
Abstract
The inflammation around poorly osseointegrated bioimplant is one of the root causes of its failure. Therefore, the biomedical industry constantly strives for new ways to develop bioactive surfaces in permanent implants to enhance the service life. In this regard, implant surface modification at micro/nanoscales is carried out to enrich substrate with higher engineering attributes and biocompatibility. Considering the complexities of post-processing of implants, this study evaluates the potentiality of an integrated process of implant machining and surface modification, namely, powder-mixed electric discharge machining (PMEDM). Ti6Al4V ELI implant material, as substrate, is machined under two distinct (Si, SiC) mixed additive conditions using a full factorial design of experiments. The surface quality, surface morphology, recast layer depth, surface chemistry, and work hardening have been holistically investigated. The bioactivity analysis of machined surfaces shows more porosity in the case of Si powder particles (200 to 400 nm) compared to SiC (100 to 250 nm). Furthermore, the study optimized the process parameters for minimum roughness and recast layer depth considering 5 g/L powder concentration, 5A pulse current, 50 µs pulse on time for Si, and 100 µs pulse on time for SiC. A comprehensive review of surface features based on process physical science is established, and nanoscale surface topography influencing protein absorption is analyzed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium (Ti) and its alloys, especially Ti6Al4V, are widely used in numerous applications such as bioimplant, aerospace, automobile, and defense [1]. Outstanding characteristics like excellent strength/wear ratio, greater fatigue endurance, high oxidation and corrosion resistance, and reasonable biocompatibility are the major reasons for its wide acceptance in the fields as mentioned earlier [2,3,4]. Ti-alloys in biomedical applications have a high success rate (82.94%) [5]. Particularly, a Ti6Al4V ELI (grade 23) alloy is recently developed with a focus on the bioimplant industry. This advanced variant of Ti-alloy has a low percentage of interstitials imparting superior thermo-mechanical properties concerning bioimplant applications. It also possesses a similar nature/properties to Ti6Al4V except for high durability and excellent fracture resistance [6]. Therefore, the above-said features recommend the Ti6Al4V ELI as a first choice in the biomedical field, i.e., bio-implants development and the surgical tool industry [7].
Orthopedic implants have a fundamental role in enhancing the quality of life through solving problems related to the natural bones [8]. The interface of bone with an implant is altered via the osseointegration techniques to facilitate natural functional requirements [9]. Thus, desired surface modifications (SM) of various medical implants have become necessary to expedite the biodegradation process [10] as they lessen post-implant infections by imparting antibacterial properties. Therefore, SM techniques have gained a reputation in recent decades [11].
The typical surface modification techniques include coatings and surface treatments. The performance of coatings becomes limited due to poor adhesion with the substrate, resulting in inadequate mechanical properties. The surface treatment techniques (including blasting, chemical etching, and laser-based techniques) work reasonably though [10], requiring additional post-processing costs. For example, blasting is a bio-engineering method that utilizes high pressure to remove the suspended particles over the substrate surface using silica (SiO2), alumina (Al2O3), nano-particles of titania (TiO2), and hydroxyapatite (HA). It is hard to operate due to several variables encountered in the process [12, 13]. The micro pits (0.5–2 µm) produced through the chemical etching (CE) process on the biomaterial’s surface increase the probability of cell adhesion and osseointegration [14]. In this process, chemical reagents in concentrated form are applied to wear out the material in the localized regions. The literature revealed that concentrated acids produced the required surface texture leaving the rough-porous surface [15]. This type of integration technique is generally designed to mitigate the defects of blasting. However, many past studies witnessed that a combination of CE and blasting yielded optimum results regarding the quality of bio-implants and compensation for surface integrity characteristics [16,17,18]. Contrarily, CE has certain drawbacks such as (i) temperature sensitivity, (ii) deprived anisotropy, and (iii) over-cutting. Due to the limitations mentioned earlier of CE, it is not preferred commercially because of the high risk to human life [19]. The most mature way of developing micro-grooves onto the work part surface is by the help of laser surface texturing (SLT). During the process, a high pulsating laser beam is focused on the specimen’s surface to attain the desired level of quality. One main process drawback is that the laser ablation compromises the surface integrity. The published literature claimed that high temperatures associated with ablation might alter the surface topology that tends to create micro-cracks on the processed surface [20]. Comparing the above three processes of SM, laser-based surface texturing is a favorable method due to its versatility in developing surface patterns. It was noted that surface grooves on the biomaterials through laser processing have prolonged life with stunning osseointegration followed by blasting and chemical etching.
Interestingly, enhancing the surface topography of bio-implants is attained noteworthy via SLT, but the high temperature associated with the laser-based technique may change the surface characteristics after treatment. The large expenses also prevent the use of laser surface techniques. Comprehensively, it is not an optimum solution for machining Ti-alloys in the biomedical industries considering the processing cost without compromising the objective [21]. Therefore, recent trends favor using electric discharge machining (EDM) to obtain improved and cost-effective biocompatible textures.
EDM is a material erosion approach that utilizes high thermal energy to melt and vaporize the particles by generating repetitive electric sparking between tool and electrode space [22, 23]. The most frequently used electrodes are aluminum (Al), brass, copper (Cu), and graphite. EDM is usually renowned for machining brittle, hard, and geometrically intricate parts in numerous application sectors, i.e., dies and molds fabrication, aerospace, automotive, and biotechnology industry [24]. It is ascertained as a favorable/beneficial process because it does not acquire any pre-treatments on the machined surface. Moreover, the tool and work part are not directly in contact with each other in this process; therefore, problems like vibration, mechanical forces, and chattering initiated by traditional machining can be avoided. The non-contact type also assists the free stress machining that allows cutting from soft to hard, fragile, and thin materials.
Additionally, the EDM process is an inherent candidate for generating biocompatible morphology by converting the surface into an oxide layer of controlled thickness. It also embeds a carbide layer on the machined region that acknowledges the material’s mechanical attributes, such as strength, hardness, corrosion, and wear resistance [25]. Hence, the tool material, workpiece, and required parameters are made logically to accomplish the objective.
Several studies concerning the surface modification of Ti-alloys through the EDM process are found in the literature. For instance, Das et al. [26] studied the sustainability aspect of EDM in the context of material removal rate (MRR), surface roughness (SR), and geometric accuracy. The machining of Ti6Al4V was carried out with Cu electrode under different bio-dielectrics, including jatropha, canola, and neem oil, instead of using a conventional dielectric. The study proposed that a good surface finish, high MRR, and minimal dimensional errors are obtained with bio-dielectrics. Harcuba et al. [27] examined the impact of different surface treatments on Ti6Al4V for orthopedic applications. The authors concluded that the samples treated with EDM have outstanding performance and stability with human bones, cells, and other organs. The research claimed that the surface modification through EDM could empower the bio-implants adhesion, growth, and reliability. In the same context, Bui et al. [28] investigated the effect of powder-mixed EDM (PMEDM) on titanium bioimplant’s surface, considering the antibacterial coatings. The machining under silver nano-powder-mixed hydrocarbon-based dielectric fluid was analyzed. The required output factors were the SR, MRR, electrode wear rates (EWR), recast layer, pulse signals, and micro-cracks. The authors studied that PMEDM increased the deposition rate of silver over the machined cavity, which lessens the SR. Similarly, Chundru et al. [29] have modified the surface of Ti6Al4V (grade 5) through EDM by utilizing TiC/Cu-based powder. Surface roughness (SR) and microhardness were elected as output responses. The EDS analysis revealed the diffusion of oxygen, deposition of carbide layer, and transformation of Ti and Cu elements on the substrate surface.
Furthermore, the carbide layer onto the machined cavity increased the hardness to 912HV, despite disturbing the surface asperities. Working on Ti-alloys, Jahan and Alavi [30] achieved better surface properties through EDM using the tungsten carbide tool. Opoz et al. [31] worked on improving the surface topology of Ti6Al4V using HA powder. The study has performed at varying concentrations of HA powder (0 g/L, 5 g/L, 10 g/L, and 15 g/L) in the deionized water using pure Ti-electrode. The powder concentration significantly influenced the nanostructured features, cell growth, and biocompatible attributes. Yue et al. [32] improved the pitting resistance property of Ti6Al4V by using the excimer laser for dental implants. Suresh et al. [33] optimized the electrode materials (brass, copper, and graphite) for machining Ti6Al4V for desired SR and dimensional accuracy. In another research, Alavi and Jahan [34] illustrated the effect of input variables on the machining time, tool wear rate, size of craters, and microhardness of Ti6Al4V. Statistical analysis such as ANOVA (analysis of variance) was performed to evaluate the controllability of the parameters. The machine input variables include voltage, capacitance, electrode coating, and tool rotational speed. The outcomes showed that voltage and capacitance have an inverse relationship with the machining time. Likewise, an increase in the voltage lowered the machining time, generating large craters on the machined surface. Alavi and Jahan also deduced that titanium nitride (TiN) coating and tool rotation was not statistically important. Prakash et al. [35] observed the influence of PMEDM on the \(\beta\)-phase Ti-alloy (Ti-35Nb-7Ta-5Zr). The β-Ti alloy has wide importance in dental implants, orthopedics, and stents. The research presented the effect of silicon (Si) powder, discharge and pulse current on the machining characteristics to maintain the surface roughness. It summarized that the Si powder-based EDM process augments the machining performance regarding high MRR, less TWR, and good surface integrity. Nair et al. [36] machined the same Ti-alloy grade 5 via EDM and predicted the impact of input variables on the SR and MRR. Pulse on-time (Ton), voltage (V), negative polarity, and current (I) were the input parameters. It furnished that less I and Ton resulted in a compromised MRR and surface finish. However, vice versa is true for attaining high MRR with considerable surface quality. Abdulkareem et al. [37] evaluated the electrode cooling effect on tool wear. For cooling purposes, liquid nitrogen was delivered on the Cu electrode. It revealed that the cooling effect on the Cu-tool material reduced its wear rate.
The present literature signifies the use of Ti6Al4V ELI as a bioimplant material due to its unique properties, such as reasonable biocompatibility, high chemical inertness, excellent resistance to wear and corrosion, as long as good mechanical and thermal properties [38]. Comprehensive work has been reported on Ti6Al4V, but Ti6Al4V ELI (grade 23) still needs to be explored thoroughly in the context of the biomedical sector. Additionally, no extensive work has been carried out in examining discharge current and pulse on/off-time on the surface morphology of Ti-alloy grade 23, which has potential benefits in the biomedical field. Therefore, the present study is focused on exploring the potentiality of the EDM process under two different additives, and investigating individuals’ capability for controlling the surface integrity of Ti6Al4V ELI for the said motive, i.e., improved machined surface for bio-implants. The Cu is elected as an electrode material because it exhibits special suitability for biomedical alloys, such as enhancing mechanical characterization through solution strengthening, improving bio-corrosive nature, and providing antibacterial properties.
2 Materials and methods
The Ti6Al4V ELI (grade 23), also known as the biomedical alloy of titanium, was selected as a workpiece during this study. The corresponding dimensions are 300 × 100 × 2.5 mm3, respectively. The elemental composition of the selected alloy of Ti has been evaluated by atomic emission spectrometry, as mentioned in Table 1. The prime attributes of the Ti6Al4V ELI, which influence the machining characteristics and biocompatibility, are presented in Table 2.
The experimentation was conducted with the Cu electrode because it exhibits better surface integrity on machined bioimplant material. Additionally, the unique mechanical features such as bond strengthening, high corrosion resistance, and antibacterial properties endorsed the use of copper tool material [5]. The important thermo-mechanical properties of tool material are described in Table 3. Si and SiC powder were added independently in the dielectric regime to influence the machining performance. The desired features of the powders are illustrated in Table 4.
For experimentation, die-sinking EDM (model: RJ-230 by Creator, Taiwan) was used with an isolated arrangement to ensure the proper blending of the powder. The schematic of the experimental framework is portrayed in Fig. 1. The mechanism of powder-mixed EDM (PMEDM) is represented in Fig. 2. It was hypothesized that the work-electrode gap increased with the PMEDM, which tends to improve the surface roughness.

Experimental framework and procedure

Mechanism of customized PMEDM flushing setup [41]
During the initial trial runs, nine experiments were conducted with the positive and negative polarity of the electrode. The evaluation criterion of preliminary experimentation included complete cut impression, lesser mild burns, and lower surface roughness achieved in a machining time of 15 min. The negative polarity of the tool exhibited good results that were selected for the main set of experiments. Furthermore, different values of pulse on/off and pulse current were also tested to generate the design of experiments (DoE). The parameters other than control parameters were kept constant. All the control and constant parameters are described in Table 5.
The surface roughness (SR) of the machined samples was measured by surface texture meter (Surtronic 128, Talor Hobson, UK) in three modes Ra, Rz, and Rt. Since Ra is the most widely accepted surface roughness value in the industry, therefore, Ra is used for SR analysis. The study takes Ra as an average of five consecutive values at a 4 mm cut-off length. The topological analysis was carried out on an EDS-equipped Quanta 450 Field Emission Gun (FEG) scanning electron microscopy (SEM). Compositional analysis and resolidified layer were identified and examined on INSPECT S50 SEM.
Machined samples were cross-sectioned by CNC Wire EDM (Model: CHMER G43S) and hot mounted. Then, the samples were ground by 200–2000 mesh size paper and further polished on 0.5–1 m diamond paste. The thickness of layers, i.e., recast layer depth and heat-affected zone (HAZ), were investigated by taking an average of twenty consecutive readings by ImageJ software. Furthermore, the results were statistically analyzed on Minitab 20 software.
3 Results and Discussion
3.1 Surface quality analysis
3.1.1 Effect of powder concentration on roughness
From Fig. 3, it is evident that when the concentration of Si and SiC powders is 5 g/L, the resulted surface roughness is 3.3 µm for Si powder and 3.8 µm for SiC powder. However, at 10 g/L concentration for Si and SiC, an opposite trend for the surface roughness obtained through both powders is observed. The recorded surface roughness at higher concentrations is 4.05 µm and 3.6 µm against dielectrics mixed with Si powder and SiC powder, respectively. This decreasing trend is attributed to the thermal and electrical conductivity of Si powder and SiC powder (Si has a greater value than SiC). This phenomenon increases the discharge gap and the energy per series of sparks.

Graphical relationship between SR and powder concentration
Figure 4a depicts the phenomenon of spark generation. In Fig. 4b, the mechanism of the powder-mixed electric discharge machining is shown. This mechanism promotes spark frequency and the flushing of debris. It forms distributed discharges and melts more material from the workpiece. In the case of Si, the mechanism is imbalanced because of intense energy causing an increase in surface roughness. The number of discharges for the SiC-mixed dielectric tends to increase compared to without powder-mixed dielectric. The powder particles increase the inter-electrode gap reducing the spark energy as SiC has higher electric and low thermal conductivity. The mechanism reduces unwanted erosion and transmits less impact on the surface even after increasing the powder concentration [42, 43].

EDM cutting mechanism (a) conventional process of electric discharge machining under kerosene dielectric (b) modified process of electric discharge machining under powder-mixed kerosene dielectrics [41] (reprint permissions taken; License CC 4.0)
3.1.2 Effect of pulse current on roughness
The electric discharge machining is a thermal erosion process based on plasma channel generation. Therefore, the surface attributes depend highly on energy transferred to the surface. The channel generates free high-energy electrons and ions, removing electrons from the surface of the workpiece. The energy transfer compromises the surface finish at higher pulse current levels, as illustrated in Fig. 5. At 5A pulse current, the roughness for Si and SiC is ~3.1 µm and ~3.3 µm, respectively. While the pulse current value increased from 5 to 8A, a sharp upsurge in the roughness was recorded, showing 3.3 µm for Si-mixed and 3.5 µm for SiC-mixed. The large pulse current with the small-sized highly thermal conductive powder increased the discharge gap between the tool and electrode. The phenomenon resulted in the generation of large shallow craters showing low roughness. The large pulse current integrated with the large-sized powder (SiC) increased imbalanced flushing, resulting in deep craters with higher roughness [28]. From Fig. 5, the trend of roughness for SiC powder is lagging (from 8 to 9A) the trend of Si powder because of the low thermal conductivity of SiC, large mesh size and density. The relatively higher density compromised the bridging effect compared to Si-mixed, ultimately reducing the roughness [44, 45].

Graphical relationship between SR and pulse current
3.1.3 Effect of pulse on/off-time on roughness
The mechanistic understanding of pulse on time includes discharging electrons, generation of plasma channel, ionization of dielectric, and matching the voltage breakdown required to remove material. Contrarily, the pulse-off time is based on the absence of charges when no material removal occurs. However, it facilitates flushing off the debris from the machining envelope, contributing to generating a smooth surface. From Fig. 6, it can be observed that optimized machining with proper flushing is achieved with a 0.5 pulse duration ratio (i.e., the pulse on-time has less value than pulse-off time). Therefore, small roughness values for both the powders (Si, SiC) are obtained. Whereas, at a 1.0 pulse duration ratio, the increased pulse on-time results in more dielectric ionization, enhances the material removal and negatively influences the surface of both powders [46]. The SiC-mixed dielectric produced higher surface roughness than the Si-mixed dielectric at 0.5 and 1.0 pulse duration ratios. The change in trend is due to a difference in the densities of both powders, as Si powder particles have less density. Therefore, Si-mixed dielectric showcase balanced internal forces and created stable machining. However, SiC-mixed dielectric has a large particle density that tends to imbalance the inter-electrode gap, resulting in higher roughness [47].

Graphical relationship between SR and pulse on/off-time ratio
3.2 Surface morphology analysis
As shown in Fig. 7a, the parametric settings of 5A pulse current, 5 g/L powder concentration, and 75 µs pulse on time (pulse duration 0.75) in Si-mixed dielectric resulted in 3.4 µm roughness. Whereas, the parametric levels of 5A pulse current, 5 g/L powder concentration, and 75 µs pulse on time (see Fig. 7b) in SiC-mixed dielectric resulted in 3.7 µm roughness. In this particular case, the smaller particle size justifies an increase in the inter-electrode gap with a larger discharge dispersion which generated shallow craters and small roughness values. On the other hand, the change in pulse on time from 50 to 75 µs resulted in the ionization of the dielectric for a long time and reduced the flushing time. As a result, intense and prolonged energy transfer increased the roughness of the machined parts [43, 45]. In the case of SiC-mixed dielectric, the lower thermal conductivity with greater particle size generated a lower inter-electrode gap which increased roughness. Figure 7a shows the lesser peak and valleys distance from the mean value in the case of Si-powdered EDM. On the other hand, SiC-based processing showed a higher peak and valley distance from the mean position because of the above-described reasons [48].

Surface roughness profiles of Ti6Al4V Eli at 5 g/L, 5A, and pulse on/off-time 0.75 for a Si and b SiC (captured from surface texture meter (Surtronic 128, Talor Hobson, UK))
The surface morphology of the machined surfaces under the different variables is shown in Fig. 8. With Si powder concentration of 5 g/L at 5A current and 0.5 pulse duration, relatively less roughness and recast layer is obtained. However, compared with SiC-mixed results, the recast layer depth was higher with more craters, crack density, pits, and voids due to the bridging effect and dispersal of the discharge, as shown in Fig. 8a. While the surface machined by SiC showed relatively less recast layer depth with a good roughness because of the lower thermal conductivity. Therefore, Fig. 8b shows the lesser crack density and smaller craters due to the thin recast layer. When the concentration is changed to 10 g/L (Fig. 8c), at 9A, and 100 µs pulse duration, the obtained surface includes more cracks and debris deposition because of greater surface roughness and recast layer depth. The compromise is linked to the smaller particle size, lesser density, more thermal conductivity, and higher bridging effect. Surface crack density is considerably increased at higher pulse current and powder concentration values. Figure 8d shows the crack-free surface with a minimal crater density and a thin recast layer. The reduction is because of a higher concentration of larger particles which facilitate the bridging effect, reduce intense and uncontrolled melting of material, and develop a uniform layer with a lower thickness. Therefore, the surface quality processed through SiC-mixed dielectric is relatively better than the surface obtained through Si-mixed. A similar process science is experienced in the literature [49, 50].

Surface characterization at 5A current and different concentrations of powder: a Si powder at 5 g/L, b SiC powder at 5 g/L, c Si powder at 10 g/L, and d SiC powder at 10 g/L
3.3 Recast layer depth analysis
3.3.1 Effect of powder concentration on micro-recast layer depth
With the increase in powder concentration, the number of discharges and energy per spark increased, melting the unwanted material. The resolidification of the material on the surface is a limitation of the process [51], which is thoroughly discussed herein. With the increase in powder concentration from 5 to 10 g/L, the recast layer depth increased, as shown in Fig. 9. The density of the powder and thermal and electrical conductivity play an important role in controlling the recast layer depth. The Si powder has relatively higher electrical and thermal conductivity. It helps in generating more plasma sparks to melt more material. The mismatch between melting and flushing causes material resolidification, which increases recast layer depth. Therefore, the optimum concentration of powder with specified density and thermal characteristics impacts the generation of recast layer depth [52].

Graphical relationship between micro-recast layer depth and powder concentration
3.3.2 Effect of pulse current on micro-recast layer depth
With the increase in the pulse current, the spark energy results in more ionization of the dielectric and melting of the material. Si powder has more thermal conductivity, facilitating the material’s intense melting. The melting/flushing mismatch results in irregular redeposition of melt material, showing an increasing linear trend when the pulse current increases from 5 to 9A. SiC has a relatively greater mesh size which causes discharge dispersion and balanced material removal at 7A. Therefore, the balanced machining dynamics result in reduced recast layer depth, as shown in Fig. 10.

Graphical relationship between micro-recast layer depth and pulse current
3.3.3 Effect of pulse duration on micro-recast layer depth
At a 0.5 pulse duration ratio in Si-mixed dielectric, a proper flushing time (off-time) of 100 µs facilitates material removal from the inter-electrode gap in comparison to spark generation time (on-time) of 50 µs (Fig. 11). With the increase in pulse ratio from 0.75 to 1.00, better melting is observed because of changed spark generation time from 75 to 100 µs. The increase in pulse enhances the molten pool. However, the off-time remains unchanged. The compromised ratio of pulse duration causes an imbalance in flushing the debris and molten metal [53]. SiC-mixed dielectric generated a thin recast layer in comparison to Si-mixed dielectric. In the case of SiC-mixed dielectric, an increase in pulse duration (from 0.75 to 1.00) reflected a favorable decreasing trend attributed to balanced melting and removal of material [47].

Graphical relationship between micro-recast layer depth and pulse on/off-time
3.4 Surface chemistry analysis
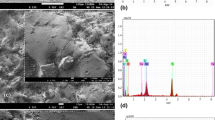
An EDX analysis has been carried out to determine the surface chemistry. The surface composition potentially plays an important role in determining the surface hardness, nano porosities, and the growth of tissues for bone besides the implants. The higher corrosion resistance can be achieved by deposition of Ti, S, C, Si, SiC, V, P, and oxides of these elements, and higher osseointegration with higher mechanical properties can be determined [54]. During the electric discharge machining process, the hydrocarbon dielectric breakdown deposited the carbides of 2.61% and oxides of 12.66% on the workpiece surface (Si-mixed).
Furthermore, Fig. 12a shows a 1.18% deposition of Si on the surface. The deposition facilitates an increase in the surface’s hardness and improves corrosion resistance, biocompatibility, and bioactivity. In Fig. 12b, the traces of carbides of 8.52% and oxides of 12.16% are observed, which enhance surface hardness. Si traces are also observed on the modified layer of ~0.66%, which is comparatively less than Si-mixed. The elements migrate from the dielectric and powder on the workpiece surface, contributing to improving surface characteristics. The resulting compounds, such as TiO2, have excellent properties desirable in applications. The machined surface shows chemical inertness properties, the capability to stand at a higher temperature, corrosion resistance, and biocompatibility [55].

Silicon and its compounds are also very useful in bioapplications such as SiO2. The compound develops the apatite layer between the implant and bone tissue. The SiO2 also creates a bio-passive layer on the machined surface. It decreases the escaping of ions from the surface of implants that will stimulate adherence of bone tissues to the implants [56]. Similarly, coating ZnO on the implants makes them bioactive and biocompatible [57]. Fe3C and TiC are carbides that have applications in biomedical due to their excellent tribological and mechanical properties. The carbides generate a surface with rapid cell viability and extensive corrosion and fatigue resistance. Therefore, when ions and fluids cause to erode the implants, these carbides play an important role in biocompatibility [58]. Conclusively, the process facilitated the generation of a chemically attractive surface.
3.5 Surface hardening analysis
Figure 13 shows that surface hardness decreased with the increase in distance from the recast layer. This phenomenon attributes to the regions of the recast layer, heat-affected zone and base metal. The highest hardness value was recorded at the recast layer. Similarly, the lowest value was recorded in the base metal region. Six indents were created from the top layer to measure the hardness with an increment of 20 µm toward the base metal. The test showed that the maximum hardness measured from the Si powder machined surface was 529 HV, whereas the higher microhardness of 675 HV was recorded for the SiC powder machined surface. The change in hardness is because of limited material migration such as carbides of 12.66% and oxides of 2.61% for Si-mixed machined surface as compared to SiC-machined surface.

Effect of distance on microhardness under Si- and SiC-mixed EDM
Furthermore, the recast layer for the SiC-mixed surface has a relatively small depth (discussed in recast layer depth analysis). It is uniformly distributed, having carbides of 12.16% and oxide of 8.52% with less porosity and affirmed superior microhardness, which contributes to biocompatibility [59]. The generation of TiH, SiC, TiP, TiO2, and SiO2 makes the surface biocompatible. It increases the surface thermal stability, reducing the surface’s reactivity and making it an inert surface with higher stability. Oxides of silicon are very useful, like SiO2, SiO2, and SiO2-CaO. These oxides can produce covalent bonds between atoms. Therefore, they can increase the surface’s stability and hardness on which they exist. SiO2, also known as bio-glass, and its other compounds also exist as bio-glass ceramics and silica spheres that increase the surface hardness [60]. SiC-mixed produced higher hardness with small layer depth, which could be a potential choice for selection.
3.6 Bioactivity aspects analysis
Porosity plays an important role in bio-implants because of its potential for tissue growth. The growth of the bones is facilitated by the absorption of various molecules present in the implants contributing to the process of osseointegration and osteoconductivity. However, a certain limit (i.e., 25 to 48%) is desirable before it starts impacting the mechanical properties of the implant [61].
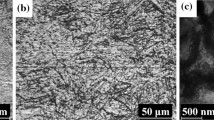
The machined surface’s porosity is directly related to the recast layer as it increases with the recast layer thickness due to the gas molecules. The recast layer depth analysis demonstrated that SiC-mixed dielectric showed lesser depth than Si-mixed, which has a higher probability of porosity. Prakash et al. [21] explained that 200 nm and 500 nm porous size is appropriate for bone growth and contact area in the implant surface. Therefore, the SiC surface is more compatible and useful because it shows porosity up to 90 to 200 nm, is desirable for osteointegration, and maintains the mechanical properties related to strength. Prakash et al. [62] showed that surface roughness between 0.4 and 7.4 µm is more suitable for creating a relationship between implant and bone that increases the durability of implants. Therefore, the SiC-machined surface is potentially more bioactive, biocompatible, and desirable than the Si-machined surface [63]. Surfaces machined by the Si powder particles (Fig. 14, left) illustrated more porous surfaces ranging from 200 to 400 nm. The range is above recommended limits which could limit the bone growth and implant performance. Moreover, Si-mixed dielectric produced lesser hardness than SiC (Fig. 14, right) machined surfaces (100 to 250 nm).

Porosity analysis on processed surfaces through powder-mixed systems: a Si-powdered EDM and b SiC-powered EDM
3.7 Surface topography analysis
The surface quality of bio-implants plays a curious role in bone growth. Therefore, control over surface quality is important, which depends on various factors during the machining process. Among those factors, discharge energy influences surface attributes significantly. Adding powder to the dielectric helps distribute discharge energy to present better surface quality [41]. At lower concentrations of Si powder, the discharge energy is distributed well in all directions, which is evident from large shallow craters. However, the phenomenon changes when powder concentration increases from 5 to 10 g/L because of imbalanced process parameters. The imbalanced distribution of spark energy does intense melting through deep craters and increases the possibility of debris redeposition. The rough surface having large and deep craters is shown (Fig. 15a) in the case of Si-mixed machining.

The surface texture of Ti6Al4V ELI at 10 g/L, 5A current, and 1.00 pulse duration for a Si powder and b SiC powder
Similarly, the improper flushing 1.00 pulse duration ratio increased the redeposition of melt on the machined surface [28]. At 5 g/L SiC concentration, a reduction in the inter-electrode gap with less dispersion of discharge energy was observed because of its large particle size. At lower concentrations, more deep craters formed on the machined surface. With the increase in concentration from 5 to 10 g/L, a balanced energy distribution through the bridging effect was observed. Smaller depth craters were formed on the surface with reduced surface crack density, as presented in Fig. 15b.
4 Process optimization
The optimization is important to save resources and their efficient utilization. Therefore, the manufacturing process is optimized to ensure an efficient output from optimum parameters. These parameters are useful and give higher levels of the desired output. Parametric optimization has been done for Si powder-mixed dielectric and SiC powder-mixed dielectric systems to minimize the recast layer depth and surface roughness. From Fig. 16a and Table 6, the optimized parameters are determined for Si powder-mixed EDM as 5 g/L powder concentration, 5A pulse current, and 50 µs pulse on time with the composite desirability of 90.17%. In addition, the individual desirability with recast layer and surface roughness are 91.424% and 88.924%, respectively. From Fig. 16b, the optimized parameters for SiC powder-mixed EDM are 5 g/L powder concentration, 5A pulse current, and 100 µs pulse on time with composite desirability of 81.94%. The individual desirability with recast layer and SR desirability are 86.78% and 77.37%, respectively.

Desirability-based parametric optimization of powder-mixed electric discharge machining (a) Si-mixed dielectric (b) SiC-mixed dielectric
5 Conclusion
The experimental investigation was carried out to analyze the influence of two different additives, SiC and Si particles, on the PMEDM of Ti-alloy grade 23. The following conclusions were made during the topographical and morphological analysis concerning the concentration, pulse current and pulse duration.
-
1.
The addition of Si powder shows higher SR when compared with the SiC powder-mixed process. The increase was mainly due to the Si powder’s thermal conductivity, which is greater than the SiC powder. This phenomenon also applies to the pulse current and pulse duration, which proves that incorporating the SiC particles reduces the SR concerning an increase in the particle concentration, pulse current and pulse duration.
-
2.
A higher concentration of larger particle size causes the unbalance of powder particles’ surface forces in the dielectric. It breaks the bridging effect, resulting in reduced imbalanced melting and a lower recast layer thickness, which attributes to the improved surface quality of SiC.
-
3.
The optimum concentration of powder with specified density and thermal characteristics impacts the generation of recast layer depth. Similarly, Si-mixed dielectric shows high recast layer generation as compared to SiC-mixed dielectric with the increase in the pulse current and the pulse duration.
-
4.
The maximum hardness of 529 HV was observed on the surface machined through Si-dielectric. The highest microhardness of 675 HV was obtained through SiC-mixed dielectric. Although the recast layer against the Si powder was greater as compared to SiC-based machined surfaces. Similarly, the Si-based dielectric resulted low microhardness and low material migration such as carbides of 12.66% and oxides of 2.61% as compared to the SiC-based machined surface.
-
5.
The Si-based machined surface was more porous (200 to 400 nm) with a high depth of recast layer in comparison to SiC-based machined surfaces. These attributes are important for better exchange of ions, bone growth, and improvement in engineering properties.
-
6.
The optimized parameters for Si powder-mixed EDM are 5 g/L powder concentration, 5A pulse current, and 50 µs pulse on time that provided composite desirability of 90.17%. The individual desirability with recast layer and SR desirability are 91.42% and 88.92%, respectively. Similarly, the optimized parameters for SiC powder-mixed EDM were 5 g/L powder concentration, 5A pulse current, and 100 µs pulse on time with the desirability of 81.94% with recast layer and SR desirability of 86.78% and 77.37%, respectively
The present research’s scope was limited to optimizing the machining process (i.e., electric discharge machining EDM) to improve the certain machining characteristics desired for bio-implants such as surface roughness, surface porosity, recast layer thickness, and surface hardening. Bioactivity testing can be included in future work.
Availability of data and material
The necessary data used in the manuscript is already present.
Code availability
Not applicable.
References
Ahmed N, Ishfaq K, Rafaqat M et al (2019) EDM of Ti-6Al-4V: Electrode and polarity selection for minimum tool wear rate and overcut. Mater Manuf Process 34:769–778. https://doi.org/10.1080/10426914.2019.1594278
Ishfaq K, Asad M, Anwar S et al (2020) A comprehensive analysis of the effect of graphene-based dielectric for sustainable electric discharge machining of Ti-6Al-4V. Materials 14:23. https://doi.org/10.3390/ma14010023
Niinomi M (2003) Recent research and development in titanium alloys for biomedical applications and healthcare goods. Sci Technol Adv Mater 4:445–454. https://doi.org/10.1016/j.stam.2003.09.002
Saptaji K, Gebremariam MA, Azhari MABM (2018) Machining of biocompatible materials: a review. Int J Adv Manuf Technol 97:2255–2292. https://doi.org/10.1007/s00170-018-1973-2
Mughal MP, Farooq MU, Mumtaz J et al (2021) Surface modification for osseointegration of Ti6Al4V ELI using powder mixed sinking EDM. J Mech Behav Biomed Mater 113:104145. https://doi.org/10.1016/j.jmbbm.2020.104145
Anurag KR, Roy S et al (2018) Machining of Ti-6Al-4V ELI alloy: a brief review. IOP Conf Ser Mater Sci Eng 390:012112. https://doi.org/10.1088/1757-899X/390/1/012112
Kumar R, Roy S, Gunjan P et al (2018) Analysis of MRR and Surface roughness in machining Ti-6Al-4V ELI titanium alloy using EDM process. Procedia Manuf 20:358–364. https://doi.org/10.1016/j.promfg.2018.02.052
Kang C-W, Fang F-Z (2018) State of the art of bioimplants manufacturing: part I. Adv Manuf 6:20–40. https://doi.org/10.1007/s40436-017-0207-4
Albrektsson T, Wennerberg A (2019) On osseointegration in relation to implant surfaces. Clin Implant Dent Relat Res 21:4–7. https://doi.org/10.1111/cid.12742
Ahirwar H, Zhou Y, Mahapatra C et al (2020) Materials for orthopedic bioimplants: modulating degradation and surface modification using integrated nanomaterials. Coatings 10:264. https://doi.org/10.3390/coatings10030264
Gallo J, Holinka M, Moucha C (2014) Antibacterial surface treatment for orthopaedic implants. Int J Mol Sci 15:13849–13880. https://doi.org/10.3390/ijms150813849
Kern M, Thompson VP (1994) Effects of sandblasting and silica-coating procedures on pure titanium. J Dent 22:300–306. https://doi.org/10.1016/0300-5712(94)90067-1
Wennerberg A (1998) The importance of surface roughness for implant incorporation. Int J Mach Tools Manuf 38:657–662. https://doi.org/10.1016/S0890-6955(97)00114-4
Le Guéhennec L, Soueidan A, Layrolle P, Amouriq Y (2007) Surface treatments of titanium dental implants for rapid osseointegration. Dent Mater 23:844–854. https://doi.org/10.1016/j.dental.2006.06.025
Buser D, Nydegger T, Oxland T et al (1999) Interface shear strength of titanium implants with a sandblasted and acid-etched surface: a biomechanical study in the maxilla of miniature pigs. John Wiley Sons Inc 45:75–83
Pazos L, Corengia P, Svoboda H (2010) Effect of surface treatments on the fatigue life of titanium for biomedical applications. J Mech Behav Biomed Mater 3:416–424. https://doi.org/10.1016/j.jmbbm.2010.03.006
Perrin D, Szmukler-Moncler S, Echikou C et al (2002) Bone response to alteration of surface topography and surface composition of sandblasted and acid etched (SLA) implants: bone response to alteration of SLA. Clin Oral Implants Res 13:465–469. https://doi.org/10.1034/j.1600-0501.2002.130504.x
Zinger O, Zhao G, Schwartz Z et al (2005) Differential regulation of osteoblasts by substrate microstructural features. Biomaterials 26:1837–1847. https://doi.org/10.1016/j.biomaterials.2004.06.035
Bauer S, Schmuki P, von der Mark K, Park J (2013) Engineering biocompatible implant surfaces – part I – materials and surfaces. Prog Mater Sci 58:261–326. https://doi.org/10.1016/j.pmatsci.2012.09.001
Guo YB, Caslaru R (2011) Fabrication and characterization of micro dent arrays produced by laser shock peening on titanium Ti–6Al–4V surfaces. J Mater Process Technol 211:729–736. https://doi.org/10.1016/j.jmatprotec.2010.12.007
Prakash C, Kansal HK, Pabla B et al (2016) Electric discharge machining – a potential choice for surface modification of metallic implants for orthopedic applications: a review. Proc Inst Mech Eng Part B J Eng Manuf 230:331–353. https://doi.org/10.1177/0954405415579113
Aliyu AA, Abdul-Rani AM, Ginta TL et al (2017) A review of additive mixed-electric discharge machining: current status and future perspectives for surface modification of biomedical implants. Adv Mater Sci Eng 2017:1–23. https://doi.org/10.1155/2017/8723239
Mohd Abbas N, Solomon DG, FuadBahari Md (2007) A review on current research trends in electrical discharge machining (EDM). Int J Mach Tools Manuf 47:1214–1228. https://doi.org/10.1016/j.ijmachtools.2006.08.026
Banu A, Ali MY (2016) Electrical discharge machining (EDM): a review. Int J Eng Mater Manuf 1:3–10
Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43:1287–1300. https://doi.org/10.1016/S0890-6955(03)00162-7
Das S, Paul S, Doloi B (2019) An experimental and computational study on the feasibility of bio-dielectrics for sustainable electrical discharge machining. J Manuf Process 41:284–296. https://doi.org/10.1016/j.jmapro.2019.04.005
Harcuba P, Bačáková L, Stráský J et al (2012) Surface treatment by electric discharge machining of Ti–6Al–4V alloy for potential application in orthopaedics. J Mech Behav Biomed Mater 7:96–105. https://doi.org/10.1016/j.jmbbm.2011.07.001
Bui VD, Mwangi JW, Schubert A (2019) Powder mixed electrical discharge machining for antibacterial coating on titanium implant surfaces. J Manuf Process 44:261–270. https://doi.org/10.1016/j.jmapro.2019.05.032
Chundru VR, Koona R, Pujari SR (2019) Surface modification of Ti6Al4V alloy using EDMed electrode made with nano- and micron-sized TiC/Cu powder particles. Arab J Sci Eng 44:1425–1436. https://doi.org/10.1007/s13369-018-3561-z
Jahan MP, Alavi F (2019) A study on the surface composition and migration of materials and their effect on surface microhardness during micro-EDM of Ti-6Al-4V. J Mater Eng Perform 28:3517–3530. https://doi.org/10.1007/s11665-019-04120-0
Opoz T, Yasar H, Murphy M et al (2019) Ti6Al4V surface modification by hydroxyapatite powder mixed electrical discharge machining for medical application. Int J Adv Eng Pure Sci. https://doi.org/10.7240/jeps.450383
Yue TM, Yu JK, Mei Z, Man HC (2002) Excimer laser surface treatment of Ti–6Al–4V alloy for corrosion resistance enhancement. Mater Lett 52:206–212. https://doi.org/10.1016/S0167-577X(01)00395-0
Suresh S, Jamil MA, Sulaiman S, Mohd Shokor MR (2016) Optimization of electrode material for EDM die-sinking of titanium alloy grade 5 - Ti6Al4V. Int J Adv Sci Eng Inf Technol 6:534. https://doi.org/10.18517/ijaseit.6.4.902
Alavi F, Jahan MP (2017) Optimization of process parameters in micro-EDM of Ti-6Al-4V based on full factorial design. Int J Adv Manuf Technol 92:167–187. https://doi.org/10.1007/s00170-017-0103-x
Prakash C, Kansal HK, Pabla BS, Puri S (2016) Experimental investigations in powder mixed electric discharge machining of Ti–35Nb–7Ta–5Zrβ-titanium alloy. Mater Manuf Process 32:274–285. https://doi.org/10.1080/10426914.2016.1198018
Nair S, Dutta A, Narayanan R, Giridharan A (2019) Investigation on EDM machining of Ti6Al4V with negative polarity brass electrode. Mater Manuf Process 34:1824–1831. https://doi.org/10.1080/10426914.2019.1675891
Abdulkareem S, Ali Khan A, Konneh M (2010) Cooling effect on electrode and process parameters in EDM. Mater Manuf Process 25:462–466. https://doi.org/10.1080/15394450902996619
Linder L, Carlsson A, Marsal L et al (1988) Clinical aspects of osseointegration in joint replacement. A histological study of titanium implants. J Bone Jt Surg 70:550–555. https://doi.org/10.1302/0301-620X.70B4.3403596
Farooq MU, Ali MA, He Y et al (2020) Curved profiles machining of Ti6Al4V alloy through WEDM: investigations on geometrical errors. J Mater Res Technol
AZOM Materials (2020) Material directory | materials engineering. In: AZOM.com. https://www.azom.com/. Accessed 26 Jun 2020
Umar Farooq M, Pervez Mughal M, Ahmed N et al (2020) On the investigation of surface integrity of Ti6Al4V ELI using Si-mixed electric discharge machining. Materials 13:1549. https://doi.org/10.3390/ma13071549
Khosrozadeh B, Shabgard M (2017) Effects of simultaneous ultrasonic vibration of tool and addition of carbon nanotube into the dielectric in EDM process on machining outputs and surface integrity of Ti-6Al-4V alloy. Indian J Eng Mater Sci 24:45–56
Yih-fong T, Fu-chen C (2005) Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J Mater Process Technol 170:385–391. https://doi.org/10.1016/j.jmatprotec.2005.06.006
Bai X, Zhang Q, Zhang J et al (2013) Machining efficiency of powder mixed near dry electrical discharge machining based on different material combinations of tool electrode and workpiece electrode. J Manuf Process 15:474–482. https://doi.org/10.1016/j.jmapro.2013.09.005
Kansal HK, Singh S, Kumar P (2005) Application of Taguchi method for optimization of powder mixed electrical discharge machining. Int J Manuf Technol Manag 7:329. https://doi.org/10.1504/IJMTM.2005.006836
Assarzadeh S, Ghoreishi M (2013) A dual response surface-desirability approach to process modeling and optimization of Al2O3 powder-mixed electrical discharge machining (PMEDM) parameters. Int J Adv Manuf Technol 64:1459–1477. https://doi.org/10.1007/s00170-012-4115-2
Puertas I, Luis CJ, Álvarez L (2004) Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC–Co. J Mater Process Technol 153–154:1026–1032. https://doi.org/10.1016/j.jmatprotec.2004.04.346
Al-Amin M, Abdul-Rani AM, Danish M et al (2020) Assessment of PM-EDM cycle factors influence on machining responses and surface properties of biomaterials: a comprehensive review. Precis Eng 66:531–549. https://doi.org/10.1016/j.precisioneng.2020.09.002
Huo J, Liu S, Wang Y et al (2019) Influence of process factors on surface measures on electrical discharge machined stainless steel using TOPSIS. Mater Res Express 6:086507. https://doi.org/10.1088/2053-1591/ab1ae0
Thangaraj M, Annamalai R, Moiduddin K et al (2020) Enhancing the surface quality of micro titanium alloy specimen in WEDM process by adopting TGRA-based optimization. Materials 13:1440. https://doi.org/10.3390/ma13061440
Prihandana GS, Sriani T, Mahardika M et al (2014) Application of powder suspended in dielectric fluid for fine finish micro-EDM of Inconel 718. Int J Adv Manuf Technol 75:599–613. https://doi.org/10.1007/s00170-014-6145-4
Nguyen TD, Nguyen PH, Banh LT (2019) Die steel surface layer quality improvement in titanium μ-powder mixed die sinking electrical discharge machining. Int J Adv Manuf Technol 100:2637–2651. https://doi.org/10.1007/s00170-018-2887-8
HuuPhan N, Muthuramalingam T, Vu NN, Tuan NQ (2020) Influence of micro size titanium powder-mixed dielectric medium on surface quality measures in EDM process. Int J Adv Manuf Technol 109:797–807. https://doi.org/10.1007/s00170-020-05698-9
Yang Y, Kim K, Ong J (2005) A review on calcium phosphate coatings produced using a sputtering process? an alternative to plasma spraying. Biomaterials 26:327–337. https://doi.org/10.1016/j.biomaterials.2004.02.029
Zhang XQ, Yin LH, Tang M, PuPU Y (2011) ZnO, TiO2, SiO2, and Al2O3 nanoparticles-induced toxic effects on human fetal lung fibroblasts. Biomed Environ Sci 24:661–669. https://doi.org/10.3967/0895-3988.2011.06.011
Vasconcelos DCL, Carvalho JAN, Mantel M, Vasconcelos WL (2000) Corrosion resistance of stainless steel coated with sol–gel silica. J Non-Cryst Solids 273:135–139. https://doi.org/10.1016/S0022-3093(00)00155-1
Kołodziejczak-Radzimska A, Jesionowski T (2014) Zinc oxide—from synthesis to application: a review. Materials 7:2833–2881. https://doi.org/10.3390/ma7042833
Joshi AY, Joshi AY (2019) A systematic review on powder mixed electrical discharge machining. Heliyon 5:e02963. https://doi.org/10.1016/j.heliyon.2019.e02963
Muthuramalingam T, Phan NH (2021) Experimental investigation of white layer formation on machining silicon steel in PMEDM process. SILICON 13:2257–2263. https://doi.org/10.1007/s12633-020-00740-7
Priyadarshini B, Rama M, Chetan VU (2019) Bioactive coating as a surface modification technique for biocompatible metallic implants: a review. J Asian Ceram Soc 7:397–406. https://doi.org/10.1080/21870764.2019.1669861
Saini M, Singh Y, Arora P et al (2015) Implant biomaterials: a comprehensive review. World J Clin Cases 3:52–57. https://doi.org/10.12998/wjcc.v3.i1.52
Prakash C, Kansal HK, Pabla BS, Puri S (2015) Processing and characterization of novel biomimetic nanoporous bioceramic surface on β-Ti implant by powder mixed electric discharge machining. J Mater Eng Perform 24:3622–3633
Gligorijević BR, Vilotijević M, Šćepanović M et al (2016) Surface structural heterogeneity of high power plasma-sprayed hydroxyapatite coatings. J Alloys Compd 687:421–430. https://doi.org/10.1016/j.jallcom.2016.06.163
Author information
Authors and Affiliations
Contributions
Conceptualization, M.U.F.; formal analysis, M.A.; data curation, M.A. and H.A.B.; writing—original draft preparation, M.U.F. and H.A.B.; writing—review and editing, M.U.F., M.S.K., and S.Z.; visualization, M.U.F., S.Z., and A.M.K.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors agreed upon the current version of submission for publication.
Conflicts of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farooq, M.U., Bhatti, H.A., Asad, M. et al. Surface generation on titanium alloy through powder-mixed electric discharge machining with the focus on bioimplant applications. Int J Adv Manuf Technol 122, 1395–1411 (2022). https://doi.org/10.1007/s00170-022-09927-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09927-1