel metallurgy, the specific challenges and intricacies associated with carburization in the context of direct reduction in pure hydrogen are not fully understood. The challenges in understanding carburization behavior after direct reduction in pure hydrogen are included: Unlike traditional carburization processes that use carbonaceous gases, such as CO and methane (CH4), carburization in pure hydrogen environments is relatively unknown and complex. Bell et al. [34] investigate the carburization kinetics of iron in hydrogen–methane mixtures and find that the surface carbon concentration is influenced by temperature, time, and methane partial pressure. In fact, distinct chemical reactivity and unique kinetic behaviour are introduced leading to significant complexities in the carburization reactions. In addition, the temperature and kinetics of the reduction process significantly affect carburization behavior. Achieving the desired carburization levels while maintaining energy efficiency is a demanding task which depends on the processing parameters. What is more, the type and form of carbon sources, such as carbon monoxide, graphite, or other carbon-bearing compounds, impact carburization rates and mechanisms.
Given the very recent scientific literature on hydrogen direct reduction, the available data on the carburization of pellets pre-reduced in hydrogen are very limited. The purpose of the current paper is to address the aforementioned challenges and provide a comprehensive analysis of the carburizing potential of high-grade iron ore pellets after direct reduction in pure hydrogen. Specifically, the objective the paper is to (1) investigate the kinetics and mechanisms of carburization in pure hydrogen environments and (2) examine the effects of temperature, process parameters, and impurities of iron oxide pellet on carburizing process.
Experimental Procedure
The pellets employed in the present study were provided by VALE (Brazil), and the pelletizing procedure was described in previous publications from the authors [15]. The pellets composition of the as-received pellets are shown in Table 1. The pellets are carbon free.
The pellets’ diameter was in the range 1–2 cm. The pellets composition was measured through EDS in a Zeiss EVO 60 scanning electron microscope (SEM). The pellets’ porosity was measured through microtomography using General Electric’s Phoenix v/tome/xs system. The microtomography analyses were performed with a voxel size of 10 µm, which was set based on a trade-off between image resolution and scan time. This setting allowed the detection of features down to about 20 to 30 µm, considering that the minimum detectable pore size is generally about 2 to 3 times the voxel size. These specifications are critical for accurately quantifying and analyzing the porosity and structural changes within the iron ore pellets under different experimental conditions. Understanding these limitations is fundamental to the interpretation of the microtomography data, particularly in evaluating the effectiveness of the reduction process and the effects of different gas compositions and basicity indices on pellet structure. Microtomography data were then analyzed using ImageJ software to characterize the porosity of the material. The pellets were directly reduced in hydrogen atmosphere at the temperature of 950 °C and 6 bar with gas flow of 180 ml/min. For each direct reduction set, 140–170 g of pellets were reduced. After direct reduction, the pellets were carburized in carbon monoxide atmosphere at 1 bar in the temperature range 600 °C, 650 °C, and 680 °C with gas flow of 120 ml/min. The selection of carburization temperatures of 600 °C, 650 °C, and 680 °C was carefully considered on the basis of several scientific and practical factors. These temperatures are commonly used for carburization processes in the iron and steel industry, ensuring the relevance of our experimental results to industrial applications. Moreover, a significant metallurgical transformation involving the decomposition of Fe3C takes place in this temperature range, especially between 650 and 700 °C. Indeed, Fe3C is a metastable intermetallic compound that can decompose into iron and carbon through a sequence in which carbon nuclei are deposited on iron to form Fe(C), which subsequently decomposes into metallic iron (α-Fe) and graphitic carbon (C), as described by the reactions Fe3C = 3Fe and Fe(C) = Fe + C [35]. This decomposition is crucial for the effective diffusion of carbon into the iron matrix. In addition, temperatures below 600 °C typically led to inefficient carbon diffusion, which significantly slows down the carburization process, while temperatures above 680 °C can promote undesirable reactions or structural changes in the pellets, such as excessive grain growth or sintering [13, 36]. The chosen temperature range, therefore, not only meets industry standards, but also utilizes the optimal conditions for carbon diffusion and cementite degradation, ensuring a balance between effective carburization and maintaining the structural integrity of the iron pellets. In each step of reduction, the pellets were analyzed through microtomography and SEM for the characterization of porosity and composition. The pellet reduction experiments were carried out in a self-designed and developed shaft furnace (Fig. 1).

a Pellets employed in the present study, b self-designed shaft furnace
In order to precisely monitor the progress of the reduction reaction and calculate kinetic constants and reduction rates, the mass changes of the iron ore pellets were recorded in situ during the direct reduction process. This was done using a high-precision electronic scale integrated into the horizontal shaft furnace. The scale continuously measured the mass of the sample holder and the pellets, with the data being recorded in a connected computer system. This allowed us to follow the reduction process in real time and detect even minimal changes in mass corresponding to the reduction of iron oxides to elemental iron. The detailed mass data collected in situ formed the basis for the generation of reduction curves (percentage of reduction versus time to reduction), which were subsequently used to derive kinetic parameters, as described in the next section of this article.
Results and Discussion
The elevated iron content observed in the pellets (as given in Table 1) signifies their superior quality and purity. In essence, the high iron content in the pellets not only ensures the quality of the final steel product but also optimizes the utilization of resources and minimizes the carbon footprint by curbing energy consumption [33]. This dual advantage emphasizes the importance of utilizing high-quality iron ore pellets in the steelmaking industry. The aspect of the as-received pellets analyzed through X-ray tomography is shown in Fig. 2.

Pellets aspect before direct reduction, and cross sections of the porosity appearance of the investigated pellets in the directions X, Y, and Z
The left side shows the entire pellet and cross-sectional views highlighting the initial porosity and homogeneity. The three-part images on the right provide magnified views of the internal features of the pellet, focusing on the distribution and size of pores and inclusions prior to reduction. Each of these magnified images represents a different area within the same pellet, highlighting the variability in the distribution of pores and inclusions to be expected in the raw material. It should be noted that larger fonts should be used in future revisions to improve readability. The mean porosity of the as-received pellets was in the range 30–42% depending on the size as described in [16, 37]. The level of porosity in the pellets has a significant impact on the efficiency, kinetics, and overall success of the reduction process. Porous pellets have a larger surface area that enables faster and more efficient reduction of iron oxide, which is essential for reducing processing time and energy consumption. This larger surface area allows for more intense contact between the iron oxide and the hydrogen gas, facilitating the reduction reaction. Porosity also facilitates the diffusion of hydrogen gas into the interior of the pellets and helps decrease issues like carbon deposition and swelling [16]. The specific structure and tortuosity of pores within the pellets influence gas diffusion rates [15]. Furthermore, porous pellets assist in thermal management, ensuring effective heat transfer and uniform temperature profiles. They also contribute to material permeability, which is crucial for maintaining consistent product quality by ensuring even gas flow through the pellet bed. In this context, Takegoshi et al. [38] demonstrated that the thermal diffusivity and thermal conductivity decreased with increase in temperature and porosity. Therefore, it can be considered that the porosity of iron oxide pellets is a critical design parameter that significantly influences the efficiency and success of hydrogen direct reduction processes in iron and steel production.
The as-received pellets microstructure is shown in Fig. 3. This figure shows that the microstructure consists of grains with sizes of up to ten μm. It can be seen that separated by a fine mesh of pores, ranging in micron size. Elemental maps obtained by energy-dispersive X-ray spectroscopy (EDX) in the SEM images in Fig. 3 show that the initial ore pellet is predominantly comprised of iron oxide mostly hematite making up 96.63% of the volume. Obviously, the initial iron ore is characterized by a remarkably homogeneous distribution of various common impurity elements along with iron (Fe), including Oxygen (O), Calcium (Ca), aluminum (Al), and silicon (Si).

SEM microstructure and maps of the as-received pellets
The reduction of high-melting-point oxide species presents significant challenges due to their thermodynamic stability and high Gibbs free energy. In the other words, reduction of these oxides require specific atmospheric conditions and high temperatures for reduction [39,40,41]. The melting point of oxides influences their reducibility, as oxides with a higher melting point tend to form stronger bonds, which require more energy to break during the reduction process. This relationship is well documented in the literature [40, 41]. According to Helali et al. [40], the reducibility of metal oxides is inversely related to their melting point, as more energy is required to break the oxide bonds at higher temperatures. In addition, the change in Gibbs free energy plays a crucial role in the reduction reactions, as a more negative ΔG indicates a thermodynamically more favorable reaction. This inherent property makes the reduction process significantly more difficult and less efficient. The high melting points of these oxide species mean that they require a considerable amount of heat energy to reach the reaction temperature required for carburization. This means that a significant amount of energy resources must be used to heat the pellets before effective carburization can begin, which can affect the overall energy efficiency of the process. Furthermore, the high Gibbs free energy values indicate that the thermodynamic feasibility of their reduction is quite unfavorable. The thermodynamic feasibility of carburization is strongly influenced by the chemical and physical properties of the starting materials. High Gibbs free energy values indicate that the carburization reactions do not proceed spontaneously so easily [42,43,44]. Consequently, the reduction of such oxide species is significantly hindered. In this context, it is important to note that both the temperature and the specific composition of the reducing gas play a crucial role in the dynamics of the Gibbs free energy. Therefore, they could either maintain their initial uniform distribution as oxide particles (mostly on the nanoscale [28]) or be displaced from the reduction front and eventually become part of the remaining oxide phase.
In Fig. 4, the curve of the degree of reduction shows how iron ore pellets are gradually reduced at 950°C, passing through the stages of hematite, magnetite, wüstite, and finally pure iron. At the beginning, the curve drops slightly as hematite transforms into magnetite, indicating the transition from ferrous to ferric iron. This sets the stage for further oxygen removal as the process continues. During the transformation from magnetite to wüstite, the curve continues to decrease and leads to the final steep drop, which represents the reduction to metallic iron. This final stage is crucial for iron and steel production, but is slower, as evidenced by the gentle rise at this stage. The overall reduction sequence and kinetics of hematite to iron as presented in our results are in agreement with previous studies [45, 46]. Noting this point is necessary that the term 100% reduction observed in Fig. 4 refers to the completion of the reduction process under the conditions specified for the duration of the experiment and not to the absolute purity of the metallic iron produced. In addition, it is mentioned that the reduction of iron oxides in the pellets has a hierarchical nature, occurring through a multistage process, namely several chemical (phase transformations), physical (transport), and mechanical phenomena [2, 47], in which the Fe2O3, Fe3O4, FeO, and Fe phases coexist and interact with each other. It was found that the reduction is not linear, but rather involves a complex interaction between these phases. For example, the reduction of hematite to magnetite and the subsequent formation of FeO were found to be interrelated, with the presence of each phase influencing the reduction behavior, thermodynamics, and kinetics of the other phases. Based on the reduction kinetics documentation [2, 3, 23, 30] and the nonlinear evolution of the degree of regeneration shown in Fig. 4, as well as the similar process of the evolution of the degree of reduction in the earlier documents [28, 48,49,50], one can assume the truth of this claim with high probability that a phase transformation between iron oxides has taken place. In fact, following this claim, it is emphasized that these structural changes are essentially caused by the change in the crystal structure of the different iron oxides from Fe2O3 to Fe3O4 and then to FeO, as well as by the change in the phenomena involved in mass transfer, for example, the reactions taking place at the interface between gas/iron oxide or hydrogen diffusion in the oxides under consideration. Furthermore, while it is possible that some of the unreduced hematite remains in the core of the pellet after 5 min, our observations indicate that the majority of the reduction follows the outlined hierarchical transformation pathway. This conclusion is consistent with other papers that have investigated the phase transformation during the reduction of Fe2O3 by hydrogen [28, 48, 50, 51]. This interdependent reduction process has a significant impact on the efficiency and energy consumption of direct reduction and emphasizes the importance of a comprehensive understanding of the entire reduction sequence.

Reduction curve at 950 °C in 100% H2 hydrogen for the used pellets
The aspect of the pellet shown in Fig. 2 after the reduction in hydrogen is shown in Fig. 5. The porosity of the pellets after reduction was in the range 53–62%. Comparing the initial aspect, namely before reduction process, the mean porosity is increased after reduction process in 100% hydrogen as reducing gas. In fact, the main message of Fig. 5 is the change in porosity, including the increase in both the size of the individual pores and the complexity of their shapes (tortuosity), after the reduction process. These results are in line of the results reported in [2, 16]. The three sections on the right of the image provide magnified views of the internal structure of the pellet and show a variation in porosity and pore morphology in the different sections. These variations are crucial as they affect the gas flow within the pores during reduction; increased tortuosity can lead to higher turbulence, which tends to slow down the reduction rate [15]. As porosity and tortuosity increase, so does entropy generation and energy consumption during the reduction process, especially in the final stages where tortuosity is more pronounced [30, 52]. The differences between the three enlarged images are an indication that the porosity in the pellet is not uniform. This non-uniformity is an important aspect as it can affect the efficiency and effectiveness of the reduction process, leading to different degrees of metallization in the pellet.

Pellet aspect after hydrogen direct reduction and cross sections of the porosity appearance of the investigated pellets in the directions X, Y, and Z
During carburization, carbon is introduced into the iron oxide pellets through the formation of Fe3C (based on the Eq. 5), similar to how iron oxide is reduced to metallic iron in the reduction process. This chemical reaction leads to changes in the structure of pellets and volume, resulting in the creation of additional voids or pores within the pellet, same as the increase in porosity observed during reduction. In this context, Huang et al. [53] observed a sharp drop in pellet strength during the initial reduction, attributed to an increase in porosity and the generation of particle defects. Furthermore, the production of carbon dioxide as a byproduct during carburization contributes to the expansion of the pellet and the introduction of new pores, enhancing overall porosity. The effective permeability of hydrogen gas assists in efficient penetration into the pellet structure, promoting uniform carbon distribution, and further contributing to pore formation. While localized sintering effects may occur, the combined effects of carbon introduction, gas evolution, and volume changes typically lead to a net increase in porosity within the pellet structure, with significant implications for the physical and mechanical properties of carburized iron pellets in applications such as iron and steel manufacturing. However, noting this point is indispensable that the formation of Fe3C through the introduction of hydrogen gas can enhance carburization and smelting behavior of reduced iron [54].
The metallization was calculated and was in the range 92–95%. As SEM/EDX analysis of the reduced pellet provided in Fig. 6 shows that there is a strong iron signal. Similar to the pellets before the reduction process O, SiO2, Al2O3, and CaO was also detectable. Nevertheless, most of the CaO and Al2O3 were featured the emergence of nano-sized oxide islands intricately embedded within the reduced iron matrix. It seems that the silica phase remains in the pellet after the direct hydrogen reduction process. While in the sample before reduction, silica was detected between iron oxide particles since these oxide species could not be effectively reduced during the process, they could either retain their initial uniform distribution as oxide nanoparticles or be expelled from the reduction front, eventually becoming part of the remaining oxide phase [28]. This carburization-like behavior, characterized by the incorporation of non-reducible oxide species into the reduced iron matrix, may contribute to the observed high metallization degree. Furthermore, such high metallization degree can be attributed to this point that the pellets show a very fast reduction in the time for metallization at 950 °C [30].

Micrographs and EDX maps taken in the center region of the reduced pellet at 950 °C in pure hydrogen
As a matter of fact, having such high metallization degree about 92–95% could connect to the presence of about 53–62% porosity, as porosity increases, providing more surface area for carbon to interact with the reduced iron, potentially leading to carburization. The pellets had an average diameter variation of about 10–15% after the hydrogen reduction process carried out at 950 °C. These measurements indicate not only a significant transformation in terms of metallization, but also a remarkable preservation of the integrity and size of the pellets after the reduction process. Furthermore, porosity affect the diffusion and migration of SiO2, Al2O3, and CaO, within the pellet structure, leading to variations in their distribution. Depending on the size and cross-linking of the pores, the diffusion rates of SiO2, Al2O3, and CaO may vary, resulting in local concentrations and possibly influencing the formation of oxide islands observed in SEM/EDX analysis. In addition, the porosity-induced variations in the distribution of these oxides can influence their interactions with the iron matrix during the reduction process. Porosity influences not only the diffusion pathways but also the reaction kinetics at certain points in the pellet. This interplay between porosity, diffusion, and local reactivity contributes to the intricate patterns of oxide distribution within the reduced iron structure.
The average composition after direct reduction was measured and is listed in Table 2. The significant increase in the iron (%) content from the 67.24 to 94.85% indicates a significant reduction of iron oxide to metallic iron. As a matter of fact, the metallization degree of 92–95% indicates that although the reduction process is largely complete, a small amount of iron still remains (\(\sim \) 0.252 wt%) in the oxide form, mainly as FeO, which is consistent with the presence of FeO in the composition of the pellets, as can be seen in Table 2. The FeO content was determined on the basis of the theoretical reduction degree for a complete reduction of Fe3O4 to FeO, which was derived from the curve of reduction degree vs. time curve [28]. Experimental and modeled results show that the complete reduction of Fe3O4 to FeO takes about 5–30 min [2, 28, 55, 56]. The dotted line at a reduction time of 20 min shows the theoretical stoichiometry for the complete reduction of Fe3O4 to FeO. It should be noted that the reduction time is significantly influenced by several factors such as porosity, composition, reducing gas, and processing parameters [3, 30, 57]. This remaining FeO content can be attributed to several factors, including the kinetics of the reduction reactions, the diffusion of hydrogen through the pellet, and possible limitations in reaching equilibrium at all points within the pellet due to factors such as pellet size, porosity, and the internal distribution of oxides. This reduction process is inherently associated with the potential for carburization. In other words, the notable rise in iron (%) suggests a concurrent increase in carbon content, given that carburization involves the incorporation of carbon into the iron matrix. Noting this point is important that the carburized carbon in the final reduction of iron oxide more likely causes the coalescence of reduced iron particles. This is in consistent with the result reported in [58].
The liberated carbon, either from the reducing gas or the decomposition of carbon-rich species in the pellets, may react with silicon to form carbide phases that is in line of reported results in [59]. This interaction contributes to the overall carburization phenomenon. The slight increase in manganese oxide (%) from the 0.186 to 0.25% in the reduced pellets suggests that manganese may play a role in catalyzing carbon incorporation into the iron matrix. Manganese can form various carbide phases, contributing to the overall carburization and potentially influencing the microstructural characteristics of the reduced pellets. The decrease in CaO and P concentrations can indirectly influence the carburization dynamics.
In the carburization context, the uniformity of the distribution of SiO2, Al2O3, and CaO is a key factor. A homogeneous distribution ensures that the introduced carbon can interact consistently with the iron matrix, which promotes uniform carburization throughout the material [60]. Conversely, local differences in carburization behavior can occur if the distribution of these oxides varies due to porosity-induced diffusion. Regions with higher concentrations of SiO2, Al2O3, and CaO may exhibit different carburization patterns compared to areas with lower concentrations. This non-uniformity can lead to heterogeneous carburization, which affects the final carbon content and overall quality of the steel produced [60]. Therefore, the porosity-related fluctuations in the distribution of SiO2, Al2O3 and CaO not only affect the direct reduction process, but also have downstream effects on the subsequent carburization steps. A more homogeneous distribution of these oxides during direct reduction can contribute to a more uniform and predictable carburizing process and influence the final properties of the steel product.
After characterization, the pellets were carburized in carbon monoxide atmosphere. The carbon monoxide pressure was limited at 1 bar and 120 ml/min in order to avoid carbon deposition and improve the cementite stability [18]. The carburizing curves expressed as weight change as a function of the time is shown in Fig. 7.

Weight change as a function of time in carbon monoxide atmosphere for different gas temperatures
As Fig. 7 demonstrates the weight change happens from the early moment of the carburization process by CO. As a matter of fact, it means that formation of iron carbide is more likely started from the initial stages of reduction as cementite was identified in the microstructure of partially reduced samples. This is in agreement with the result that the presence of Fe3C in the partially reduced pellets shows that reduction and cementite formation take place at the same time [26]. Obviously, considering the reduction process occurred simultaneously with carbon deposition, so as temperature increases weight change in shorter time, increases as temperatures increased, and in the presence of a pure hydrogen as reducing gas, the dominant process shifted towards reduction from carbon deposition [61]. This transition signifies a shift in the primary reaction pathway, with the reduction process gaining prominence at elevated temperatures and high hydrogen concentrations, showcasing the intricate temperature and composition dependencies inherent in the reaction dynamics.
The X-ray tomography aspect of the pellets carburized at 680 °C are shown in Fig. 8. The main message of Fig. 8 is the altered state of the internal structure of the pellet as a result of carburization, particularly in terms of porosity and the distribution of carbon within the pellet. By comparing Fig. 8 with Fig. 5, which shows the pellet after hydrogen reduction, the changes in the porosity of the pellet can be seen. After direct reduction in hydrogen, the pellet exhibits increased porosity and tortuosity, which indicates the dynamics of the reduction process. In contrast, a different pattern of porosity is seen after carburization, which is probably due to the deposition of carbon in the pellet structure. The differences between the three magnified images on the right-hand side of Fig. 8 illustrate the variability of porosity in different sections of the pellet. This heterogeneity is significant as it can affect the overall properties of the carburized pellet, such as its strength and reactivity during further processing steps. Indeed, carburization at 680°C has changed the internal structure of the pellet, as shown by the change in porosity compared to the state after hydrogen reduction. Moreover, the images show a more uniform porosity distribution, suggesting that the carburization process may have filled the pores or influenced their formation, resulting in a different internal morphology than that observed after the reduction process.

X-ray tomography aspect of the pellets carburized at 680 °C and cross sections of the porosity appearance of the investigated pellets in the directions X, Y, and Z
After carburization at different temperatures, the pellets were analyzed with SEM and the carbon percentage was measured with EDX. The microstructure of the pellets carburized at 600 °C, 650 °C, and 680 °C is shown in Fig. 9.

Carburized pellets microstructure; from the top, it is shown the microstructure of the pellet carburized at 600 °C, 650 °C, and 680 °C
The measured carbon percentage in the pellets was 1.3 wt%, 1.8 wt%, and 2.9 wt% for the material carburized at 600, 650, and 680 °C, respectively. The observed increase in carbon content can probably be attributed to the abundant availability of reduced iron.
In the SEM images of reduced and carburized pellets, the porous structure of the samples is readily discernible. Figure 10 shows SEM images and the corresponding EDS maps of pellets carburized at 680 °C at two different magnifications. The SEM images show the microstructure of the pellets, and the EDS maps illustrate the distribution of certain elements within the microstructure. Figure 10a provides an overview of the microstructure of the pellet with a wider field of view. In addition, EDS mapping at this magnification allows observation of the general distribution of elements such as iron, oxygen, carbon, silicon, calcium, and aluminum over a wider area. Obviously, this elemental distribution appears more homogeneous due to the lower resolution. In contrast, Fig. 10b provides a more detailed view of the microstructural features, allowing the observation of finer details such as the morphology of phases and the precise localization of elements. Although the presence of oxygen and carbon was also confirmed, it is noteworthy that the EDX technique may present limitations in detecting such light elements reliably. The spatial distribution of silicon and oxygen suggests the presence of silica agglomerates within the pellet. Additionally, the aluminum mapping reveals localized areas with elevated concentrations of this element. The calcium signal is likely associated with the epoxy composition, with its detection primarily concentrated within the pore regions. It is evident that the EDS maps at this magnification show more localized elemental concentrations and provide clearer insights into the relationships between different phases within the pellet. In particular, the carbon distribution can be seen more clearly. It shows exactly the regions where carburization has taken place.

SEM aspect and the corresponding EDS mapping at different magnifications of the pellets carburized at 680 °C, a low and b high magnification
The carbonization temperatures were 600 °C, 650 °C, and 680 °C, and the measured carbon contents were 1.3 wt%, 1.8 wt%, and 2.9 wt%, respectively. To better understand the relationship between carbonization temperature and carbon content, a quantitative analysis of the increase in carbon content as a function of temperature can be performed (Table 3). The percentage increase in carbon content with increasing temperature can be calculated. Quantitative analysis shows that the carbonization of DRI pellets increases significantly with temperature, with a percentage increase in carbon content of approximately 38.46% for an increase from 600 to 650 °C and 61.11% for an increase from 650 to 680 °C. Furthermore, the total increase in carbon content from 600 to 680 °C is approximately 123.08%. The carbon distribution is more homogeneous at lower magnification, but shows more localized concentrations at higher magnification. This indicates that while carbon is distributed throughout the sample, there are certain areas where carbonization is more intense.
The porosity of the pellets was measured after reduction in pure hydrogen in the range of 53–62% (Fig. 5). The carbon content was then measured at different temperatures during the carburization process (Fig. 8). The data points for porosity (P) and carbon content (C) listed in Table 3 were analyzed to establish a quantitative relationship. A linear regression analysis was performed to determine the relationship between P and C. The resulting equation is
The slope indicates that the carbon content increases by 0.075 wt% for every 1 increase in porosity. The intercept (− 2.65) represents the base carbon content when porosity is zero, which is an extrapolated value for the linear model. From the quantitative relationship between porosity and carburization, it can be deduced that higher porosity leads to higher carbon content in the pellets. This relationship can be used to predict the carbon content based on the measured porosity of the pellets.
To estimate the effects of temperature on the reduction behavior of iron oxide pellets, namely, wüstite, pure iron, and magnetite in a temperature range from room temperature (RT) to 1000 °C in the presence of hydrogen was used the HSC software [43, 62]. As shown in Fig. 11, the reduction of hematite to magnetite is thermodynamically favorable in the presence of hydrogen and even in lower temperature and early moment of reduction, most of hematite are in form of magnetite. In the meantime, it can be also seen that there is some reduced iron.

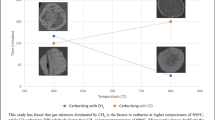
Evolution of reduced Fe3O4, FeO, and Fe during direct reduction of iron oxide pellet in presence of a pure hydrogen, b CO, as reducing gas
In addition to the reduction with pure hydrogen, the reduction process could be brought to completion at lower temperature compared to CO. This is likely due to hydrogen’s higher reactivity and stronger affinity for oxygen, making it a more effective reducing agent. The thermodynamic and kinetic characteristics of hydrogen-driven reactions allow for a quicker and more efficient reduction process even at lower temperatures, in contrast to carbon monoxide, which may require higher temperatures to achieve comparable results due to its lower reactivity and reduced ability to efficiently reduce metal oxides [63, 64].
This can be supported by various studies, such as those by [59, 65], which emphasize the crucial role of reduced iron in facilitating carbon deposition. It is important to clarify that the rapid transformation of hematite into magnetite is a crucial factor in this context. This transformation process is characterized by its speed and the simultaneous production of pure iron. This simultaneous production of pure iron serves as a key indicator that sheds light on the underlying carburization phenomenon. In the presence of the reduced iron mentioned above, favorable conditions are created for the deposition of carbon, especially in the form of iron carbide. Satoh et al. [66] highlight the importance of reduced iron in creating an environment conducive to carbon deposition. The interaction between reduced iron and carbon is critical to understand the intricate dynamics of the carburization process. In addition, the direct relationship between iron formation and the presence of wüstite becomes clearer at higher temperatures. In fact, the temperature-dependent nature of this relationship enhances the propensity for carbon deposition. The research results indicate in particular that the deposition of carbon at 680 °C is significantly stronger and occurs more easily than at 600 °C. This temperature-dependent behavior underscores the nuanced interplay of factors that influence carbon deposition in the system under investigation.
In presence of carbon monoxide, it becomes evident that iron carbide reaches its peak equilibrium concentration at temperatures up to 500 °C, subsequently decreasing with further temperature increments. This observation aligns with the temperature range elucidated by Towhidi et al. [61] in their study, which reported a temperature influence about 500 to 600 °C. Moreover, the inhibitory impact of hydrogen on the deposition of carbon, particularly in the form of iron carbide, is anticipated to hinders that of a carbon monoxide atmosphere. The higher-temperature regimes are presumed to play a facilitative role in the carburization process, promoting the increased formation of iron carbide. This correlation underscores the intricate interplay between temperature, carbon sources, and the resultant equilibrium concentration of iron carbide, shedding light on the nuanced dynamics of the carburization phenomenon. In sum, the presence of carbon deposition due to carburization process during the early stage of the direct reduction provides a potential hindrance as the finely divided iron carbide particles have the propensity to impede the accessibility of the reducing gas. This obstruction may lead to a suboptimal reduction process, affecting the efficiency of the overall reaction. Furthermore, the interference caused by the deposited carbon may impede the desired chemical transformations, subsequently has a negative effect on the metallization degree.
Based on the experimental observations and the reported phenomena, it is clear that the carburization of iron oxide pellets after direct reduction in pure hydrogen is a multifaceted process that is influenced by a variety of factors. The formation of carbide phases, evidenced by the reaction of liberated carbon with silicon and the catalytic role of manganese, is one of the key aspects contributing to carburization. In addition, the observed variations in the distribution of SiO2, Al2O3, and CaO as well as the changes in the porosity of the pellet after reduction play an important role in the thermodynamics, kinetics, and uniformity of carburization. The experimental results indicate that a uniform oxide distribution and controlled porosity are beneficial to achieve a homogeneous carburizing process, which is crucial for the production of high-quality steel with consistent properties. In addition, carburization dynamics are clearly temperature dependent, with higher temperatures promoting faster carburization rates and the formation of iron carbide, especially in the presence of carbon monoxide. The interplay between temperature, the reducing atmosphere, and the presence of reduced iron is critical to the extent and uniformity of carbon uptake within the pellets. The SEM and EDS analyses provide a microstructural perspective and show the local effects of carburization and the importance of maintaining optimal conditions to prevent the formation of iron carbide particles that could hinder the reduction process and negatively affect metallization.
Therefore, according to these findings, it is imperative to consider carburization behavior as an integral part of the direct reduction process, where the control of temperature, atmosphere, and pellet composition must be fine-tuned to optimize the carburization outcome. This integrated approach not only improves the understanding of the carburizing process, but also provides a basis for improving the overall efficiency and quality of steel produced from direct reduced iron oxide pellets. Future work will focus on clarifying the mechanistic details of carburization under different conditions to further refine the process parameters and achieve even better control over the carburization behavior of high-grade iron oxide pellets.
Conclusion
In this study, the carburization behavior of high-grade iron oxide pellets after their direct reduction in a pure hydrogen atmosphere was investigated in detail. The aim of the study was to understand the effects of various factors on the carburization process and to gain insights into optimizing the reduction and carburization conditions for better pellet quality and more efficient steel production. Based on the results and discussion, the following conclusions were drawn.
-
1.
The direct reduction process significantly increased the porosity and degree of metallization, which are crucial for improving reactivity. Higher porosity and metallization improve the reactivity of the pellets and make them more efficient in carburization.
-
2.
The reduction process was completed with pure hydrogen at lower temperatures than with carbon monoxide, indicating the higher reactivity of hydrogen. The higher reactivity of hydrogen and its stronger affinity to oxygen make it a more effective reducing agent compared to CO.
-
3.
Iron carbide reached its maximum equilibrium concentration at 500 °C and then decreased with further increases in temperature. The measured carbon content was 1.3 wt% at 600 °C, 1.8 wt% at 650 °C, and 2.9 wt% at 680°C. Higher temperatures favor the formation of iron carbide, which is crucial for carburization.
-
4.
The uniform distribution of SiO2, Al2O3. and CaO was crucial for a homogeneous carburization process. The uniform distribution of these elements during the reduction phase ensures a uniform and efficient reaction, which is crucial for the carburization process.
-
5.
A gradual increase in carbon content was observed during carburization in a carbon monoxide atmosphere at different temperatures. A higher carbon content in the pellets indicates effective carburization and contributes to the desired properties of the final steel product.
-
6.
Fe3C was detected in the microstructure of the carburized pellets, indicating successful carburization. The presence of iron carbide confirms carburization, which is essential for the desired metallurgical properties.
References
Janerka K, Bartocha D, Szajnar J, Cholewa M (2007) The influence of different kind of carburizers and carburization on the effectiveness and iron structure. Arch Metall Mater 2007:467–474
Sadeghi B, Cavaliere P, Bayat M, Ebrahimzadeh Esfahani N, Laska A, Koszelow D (2024) Experimental study and numerical simulation on porosity dependent direct reducibility of high-grade iron oxide pellets in hydrogen. Int J Hydrogen Energy 69:586–607
Sadeghi B, Najafizadeh M, Cavaliere P, Shabani A, Aminaei M (2024) Effect of composition and processing conditions on the direct reduction of iron oxide pellets. Powder Technol 444:120061
Cavaliere P, Sadeghi B, Laska A, Koszelow D (2024) TiO2 and reducing gas: intricate relationships to direct reduction of iron oxide pellets. Metall Mater Trans B. https://doi.org/10.1007/s11663-024-03168-1
Cavaliere P (2019) Clean ironmaking and steelmaking processes. Springer, Cham
Midrex Technologies (2019) 2018 World direct reduction statistics. Charlotte, NC, p 2. https://www.midrex.com/wp-content/uploads/Midrex_STATSbookprint_2018Final-1.pdf
Jiang T, Hwang J-Y, Gregurek D, Peng Z, Downey JP, Zhao B et al (2019) 10th International symposium on high-temperature metallurgical processing. Springer, Cham
Buschow K (2001) Encyclopedia of materials: science and technology. Elsevier, Amsterdam
Fan D-Q, Elzohiery M, Mohassab Y, Sohn HY (2021) The kinetics of carbon monoxide reduction of magnetite concentrate particles through CFD modelling. Ironmak Steelmak 48:769–778
Patisson F, Mirgaux O (2020) Hydrogen ironmaking: how it works. Metals 10:1–15
Hamadeh H, Mirgaux O, Patisson F (2018) Detailed modeling of the direct reduction of iron ore in a shaft furnace. Materials 11:1865
Wang RR, Zhao YQ, Babich A, Senk D, Fan XY (2021) Hydrogen direct reduction (H-DR) in steel industry—an overview of challenges and opportunities. J Clean Prod 329:129797
Kim G, Pistorius PC (2020) Strength of direct reduced iron following gas-based reduction and carburization. Metall Mater Trans B 51:2628–2641
Cavaliere P (2022) Hydrogen assisted direct reduction of iron oxides. Springer, Cham
Cavaliere P, Dijon L, Laska A, Koszelow D (2024) Hydrogen direct reduction and reoxidation behaviour of high-grade pellets. Int J Hydrogen Energy 49:1235–1254
Cavaliere P, Perrone A, Dijon L, Laska A, Koszelow D (2024) Direct reduction of pellets through hydrogen: experimental and model behaviour. Int J Hydrogen Energy 49:1444–1460
Madu K, Uyaelumuo AE (2018) Parametric effects of carburization time and temperature on the mechanical properties of carburized mild steel. Mech Prop Deform Mater J. https://doi.org/10.2139/ssrn.3209937
Wang Y, Yang Z-N, Zhang F, Wu D (2016) Microstructures and mechanical properties of surface and center of carburizing 23Cr2Ni2Si1Mo steel subjected to low-temperature austempering. Mater Sci Eng A 670:166–177
Cavaliere P, Perrone A, Silvello A, Stagnoli P, Duarte P (2022) Integration of open slag bath furnace with direct reduction reactors for new-generation steelmaking. Metals 12:203
Li F, Chu M, Tang J, Liu Z, Guo J, Yan R et al (2022) Thermodynamic performance analysis and environmental impact assessment of an integrated system for hydrogen generation and steelmaking. Energy 241:122922
Rukini A, Rhamdhani M, Brooks G, Van den Bulck A (2022) Metals production and metal oxides reduction using hydrogen: a review. J Sustain Metall 8:1–24
Hammam A, Nasr MI, Elsadek MH, Khan IU, Omran M, Wei H et al (2023) Studies on the reduction behavior of iron oxide pellet fines with hydrogen gas: mechanism and kinetic analysis. J Sustain Metall 9:1289–1302
He J, Li K, Zhang J, Conejo AN (2023) Reduction kinetics of compact hematite with hydrogen from 600 to 1050 °C. Metals 13:464
Chen Y, Zuo H (2021) Review of hydrogen-rich ironmaking technology in blast furnace. Ironmak Steelmak 48:749–768
Xu J, Wang N, Chen M, Zhou Z, Yu H (2020) Comparative investigation on the reduction behavior of blast furnace dust particles during in-flight process in hydrogen-rich and carbon monoxide atmospheres. Powder Technol 366:709–721
Kazemi M, Sichen D (2016) Effect of experimental conditions on cementite formation during reduction of iron ore pellets. Metall Mater Trans B 47:3519–3526
Iguchi Y, Hori-I K, Shibata T, Hayashi S (2004) Rate of iron carbide formation from reduced iron in CO–H2–H2S mixtures under pressurized conditions. ISIJ Int 44:984–991
Kim S-H, Zhang X, Ma Y, Souza Filho IR, Schweinar K, Angenendt K et al (2021) Influence of microstructure and atomic-scale chemistry on the direct reduction of iron ore with hydrogen at 700 °C. Acta Mater 212:116933
Hwang H-S, Chung U-C, Chung W-S, Cho Y-R, Jung B-H, Martin G (2004) Carburization of iron using CO–H2 gas mixture. Met Mater Int 10:77–82
Cavaliere P, Perrone A, Marsano D (2023) Effect of reducing atmosphere on the direct reduction of iron oxides pellets. Powder Technol 426:118650
Hayashi S, Iguchi Y (1997) Synthesis of iron carbide by reaction of iron ores with H2–CO gas mixtures bearing traces of sulfur. ISIJ Int 37:16–20
Guo D, Hu M, Pu C, Xiao B, Hu Z, Liu S et al (2015) Kinetics and mechanisms of direct reduction of iron ore-biomass composite pellets with hydrogen gas. Int J Hydrogen Energy 40:4733–4740
Cavaliere P, Perrone A, Marsano D, Primavera V (2023) Hydrogen-based direct reduction of iron oxides pellets modeling. Steel Res Int. https://doi.org/10.1002/srin.202200791
Bell T, Staines AM (1983) A laboratory investigation of plasma carburizing in hydrogen-methane mixtures. High Temp Technol 1:209–214
Kumar TS, Alatalo J, Ahmed H, Björkman B (2022) Effect of temperature and gas mixtures on cementite formation during the carburization of hydrogen-reduced DRI. J Sustain Metall 8:1450–1464
Kim D-Y, Heo Y-U, Sasaki Y (2013) Cementite formation from magnetite under high pressure conditions. ISIJ Int 53:950–957
Ranzani da Costa A, Wagner D, Patisson F (2013) Modelling a new, low CO2 emissions, hydrogen steelmaking process. J Clean Prod 46:27–35
Takegoshi E, Hirasawa Y, Imura S, Shimazaki T (1984) Measurement of thermal properties of iron oxide pellets. Int J Thermophys 5:219–228
Klimm D, Bertram R, Galazka Z, Ganschow S, Schulz D, Uecker R (2012) High melting point oxides—a challenge for crystal growth. Cryst Res Technol 47:247
Helali Z, Jedidi A, Syzgantseva O, Calatayud M, Minot C (2017) Scaling reducibility of metal oxides. Theoret Chem Acc 136:1–16
Ruiz Puigdollers A, Schlexer P, Tosoni S, Pacchioni G (2017) Increasing oxide reducibility: the role of metal/oxide interfaces in the formation of oxygen vacancies. ACS Catal 7:6493–6513
Tahari M, Salleh F, Saharuddin TST, Dzakaria N, Samsuri A, Hisham M et al (2019) Influence of hydrogen and various carbon monoxide concentrations on reduction behavior of iron oxide at low temperature. Int J Hydrogen Energy 44:20751
Jabbour K, El Hassan N (2022) Optimized conditions for reduction of iron (III) oxide into metallic form under hydrogen atmosphere: a thermodynamic approach. Chem Eng Sci 252:117297
Zheng X, Paul S, Moghimi L, Wang Y, Vilá RA, Zhang F et al (2023) Correlating chemistry and mass transport in sustainable iron production. Proc Natl Acad Sci USA 120:e2305097120
Cavaliere P, Perrone A, Marsano D (2023) Critical analysis of variable atmosphere gaseous reduction of iron oxides pellets. Ironmak Steelmak 50:1045–1064
Turkdogan ET, Vinters JV (1971) Gaseous reduction of iron oxides: Part I. Reduction of hematite in hydrogen. Metall Trans 2:3175–3188
Ma Y, Souza Filho IR, Bai Y, Schenk J, Patisson F, Beck A et al (2022) Hierarchical nature of hydrogen-based direct reduction of iron oxides. Scripta Mater 213:114571
Choisez L, van Rooij NE, Hessels CJ, da Silva AK, Souza Filho IR, Ma Y et al (2022) Phase transformations and microstructure evolution during combustion of iron powder. Acta Mater 239:118261
Bai Y, Mianroodi JR, Ma Y, da Silva AK, Svendsen B, Raabe D (2022) Chemo-mechanical phase-field modeling of iron oxide reduction with hydrogen. Acta Mater 231:117899
Ma Y, Filho IRS, Zhang X, Nandy S, Barriobero Vila P, Requena G et al (2022) Hydrogen-based direct reduction of iron oxide at 700 °C: heterogeneity at pellet and microstructure scales. Int J Miner Metall Mater 29:1901
Choisez L, Hemke K, Özgün Ö, Pistidda C, Jeppesen H, Raabe D et al (2024) Hydrogen-based direct reduction of combusted iron powder: deep pre-oxidation, reduction kinetics and microstructural analysis. Acta Mater 268:119752
Wang R, Zhao Y, Babich A, Senk D, Fan X (2022) Comprehensive study on the reduction of biomass embedded self-reducing pellets (SRP) under H2 involved conditions by TG-DTA. Powder Technol 407:117654
Huang Z-C, Yi L, Jiang T (2012) Mechanisms of strength decrease in the initial reduction of iron ore oxide pellets. Powder Technol 221:284–291
Sato K, Noguchi T, Miki T, Sasaki Y, Hino M (2011) Effect of Fe3C on carburization and smelting behavior of reduced iron in blast furnace. ISIJ Int 51:1269–1273
Kazemi M, Pour MS, Sichen D (2017) Experimental and modeling study on reduction of hematite pellets by hydrogen gas. Metall Mater Trans B 48:1114–1122
Qiu D, Wei S, Elsherbiny AA, Zhang D, Xiong Y, Wei H et al (2023) Experimental and numerical simulation study on reduction of pellets based on x-ray micro-computed tomography. Metall Mater Trans B 54:3299–3311
Qiu Z, Du T, Yue Q, Na H, Sun J, Yuan Y et al (2023) A multi-parameters evaluation on exergy for hydrogen metallurgy. Energy 281:128279
Iguchi Y, Endo S (2004) Reactions, coalescence of reduced iron particles, and liberation of carbon particles in carbon composite iron ore pellets. ISIJ Int 44:1999–2007
Iguchi Y, Endo S (2004) Carburized carbon content of reduced iron and direct carburization in carbon composite iron ore pellets heated at elevated temperature. ISIJ Int 44:1991–1998
Goldstein JI, Moren AE (1978) Diffusion modeling of the carburization process. Metall Trans A 9:1515–1525
Towhidi N, Szekely J (1983) The influence of carbon deposition on the reduction kinetics of commercial grade hematite pellets with CO, H2, and N2. Metall Trans B 14:359–367
Chen W-H, Hsu C-L, Du S-W (2015) Thermodynamic analysis of the partial oxidation of coke oven gas for indirect reduction of iron oxides in a blast furnace. Energy 86:758–771
Scharm C, Küster F, Laabs M, Huang Q, Volkova O, Reinmöller M et al (2022) Direct reduction of iron ore pellets by H2 and CO: in-situ investigation of the structural transformation and reduction progression caused by atmosphere and temperature. Miner Eng 180:107459
Zuo H-B, Wang C, Dong J-J, Jiao K-X, Xu R-S (2015) Reduction kinetics of iron oxide pellets with H2 and CO mixtures. Int J Miner Metall Mater 22:688–696
Ohno K-I, Miki T, Hino M (2004) Kinetic analysis of iron carburizaiton during smelting reduciton. Isij Int 44:2033–2039
Satoh K, Noguchi T, Hino M (2010) Reduction and carburization of iron oxide by carbonaceous materials. Steel Res Int 81:834
Acknowledgements
Authors would like to thank the Italian Ministry for University and Research (MUR) for the fundings provided under the Grant “Low environmental impact fuels for metallurgical industries- 2022P3PJXN.”
Funding
Open access funding provided by Università del Salento within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
The contributing editor for this article was Xue Feng Dong.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Perrone, A., Cavaliere, P., Sadeghi, B. et al. Carburization Behavior of High-Grade Pellets After Direct Reduction in Pure Hydrogen. J. Sustain. Metall. (2024). https://doi.org/10.1007/s40831-024-00906-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40831-024-00906-2