
Abstract
A cutting-edge manufacturing technology that uses powder or wire as the feeding material and a high-energy heating source is known as metal additive manufacturing (AM). High-performance components for automotive, aerospace, medical, and energy applications are designed and produced using additive manufacturing (AM). In this overview, only laser additive manufacturing (LAM) procedures such as powder bed fusion (PBF) and directed energy deposition are discussed (DED). LAM provides an alternate path for fabricating current designs and permits the creation of new designs with complexity that is not possible with conventional methods. One of the most promising forms of additive manufacturing is laser additive manufacturing, which may produce things at low cost while keeping high value and yield (LAM). Specifically, when it comes to directed energy deposition (DED) or powder bed fusion (PBF), which involve various types of wire-fed, powder fed, and powder-bed assembly, it examines the key metallurgical phenomena that occur during LAM as well as the distinctions between different LAM technological pathways. This study offers a thorough overview of the classification of LAM systems, applications of LAM processes, key processing factors, frequent flaws, mechanical characteristics of manufactured parts, numerous machine-related parameters, and optimization of deposition conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing is different from subtractive manufacturing techniques like conventional machining. The technique of combining materials to generate products from 3D model data, typically layer by layer [1]. With minimal post-processing, AM can create components with incredibly difficult and complicated designs from a variety of materials, including plastics and metals. These parts are constructed from customized materials with almost no material waste. As a result, AM is a technique that increases strategy freedom and lets engineers and designers to produce distinctive things in low volumes on a budget. The AM technology’s potential benefits for the environment and the environment’s ecosystem are another motivator.
Plastics now dominate the AM market in terms of materials processed, but the metal AM business is rapidly expanding. AM has been increasingly popular in the current years for the fabrication of structural components, particularly in industries like aircraft and motorsport where large weight savings are advantageous. There is a lot of work being done to speed up and improve the reliability of such AM processes. In recent years, the metals AM market [2] has expanded far more quickly than either the polymers or ceramics [3] sectors. It is anticipated that together with new manufacturing technologies, AM-based repair will become a practical application by 2027, with the energy, automobile, and aerospace industries perhaps accounting for 52% of all AM sales revenue [3].
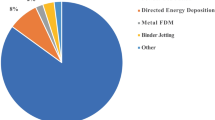
Today, there are a lot of additive manufacturing methods vacant; they differ in their underlying working theories, the materials that may be utilized, and the way that layers are deposited to build things. Layers are created by some techniques that soften or melt the materials, like powder bed fusion (PBF) and direct energy deposition (DED). Two important AM techniques that may create fully thick metallic parts for many industrial applications are PBF and DED [4, 5]. Their various powder delivery techniques have an impact on the as-deposited part/surface component’s roughness, support needs, and part complexity. PBF and DED systems held revenue market shares of 85% and 8.3%, respectively, in the market for metal AM in 2019. [6]. According to predictions, PBF will decline to 63% during the next 5 years, while DED technologies’ revenue share will rise to 11.1%. [6]. This paper gives a summary of the literature on additive manufacturing, with a focus on laser manufacturing (LAM). This review of the literature will concentrate on DED technology, 3D production of metallic components and parts, and laser energy sources. The study of DED defects will take into account the mechanical qualities, applications, available methods, and predominate processing parameters. Powder bed fusion (PBF), which includes selective laser melting (SLM) and selective laser sintering (SLS), and directed energy deposition (DED), which includes direct metal deposition (DMD) and laser engineered net shaping (LENS), are two different classes of LAM technology that can be divided based on their feedstock [7,8,9].
Due of LAM’s ability to manufacture complicated shapes, there is a great possibility to change the invention of industrial items and fabricate less heavy, more efficient parts that allow for faster, more affordable production. LAM is better than traditional production techniques since it can create practically any shape, minimizing human error and lowering costs. This results in fewer parts needing to be assembled and a quicker product development cycle [7, 8]. LAM has attracted significant interest from the aerospace and medicinal sectors and this has had a huge impact on the research of the four types of materials utilized mostly in these industries, which are steels, nickel-based alloys, titanium-based alloys, and metal-matrix composites (MMCs) [10,11,12,13]. However, it is crucial to remember that producing sound (defect-free) counterparts using LAM technology from a variety of metals and alloys at a reasonable cost and performance level is still difficult [14].
The biggest obstacle to LAM technology’s wider adoption is achieving sufficient mechanical performance in designed components [14]. Take into account, several laser treatment variables, such as laser power, laser scan speed, scan pattern, etc. significantly affect the LAM manufacturing process and need to be managed and tuned for a certain powder particles and deposition geometry of the produced item [14, 15].
The processing conditions/circumstances, such as formation of a melt pool, thermal gradients, temperature, cooling rate, and other features that rely of heat, can be primarily affected by changing these important parameters. As a result, structural factors that affect microstructure, and lead to a decrease in the mechanical qualities of the fabricated part, including as defect development are phase transformation, grains size, crystallographic roughness, and residual stresses [14, 16]. Large-scale anisotropy is often produced in the created parts by remelting and directional solidification, which are the fundamental forces behind the directional heat transfer phenomenon in LAM processes [17, 18]. Numerous studies have focused on examining anisotropy in the microstructure and mechanical characteristics of sections made utilizing LAM technology [19, 20]. When LAM is used, anisotropy is dependent on the metallic system and the behavior of directional solidification, which may result in possible heterogeneity in the manufactured part and be influenced by processing settings. Additionally, the development of other LAM-related problems/deficiencies such as micro-pores and balling [21] absence of fusing may also cause anisotropy and a decline in the mechanical characteristics of the developed sections [22].
The LAM of metallic components is the primary topic of this review paper, their applications, the DED technologies that are now available, the process variables in those technologies, DED technology faults, and their mechanical characteristics. In this review, many classes of materials, steel, titanium and its alloys, etc. are highlighted.
2 Applications of DED
This part of the review concentrates on some of DED’s cutting-edge, unique applications in large-scale structure manufacturing, precision repairs, feature addition, and coating after introducing it and summarizing its advantages and disadvantages. Other examples include multi-material constructions and alloy design.
Following the fabrication and installation of the components key factors such as fatigue, heat cycles, local impact, and corrosion results in cracks and/or local flaws. For examples, in aerospace parts such as turbine blades, corrosion or fatigue can lead to the initiation of cracks. Most studies have reported that stress cracks cause high performance materials to fail and being thrown away as waste. Recent research has mostly focused on reducing component failure rates and extending component lifespans [23].
To increase the lifespan of parts and restore their functionality, repairs are required. Due to the less energy and materials wasted, this reduces environmental impact [23]. The DED repair method is well known for producing parts with good metallurgical bonding and post-repair mechanical qualities [24]. Figure 1 demonstrates a few novel uses of DED technology in the production of massive constructions, repairs, and coatings.

a NASA HR-1 alloy was deposited in a 6000 (1.52 m) diameter by 7000 (1.78 m) height LP-DED integral channel nozzle over the course of 90 days ([28]. b A damaged turbine blade that was repaired using the DED method after being generated by the DED procedure [23, 25]. c Penn State’s Applied Research Laboratory repaired a valuable Ti-6Al-4 V shaft [29]. d A hybrid DEM MORI LASERTEC 65 DED system with a national blade geometry [29, 30] described “hard coatings of metal carbides with diamond reinforcement for cutting tool applications”
DED process was used to repair or manufacture the turbine airfoil [23, 25]. According to their study, defective voids in turbine airfoils were successfully restored using DED and a novel semi-automated geometric reconstruction technique. Figure 1b shows three different stages of the turbine airfoil, undamaged turbine blade; the second one shows that turbine blades get commonly damaged at their tip; and the last one shows a fully repaired turbine blade. It is crucial to reconstruct this section since the turbine blades are inside the engine, where this flaw could impair its performance. For this, the blade is scanned, then digitally transformed into a meshed representation that provides the net contour of the blade.
Numerous large-scale DED, notably LP-DED, uses have also been shown by NASA. At NASA, huge channel wall nozzles and powerhead components for rocket engines have been the main focus. The nozzle’s design is similar to that of combustion chambers; it incorporates fine feature channels to do away with braze joints, and considerable tooling is frequently used during assembly. Recent testing of a 65% scale RS-25 engine integral channel LP-DED nozzle at 1.52 m in diameter and 1.78 m in height was conducted by NASA MSFC in collaboration with industry partners [26]. A number of earlier nozzles underwent hot-fire testing with a high duty cycle, and it was also demonstrated that they showed LP-DED integrated channel features at lower scales [27]. The nozzles demonstrate how the number of components in conventionally made nozzles could be decreased from over 1100 to less than 10 in full-scale designs [28]. With DED’s quick deposition periods, several of these components of which were previously made using forgings or castings and involved intensive machining have demonstrated sizable cost and schedule savings, this component is shown in Fig. 1a.
In order to reduce future erosion or damage to the structures, DED technology can be used to restore them while also adding material. In DED, material is deposited using a computer-controlled deposition head that uses the CAD file of the damaged part as a guide. Due to the fact that DED is a melt-cast process, the target locations are first examined for typical areas of damage, such as thermal deterioration or wear, and then a harder or more heat-resistant material that is compatible with the base alloy is deposited there, a diffuse interface can achieve efficient metallurgical bonding. Due to the rapid cooling rates and significant thermal gradients, post-DED heat treatment is sometimes utilized to lessen residual stresses. Next, the finish is applied to the surface while maintaining the required tolerances [29].
The ability to extrude features on top of a casting or traditional forging without the requirement for surface polishing is another intriguing DED use. In this case, the substrate becomes a component of the finished product. By adding extruding characteristics to a simple design, it is possible to significantly reduce the amount of material and energy required for a full casting or machining. Full three-dimensional components can be produced utilizing DED systems, as shown in Fig. 1d [29].
Figure 1e demonstrates extremely hard metal carbide coatings made using the DED method with diamond dust for cutting tool applications [30]. These coatings were effective for machining titanium and aluminum because they exhibited numerous phases of strengthening and were free from large-sale cracking. All of the aforementioned coatings had been used on parts created using traditional methods. The DED’s new feature is the capacity to deposit on completed surfaces while preserving strong metallurgical bonding to enhance site-specific performance.
3 Commercially available DED technologies
A lot of new systems are being created with layer-based functionality as the implementation of AM systems accelerates. Determining factors include the deposition method, the energy source, the construction volume (size and shape), the manufacturing materials, the feedstock type, and others. According to the deposition method, the ASTM F2792 standard divides AM technologies into seven categories [31, 32]. Direct energy deposition (DED) and powder bed fusion (PBF) techniques are used in the additive manufacturing of metallic materials. Under DED, processing methods such as laser engineered net shaping (LENS) and laser metal deposition (LMD) are used for the fabrication of parts used in the industry whereas PBF has selective laser melting (SLM) and electron beam melting (EBM) shown in Fig. 2. These commercially accessible AM technologies all rely on various heat sources, including electron beam, laser, arc plasma, and ultrasonic-based systems [31, 33, 34], in an effort to melt the feedstock (powder or wire).

Classification diagram for laser additive manufacturing (LAM) technologies
While in a vacuum, electron beam systems operate, laser-based devices work with local inert gas shielding or in an inert atmosphere chamber. Despite the fact that laser-based systems cost more than electron beam systems, they have the advantage of having little residual tension, allowing for the usage of parts created with an electron beam without the need for stress reduction treatments. On the microstructure and mechanical characteristics of a laser beam, the impacts of various heat sources, traversal speeds, laser spot sizes, and other elements are investigated (see Table 1).
With the use of different heat sources and feedstocks, the capabilities which are offered by various DED technologies are not the same. There are benefits and drawbacks to a many of the DED techniques utilized to produce metal AM today, such as layer thickness and repair/remanufacturing. The AM components’ layer thickness has a significant impact the surface roughness of the produced structure’s vertical walls, whereas the beam size (laser or electron beam) and step over distance greatly influence the surface roughness of the structure’s horizontal surfaces (i.e., the distance between subsequent tracks). Better surface finishes are provided by laser-based DED technologies compared to those based on plasma, electron beam, or electric arc because they employ a smaller beam size, a shorter step over, and thinner layers. The deposition rate for these technologies is, however, also reduced as a result. As they utilize the deposition process, metal can be added to an existing part using DED technologies. It is because of this vital competency that DED is able to produce new parts and fix damaged ones.
4 Laser additive manufacturing (LAM) systems
PBF is a technique that involves melting or sintering powders on a platform in a series of sections created from a specific CAD file using a heat source (typically a laser or electron beam) (that is based on the 3D counterpart’s geometry or design)) [31, 35].
Direct metal laser sintering (DMLS), selective laser melting (SLM), selective laser sintering (SLS), laser CUSING (concept laser), and laser metal fusion (LMF) are PBF-based LAM techniques for metallic components that are comparable to DED [36], which, by applying concentrated energy, such as a laser, or electron beam melts the material. On the other hand, when the substance is deposited by a nozzle, it melts. In certain ways, the technique is cutting-edge when it comes to material extrusion and powder bed fusion.
4.1 Powder feed systems
Metallic powder is fused to a chosen substrate using heat in direct energy deposition (DED) powder feed systems. Layer by layer, tiny particles are pushed via a nozzle and onto the build surface, tracing the component’s cross-sectional area (see Fig. 3) [37,38,39]. Laser engineered net shaping (LENS), direct metal deposition (DMD), laser metal deposition (LMD), and laser free-form fabrication (LF3) are powder feed processes [40]. The deposited layer is frequently greater than 0.1-mm thick. These systems may also produce larger parts and have higher build volumes than powder bed fusion (PBF) systems. The nozzle may move while the work piece remains stationary in some cases; nevertheless, to obtain the appropriate form, a fixed nozzle can be established while the portion moves. DED-created 3D metallic parts have finer grain textures than conventional manufacturing components due to faster induced cooling rates after solidification following the melting process [41, 42].

Diagram of the powder feed system-based LAM technology [72]
4.2 Feeding systems with wire feeders
Another type of DED system uses wire as the feed material, with the metal being fused layer by layer, heated by a source (typically a laser or arc). As shown in Fig. 4, iteratively repeating this process creates the required three-dimensional structure. Due to the solid wire’s quick mass transmission, wire feed systems perform the greatest deposition responsibilities and are ideal for applications requiring a high deposition rate [19, 43]. They can also be used to create enormous construction envelopes. They confront a number of problems as a result of their wire-based feedstock, including low component precision and poor surface polish. Due to the larger heat input in these wire feed systems, distortion and residual stress reduction are even more significant [44]. Melting the feeder wire would need more heat, and the massive molten pool volume accumulation could cause increased residual stress and thermal deformation of the design.

Diagram showing LAM technology based on wire feed deposition [31]
5 Process variables in DED technology — with the dominant processing variables
Most DED technologies including LENS and LMD melt the feedstock by a heat source (i.e., laser, arc plasma, and electron beam) when a wire or metal powder is used as a feedstock. More research has revealed that reliable metal processing requires the correct optimization of process parameters along with a choice of build strategy during additive manufacturing. According to [45] where it was stated that Nd: YAG lasers, diode lasers, fiber lasers, and CO2 lasers are a variety of lasers employed in laser-based processes. Most companies are switching from traditional CO2 lasers to more of these lasers as an energy source, due to the fact that metals absorb shorter wavelengths considerably more strongly (such as in diode or fiber lasers in the range of 900–1070 nm) than they do of the longer wavelengths (wavelength approximately 10 mm).
During additive manufacturing — DED, the selection of the best combination of process parameters is of crucial importance, and some of the parameters such as energy density, machine chamber environment, travel speed, and power play a major role when it comes to determining microstructure, mechanical properties, part quality, and productivity. Porosity, microstructure, and mechanical characteristics were studied in a study by [46], to determine how scan speed affected these variables. It was found that scanning at high rates of 400 or 600 mm/s causes significant pores to form, which significantly reduces tensile strength and stiffness. Table 2 demonstrates a few of the crucial variables that regulate DED procedures.
Using DED technology to create high-quality parts is not an easy task. Numerous processing factors are connected to the DED process, all of which control the temperature history and solidification of the deposit and significantly affect the microstructure, physical properties, and mechanical characteristics of the material as-deposited. The following studies focus on the main process variables that can be controlled throughout the DED process and how these variables impact the microstructure and behavior of the deposited material.
The DED method uses arc plasma, laser beams, and electron beams as heat sources. Therefore, samples made using a DED method go through frequent heat cycling and extremely high melt pool cooling rates (for laser melting, the temperature ranges between 103–105 K/s) [47, 48]. When solidification takes place, it produces microstructures that are delicate, out of equilibrium, contain considerable residual stresses, and in certain situations, shatter [49, 50].
The majority of the work done entailed choosing a parameter combination that would produce a specific deposit geometry. In a study done by [50], where a combined parameter technique was devised to accommodate parameter sets like specific energy and energy density with aspect ratio and feed rates taken into account for Nimonic 75 (alloy with 80% Ni and 20% Cr composition containing Ti and C as additives), in the early ages, this alloy was used as a turbine blade because it has strong mechanical qualities, heat resistance, and corrosion resistance. It is challenging to characterize and evaluate the effects of each processing parameter (and their crosslinking interactions) on the material as it is being deposited due to the complicated temperature history and the large number of parameters indicated in Fig. 5 below.

Illustration showing DED process parameters
6 Typical defects in DED
The non-equilibrium processing technique known as DED is characterized by rapid cooling rates and substantial thermal gradients. These heat conditions can cause complicated phase and microstructural modifications, porosity, cracking, distortions with residual stresses that are not uniform, which all have a negative impact on early failure, mechanical characteristics (such as ductility and fatigue strength), and corrosion resistance. The numerous parameters used in AM processes not only have an impact on the process itself but also on its interacting effects. Obtaining dependable, reproducible, and high-quality products requires an understanding of the many faults that arise during AM procedures and how these are impacted by different process factors. Numerous studies have shown that these flaws depend on particular alloy systems and part geometries [51, 52].
6.1 Residual stresses and distortion
Layer by layer is the nature of the DED process, hence during DED-AM, the generated part has a very complicated thermal history that involves melting, remelting, and reheating the material [48, 53]. The quick cooling and heating cycles and dynamic temperature distribution of the component are the primary causes of residual stress during AM processing, according to a study by [48]. Residual strains are produced in the manufactured component as well as in the substrate during the transition from a liquid to a solid, during solidification, as well as during a number of solid-state transformations, like martensitic transformation or precipitations (or build plate).The powder feeding rate, laser power, laser transverse speed, and route strategy are design and process variables that may have an impact on a produced part's thermal history, microstructure, and degree of residual stresses [48] (Fig. 6).

Reproduced from Dutta., 2019. Metals: Science, Technology, and Additive Manufacturing Applications
During the DED deposition of Stellite alloys, cracking owing to residual stress occurred.
Residual stresses have an impact on deposited components and materials. In DED-AM, residual stresses may lead to phase transitions, deformation [54,55,56], cracking, and delamination, among other problems.
One of the most often employed strategies for decreasing residual stress is preheating the substrate, according to [54]. According to a study by [57], when the substrate is preheated to about 400 °C, there is a 27.4% increase in substrate distortion when printing the first layer. In a study by [55], residual strains and deformation brought on by DED were examined. They found that residual stresses dropped by 80.2% and distortions by 90.1%, respectively, when substrate preheating and build chamber heating were coupled. These investigations have demonstrated that while preheating the substrate, printed products, and build chamber can reduce residual stresses, but does not completely eliminate them.
6.2 Porosity
Unmelted powder particles, gas porosity from absorbed gases or prior gases present in powder particles, inter-bead voids caused by a high layer thickness to bead width ratio, porosity due to melt pool instability, or shrinkage porosity from rapid solidification are a few of the various sources of porosity in additive manufacturing parts. Poor process parameter selection may cause the goods to produce porosity. Gas porosities are often fairly tiny and spherical in shape (typically 10 to 200 mm in size). Gas entrapment can happen in DED processes when the process gases blow through the process nozzle, resulting in gas porosity in the finished product. A superheated melt pool also has additional effects like porosity and gas dissolution. In contrast to the porosities brought on by the absence of fusion, gas porosities (shown in Fig. 7a) often have a smaller quantity and magnitude. Residual porosity, which is brought on by the presence of gases or the absence of fusion, is one of the most likely challenges for LAM processes. Inadequate melting of the powder or wire material is the main factor causing fusion porosity. Typically, these pores extend into the layer plane and have irregular shapes. Gases from the powder/wire feeding scheme or gases produced during material processing, particularly when they are entrapped inside powder or wire during construction, cause pores to form. These pores often take the form of spheres and can appear anywhere, as seen in Fig. 7b for 17-4PH stainless steel cause the porosity of the manufactured parts to grow. In the fabrication process, higher laser peed and scan speed can lead to the formation of larger porosities, as demonstrated in Fig. 7c for Ti-6Al-4 V titanium alloy [31].

a Gas porosity in DED (DMD) deposited 4047 Al. Reproduced from [51]. Science, Technology and Applications of Metals in Additive Manufacturing. Elsevier Inc. b Spherical and irregular morphologies for the porosities inside the LAM deposited part 17-4PH stainless steel [31, 73]. c Distribution of porosities with different morphologies for the porous manufactured Ti-6Al-4 V titanium alloy materials for laser traverse velocities of 360 [31, 74, 75]
6.3 Delamination and cracking
The most frequent occurrence is in multilayer manufacturing, where the severity of thermal strains resulting from the quick heating and cooling cycles of DED-AM techniques is further increased [48]. Delamination, which is the separation of two succeeding layers, or between the first layers that were deposited and the baseplate, is brought on by residual interlayer tensions that are greater than the material’s yield strength [48, 54]. Delamination often occurs when the powder is either partially or completely melted or when layers below the melt pool are not sufficiently remelted [52]. High stress concentrations exist at the interface between the construct and the baseplate, where it frequently happens (Fig. 8).

a The delamination of M2 high speed samples fabricated by LAM, and b hot cracking in Stellite alloy processed by DED [51]. Metals: Science, Technology, and Additive Manufacturing Applications
Because AM techniques require rapid cooling rates, solidification shrinkages can result in cracking. Numerous metals and alloys that are vulnerable to cracking during fusion welding are probably also vulnerable to doing so when processing DED-AM [58]. Cracking caused by solidification, often called hot cracking, and liquation cracking are the two primary types of cracking in components made using additive manufacturing [54]. The most common type, hot cracking, happens near boundaries. High tensile stress is created when the upper, hotter layers’ contract more than the lower layers do [52, 58]. This kind of cracking typically happens when the amount of energy used during the operation is too much for the material being processed, but it can also happen depending on how solidification occurs [52]. Deterioration of static and dynamic mechanical characteristics, a reduction in corrosion resistance, and early failure are all effects of cracking and delamination.
6.4 High surface roughness
DED is a near-net-shape procedure, hence, to achieve the necessary tolerances and surface quality, finishing by machining or polishing may be necessary. According to [54, 58], the main cause of the high surface roughness of DED’ed parts may be balling caused by Raleigh instability at high laser scanning rates, which causes the molten pool to break into small islands that are dragged to the outside borders of the molten pool [48, 59]. Numerous material feedstock, component design, production, and post-processing variables and factors have an impact on surface roughness [54]. The terms “balling” and “stair steeping” are explained below.
The mechanical characteristics of the deposited parts, particularly fatigue, as well as their dimensions and geometric tolerances, are significantly influenced by surface roughness. It has been asserted that depending on the AM technique, a surface roughness of roughly 200 mm can diminish fatigue strength by 20–25% [60]. Increasing the heat helps smoothen the surface (providing it does not exceed a certain level, which would result in excessive thermal stresses and an uneven rate of solidification). For instance, this can be obtained using a strong laser and a slow scanning speed. Other strategies make use of thinner layers and finer powder particles. Last but not least, post-processing procedures like HIP and chemical/electrochemical polishing are frequently used.
6.5 Balling effect
Molten material contracts along the beam train during LAM operations to lower its surface energy. The balling effect results as a result. The most significant factors in regulating this occurrence are the oxygen content, scan interval, laser intensity, and scan speed [61]. The power spreading system and blade movement in the PBF system may suffer as a result of this metallurgical process’s potential to enhance part porosity and surface irregularity [62]. Figure 9a depicts the outcome of single-track laser deposition at various scanning rates in 316L stainless steel. When oxygen is present in the construction chamber, the molten pool oxidizes. The material is less wettable when there is oxide on the surface [63]. The molten pool shrinks and makes less contact with the substrate when the scan speed or laser power is elevated outside of the optimum range. The balling effect is brought on by inappropriate wettability and molten flow. This phenomenon can be controlled in addition to modifying the process parameters by remelting the scan track to create an interface with a more tolerable wettability [61, 63].

6.6 Stair stepping effect
The layer-by-layer build-up method used in AM techniques leads to stair-stepping, which adversely affects the products’ surface polish, as schematically depicted in Fig. 9b. For curved geometries or inclined surfaces relative to the build trend, this issue is particularly difficult. This effect, which directly affects the surface polish, is influenced by the thickness of the layers used throughout the technique. The increasing layer thickness causes the resulting specimen to have poor surface quality. The proper deposition orientation and process parameters are necessary to control this influence [59].
7 Mechanical properties
7.1 Residual porosity’s impact on the components manufactured by DED-AM
With LAM, high density metallic components with comparable mechanical qualities to those of their conventionally manufactured equivalents can be produced. A significant obstacle to producing these parts of good quality and with the appropriate mechanical qualities is avoiding a porous structure. These pores may encourage the start of cracks and mechanical deterioration of the material’s ductility and impact characteristics. The main objective of parameter optimization in LAM therapy is consequently to create high-density components [31, 64, 65]. The volumetric energy intensity of the beam that is applied normally determines the density of the products. Energy input must be sufficient to prevent cavities from forming during manufacture from insufficient melting, which reduces bulk density. The confined melt pool dynamics, volatile spatter, material evaporation, and gas entrapment, on the other hand, are made worse by high volumetric energy. Additionally, because spherical-shaped pores are present, this leads to porosity, which results in a reduction in density. A surface layer balling effect and thermal stress may also emerge from this [31]. Mechanical quality may decrease if ideal requirements are broken too frequently. A cluster of faults in 316L stainless steel can result from insufficient melting [31, 66] and these flaws can be significantly more detrimental to the mechanical properties of the manufactured structure than spherical pores (Masker et al., 2016). A higher stress concentration in the material may result from the larger flaw.
7.2 LAM products’ tensile and elongation properties
The strength of the manufactured components is significantly influenced by their microstructure and density. It is commonly known that LAM-produced components have a more precise microstructure and greater tensile strength than those produced by conventional techniques, this is because of the fast solidification effect.
Despite the fact that DED materials typically have lower tensile strengths than wrought materials, it can be on par with or even exceed that of wrought materials depending on alloy systems. Ti-6Al-4 V that was created using a variety of AM processes is depicted mechanically in Fig. 10a. Strength levels in all of the procedures are greater than or on par with those of traditional material (casted, forged, and annealed wrought). The creation of the martensite α′–phase makes materials produced by laser-based DED methods like DMD and LENS less ductile as-built; however, the ductility can be increased with further HIP and/or heat treatment operations. For comparison, the graphic also shows material qualities from the DMLS and EBM methods [67].

Reproduced with permission from Dutta. Current state, challenges, and prospects in titanium alloy additive manufacturing. b In comparison to other commercial production procedures (combined casting, forming, and heat treatment), histograms showing the primary tensile properties of LAM-deposited 17–4 PH stainless steel employing various PBF and DED techniques. c Engineering stress–strain curves comparing the austenitic and martensitic stainless steels generated using laser additive manufacturing with those produced using rolling in commercial manufacturing in terms of their tensile flow properties [68]. d A stainless steel with improved ductility and strength can be produced via AM, as shown by the tensile engineering stress–strain curve for LPBF 316L austenitic stainless steel. The minimal requirements for 316L stainless steel’s tensile properties are shown as yellow dashed lines
a The Ti-6Al-4 V alloy’s tensile, yield, and elongation characteristics after being created using a number of AM procedures. Hot isostatic pressing (HIP), laser designed net shaping (LENS), direct metal laser sintering (DMLS), electron beam melting (EBM), and heat treatment (HT) are all acronyms for the same procedure.
The best mechanical qualities can be attained using various methods and directions, as shown in Fig. 10b. According to the statistics, the yield strength of LAM components manufactured as-invented is less than that of the wrought sample. The processing conditions and test orientation have a significant impact on the specimen’s elongation. Components made of PBF, however, are just as ductile as those made of wrought metal. Even though worked components frequently have higher hardness than unworked components, heat-treated LAM specimens are stronger than untreated LAM material.
The mechanical characteristics of S316L austenitic and S410L martensitic stainless steels may differ significantly when they are wrought and after laser additive manufacturing. The S316L is martensitic and experiences an austenite to ferrite phase transformation, but the S410L is austenitic and does not undergo any further transformation. Considering this, Fig. 10c provides an illustration and comparison of the tensile flow characteristics of various materials. After LAM deposition, austenitic stainless steel has significantly lower strength and ductility than commercial wrought steel. This is linked to the development of unusually large and coarse grains, which is encouraged by controlled solidification. Nevertheless, LAM deposition results in a severe ductility loss at the expense of a large tensile strength gain of more than two times greater for martensitic stainless steel. The mechanisms of plastic deformation that regulate the hardening and brittle tensile behavior are altered by the appearance of martensitic laths and micro-twins at the interfaces [68, 69].
Due to their distinct microstructures, AM austenitic stainless steels exhibit fascinating tensile testing behavior that differs from those of parts made using more traditional methods. In contrast to its wrought/cast counterpart, laser powder bed fusion (LPBF) has proven to be able to produce 316L stainless steel that is more ductile (with 36–59% of elongation compared to 30–43% for conventional methods), stronger (with the PBF having an ultimate tensile strength of 640–700 MPa compared to the one for conventional methods which is 450–555), and yield strength of 450–590 MPa for LPBF in comparison to 160–365 MP [70, 71]. Figure 10d illustrates how LPBF 316L stainless steel has better tensile characteristics than its typical counterpart. This is mostly because to the prevalence of low angle grain boundaries and many Nano inclusions, which limit the migration of dislocations. Given that conventional manufacturing cannot solve the strength-ductility conundrum, the exceptional strength-ductility combination of 316L austenitic stainless steel represents a remarkable achievement for additive manufacturing (Wang et al., 2018 and Sun et al., 2018).
8 Conclusion
Without a doubt, LAM is expanding quickly in the manufacturing sector due to a rise in the demand for LAM-fabricated steel and titanium parts with improved properties for use in the energy, biomedical, and aerospace industries. These advantages include the ability to produce products in almost any shape or geometry quickly, with less time and material waste, longer product lifespan (due to the ability to repair damaged parts while in use), and, of course, at a lower cost. This review focuses on the mechanical properties of the LAM, common defects, important processing factors, and its applications, particularly direct energy deposition (DED) and powder bed fusion (PBF), and examines its capacity to create parts with properties that are better than or even on par with those of parts produced using traditional techniques. Additionally, this study explains how LAM enables the fabrication of steel and titanium parts with densities that are nearly 100%. This paper concludes that LAM is a novel strategy to raise steel and titanium production in light of these advantages.
9 Funding
The authors would like to show gratitude to the following organizations: Tshwane University of Technology (TUT) for the funding with the TUT Postgraduate scholarship, Department of Chemical, Metallurgical and Materials Engineering, Pretoria, South Africa and the Council of Scientific and Industrial Research (CSIR).
References
ASTM Standard. Standard terminology for additive manufacturing technologies, vol. 10.04.
Wohlers report 2020:3D printing and additive manufacturing – state of the industry, Wohlers Associates, Inc., Fort Collins, CO, 2020.
Ceramics Additive Manufacturing Markets 2017 – 2028, SmarTech Analysis, Crozet, VA, http://www.smartechanalysis.com/reports/ceramics-additive-manufacturing-markets-2017-2028/. Accessed 14 December 2020
Vartanian K, McDonald T (2016) Accelerating industrial adoption of metal additive manufacturing technology. J Occup Med 68(3):806–810
Murr LE, Gaytan SM, Ramirez DA, Martinez E, Hernandez J, Amato KN et al (2012) Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J Mater Sci Technol 28(1):1–14
DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO et al (2018) Additive manufacturing of metallic components e process, structure and properties. Prog Mater Sci 92:112–224
Thompson SM, Bian L, Shamsaei N, Yadollahi A (2015) An overview of direct laser deposition for additive manufacturing; Part I: transport phenomena, modeling and diagnostics. Additive Manuf 8:36–62
Yadollahi A, Shamsaei N (2017) Additive manufacturing of fatigue resistant materials: challenges and opportunities. Int J Fatig 98:14–31
Hong KM, Shin YC (2017) Prospects of laser welding technology in the automotive industry: a review. J Mater Process Technol 245:46–69
Mathoho, I., Akinlabi, E.T., Arthur, N., Tlotleng, M., Masina, B. (2019). Metallurgical characteristics of laser peened 17–4 PH SS processed by LENS technique. In: TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05861-6_25
Ahangar P, Cooke, M.E., Weber, M.H., Rosenzweig, D.H. Current biomedical applications of 3D printing and additive manufacturing. Appl Sci 2019;9(8).
Fateri M, Kaouk A, Cowley A, Siarov S, Palou MV, Gonzalez FG et al (2018) Feasibility study on additive manufacturing of recyclable objects for space applications. Additive Manuf 24:400–404
Galante R, Figueiredo-Pina CG, Serro AP (2019) Additive manufacturing of ceramics for dental applications: a review. Dent Mater 35(6):825–846
Shamsaei N, Yadollahi A, Ian L, Thompson SM (2015) An overview of direct laser deposition for additive manufacturing; Part II: mechanical behavior, process parameter optimization and control. Additive Manuf 8:12–35
Selcuk C (2011) Laser metal deposition for powder metallurgy parts. Powder Metall 54(2):94–99
Farshidianfar MH, Khodabakhshi F, Khajepour A, Gerlich AP (2021) Closed-loop control of microstructure and mechanical properties in additive manufacturing by directed energy deposition. Mater Sci Eng, A 803:140483
Kelly S, Kampe S (2004) Microstructural evolution in laser deposited multilayer Ti-6Al-4V builds: Part II Thermal modeling. Metall Mater Trans 35(6):1869e79
Wang Z, Palmer TA, Beese AM (2016) Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater 110:226–235
Kok Y, Tan XP, Wang P, Nai M, Loh NH, Liu E et al (2018) Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: a critical review. Mater Des 139:565–586
Thijs L, Sistiaga MLM, Wauthle R, Xie Q, Kruth JP, Van Humbeeck J (2013) Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater 61(12):4657–4668
Shah K, Pinkerton AJ, Salman A, Li L (2010) Effects of melt pool variables and process parameters in laser direct metal deposition of aerospace alloys. Mater Manuf Process 25(12):1372–1380
Baicheng Z, Xiaohua L, Jiaming B, Junfeng G, Pan W, Chen-nan S et al (2017) Study of selective laser melting (SLM) Inconel 718 part surface improvement by electrochemical polishing. Mater Des 116:531–537
Saboori A, Aversa A, Marchese G, Biamino S, Lombardi A, Fino P (2019) Application of directed energy deposition-based additive manufacturing in repair. A review. Materials science and engineering. Appl Sci 9(16):3316. https://doi.org/10.3390/app9163316
Adrita Dass and Atieh Moridi. 2019. State of the art in directed energy deposition: from additive manufacturing to materials design. A review. Mechanical and Aerospace Engineering.
Wilson JM, Piya C, Shin YC, Zhao F, Ramani K (2014) Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J Clean Prod 80:170–178 ([CrossRef])
Gradl, P. Principles of directed energy deposition for aerospace applications, 2021. doi: 10.13140.
Bryan, W. Future rocket engines may include large-scale 3D printing, 2020. https://www.nasa.gov/centers/marshall/news/releases/2020/future-rocketengines-may-include-large-scale-3d-printing.html. Accessed Mar. 16, 2021
Team NASA, NASA advances new alloys and scale of metal additive manufacturing, 2021. https://3dprint.com/278670/nasa-advances-new. Accessed 1 Nov 2021
Abdalla, R. Nassar. 2021.Directed energy deposition: applications and outlook. Metal directed energy deposition (DED) additive manufacturing is transitioning into production.
Traxel KD, Bandyopadhyay A (2021) Addit Manuf 37:101602. https://doi.org/10.1016/j.addma.2020.101602
Moeinfar KH, Khodabakhshi F, Kashani-bozorg SF, Mohammadi M, Gerlich AP (2022) A review on metallurgical aspects of laser additive manufacturing (LAM): Stainless steels, nickel superalloys, and titanium alloys. J Market Res 16:1029–1068
Standard, A. F2792, 2012, standard terminology for additive manufacturing technologies. West Conshohocken, PA: ASTM; 2012.
Milewski, J.O. Additive manufacturing of metals: from fundamental technology to rocket nozzles. Medical Implants, and Custom Jewelry, Springer; 2017.
Gebhardt, A.; Hotter, J. S. Additive manufacturing: 3D printing for prototyping and manufacturing. Carl Hanser Verlag GmbH Co; 2016. KG.
Bikas H, Stavropoulos P, Chryssolouris G (2016) Additive manufacturing methods and modelling approaches: a critical review. Int J Adv Manuf Technol 83(1):389–405
Khorasani AM, Gibson I, Veetil JK, Ghasemi AH (2020) A review of technological improvements in laser-based powder bed fusion of metal printers. Int J Adv Manuf Technol 108(1e2):191–209
Singh, A., Kapil, S., Das, M (2020) A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Additive Manuf 35.
Tang ZJ, Liu WW, Wang YW, Saleheen KM, Liu ZC, Peng ST (2020) A review on in situ monitoring technology for directed energy deposition of metals. Int J Adv Manuf Technol 108(11–12):3437–3463
Xu J, Gu X, Ding D, Pan Z, Chen K (2018) A review of slicing methods for directed energy deposition based additive manufacturing. Rapid Prototyp J 24(6):1012–1025
Sames WJ, List F, Pannala S, Dehoff RR, Babu SS (2016) The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 61(5):315–360
Gibson I, Rosen DW, Stucker B (2014) Additive manufacturing technologies. Springer
Khodabakhshi F, Farshidianfar M, Bakhshivash S, GERLICH A., KHAJEPOUR A. (2019) Dissimilar metals deposition by directed energy based on powder-fed laser additive manufacturing. J Manuf Process 43:83–97
Gu D, Meiners W, Wissenbach K, Poprawe R (2012) Laser additive manufacturing of metallic components: materials, processes and mechanisms. Int Mater Rev 57(3):133–164
Ding D, Pan Z, Cuiuri D, Li H (2015) Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol 81(1–4):465–481
Dutta B., Babu S., Jarred B. 2019. Science, technology and applications of metals in additive manufacturing. Elsevier Inc.
SANTOS L.M.S., FERREIRA J.A.M., JESUS J.S., COSTA J.M., CAPELA C. 2016. Fatigue behaviour of selective laser melting steel components, Theoretical and Applied Fracture Mechanics 85:( 9–15) 20/10/21.
Edgar J, Tint S (2015) Johnson Matthey. Technol Rev 59(3):193–198. https://doi.org/10.1595/205651315x688406
David Svetlizky, Mitun Das, Baolong Zheng, Alexandra L. Vyatskikh, Susmita Bose, Amit Bandyopadhyay, Julie M. Schoenung, Enrique J. Lavernia, Noam Eliaz. 2021. Directed energy deposition (DED) additive manufacturing: physical characteristics, defects, challenges and applications. A review. Materials science and engineering. Vol-49.
Eliaz N et al (2020) Materials 13(18):4171. https://doi.org/10.3390/ma13184171
Steen WM, Courtney CGH (2013) Hardfacing of Nimonic 75 using 2 Kw continuouswave Co2laser. Metals Technology 7:232–237. https://doi.org/10.1179/030716980803286955
Dutta, B., Babu, S., Jarred, B., 2019. Science, technology and applications of metals in additive manufacturing. Elsevier Inc
Sames, W.J., List, F.A., Pannala, S., Dehoff, R.R., Babu, S.S., 2016. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 1–46. Schwam, D., Kottman, M., Dutta, B., 2014. NADCA Congress Proceedings, pp. 1–7.
Terrassa KL et al (2019) Mater. Sci Eng A 765:138269. https://doi.org/10.1016/j.msea.2019.138269
DebRoy T et al (2018) Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Lu X et al (2018) Addit Manuf 26:166–179. https://doi.org/10.1016/j.addma.2019.02.001
Carpenter K, Tabei A (2020) Materials 13:255. https://doi.org/10.3390/ma13020255
Corbin DJ et al (2018) J Manuf Sci Eng Trans ASME 140(6):1–9. https://doi.org/10.1115/1.4038890
Wei HL et al (2021) Prog Mater Sci 116:100703. https://doi.org/10.1016/j.pmatsci.2020.100703
Yasa E, Poyraz O, Solakoglu EU, Akbulut G, Oren S (2016) A study on the stair stepping effect in direct metal laser sintering of a nickel-based superalloy. Procedia CIRP 45:175–178
Masuo H et al (2017) Procedia struct Integrity 7:19–26. https://doi.org/10.1016/j.prostr.2017.11.055
Gu D, Shen Y (2009) Balling phenomena in direct laser sintering of stainless steel powder: metallurgical mechanisms and control methods. Mater Des 30(8):2903–2910
Shah K, Pinkerton AJ, Salman A, Li L (2010) Effects of melt pvariables and process parameters in laser direct metal deposition of aerospace alloys. Mater Manuf Process 25(12):1372–1380
Li R, Liu J, Shi Y, Wang L, Jiang W (2012) Balling behavior of stainless steel and nickel powder during selective laser melting process. Int J Adv Manuf Technol 59(9–12):1025–1035
Gong H, Rafi K, Gu H, Ram GJ, Starr T, Stucker B (2015) Influence of defects on mechanical properties of Tie6Ale4 V components produced by selective laser melting and electron beam melting. Mater Des 86:545–554
Maskery I, Aboulkhair N, Corfield M, Tuck C, Clare A, Leach RK et al (2016) Quantification and characterization of porosity in selectively laser melted AleSi10eMg using X-ray computed tomography. Mater Char 111:193–204
Carlton HD, Haboub A, Gallegos GF, Parkinson DY, MacDowell AA (2016) Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater Sci Eng A 651:406–414
Dutta, B., Sam Froes, F.H., 2016. Additive manufacturing of titanium alloys; state of the art, challenges and opportunities. Elsevier. Froes, H.F., Boyer, R., Dutta, B., 2017. Advanced Materials and Processes, 175, (6): 18.
Khodabakhshi F, Farshidianfar MH, Gerlich AP, Nosko M, Trembosova V, Khajepour A (2020) Effects of laser additive manufacturing on microstructure and crystallographic texture of austenitic and martensitic stainless steels. Additive Manuf 31:100915
Khodabakhshi F, Farshidianfar M, Gerlich A, Nosko M, Trembošová V, Khajepour A (2019) Microstructure, strain-rate sensitivity, work hardening, and fracture behavior of laser additive manufactured austenitic and martensitic stainless steel structures. Mater Sci Eng, A 756:545–561
Wang YM, Voisin T, McKeown JT, Ye J, Calta NP, Li Z, Zeng Z, Zhang Y, Chen W, Roehling TT (2018) Additively manufactured hierarchical stainless steels with high strength and ductility. Nat Mater 17(1):63–70
Sun Z, Tan X, Tor SB, Chua CK (2018) Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater 10(4):127–136
Wang X, Jiang J, Tian Y (2022) A review on macroscopic and microstructural features of metallic coating created by pulsed laser material deposition. Mater Depos Microm 13:659. https://doi.org/10.3390/mi13050659
Hu Z, Zhu H, Zhang H, Zeng X (2017) Experimental investigation on selective laser melting of 17–4PH stainless steel. Opt Laser Technol 87:17–25
Gong, H. Generation and detection of defects in metallic parts fabricated by selective laser melting and electron beam melting and their effects on mechanical properties. 2013.
Gong, H., Rafi, K., Karthik, N.V., Starr, T., Stucker, B. Defect morphology in Ti-6Al-4V parts fabricated by selective laser melting and electron beam melting. In: 24th international SFF symposium - an additive manufacturing conference; 2013. 440–53. SFF 2013.
Quan Z, Wu A, Keefe M, Qin X, Yu J, Suhr J et al (2015) Additive manufacturing of multi-directional preforms for composites: opportunities and challenges. Mater Today 18(9):503–512
Bhaskar Dutta. 2022. Directed energy deposition (DED) technology. DM3D Technology, Auburn Hills, MI, United States. Elsevier Inc. All rights reserved.
Funding
Open access funding provided by Tshwane University of Technology.
Author information
Authors and Affiliations
Contributions
I would like to thank my supervisors Dr MB Shongwe and Dr LC Tshabalala for conceptual framework and Dr I Mathoho for proof reading the review paper.
Corresponding author
Ethics declarations
Declarations
I hereby declare that the information in this review paper is my own. I further declare that all sources cited or quoted are indicated and acknowledged by means of a comprehensive list of references.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sibisi, T.H., Shongwe, M.B., Tshabalala, L.C. et al. LAM additive manufacturing: a fundamental review on mechanical properties, common defects, dominant processing variables, and its applications. Int J Adv Manuf Technol 128, 2847–2861 (2023). https://doi.org/10.1007/s00170-023-12139-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12139-w