
Abstract
This review article provides a deep dive into the diverse landscape of Additive Manufacturing (AM) technologies and their significant impact on the automotive and aviation sectors. It starts by exploring various AM methodologies such as Fused Deposition Modeling (FDM), Stereolithography (SLA), Digital Light Processing (DLP), Selective Laser Sintering (SLS), Metal Jet Fusion (MJF), Binder Jetting (BJ), and Directed Energy Deposition (DED), with a specific focus on their applicability, strengths, and challenges within these industries. The article then delves into the practical applications of AM in rapid prototyping, functional part production, and component repair. The results highlight the versatility and precision of SLA and DLP, the strength and durability of SLS, and the potential of metal-based technologies like LPBF, SLM, EBM, and DMLS in manufacturing critical components. The integration of AM with automotive and aviation design underscores the transformative nature of these technologies, driving advancements in lightweight, intricate, and high-performance components. The review concludes by emphasising AM's significant opportunities and acknowledging the ongoing challenges in material properties, post-processing, and production scalability, thereby underscoring the necessity for future research and innovation in these sectors.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
3D printing technology has heralded a new era in manufacturing, offering unprecedented opportunities for innovation and efficiency across many industries. Within the aerospace and automotive sectors, where precision, durability, and weight optimisation are paramount, the application of 3D printing has demonstrated its transformative potential [1]. In this article, we delve into the evolving landscape of 3D printing, exploring its wide-ranging applications in aviation and automotive industries [2, 3]. Thanks to Additive Manufacturing (AM) technology, contemporary advancements have transformed 3D printing in the automotive sector from mere prototyping to the full-scale production of automobiles [4, 5]. Industries and businesses are increasingly leveraging Industry 4.0 technologies and adopting a circular approach to manufacturing, aiming to reduce waste, CO2 emissions, and mineral exploration, thus addressing the challenges of climate change. AM holds potential within this closed-loop system and enables the reproduction of recycled components using a 3D printer, allowing for the creation of prototypes or fully functional parts [6]. The integration of polymers with metals in select metal printing approaches presents a considerable challenge due to the inherent differences in the properties of these materials. However, advancements in additive manufacturing techniques have facilitated this integration, creating complex objects with diverse material compositions. This integration, alongside the widespread use of polymers and resins in traditional 3D printing methods, expands the possibilities for additive manufacturing and enhances the flexibility of material properties for various industrial applications. 3D printing enables on-site production, eliminating the need for intricate and lengthy supply chains and reducing costs and delivery times, especially for rare or unconventional components [7]. This shift towards localised production can reduce costs and lead times, particularly for rare or unconventional components [8, 9]. 3D printing ensures a streamlined manufacturing process, promoting efficiency and reducing overall expenses. Researchers devised a Circular Economy model for recycling end-of-life metal automotive parts [6]. The model repurposes decommissioned vehicle metal components by disassembling cars, classifying parts based on their properties, and subjecting them to an innovative mechanical treatment. This process transforms the parts into metal powder, which is usable in metal 3D printers to manufacture components for new sustainable vehicles.
The journey of 3D printing has been characterised by remarkable advancements [10, 11]. Initially, it was confined to rapid prototyping, but it has since matured into a viable production method with the potential to reshape the manufacturing processes of complex industries [12]. 3D printing involves three-dimensional objects' layer-by-layer construction, enabling unprecedented design freedom and cost-effective production [13]. While the automotive industry has long embraced automation, the advent of 3D printing is poised to revolutionise the construction of both commercial and personal vehicles [14]. This shift has the potential to make automobiles more affordable and accessible than ever before [15]. 3D printing brings myriad benefits to transportation, fostering faster, more flexible, and sustainable solutions in producing vehicle components [16, 17].
One of the pivotal advantages of metal 3D printing in transportation lies in its ability to craft lightweight and durable parts, a critical attribute particularly within aviation and automotive realms [18]. Lightweight components significantly reduce vehicle weight, ultimately leading to fuel savings and heightened energy efficiency [19]. Intricate geometries that were once deemed difficult or impossible to achieve through traditional manufacturing methods now become feasible through metal 3D printing [20]. This breakthrough opens the doors to a wave of innovation, particularly in the aerospace and space industries, where complex, lightweight structures are paramount [21]. Additive manufacturing and lattice structures are now inseparable, revolutionising design possibilities beyond traditional manufacturing. Crucial for aerospace engineering, lattice structures align with goals of low mass, high load resistance, and effective thermal stress distribution and energy absorption [22,23,24]. Additive manufacturing also allows triple periodic minimum surface area (TPMS) [25,26,27]. Triply Periodic Minimal Surfaces are minimal surfaces with symmetry in three independent directions, meaning their structure is repeatable in three dimensions [28]. It has been shown that TPMS can develop light but also high-strength, energy-absorbing, and damage-resistant structures that can replace currently used honeycomb structures. TPMS structures can be used as shock absorbers for energy absorption or landing systems of space vehicles [25]. It was also proven that it is possible to produce ceramic TMPS structures using VAT photo-polymerisation, characterised by excellent compressive strength and energy absorption capacity, which allows for the expansion of its applications [29]. The Czinger 21C hypercar demonstrates how AM enhances vehicle efficiency and performance with over 350 components. Integrated throughout the vehicle, from frame to control, braking, suspension, and exhaust systems, it achieved an average 15–20% reduction in component mass. Notably, 20% of the total vehicle mass comprised AM components [30, 31].
Moreover, metal 3D printing facilitates rapid prototyping of new parts and component designs, representing a paradigm shift in the industry's approach to innovation [32]. Manufacturers can swiftly produce prototypes, rigorously test them for performance and quality, and implement necessary modifications with unparalleled speed [33, 34]. This agility expedites the overall design and production process, enabling companies to respond promptly to market demands and technological advancements.
Furthermore, the technology allows for the production of highly customised components, a feature of paramount importance in the automotive sector [35]. Clients now have the opportunity to order individually tailored parts for their vehicles, enhancing customer satisfaction and fostering brand loyalty [33, 34]. This personalisation aspect not only caters to specific customer needs but also drives innovation in design, enabling manufacturers to explore unique, customer-centric solutions [36, 37].
Lastly, metal 3D printing offers an effective solution for low-volume production [38]. Where only a limited quantity of parts is required, traditional manufacturing methods prove economically burdensome and time-consuming. Metal 3D printing is a flexible and cost-efficient alternative, enabling the production of small batches without compromising on quality or design intricacy [39].
Among the industries benefiting from lightweight components, the aviation sector particularly emphasises the necessity for drones. Addressing this demand, 3D printing technology offers a viable solution. This study delves explicitly into optimising surface roughness for a drone propeller manufactured using a 3D printer. Critical parameters such as layer height, infill rate, and printing speed were analysed. Notably, the research revealed that layer height had a predominant effect, demonstrating a 90% impact compared to other variables. The optimised parameter levels were identified as a 0.1 mm layer height, 25% infill rate, and a printing speed of 50 mm/min [40]. It is worth noting that the analysis of other research data has shown that the selection of printing parameters, such as raster angles, significantly impacts the mechanical properties of materials in additive manufacturing technology. Careful adjustment of these angles can improve the quality and strength of manufactured parts and meet specific requirements. Different raster angles affect quality, strength, surface roughness, and production costs, which is crucial for industrial applications of additive manufacturing technology [41, 42].
As technology continues to advance, its potential for shaping the future of transportation remains boundless, promising a landscape where vehicles are not only functional and efficient but also intricately tailored to meet the diverse needs of consumers and the challenges of the modern world. Integrating Additive Manufacturing (AM) with Industry 4.0 represents a pivotal advancement in contemporary manufacturing. Industry 4.0, characterised by the fusion of digital technologies with physical processes, revolutionises traditional manufacturing paradigms by enabling real-time data monitoring, automation, and the interconnectedness of systems. Additive Manufacturing, with its ability to produce complex geometries and customised components on demand, seamlessly aligns with the principles of Industry 4.0. This synergy facilitates agile and flexible production processes, rapid prototyping, and mass customisation, ushering in a new era of intelligent manufacturing. The potential of 3D printing to revolutionise the aviation and automotive industries is immense, offering a future that is not just innovative, but also inspiring and full of possibilities.
2 Goal of the review
The heart of this article lies in the comprehensive exploration of polymer 3D printing technologies, a cornerstone in the aviation and automotive sectors. We will examine the available polymer and metal 3D printing methods, including Fused Deposition Modeling (FDM), Stereolithography (SLA), and Selective Laser Sintering (SLS). These technologies have unique strengths, allowing manufacturers to select the most suitable application method.
With a solid understanding of polymer 3D printing technologies, we will transition to practical applications. This section will showcase how these technologies are harnessed to create intricate, high-performance components for the aviation and automotive industries. Real-world examples and case studies will illustrate how 3D printing enhances efficiency, reduces lead times, and offers previously unattainable design freedom. These practical applications of 3D printing will not only inspire you with the possibilities for your work in the aviation and automotive sectors but also equip you with the knowledge to make informed decisions in your field.
By the end of this article, readers will gain a deeper understanding of the capabilities and potential challenges of 3D printing with polymers in aviation and automotive applications. We aim to shed light on the remarkable journey of 3D printing technology, its various polymer-based manifestations, and the exciting frontiers it opens for two of the most critical industries in today's world.
2.1 Technology assessment—discussion
This section will provide a detailed overview of the 3D printing technologies most used in the aviation and automotive sectors. This should include a breakdown of polymer-based and metal-based technologies, highlighting their specific applications within these industries. Explore the post-printing processes and techniques employed to enhance the quality and functionality of 3D-printed parts. Discuss steps such as post-processing, surface finishing, and heat treatment and how they vary across different 3D printing technologies, including both polymer and metal systems.
Advantages and Disadvantages
This section offers an in-depth analysis of the advantages and disadvantages of 3D printing in these industrial applications. It discusses how 3D printing technologies impact design flexibility, production speed, cost-efficiency, material properties, and environmental sustainability. Additionally, it delves into the economic implications of 3D printing, including initial investment costs, operational savings, and potential for new revenue streams. Finally, it compares and contrasts the strengths and weaknesses of different 3D printing methods. It also addresses the impact of 3D printing on the workforce, discussing potential job displacement and the need for new skills in the aviation and automotive industries.
Materials
Discuss the range of materials utilised in polymer and metal 3D printing for aviation and automotive applications. Highlight the materials favoured for suitability in each industry and compatibility with different 3D printing methods.
2.2 Case studies
Incorporate real-world case studies and examples from the aviation and automotive sectors. Show how these industries have successfully integrated 3D printing into their manufacturing processes, addressing specific challenges and achieving tangible benefits.
2.3 Future trends and challenges
Conclude the review by discussing emerging trends and future challenges in 3D printing in aviation and automotive industries. Consider advanced materials, increased automation, scalability, and regulatory hurdles that may influence the adoption of 3D printing technologies in these sectors. By understanding these future trends and challenges, you can better prepare for your industry's next phase of 3D printing and feel confident in navigating the evolving landscape of technology in your field.
3 Technology assessment—discussion
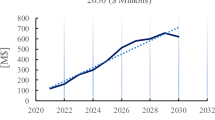
Figure 1 summarises scientific articles published in English worldwide from 2015 to 2023, sourced from the Scopus platform [42]. This data snapshot offers insights into research trends like 3D printing, additive manufacturing, automotive engineering, and aviation technology. It showcases the evolving scholarly output during this period, reflecting the growth and development of knowledge in these domains.

Analysis of Scientific Articles Published in English Worldwide (2015–2023) [42]
3.1 Fused deposition modeling
Fused Deposition Modeling (FDM) or Fused Filament Fabrication (FFF) stands as a prevalent polymer-based 3D printing method widely adopted in the automotive and aviation sectors [1, 43, 44]. This technique involves the heating of a thermoplastic filament [45], —such as PLA, ABS, and advanced materials like PEEK (Poly-ether-ether-ketone) or PEI (polyetherimide) [46] —as well as filaments integrated with metals [47] ceramics, or polymer-based composites [48]. Subsequently, the molten filament is extruded through a nozzle onto a build platform [49, 50]. The material cools and solidifies layer by layer, allowing for the creation of complex shapes. FDM is known for its simplicity and affordability [51], making it a common choice for rapid prototyping and producing functional parts. In particular metal fused filament fabrication (Metal FFF) approaches, metal powders are blended or infused into polymer filaments, establishing a composite material. These composite filaments, comprised of a polymer matrix with dispersed particles, facilitate the printing process akin to conventional Fused Filament Fabrication (FFF) or Fused Deposition Modeling (FDM) techniques [52]. During printing, the polymer acts as a supportive binder, while subsequent post-printing steps involve sintering or fusion to consolidate the metal particles, culminating in a final metal object. However, the challenges of this method in achieving high metal content and mechanical properties remain noteworthy. Additive manufacturing (AM) processes offer distinct opportunities to restore high-value industrial and consumer plastic products, which would otherwise be consigned to landfills at the end of their life cycles, exacerbating environmental and health concerns. In this study [41], researchers propose an innovative approach that integrates fused filament-based additive fabrication with the hot staking method to mend a sophisticated automotive component, specifically a headlight. For the repair process, newly formulated polypropylene-based composite filaments were employed to 3D print a series of staking posts and replace the missing brackets in the damaged headlight. This strategy ensures the effective reuse of the repaired assembly. Subsequent testing of the mended headlight, subjected to cyclic loading, demonstrated remarkable durability. Notably, the staked joints exhibited no discernible degradation even after 10,000 cycles, attesting to the robustness of the repair. Researchers observed that changing the production angles of materials affects their mechanical properties, such as tensile strength, compressive strength, and bending strength. The study aimed to compare the mechanical properties of PLA, PETG, and ABS materials used in additive manufacturing at different production orientations. In the tensile test, the effect of different orientations was examined. The PLA material was observed to have higher tensile strength and showed higher reaction force and strength than PETG and ABS materials. In contrast, the Charpy test showed that ABS samples had a higher energy capacity than the other tested materials [41, 53]. Study [54] presents tribological findings on automotive plastic subassemblies produced through 3D printing. Researchers investigated the impact of crucial parameters—plastic temperature, printing head velocity, and deposited layer height—on wear. Conclusions from the experiments highlight significant wear in a composite roller stretching drive belt and the belt itself during sliding, indicating a potential threat of engine damage due to bearing seizure. Innovative operando thermal optimisation [55] of 3D-printed interlayers has created high-performance, fast-throughput automotive components. This approach eliminates post-processing costs in the layer-by-layer production of intricate shapes with load-bearing capabilities. The study focused on enhancing interlayer bond strength by fine-tuning printing parameters and managing thermal history. By investigating nozzle temperature, chamber temperature, and layer height using response surface methodology, the study achieved interlayer bond quality in polyphenylene sulfide (PPS) printed parts comparable to compression moulded PPS parts. Chemical resistance tests demonstrated promising performance for automotive under-the-hood applications. This thermal management technology extends the application range of 3D-manufactured parts, offering high-temperature resistance with a lower carbon footprint and lighter weight than metal counterparts in transportation, medical devices, and electronics.
The Researchers [56] are focused on enhancing quality and minimising energy consumption in the context of 3D printing for serial production. They established an experimental setup comprising nine printers to explore avenues for improving energy efficiency in alignment with environmental standards for mass-producing 3D parts. The adopted technology not only facilitated a reduction in the time required for developing new prototypes but also contributed to lowering the cost of produced parts. Additionally, it enabled the prompt incorporation of essential modifications in manufacturing enterprises. Consideration of occupational safety is crucial when engaged in 3D printing. Proper ventilation is necessary, especially when printing simultaneously on multiple devices. The duration of printing is directly linked to the release of particles and volatile organic compounds (VOCs) [57]. In response to this concern, researchers have analysed the emission of VOCs during 3D printing. It is recommended that each 3D printing device be equipped with a closed work chamber, and this chamber should undergo continuous ventilation to ensure a safe working environment.
3.2 Stereolithography
Stereolithography (SLA): SLA is a resin-based polymer 3D printing technology. It uses a liquid photopolymer resin that solidifies when exposed to UV light [58, 59]. A build platform is submerged in the resin, and a UV laser or light source selectively cures each layer [60, 61]. SLA offers exceptional detail and surface finish, making it suitable for applications requiring high precision and intricate parts [62, 63]. However, it is crucial to ensure proper curing of the photopolymer resin or UV resin used in this technique under ultraviolet light. Uncured or improperly cured resin can pose toxicity risks to users, potentially leading to severe health issues and environmental harm. Once adequately cured, the resin solidifies, eliminating its toxicity. SLA has emerged as a rapid, maskless, and stable additive manufacturing (AM) method, capable of constructing high aspect ratio, lightweight microscale, and mesoscale components layer-by-layer. Like SLS (Selective Laser Sintering), SLA can utilise synthetic and natural polymers [64] presenting considerable potential in various applications, notably in the automotive industry. The successful implementation of SLA in automotive manufacturing has elevated the status of AM or 3D printing to an industrial level, with ongoing endeavours aiming for innovative applications across diverse fields of study. Notably, research efforts have explored the development of mathematical models and algorithms for stereolithography processes, aiming to determine the feasibility of creating proposed objects or parts through 3D printing.
3.3 Digital light processing
Digital Light Processing (DLP): DLP is similar to SLA but uses a digital light projector to cure entire resin layers simultaneously [65], which speeds up the printing process. DLP technology is often chosen for applications that demand high-resolution and rapid production [66,67,68]. Cooperstein et al. [68] unveiled a new ink for printing porous structures embedding functional materials. This UV polymerisable oil-in-water emulsion solidifies under UV light, forming porous 3D objects via a Digital Light Processing (DLP) printer. They showcased its versatility by creating a composite conductive object—silver embedded in a cross-linked polymer—as a 3D connector in an electrical circuit. Bottom-up processes in 3D printing, where the object is built layer by layer from the bottom to the top, offer numerous advantages. They enable smaller layer thickness, resulting in higher vertical resolution and superior surface quality. Moreover, the part's height is independent of the vat depth, reducing material usage and minimising waste. Additionally, recoating operations become more straightforward as the part remains partially outside the vat during printing. After using SLA (Stereolithography), a post-treatment is typically required due to the laser scanning pattern, prioritising the layer outlines for faster build times. This technique may leave uncured resin within the object, necessitating post-curing via ultraviolet (UV) lamps or thermal ovens. DLP technology, however, provides a distinct advantage by curing the entire layer surface simultaneously, eliminating differences between the outline and inner areas. This characteristic reduces the necessity for post-curing treatments [66].
3.4 Material jetting
Material jetting, a 3D printing technique for polymers, impressively uses inkjet printheads to deposit liquid photopolymer material onto a built platform with exceptional precision. The subsequent UV light curing process, layer by layer, forms the desired object. This method is known for its excellent resolution and precision, making it suitable for applications that demand intricate detail and multi-material capabilities. The ability to create complex geometries with smooth surface finishes further enhances its versatility for various industrial and prototyping applications. Using multiple materials simultaneously opens up opportunities for creating objects with diverse material properties, allowing for the fabrication of prototypes and end-use parts with customised mechanical, thermal, or electrical characteristics. In summary, material jetting is a promising additive manufacturing technique, offering high-quality output and flexibility in material selection to meet the requirements of diverse applications [69,70,71,72,73]. PolyJet: PolyJet technology deposits tiny droplets of liquid photopolymer onto a build platform, then cured by UV light. This method allows for multi-material and multi-colour 3D printing in a single process. PolyJet is renowned for its ability to create prototypes with complex geometries and highly detailed [74, 75].
3.5 Selective laser sintering
Selective Laser Sintering (SLS): SLS is often associated with metal 3D printing [76], but it's also used for polymer printing. In SLS, a high-powered laser selectively fuses powdered thermoplastic materials, like nylon or polyamide, layer by layer. It is known for its ability to create vital, durable parts with excellent mechanical properties [77,78,79]. The SLS technique utilises a potent laser to heat microscopic particles to the point where molecules can fuse without melting. Precise adjustment of the energy beam is crucial; SLS systems feature a CO2 chamber controller and lasers operating within the 30–200 W range. SLS effectively sinters powdered materials resistant to laser exposure, such as polymers like polyether ketone (PEEK) [80] or ceramics like hydroxyapatite (HA) [81]. Various materials, including polymers [82], metals [83], and ceramic powders [84], have been successfully sintered using SLS. However, this technique no longer produces metal components in modern applications [85].
3.6 Digital light synthesis
Digital Light Synthesis (DLS): DLS is a unique polymer 3D printing technology that uses a continuous liquid interface production (CLIP) process. It creates parts from a pool of liquid resin and solidifies the resin layer by layer. This is achieved using oxygen and UV light, which are crucial in solidification. DLS is known for its remarkable speed and ability to produce parts with excellent mechanical properties, showcasing its efficiency and quality [86].
3.7 Multi-jet fusion
Multi Jet Fusion (MJF)/ Power Bed Fusion (PBF) is a relatively new polymer 3D printing method- is an advanced type of Additive Manufacturing that involves melting powdered polymer, metal, or ceramic materials using thermal energy, such as lasers or an electron beams [87, 88]. It employs a combination of inkjet printing and infrared heating to fuse powdered thermoplastics, layer by layer selectively. MJF/PBF can produce parts with great detail and exceptional mechanical properties, making it suitable for functional prototypes and end-use parts [89,90,91,92]. Each layer's thickness varies based on the material, typically ranging from tens of microns to 100 µm for metals and 50–150 µm for polymers [93]. After each layer is sintered, a new layer of powder is added and fused using an energy beam, following the object's three-dimensional design. PBF ensures exceptional dimensional accuracy, high printing quality, and resolution, allowing the creation of intricate structures used in diverse fields like aerospace, electronics, and tissue engineering. PBF technology works with various materials, including composites, metals, ceramics, and polymers. However, it has limitations, including slow processing time, high costs, and high porosity in finished products when using binders. Parameters like particle shape and size are crucial, with spherical particles often preferred for optimal results [94]. PBF can be classified into subcategories like Selective Laser Sintering (SLS), Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM), and Electron Beam Melting (EBM) using high-energy electron beams instead of lasers [95].
3.8 Binder jetting
Binder Jetting (BJ): an advanced 3D printing technology that produces three-dimensional objects by depositing layers of powder on a surface and binding them using a binder or another binding substance [96]. After each layer of powder is applied, a specialised printing head applies the binder. Here, a binding agent, often a polymer binder, is deposited onto layers of metal powder. This polymer binder is an adhesive that bonds the metal powder to form the desired object. Following the printing stage, sintering in a furnace solidifies the metal part by fusing the powder particles and eliminating excess binder. This polymer-mediated process aids in the shaping and forming the metal part before final consolidation. BJ printing parameters are related to the wetting of binder drops on the powder bed, where the binder drops spread and impregnate the powder bed. These phenomena are caused by capillary effects [97]. Upon completion of the printing process, the object is often subjected to a sintering or hardening process in which the metallic powder is melted or solidified, creating a durable structure. Praveen Bidare et al. [97] showed that the feasibility of recycling powder in Binder Jetting technology is explored by analysing the morphology of excess powder and introducing an innovative recycling method for waste generated from green parts, resulting in the conversion of discarded green parts into reusable powder suitable for subsequent BJ processes. However, further research is required to fully understand and control the quality of the recycled powder, particularly regarding potential oxidation issues. Pantcho Stoyanov et al. [98] made a BJ print made of Co-Cr, proving that 3D printing, thanks to its favourable microstructure, can achieve almost twice as much wear resistance as cast parts. BJ technology allows the processing of difficult-to-machine materials such as cobalt-chrome alloy or Inocel. Nandwana et al. [99] produced a part using the BJ method made of Inocel 718, achieving 99.9% of the theoretical density. Binder jet printing (BJP) produces parts that are unsuitable for most structural applications due to insufficient powder density in the finished part. Truong Do et al. [100] presented a new processing protocol for BJP, enabling better surface finish and near total density of stainless steel parts. The proposed modifications include using mixtures of various powders and adapting the complete sintering cycle in a vacuum furnace. To shorten the sintering time and temperature, up to 0.5% by weight of boron compounds were used to obtain almost total density in the final part. After completing the binder phase printing process, the printed powders are hardened, and the binder phase is fired at 460 °C and then sintered at 1250 °C for 6 h in a vacuum oven to obtain almost complete density (up to 99.6%). This research aimed to provide the BJP process with the ability to fully consolidate powders under isothermal conditions, enabling the production of final parts without residual stresses. Nanzhu Zhao et al. [101] investigated metal vehicle component manufacturing through additive techniques, specifically employing binder-jetting with generative design for automotive applications. Demonstrated with a radar mounting bracket, the redesigned and additively manufactured part met and surpassed required performance specifications and safety standards. This resulted in an impressive 42% weight reduction and streamlined manufacturing processes [100].
3.9 Selective laser melting, laser powder bed fusion
Selective Laser Melting (SLM) is an advanced 3D printing technology primarily used to produce complex metal parts. This method employs metal powder, which is melted layer by layer using a high-powered laser, creating durable and precise objects [95]. The SLM process involves melting thin layers of metal powder on the surface while simultaneously solidifying them with a laser. After each layer is melted and solidified, the build platform is lowered, and a new layer of powder is evenly distributed on the surface. This process is repeated until the entire object is constructed. David F. Metzger et al. [102] showcased the successful creation of a 3D-printed reactor for Fischer–Tropsch Synthesis (FTS). The laboratory-scale reactor, operating under challenging conditions, demonstrated excellent temperature management, high C5 + productivity, and low methane selectivity. It exhibited quasi-isothermal behaviour, remained catalyst-deactivation-free, and operated leak-free at 20 bar and 400 °C with wall thicknesses of 1 mm or less. This study highlighted the benefits of metal Additive Manufacturing (AM), including streamlined design, complex geometries with fewer parts, seamless sensor integration, and rapid production (approximately one day). P. Barreiro et al. explore the potential of Selective Laser Melting (SLM) for gearbox housing design, aiming to surpass traditional casting [103]. The research resulted in a topology-optimized lightweight housing with integrated oil channels. The iterative design focused on the load-bearing structure and a morphological box for oil channels. Using SLM with aluminium alloy AlSi10Mg (A360), the flexible manufacturing approach met specific design criteria, showcasing a topology-optimized structure. Precision machining ensured accurate dimensions, and short-term tests validated mechanical integrity and integrated oil system functionality, highlighting the advantages of SLM in construction over traditional casting methods. Aerojet Rocketdyne, a defence equipment manufacturer, has successfully tested a 3D-printed core main injector for rocket engines [104]. Using Selective Laser Melting (SLM) technology, they produced a detailed and complex component capable of withstanding the intense environment of rocket engines. The part designed for use in the RL10 developmental engine passed a hot-fire test, proving its suitability for large rocket engines. This achievement stems from a $6 million contract with the United States Air Force (USAF) to 3D print components for liquid-fueled engines. The USAF aims to replace Russian-made RD-180 engines in the Atlas V launch vehicle owned by the United Launch Alliance. The USAF and NASA's Glenn Research Center conducted this successful hot-fire test as part of the RL10 Additive Manufacturing Study (RAMS) program. SLM collaborated with Porsche’s powertrain engineering department to explore additive manufacturing for automotive components [105]. Using the NXG X11 600, SLM 3D printed a proof of concept E-drive housing in 21 h. The housing, integrated with a motor and transmission, featured lattice structures for weight reduction. The prototype condensed multiple development stages into one manufacturing process, cutting assembly effort by about 40 steps. Through function integration and topology optimisation, housing component weight decreased by 40%. Integration of the transmission heat exchanger improved overall drive cooling, and lattice structures led to a 10% weight reduction in the entire e-drive, maintaining a 1.5 mm continuous wall thickness for a 100% increase in stiffness [31, 106]. A honeycomb structure on the drive's exterior minimised vibrations in thin housing walls, significantly enhancing acoustics. Cooling channels were functionally integrated, enhancing part stiffness and reducing assembly time. SLM’s technology improved overall part quality and demonstrated the potential for additive manufacturing in automotive series production. Bugatti employs Selective Laser Melting (SLM) technology for consistently lightweight designs that optimise vehicle functionality. They use AM to produce AlSi10Mg motor brackets with integrated cooling channels, acting as active heat shields in the Bugatti Chiron. Bugatti also developed a brake calliper and spoiler bracket with topologically optimised designs. Hirschvogel, an automotive supplier, utilised SLM technology in a car steering knuckle design study, achieving a 40% material saving compared to conventional production methods. Eight Bugatti W16 cylinder head covers were manufactured in a single job on an SLM®800 3D printer in just 4.5 days. Each cover features a hood measuring 285 mm wide and 65 mm thick, growing to a height of 735 mm [105,106,107]. Developed by Ahmet Can Günaydın et al., the method of automatically determining orientation in the SLM process allows researchers to choose the optimal position between the volume of the support structure and the construction time. The main criteria are the volume of the supporting structure and the construction time, which are important for the efficiency of the SLM process. Choosing the right orientation allows you to reduce waste, time, and construction costs. Laser Powder Bed Fusion (LPBF), also known as Selective Laser Melting (SLM), is a cutting-edge additive manufacturing method for intricate metal part production [93]. LPBF employs a high-powered laser to selectively melt and fuse fine metal powder particles, building complex 3D structures directly from digital designs [108]. A thin metal powder layer is evenly spread, laser-scanned, melted, and solidified layer by layer until the entire part forms seamlessly [11]. LPBF's benefits include complex shape capabilities, reduced material wastage, and cost-effective small-batch or custom production, making it a key technology in aerospace, automotive, healthcare, and more for crafting high-performance metal components [87]. The research investigates the impact of Volumetric Energy Density (VED) in Selective Laser Melting techniques on diverse metals and alloys. Additionally, it delves into constructing predictive models to estimate the roughness, yield stress, and toughness of printed parts, correlating these properties with the applied VED during production [106]. Italian 3D printing service BEAMIT SpA provides NASA-qualified AlSi7Mg aluminium aerospace components for the Cygnus program, aimed at resupplying the International Space Station (ISS). These parts, 3D printed using Laser Beam Powder Bed Fusion (LPBF), are NADCAP certified and surpass NASA's minimum material standards, particularly in fatigue data [109]. BEAMIT's LPBF process offers strong yet lightweight components with sustainability benefits, reducing material waste and energy use in aerospace manufacturing. Integrating these parts enhances spacecraft robustness, lightness, and technology, exceeding NASA's minimum requirements and ensuring reliability for space exploration missions [108].
3.10 Direct metal laser sintering
Direct Metal Laser Sintering (DMLS) is an advanced 3D printing technology that enables the production of metal objects by selectively melting and fusing metal powder particles using a high-powered laser. In the DMLS process, a thin layer of metal powder is evenly spread across a build platform. A laser then scans the surface, partially melting the metal powder without the total fusion of particles [110]. The sintering process involves keeping the material in a state where particles are connected but not melted into a homogeneous mass; instead, it raises the local temperature on the surface of the grains, facilitating molecular-level fusion of the powders [87]. Once a layer is completed, the build platform is lowered, and a new layer of powder is spread on top. This process is repeated layer by layer until the entire object is created. Luca Sangiuliano et al. [111] study introduces a metal 3D printed in DMLS technology resonant metamaterial solution to reduce interior noise caused by tire resonances in a hatchback vehicle. Resonant metamaterials, proven effective between 220–250 Hz, were integrated into the vehicle's wheel arches. Results demonstrated up to a 2 dB(A) noise reduction across different speeds and microphones. However, improvements are needed in element production and positioning for enhanced performance. This research highlights the potential of resonant metamaterials as an alternative for addressing tire resonances. However, further refinement is essential for directly integrating vehicle body parts and large-scale production. Conflux Technology and Rocket Factory Augsburg have partnered to incorporate 3D-printed heat exchangers into an orbital rocket, utilising EOS M300-4 Direct Metal Laser Sintering (DMLS) technology. The gas duct heat exchanger, made from Conflux Technology’s Monel K 500 metal alloy, boasts high corrosion resistance and durability, ideal for aerospace use. EOS’s M300 DMLS 3D printer, with a 50% larger build volume than its predecessor, ensures reliable production, making it a promising advancement in aerospace manufacturing [112].
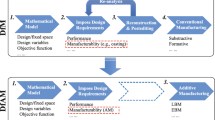
SLM and DMLS are valuable in the 3D printing landscape, each with advantages. SLM offers exceptional precision and high-quality, dense parts, making it ideal for intricate, complex geometries. DMLS, while also capable of elaborate designs, might be more suitable for applications where ultra-fine details are not the top priority and a porous structure is acceptable. The choice between these technologies depends on specific project requirements, including precision, material availability, part size, and intended applications. Figure 2 illustrates the comprehensive comparative analysis overview between Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS).

Comparative Analysis: Selective Laser Melting (SLM) vs. Direct Metal Laser Sintering (DMLS) in 3D Printing
3.11 Electron beam melting
Electron Beam Melting (EBM) is an advanced 3D printing technology that enables the production of metal parts by melting metal powder using an electron beam [11]. This process takes place in high vacuum conditions, eliminating the influence of the atmosphere on the molten metal [100]. EBM is particularly effective in producing large and intricate parts with advanced geometries [113, 114]. In comparison, whereas a laser has to scan the surface point by point, in Electron Beam Melting (EBM), the beam can be separated from the heat, allowing the metal powder to be melted in different locations simultaneously, significantly speeding up the production process [36]. While preheating the powder before melting in Electron Beam Melting (EBM) can reduce distortions and support needs during manufacturing, its effect on microstructure and properties may vary. Rapid heating and cooling cycles can lead to non-equilibrium microstructures, influencing mechanical properties. Additionally, high vacuum conditions may pose challenges, such as controlling porosity. Optimising parameters and post-processing is crucial for desired part performance.
Pan Wang et al. [115] investigated that the EBM process successfully created a lightweight double-wishbone car suspension. EBM effectively reduced wishbone weight by 38.6%, close to the intended 41% reduction. The optimised design showed a fine α/β duplex microstructure, while the conventional design had a coarser one. The optimised design had lower stiffness and a 27% reduction in maximum load. EBM-built wishbone's mechanical performance was influenced by building thickness-dependent microstructure and properties. This led to localised deformation for thin-walled Ti-6Al-4 V parts made with EBM; surface conditions and potential overestimation must be considered in lightweight designs. In 2019, GE Aviation incorporated 27 Arcam electron beam melting (EBM) machines to manufacture titanium aluminide (TiAl) blades for the GE9X engine, resulting in a remarkable 10% improvement in fuel efficiency compared to the GE90 [116].
3.12 Directed energy deposition
In directed Energy Deposition (DED) technology, molten material, often metal wire or powder, is deposited onto a substrate using a laser or electric arc [117]. The laser, light source, or electric arc is precisely directed to the area where the material is applied. The material is applied layer by layer onto the surface and then rapidly solidifies, creating a durable structure [118, 119]. This process continues until the desired object geometry is achieved. The critical distinction is that PBF melts the material after deposition on the substrate, whereas in DED techniques, the material is molten during deposition [120]. DED is frequently used for the repair and refurbishment of damaged aerospace components, as well as for the production of custom structural elements. In automotive applications, DED is employed for prototyping, part repair, and the production of custom components. DED, guided by high-fidelity simulations, enables the production of large-scale near-net-shape components with a uniform microstructure [121]. The 3D-printed RAMFIRE rocket engine nozzle incorporates internal channels to prevent overheating, and it's produced as a single piece, reducing production time compared to traditional nozzles consisting of up to 1000 joined parts [122]. In collaboration with Elementum 3D and RPM Innovations, NASA developed an aluminium variant called A6061-RAM2. RPM Innovations utilised their LP-DED technology to 3D print the RAMFIRE nozzles. These advancements in directed energy deposition (DED) technology aim to make additive manufacturing more accessible for NASA missions. The nozzles underwent successful hot-fire tests, proving their effectiveness in the most demanding deep-space conditions.
3.13 Sheet lamination
Sheet Lamination (SL), a technique initially designed for architectural paper models, has evolved into a versatile method applicable to various materials, including metals. In this process, thin sheets of material are sliced and bonded layer by layer to form a 3D object [123]. The method involves stacking these sheets atop one another and securing them using adhesives, creating a cohesive structure. During SL, a limited range of materials, including polymers, metals, and ceramics, are utilised [11]. The process is cost-effective compared to other additive manufacturing methods, allowing for the rapid production of large-scale objects. Moreover, SL generates excess material that can be recycled, enhancing its sustainability. However, SL faces challenges in creating intricate interior structures during the cutting phase of waste materials, limiting its widespread adoption. The technique employs metal laminates, which can be several millimetres thick, leading to increased productivity and reduced component costs [124]. Nonetheless, SL struggles with producing complex shapes and high surface precision. The thickening of laminates to enhance production often results in a noticeable staircase effect, affecting the final product's quality. SL is categorised into two approaches: "bond then form," where sheets are bonded before being cut into shape, and "form then bond," involving the initial cutting of sheets followed by bonding. Despite its limitations, SL remains a cost-effective option for specific applications, offering an efficient way to manufacture large parts while addressing challenges related to material recycling and production costs. Ongoing research and development efforts aim to refine SL techniques, potentially overcoming current limitations and expanding its applications in the future.
3.14 Comparative analysis of AM technologies
Additive Manufacturing (AM) encompasses diverse technologies like Binder Jetting, Powder Bed Fusion, Directed Energy Deposition, and Stereolithography, each with unique strengths and challenges. Binder Jetting offers versatility and large build volumes but faces post-processing complexities and surface quality issues. Powder Bed Fusion excels in accuracy and material versatility but contends with slow speed and cost inefficiency. Directed Energy Deposition showcases flexibility but struggles with speed-surface quality balance and material limitations. Stereolithography proves cost-effective but encounters challenges with complex shapes and internal structures. These technologies exemplify the dynamic landscape of AM, showcasing strengths and ongoing development areas. Figures 3 and 4 provide comprehensive insights into the distribution of discussed 3D printing technologies concerning polymer and metal materials. Table 1 offers a condensed overview of versatile 3D printing technologies showcasing their compatibility with various materials.

Additive Manufacturing technologies using polymer materials

Additive Manufacturing technologies using metal materials
The automotive and aviation industries leverage various AM-process materials to enhance performance and versatility. Tests evaluating resin properties such as mechanical strengths, thermal behaviours, and molecular structures show that materials like Photosensitive Bismaleimide Resin (BDM-DDM-GMA), Polyetherimide (PEI), Resorcinol Epoxy Acrylate (REA), and Epoxy resin reinforced with Titanium (IV oxide) exhibit promising traits for high-performance applications in these industries.
Moreover, filament materials, including Polypropylene (PP), Acrylonitrile Butadiene Styrene (ABS), and Carbon Fiber Reinforced Polymers (CFRP), are undergoing tests exploring properties like stiffness, thermal stability, and mechanical strengths. These tests indicate the potential of these materials in creating high-performance automotive and aviation components, offering insights into their suitability for various manufacturing needs in these industries. Table 2 highlights the diverse materials evaluated for additive manufacturing in the automotive and aviation sectors.
4 Case study
In advanced manufacturing, the evolution of materials and processes has led to groundbreaking innovations across diverse industries. From jounce bumpers with multi-material auxetic structures effectively absorbing impact energy to fixed-wing drones showcasing improved controllability through composite additive manufacturing, the landscape of technological advancements is vast and impactful. Utilising cutting-edge techniques like 3D printing and composite materials, components such as inlet guide vanes with ABS and carbon fibre reinforcement, or lightweight wishbone suspensions crafted through Electron Beam Melting (EBM) signify a paradigm shift towards efficient, lightweight, and robust structures in automotive and aerospace engineering. Furthermore, advancements in additive manufacturing have revolutionised motor brackets, reduced weight while enhancing rigidity, and 3D-printed housings that streamline development stages, reducing assembly efforts and improving component performance. These innovations extend to space exploration, where 3D-printed rocket engine nozzles transform production methods, simplifying complex assemblies into single-piece designs. This overview encapsulates modern engineering practices' diversity and transformative nature, showcasing how novel materials, innovative manufacturing techniques, and optimised designs shape the future. Table 3 illustrates specific applications of 3D-printed components within the automotive and aviation sectors.
5 Future trends and challenges
The future of 3D Printing for Automotive and Aviation is bright, with advanced materials, customisation, and supply chain integration leading the way. These trends involve developing specialised lightweight materials, increasing 3D printing for personalised designs, and implementing on-demand manufacturing to streamline production processes and reduce lead times. These advancements promise a future where 3D printing is not just a tool but a cornerstone of innovation in these industries.
However, these industries face challenges regarding material quality assurance, regulatory compliance, cost efficiency, scaling production, quality control, post-processing, security, and sustainability in 3D printing processes. Addressing these challenges is crucial for the widespread adoption and effective implementation of additive manufacturing in the automotive and aviation sectors.
The future of 3D printing unfolds with promising trends set to reshape the industry landscape. Real-time monitoring throughout printing processes emerges as a pivotal trend, potentially optimising quality by swiftly detecting and rectifying errors. The industry is poised to witness a significant transformation through standardised post-processing procedures, contributing to heightened reproducibility and elevating the overall quality of end products.
An integral aspect of the evolving 3D printing landscape is the emphasis on environmentally conscious practices. A focus on utilising eco-friendly and recyclable materials takes centre stage. Strategies encompass optimising designs for material efficiency and instituting recycling initiatives for waste materials, thereby minimising the environmental footprint of additive manufacturing processes.
The advent of scalable 3D printing technologies marks a milestone in revolutionising mass production. Anticipated benefits include expanded print volumes and heightened productivity, offering new dimensions to the possibilities of additive manufacturing on an industrial scale.
Integrating automation into post-processing tasks stands out as a forthcoming trend. Automating finishing processes aims to ensure consistency and efficiency while reducing reliance on manual intervention, contributing to streamlined and more reliable workflows.
These trends collectively signify a shift towards more efficient, sustainable, and scalable practices within additive manufacturing. Embracing these advancements not only holds the promise of increased innovation but also opens up broader applications across diverse industries, marking a transformative phase in the evolution of 3D printing.3D printing has emerged as a solution to address the immediate requirements of the local industry. However, ensuring the desired quality often necessitates the use of costly equipment. The current quality of 3D printing, especially for various applications, frequently needs to improve, prompting ongoing research into existing technologies. Notably, the additive manufacturing market is witnessing novel approaches to production. Emerging trends involve the introduction of 'subscription-based' devices, wherein printer suppliers offer comprehensive solutions encompassing devices, materials, and remote support. This transformative model holds the potential to redefine manufacturing practices by potentially streamlining supply chains.
6 Conclusions
The impact of Additive Manufacturing (AM) technologies on the automotive and aviation sectors cannot be overstated. These technologies have revolutionised production processes, part design, and repair capabilities, ushering in a new era of innovation and efficiency.
Fused Deposition Modeling (FDM) has gained traction in both automotive and aviation industries due to its simplicity, affordability, and suitability for rapid prototyping. FDM enables the creation of functional parts and has been used in automotive component repair, such as headlight mending, showcasing its potential for cost-effective solutions. Challenges persist in achieving high metal content and mechanical properties in Metal Fused Filament Fabrication (Metal FFF) for critical components.
Stereolithography (SLA) and Digital Light Processing (DLP) offer high precision, making them ideal for intricate parts in automotive and aviation applications. While SLA provides exceptional detail and surface finish, proper resin curing remains a concern. DLP's ability to cure entire layers simultaneously enhances production speed and reduces the need for post-curing treatments, showing promise in creating parts for both industries.
Selective Laser Sintering (SLS) demonstrates remarkable strength and durability, presenting opportunities for producing lightweight, vital components in both automotive and aviation. Its capability to handle polymers, metals, and ceramics has been beneficial, although challenges in achieving high-density metal components persist.
Metal-focused technologies like Laser Powder Bed Fusion (LPBF), Selective Laser Melting (SLM), Electron Beam Melting (EBM), and Direct Metal Laser Sintering (DMLS) have gained prominence in aviation for producing complex, high-performance metal parts such as engine components and structural elements. In automotive, these methods explore lightweight opportunities and innovative designs for critical components.
Binder Jetting (BJ) holds promise for both industries by enabling the creation of complex metal parts. However, challenges in achieving total density and controlling powder recycling hinder its widespread adoption in critical automotive and aviation applications.
Additive manufacturing has influenced the development of components for the aerospace and automotive sectors, improving efficiency and allowing for complex geometries that were previously challenging or impossible to manufacture using traditional methods. Continued advancements in AM technologies are expected to further enhance these industries by addressing challenges and expanding capabilities for designing and producing critical parts with high precision and performance.
References
Mishra PK, Jagadesh T (2022) Applications and challenges of 3D Printed polymer composites in the emerging domain of automotive and aerospace: a converged review. J Inst Eng (India): Series D. https://doi.org/10.1007/s40033-022-00426-x
Jadhav A, Jadhav VS (2022) A review on 3D printing: an additive manufacturing technology. Mater Today Proc 62:2094–2099. https://doi.org/10.1016/j.matpr.2022.02.558
Vasco JC (2021) Additive manufacturing for the automotive industry. In: Pou J, Riveiro A, Davim JP (eds) Additive Manufacturing. Elsevier, Amsterdam, pp 505–530
Prabhu L, Krishnamoorthi S, Joseph J, George JK, Naveen P (2023) Development of advanced 3D printing technology in automotive industry. AIP Conf Proc 2523(1):020101. https://doi.org/10.1063/5.0110513
Tuazon BJ, Custodio NAV, Basuel RB, Delos Reyes LA, Dizon JRC (2022) 3D printing technology and materials for automotive application: a mini-review. Key Eng Mater 913:3–16. https://doi.org/10.4028/p-26o076
de Mattos Nascimento DL, Mury Nepomuceno R, Caiado RGG, Maqueira JM, Moyano-Fuentes J, Garza-Reyes JA (2022) A sustainable circular 3D printing model for recycling metal scrap in the automotive industry. J Manuf Technol Manag 33:876–892. https://doi.org/10.1108/JMTM-10-2021-0391
Srivastava M, Rathee S, Patel V, Kumar A, Koppad PG (2022) A review of various materials for additive manufacturing: recent trends and processing issues. J Market Res 21:2612–2641
Kokare S, Oliveira JP, Godina R (2023) A LCA and LCC analysis of pure subtractive manufacturing, wire arc additive manufacturing, and selective laser melting approaches. J Manuf Process 101:67–85. https://doi.org/10.1016/j.jmapro.2023.05.102
Kokare S, Oliveira JP, Godina R (2023) Life cycle assessment of additive manufacturing processes: a review. J Manuf Syst 68:536–559. https://doi.org/10.1016/j.jmsy.2023.05.007
Kantaros A, Ganetsos T, Piromalis D (2023) 3D and 4D printing as integrated manufacturing methods of industry 4.0. Am J Eng Appl Sci 16:12–22. https://doi.org/10.3844/ajeassp.2023.12.22
Elhadad AA, Rosa-Sainz A, Cañete R, Peralta E, Begines B, Balbuena M, Alcudia A, Torres Y (2023) Applications and multidisciplinary perspective on 3D printing techniques: recent developments and future trends. Mater Sci Eng: R: Rep 156:100760. https://doi.org/10.1016/j.mser.2023.100760
Raina A, Haq MIU, Javaid M, Rab S, Haleem A (2021) 4D printing for automotive industry applications. J Inst Eng (India): Series D 102:521–529. https://doi.org/10.1007/s40033-021-00284-z
Maheshwari O, Singhal A, Pachaulee V, Trehan M, Gupta PK (2022) Survey: advancement in materials and trends in various fields of 3D printing. In: Dhawan A, Mishra RA, Arya KV, Zamarreño CR (eds) Advances in VLSI, Communication, and Signal Processing. Lecture Notes in Electrical Engineering, vol 911. Springer, Singapore. https://doi.org/10.1007/978-981-19-2631-0_37
Radosław Wróbel 3D Printing in Automotive Industry. https://3dgence.Com/3dnews/3d-Printing-in-Automotive-Industry/. Access Date: 11/12/2023
Nichols MR (2019) How does the automotive industry benefit from 3D metal printing? Met Powder Rep 74:257–258. https://doi.org/10.1016/j.mprp.2019.07.002
Shahrubudin N, Lee TC, Ramlan R (2019) An overview on 3D printing technology: technological, materials, and applications. Proc Procedia Manuf 35:1286–1296
Lim CWJ, Le KQ, Lu Q, Wong CH (2016) An overview of 3-D printing in manufacturing, aerospace, and automotive industries. IEEE Potentials 35:18–22. https://doi.org/10.1109/MPOT.2016.2540098
Kharat VJ, Singh P, Sharath Raju G, Kumar Yadav D, Gupta MS, Arun V, Hussein Majeed A, Singh N (2023) Additive manufacturing (3D Printing): a review of materials, methods, applications and challenges. Mater Today Proc. https://doi.org/10.1016/J.MATPR.2023.11.033
Wang Y-C, Chen T, Yeh Y-L (2019) Advanced 3D printing technologies for the aircraft industry: a fuzzy systematic approach for assessing the critical factors. Int J Adv Manuf Technol 105:4059–4069. https://doi.org/10.1007/s00170-018-1927-8
Grinschek F, Ladewig B, Navarrete Munoz A, Klahn C, Dittmeyer R (2022) Getting Chemical and biochemical engineers excited about additive manufacturing. Chem Ing Tech 94:931–938. https://doi.org/10.1002/cite.202200010
Katz-Demyanetz A, Popov VV, Kovalevsky A, Safranchik D, Koptyug A (2019) Powder-Bed additive manufacturing for aerospace application: techniques, metallic and metal/ceramic composite materials and trends. Manuf Rev (Les Ulis) 6:5. https://doi.org/10.1051/mfreview/2019003
Voicu AD, Hadăr A, Vlăsceanu D (2021) Benefits of 3D printing technologies for aerospace lattice structures. Sci Bull Naval Acad 24:8–16. https://doi.org/10.21279/1454-864X-21-I1-001
Tang HP, Wang QB, Yang GY, Gu J, Liu N, Jia L, Qian M (2016) A honeycomb-structured Ti-6Al-4V oil-gas separation rotor additively manufactured by selective electron beam melting for aero-engine applications. JOM 68:799–805. https://doi.org/10.1007/s11837-015-1778-9
Majdak M, Baranowski P, Małachowski J (2024) Numerical studies of the energy absorption capacities and deformation mechanisms of 2D cellular topologies. Arch Civ Mech Eng 24:111. https://doi.org/10.1007/s43452-024-00926-5
Sychov MM, Lebedev LA, Dyachenko SV, Nefedova LA (2018) Mechanical properties of energy-absorbing structures with triply periodic minimal surface topology. Acta Astronaut 150:81–84. https://doi.org/10.1016/j.actaastro.2017.12.034
Thomas N, Sreedhar N, Al-Ketan O, Rowshan R, Abu Al-Rub RK, Arafat H (2019) 3D printed spacers based on TPMS architectures for scaling control in membrane distillation. J Memb Sci 581:38–49. https://doi.org/10.1016/j.memsci.2019.03.039
Lu J, Dong P, Zhao Y, Zhao Y, Zeng Y (2021) 3D printing of TPMS structural ZnO ceramics with good mechanical properties. Ceram Int 47:12897–12905. https://doi.org/10.1016/j.ceramint.2021.01.152
Guo A, Kong D, Zhou X, Kong H, Qu P, Wang S, Wang H, Hu Y (2022) Method for preparing damage-resistant 3D-printed ceramics via interior-to-exterior strengthening and toughening. Addit Manuf 60:103272. https://doi.org/10.1016/j.addma.2022.103272
Kong D, Guo A, Wu H, Li X, Wu J, Qu P, Wang S (2023) Method for Preparing biomimetic ceramic structures with high strength and high toughness. Ceram Int 49:40284–40296. https://doi.org/10.1016/j.ceramint.2023.10.001
Schuhmann D, Rockinger C, Merkel M, Harrison DK (2022) A study on additive manufacturing for electromobility. World Electr Veh J 13:157
Mohseni Y, Mohseni M, Suresh S, Riotto M, Jaggessar A, Little JP, Wille M-L, Yarlagadda PK (2023) Investigating impacts of FDM printing parameters and geometrical features on void formation in 3D printed automotive components. Mater Today Proc. https://doi.org/10.1016/J.MATPR.2023.06.078
Kumar Panda S, Charan Rath K, Mishra S, Khang A (2023) Revolutionizing product development: The Growing importance of 3D Printing technology. Mater Today Proc. https://doi.org/10.1016/J.MATPR.2023.10.138
Arbabian ME, Wagner MR (2020) The impact of 3D Printing on manufacturer-retailer supply chains. Eur J Oper Res 285:538–552. https://doi.org/10.1016/j.ejor.2020.01.063
Lettori J, Raffaeli R, Peruzzini M, Schmidt J, Pellicciari M (2020) Additive manufacturing adoption in product design: an overview from literature and industry. In: Proceedings of the procedia manufacturing, vol 51. Elsevier B.V, pp 655–662. https://doi.org/10.1016/j.promfg.2020.10.092
Gadagi B, Lekurwale R (2020) A review on advances in 3D metal printing. In: Proceedings of the materials today: proceedings, vol 45. Elsevier Ltd., pp 277–283. https://doi.org/10.1016/j.matpr.2020.10.436
Dalpadulo E, Petruccioli A, Gherardini F, Leali F (2022) A review of automotive spare-part reconstruction based on additive manufacturing. J Manuf Mater Process 6(6):133. https://doi.org/10.3390/jmmp6060133
Koller J, Häfner R, Döpper F (2022) Decentralized Spare Parts Production for the Aftermarket Using Additive Manufacturing - A Literature Review. In: Proceedings of the Procedia CIRP, vol. 107. Elsevier B.V., pp 894–901. https://doi.org/10.1016/j.procir.2022.05.081
Wiese M, Leiden A, Rogall C, Thiede S, Herrmann C (2021) Modeling energy and resource use in additive manufacturing of automotive series parts with multi-jet fusion and selective laser sintering. In: Proceedings of the Procedia CIRP, vol. 98. Elsevier B.V., pp 358–363. https://doi.org/10.1016/j.procir.2021.01.117
Seçgin Ö, Sogut MZ (2024) Optimization of the surface of drone propeller manufactured in 3D printer. In: Karakoc TH, Rohács J, Rohács D, Ekici S, Dalkiran A, Kale U (eds) Solutions for maintenance repair and overhaul: proceedings of the international symposium on aviation technology, MRO, and operations 2021. Springer International Publishing, Cham, pp 229–235. https://doi.org/10.1007/978-3-031-38446-2_26
Kopar M, Yildiz AR (2023) Experimental investigation of mechanical properties of PLA, ABS, and PETG 3-d printing materials using fused deposition modeling technique. Mater Test 65:1795–1804. https://doi.org/10.1515/mt-2023-0202
Erdaş MU, Yıldız BS, Yıldız AR (2024) Experimental analysis of the effects of different production directions on the mechanical characteristics of ABS, PLA, and PETG materials produced by FDM. Mater Test 66:198–206. https://doi.org/10.1515/mt-2023-0206
Scopus Analyze Search Results. https://www.scopus.com/search/form.uri#basic. Access Date 18/11/2023
Kantaros A, Soulis E, Petrescu FIT, Ganetsos T (2023) Advanced composite materials utilized in FDM/FFF 3D printing manufacturing processes: the case of filled filaments. Materials 16:6210. https://doi.org/10.3390/ma16186210
Korpela J, Kokkari A, Korhonen H, Malin M, Närhi T, Seppälä J (2013) Biodegradable and bioactive porous scaffold structures prepared using fused deposition modeling. J Biomed Mater Res B Appl Biomater 101B:610–619. https://doi.org/10.1002/jbm.b.32863
Nguyen KQ, Vuillaume PY, Robert M, Elkoun S (2023) AFM analysis of 3D printing PEI for automotive applications. In: Mo JP (ed) Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, CMAME 2022 Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-99-3672-4_10
Khan A, Singh AK, Dugala NS (2024) Leverage of metal 3D printing technology in the automotive industry. In: Sharma VS, Dixit US, Gupta A, Verma R, Sharma V (eds) Machining and Additive Manufacturing. CPIE 2023. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-99-6094-1_17
Guo R, Ren Z, Bi H, Xu M, Cai L (2019) Electrical and thermal conductivity of polylactic acid (PLA)-based biocomposites by incorporation of nano-graphite fabricated with fused deposition modeling. Polymers (Basel) 11:549. https://doi.org/10.3390/polym11030549
Naganaboyina HPS, Nagaraju P, Sonaye SY, Bokam VK, Sikder P (2023) In-house processing of carbon fiber-reinforced polyetheretherketone (CFR-PEEK) 3D printable filaments and fused filament fabrication-3D printing of CFR-PEEK parts. Int J Adv Manuf Technol 128:5011–5024. https://doi.org/10.1007/s00170-023-12203-5
Buj-Corral I, Tejo-Otero A, Fenollosa-Artés F, Uceda-Molera R, Elmesbahi J, Elmesbahi A (2023) Material extrusion of 3D printed ceramics parts: parameters. Struct Challenges Key Eng Mater 958:89–96. https://doi.org/10.4028/p-Dy3P2O
Singh S, Ramakrishna S, Singh R (2017) Material Issues in additive manufacturing: a review. J Manuf Process 25:185–200. https://doi.org/10.1016/j.jmapro.2016.11.006
A Complete Metal 3D Printing Solution for FFF Printers. https://Move.Forward-Am.com/Ultrafuse-Metal-Solutions. Access Date: 11/12/2023
Jahromi FT, Nikzad M, Isaksson M, Norén J (2023) Mechanical properties of 3D-printed staking polypropylene posts for repairing automotive headlights. Int J Adv Manuf Technol 127:5553–5567. https://doi.org/10.1007/s00170-023-11891-3
Posmyk A, Marzec P (2021) Influence of 3d printing technology of automotive parts made of plastics on their tribological properties. Tribologia 294:65–70. https://doi.org/10.5604/01.3001.0014.8338
Garmabi MM, Shahi P, Tjong J, Sain M (2022) 3D Printing of polyphenylene sulfide for functional lightweight automotive component manufacturing through enhancing interlayer bonding. Addit Manuf 56:102780. https://doi.org/10.1016/j.addma.2022.102780
Rud V, Zaika O, Samchuk L, Povstyana YS (2023) Improvement of the quality of 3D Printing in the mass production of parts. J Eng Sci 10:B1–B7. https://doi.org/10.21272/jes.2023.10(2).b1
Królikowski T, Remigiusz K, Błażejewski A, Głowiński S, Kamiński K (2019) Emission of particles and VOCs at 3D printing in automotive. In: Ball P, Huaccho Huatuco L, Howlett R, Setchi R (eds) Sustainable Design and Manufacturing KES-SDM 2019. Smart Innovation, Systems and Technologies, vol 155. Springer, Singapore. https://doi.org/10.1007/978-981-13-9271-9_40
https://Formlabs.Com/Asia/Blog/Ultimate-Guide-to-Stereolithography-Sla-3d-Printing/. Access Date 18/11/2023
Miedzińska D, Gieleta R, Popławski A (2020) Experimental study on influence of curing time on strength behavior of SLA-Printed samples loaded with different strain rates. Materials 13:5825. https://doi.org/10.3390/ma13245825
Pagac M, Hajnys J, Ma Q-P, Jancar L, Jansa J, Stefek P, Mesicek J (2021) A review of vat photopolymerization technology: materials, applications, challenges, and future trends of 3D printing. Polymers (Basel) 13:598. https://doi.org/10.3390/polym13040598
Revilla-León M, Meyers MJ, Zandinejad A, Özcan M (2019) A review on chemical composition, mechanical properties, and manufacturing work flow of additively manufactured current polymers for interim dental restorations. J Esthet Restor Dent 31:51–57. https://doi.org/10.1111/jerd.12438
Maas J, Liu B, Hajela S, Huang Y, Gong X, Chappell WJ (2017) Laser-based layer-by-layer polymer stereolithography for high-frequency applications. Proc IEEE 105:645–654. https://doi.org/10.1109/JPROC.2016.2629179
Liu B, Gong X, Chappell WJ (2004) Applications of layer-by-layer polymer stereolithography for three-dimensional high-frequency components. IEEE Trans Microw Theory Tech 52:2567–2575. https://doi.org/10.1109/TMTT.2004.837165
Anwajler B, Zdybel E, Tomaszewska-Ciosk E (2023) Innovative polymer composites with natural fillers produced by additive manufacturing (3D Printing)—a literature review. Polymers (Basel) 15:3534. https://doi.org/10.3390/polym15173534
Saroia J, Wang Y, Wei Q, Lei M, Li X, Guo Y, Zhang K (2020) A review on 3D printed matrix polymer composites: its potential and future challenges. Int J Adv Manuf Technol 106:1695–1721. https://doi.org/10.1007/s00170-019-04534-z
Tsolakis IA, Papaioannou W, Papadopoulou E, Dalampira M, Tsolakis AI (2022) Comparison in terms of accuracy between DLP and LCD printing technology for dental model printing. Dent J (Basel) 10:181. https://doi.org/10.3390/dj10100181
Goodarzi Hosseinabadi H, Nieto D, Yousefinejad A, Fattel H, Ionov L, Miri AK (2023) Ink material selection and optical design considerations in DLP 3D printing. Appl Mater Today 30:101721. https://doi.org/10.1016/j.apmt.2022.101721
Qi G, Yao H, Zeng Y, Chen J (2023) Preparation and properties of highly loaded SnO2-based porous electrodes by DLP 3D printing. J Alloys Compd 935:167941. https://doi.org/10.1016/j.jallcom.2022.167941
Cooperstein I, Layani M, Magdassi S (2015) 3D Printing of porous structures by UV-curable O/W emulsion for fabrication of conductive objects. J Mater Chem C Mater 3:2040–2044. https://doi.org/10.1039/C4TC02215G
Gilani N, Foerster A, Aboulkhair NT (2023) Material jetting. In: Pei E et al (eds) Springer Handbook of Additive Manufacturing Springer Handbooks. Springer, Cham. https://doi.org/10.1007/978-3-031-20752-5_23
Toyserkani E, Sarker D, Ibhadode OO, Liravi F, Russo P, Taherkhani K (2021) Binder jetting and material jetting. In: Toyserkani E, Sarker D, Ibhadode OO, Liravi F, Russo P, Taherkhani K (eds.), Metal Additive Manufacturing, Wiley. https://doi.org/10.1002/9781119210801.ch6
Sun C, Chu X, Chen J, Chen D, Ren J, Yuan S (2022) The jetting process and spreading characteristics of the power-law fluids for material jetting process. Smart Mater Struct 31:115029. https://doi.org/10.1088/1361-665X/ac9bad
Pandey P, Krishnanand, Nayak A, Taufik M (2023) Development of mathematical model for surface roughness estimation in material jetting 3D printed parts. Proc Inst Mech Eng Part E: J Process Mech Eng. https://doi.org/10.1177/09544089231205960
Pandey P, Taufik M (2023) A review on polyJet 3-D printing process and its applications. In: Manik G, Kalia S, Verma OP, Sharma TK (eds) Recent Advances in Mechanical Engineering Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-2188-9_37
Patpatiya P, Chaudhary K, Shastri A, Sharma S (2022) A review on polyjet 3D printing of polymers and multi-material structures. Proc Inst Mech Eng C J Mech Eng Sci 236:7899–7926. https://doi.org/10.1177/09544062221079506
Jhinkwan A, Kalsi S, Pankaj (2023) An overview on 3D metal printing technology in automobile industry. IP Conf. Proc. 2558(1):020028. https://doi.org/10.1063/5.0120028
Ha S, Han H, Kwon D, Kim N, Kim H, Hwang C, Shin H, Park K (2015) Systematic dimensional calibration process for 3D printed parts in Selective Laser Sintering (SLS). In: Proceedings of the volume 1A: 35th computers and information in engineering conference. American Society of Mechanical Engineers. https://doi.org/10.1115/DETC2015-47983
Özbay Kisasöz B, Koç E (2023) Thermoplastic polymers and polymer composites used in selective laser sintering (SLS) method. In: Pei E et al (eds) Springer Handbook of Additive Manufacturing. Springer Handbooks. Springer, Cham. https://doi.org/10.1007/978-3-031-20752-5_35
Rodríguez AG, Mora EE, Velasco MA, Tovar CAN (2023) Mechanical Properties of polyamide 12 manufactured by means of SLS: influence of wall thickness and build direction. Mater Res Express 10:105304. https://doi.org/10.1088/2053-1591/acf6f7
Yan M, Tian X, Peng G, Li D, Zhang X (2018) High temperature rheological behavior and sintering kinetics of CF/PEEK composites during selective laser sintering. Compos Sci Technol 165:140–147. https://doi.org/10.1016/J.COMPSCITECH.2018.06.023
Eosoly S, Vrana NE, Lohfeld S, Hindie M, Looney L (2012) Interaction of cell culture with composition effects on the mechanical properties of polycaprolactone-hydroxyapatite scaffolds fabricated via selective laser sintering (SLS). Mater Sci Eng, C 32:2250–2257. https://doi.org/10.1016/J.MSEC.2012.06.011
Thiede S, Wiese M, Herrmann C (2021) Upscaling strategies for polymer additive manufacturing: an assessment from economic and environmental perspective for SLS, MJF and DLP. Procedia CIRP 104:653–658. https://doi.org/10.1016/J.PROCIR.2021.11.110
Raja K, Naiju CD, Navin Kumar N, Chandrakant Yadav A, Senthil Kumar M (2020) Investigation of mechanical properties and binding mechanism of metal based SLS prototype coated with ceramics using high velocity oxy fuel. Mater Today Proc 22:3268–3278. https://doi.org/10.1016/J.MATPR.2020.03.288
Zhang J, Wu JM, Liu H, Zhang YZ, Ye CS, Shi YS (2023) Infiltration of silica slurry into silica-based ceramic cores prepared by selective laser sintering based on pre-sintering. Ceram Int 49:31477–31484. https://doi.org/10.1016/J.CERAMINT.2023.07.095
Gardan J (2016) Additive manufacturing technologies: state of the art and trends. Int J Prod Res 54:3118–3132. https://doi.org/10.1080/00207543.2015.1115909
Khanlar LN, Barmak AB, Oh Y, Mendha U, Yared S, Zandinejad A (2023) Marginal and internal discrepancies associated with carbon digital light synthesis additively manufactured interim crowns. J Prosthet Dent 130(108):e1-108.e6. https://doi.org/10.1016/j.prosdent.2023.04.007
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D Printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Chen AY-J, Chen A, Fitzhugh A, Hartman A, Kaiser P, Nwaogwugwu I, Zeng J, Gu GX (2023) Multi jet fusion printed lattice materials: characterization and prediction of mechanical performance. Mater Adv 4:1030–1040. https://doi.org/10.1039/D2MA00972B
Dzienniak D (2022) The influence of the material type and the placement in the print chamber on the roughness of MJF-printed 3D objects. Machines 10:49. https://doi.org/10.3390/machines10010049
Wiese M, Leiden A, Rogall C, Thiede S, Herrmann C (2021) Modeling energy and resource use in additive manufacturing of automotive series parts with multi-jet fusion and selective laser sintering. Procedia CIRP 98:358–363. https://doi.org/10.1016/j.procir.2021.01.117
Yelamanchi B, Mummareddy B, Santiago CC, Ojoawo B, Metsger K, Helfferich B, Zapka J, Sillani F, MacDonald E, Cortes P (2021) Mechanical and fatigue performance of pressurized vessels fabricated with multi jet fusion™ for automotive applications. Addit Manuf 44:102048. https://doi.org/10.1016/j.addma.2021.102048
Singh AP, Pervaiz S (2021) Current status and prospects of multi-jet fusion (MJF) based 3D printing technology. In Proceedings of the Volume 2A: Advanced Manufacturing; American Society of Mechanical Engineers, November 1–5. V02AT02A023. ASME. https://doi.org/10.1115/IMECE2021-73547.
Vaezi M, Chianrabutra S, Mellor B, Yang S (2013) Multiple material additive manufacturing - Part 1: a review: this review paper covers a decade of research on multiple material additive manufacturing technologies which can produce complex geometry parts with different materials. Virtual Phys Prototyp 8:19–50. https://doi.org/10.1080/17452759.2013.778175
Guo N, Leu MC (2013) Additive manufacturing: technology, applications and research needs. Front Mech Eng 8:215–243. https://doi.org/10.1007/s11465-013-0248-8
Awad A, Fina F, Goyanes A, Gaisford S, Basit AW (2020) 3D printing: principles and pharmaceutical applications of selective laser sintering. Int J Pharm 586:119594. https://doi.org/10.1016/J.IJPHARM.2020.119594
Colton T, Inkley C, Berry A, Crane NB (2021) Impact of inkjet printing parameters and environmental conditions on formation of 2D and 3D binder jetting geometries. J Manuf Process 71:187–196. https://doi.org/10.1016/j.jmapro.2021.09.024
Ravel R, Pucci MF, Divin S, Verquin B, Reynaud C, Bruchon J, Liotier PJ (2023) Combining experiments and modelling to predict the competition between liquid spreading and impregnation in porous media for metal binder jetting applications. Colloids Surf A Physicochem Eng Asp 666:131347. https://doi.org/10.1016/j.colsurfa.2023.131347
Bidare P, Abdullah R, Jiménez A, Essa K (2023) Powder reusability in metal binder jetting. Proc Inst Mech Eng, Part E: J Process Mech Eng. https://doi.org/10.1177/09544089221147778
Stoyanov P, Andre K, Prichard P, Yao M, Gey C (2016) Microstructural and Mechanical characterization of Mo-containing stellite alloys produced by three dimensional printing. In: Proceedings of the Procedia CIRP, vol. 45. Elsevier B.V., pp 167–170. https://doi.org/10.1016/j.procir.2016.02.358
Nandwana P, Elliott AM, Siddel D, Merriman A, Peter WH, Babu SS (2017) Powder Bed binder jet 3D printing of inconel 718: Densification, microstructural evolution and challenges☆. Curr Opin Solid State Mater Sci 21:207–218. https://doi.org/10.1016/J.COSSMS.2016.12.002
Do T, Kwon P, Shin CS (2017) Process Development toward full-density stainless steel parts with binder jetting printing. Int J Mach Tools Manuf 121:50–60. https://doi.org/10.1016/j.ijmachtools.2017.04.006
Zhao N, Parthasarathy M, Patil S, Coates D, Myers K, Zhu H, Li W (2023) Direct additive manufacturing of metal parts for automotive applications. J Manuf Syst 68:368–375. https://doi.org/10.1016/j.jmsy.2023.04.008
Metzger DF, Klahn C, Dittmeyer R (2023) Downsizing sustainable aviation fuel production with additive manufacturing—an experimental study on a 3D printed reactor for fischer-tropsch synthesis. Energies (Basel) 16:6798. https://doi.org/10.3390/en16196798
Barreiro P, Bronner A, Hoffmeister J, Hermes J (2019) New Improvement opportunities through applying topology optimization combined with 3D printing to the construction of gearbox housings. Forsch Ingenieurwesen/Eng Res 83:669–681. https://doi.org/10.1007/s10010-019-00374-1
https://3dprintingindustry.com/News/Aerojet-Rocketdyne-Successfully-Test-Fires-3d-Printed-Rocket-Injector-73628/. Access Online 23.10.2023
https://www.Slm-Solutions.com/Company/News/Detail/Lightning-Fast-3d-Printing-Slm-Solutions-Prints-e-Drive-Housing-from-Porsche-on-Nxg-Xii-600/. Access Online 26.10.2023
https://www.Slm-Solutions.Com/the-Casting-Industry-Meets-the-Future-with-Integrated-3d/. Access Online 27.10.2023
Pechlivani EM, Melidis L, Pemas S, Katakalos K, Tzovaras D, Konstantinidis AA (2023) On the effect of volumetric energy density on the characteristics of 3D-printed metals and alloys. Metals (Basel) 13:1776. https://doi.org/10.3390/met13101776
King W, Anderson AT, Ferencz RM, Hodge NE, Kamath C, Khairallah SA (2015) Overview of modelling and simulation of metal powder bed fusion process at lawrence livermore national laboratory. Mater Sci Technol (United Kingdom) 31:957–968
https://3dprintingindustry.som/News/Beamit-Supplying-Nasa-Qualified-Alsi7mg-3d-Printed-Parts-for-Cygnus-Spacecraft-Program-224435/. Access Online 30.10.2023
Anand M, Das AK (2021) Issues in fabrication of 3D components through DMLS technique: a review. Opt Laser Technol 139:106914. https://doi.org/10.1016/J.OPTLASTEC.2021.106914
Sangiuliano L, Leuven KU, Reff B, Palandri J, Wolf-Monheim F, Pluymers B, Deckers E, Desmet W, Claeys C (2022) Low frequency tyre noise mitigation in a vehicle using metal 3D printed resonant metamaterials. Mech Syst Signal Process 179:109335. https://doi.org/10.1016/j.ymssp.2022.109335
https://www.voxelmatters.com/Conflux-Partners-with-Rocket-Factory-Augsburg-on-Heat-Exchangers/. Access Online 31.10.2023
Li B, Wang L, Wang B, Li D, Oliveira JP, Cui R, Yu J, Luo L, Chen R, Su Y et al (2022) Tuning the microstructure, martensitic transformation and superelastic properties of EBF3-fabricated niti shape memory alloy using interlayer remelting. Mater Des 220:110886. https://doi.org/10.1016/j.matdes.2022.110886
Li B, Wang B, Wang L, Oliveira JP, Cui R, Wang Y, Zhu G, Yu J, Su Y (2023) Effect of post-heat treatments on the microstructure, martensitic transformation and functional performance of EBF3-fabricated NiTi shape memory alloy. Mater Sci Eng: A 871:144897. https://doi.org/10.1016/j.msea.2023.144897
Wang P, Song J, Nai MLS, Wei J (2020) Experimental analysis of additively manufactured component and design guidelines for lightweight structures: a case study using electron beam melting. Addit Manuf 33:101088. https://doi.org/10.1016/j.addma.2020.101088
https://3dprintingindustry.com/News/Boeing-77x-Ge9x-Engines-with-300-3d-Printed-Parts-Powers-Largest-Twin-Engine-Jetliner-in-First-Flight-167793. Access Online 03.11.2023
Felice IO, Shen J, Barragan AFC, Moura IAB, Li B, Wang B, Khodaverdi H, Mohri M, Schell N, Ghafoori E et al (2023) Wire and arc additive manufacturing of fe-based shape memory alloys: Microstructure. Mech Funct Behav Mater Des 231:112004. https://doi.org/10.1016/j.matdes.2023.112004
Cipriano Farias FW, Rebelo Duarte V, da Cruz Payã Ofilho J, Schell N, Maawad E, Bordas-Czaplicki M, Alves da Fonseca FM, Cormier J, Gomes dos Santos TJ, Oliveira JP (2024) Arc-based directed energy deposited inconel 718: role of heat treatments on high-temperature tensile behavior. Mater Res Lett 12:97–107. https://doi.org/10.1080/21663831.2023.2297734
Ashish, Ahmad N, Gopinath P, Vinogradov A (2019) 3D printing in medicine: Current challenges and potential applications. In: Ahmad A, Gopinath P, Dutta R (eds.), 3D Printing Technology in Nanomedicine, Elsevier. https://doi.org/10.1016/B978-0-12-815890-6.00001-3
Song T, Chen Z, Cui X, Lu S, Chen H, Wang H, Dong T, Qin B, Chan KC, Brandt M et al (2023) Strong and ductile titanium–oxygen–iron alloys by additive manufacturing. Nature 618:63–68. https://doi.org/10.1038/s41586-023-05952-6
https://3dprintingindustry.com/News/Nasa-3d-Prints-Aluminum-Ramfire-Rocket-Engine-Nozzles-to-Enable-Deep-Space-Exploration-225432/. Access Online 07.11.2023
Dermeik B, Travitzky N (2020) Laminated Object Manufacturing of Ceramic-Based Materials. Adv Eng Mater 22. https://doi.org/10.1002/adem.202000256
Trenfield SJ, Awad A, Madla CM, Hatton GB, Firth J, Goyanes A, Gaisford S, Basit AW (2019) Shaping the Future: recent advances of 3D printing in drug delivery and healthcare. Expert Opin Drug Deliv 16:1081–1094
Chen L, Fu Z, Chen W, Chen Z, Xiong W, Zhu D, Lavernia EJ (n.d.) Enhancing mechanical properties and electrochemical behavior of equiatomic FeNiCoCr high-entropy alloy through sintering and hot isostatic pressing for binder jet 3D printing. Available at SSRN: https://ssrn.com/abstract=4477077. Accessed 1 July 2024
Schipf DR, Yesner GH, Sotelo L, Brown C, Guild MD (2022) Barium titanate 3–3 piezoelectric composites fabricated using binder jet printing. Addit Manuf 55:102804. https://doi.org/10.1016/j.addma.2022.102804
Ziaee M, Crane NB (2019) Binder jetting: a review of process, materials, and methods. Addit Manuf 28:781–801. https://doi.org/10.1016/j.addma.2019.05.031
Lv X, Ye F, Cheng L, Fan S, Liu Y (2019) Binder jetting of ceramics: powders, binders, printing parameters, equipment, and post-treatment. Ceram Int 45:12609–12624. https://doi.org/10.1016/J.CERAMINT.2019.04.012
Chueh YH, Wei C, Zhang X, Li L (2020) Integrated laser-based powder bed fusion and fused filament fabrication for three-dimensional printing of hybrid metal/polymer objects. Addit Manuf 31:100928. https://doi.org/10.1016/j.addma.2019.100928
Grady JE, Haller WJ, Poinsatte PE, Halbig MC, Schnulo SL, Singh M (2015) A fully nonmetallic gas turbine engine enabled by additive manufacturing Part I: System analysis, component identification, additive manufacturing, and testing of polymer composites, Ohio
Dechet MA, Demina A, Römling L, Gómez Bonilla JS, Lanyi FJ, Schubert DW, Bück A, Peukert W, Schmidt J (2020) Development of poly(L-Lactide) (PLLA) microspheres precipitated from triacetin for application in powder bed fusion of polymers. Addit Manuf 32:100966. https://doi.org/10.1016/j.addma.2019.100966
Gonzalez JA, Mireles J, Lin Y, Wicker RB (2016) Characterization of ceramic components fabricated using binder jetting additive manufacturing technology. Ceram Int 42:10559–10564. https://doi.org/10.1016/J.CERAMINT.2016.03.079
Mandal V, Tripathi P, Sharma S, Jayabalan B, Mukherjee S, Singh SS, Ramkumar J (2023) Fabrication of ex-situ TiN reinforced IN718 composites using laser powder bed fusion (L-PBF): experimental characterization and high-fidelity numerical simulations. Ceram Int 49:14408–14425. https://doi.org/10.1016/J.CERAMINT.2023.01.030
Das T, Mukherjee M, Chatterjee D, Samanta SK, Lohar AK (2023) A comparative evaluation of the microstructural characteristics of L-DED and W-DED processed 316L stainless steel. CIRP J Manuf Sci Technol 40:114–128. https://doi.org/10.1016/J.CIRPJ.2022.11.010
Li P, Gong Y, Xu Y, Qi Y, Sun Y, Zhang H (2019) Inconel-steel functionally bimetal materials by hybrid directed energy deposition and thermal milling: microstructure and mechanical properties. Arch Civ Mech Eng 19:820–831. https://doi.org/10.1016/j.acme.2019.03.002
Huang Z, Meng L, Lin P, Cao X, Zhang Z, Liu G (2023) Formability improvement of hot-pressed Ti/Al laminated sheet by TiAl3 layer growth and crack healing during deformation. J Alloys Compd 938:168604. https://doi.org/10.1016/J.JALLCOM.2022.168604
Sarafraz M, Seidi H, Kakavand F, Viliani NS (2023) Free vibration and buckling analyses of a rectangular sandwich plate with an auxetic honeycomb core and laminated three-phase polymer/GNP/fiber face sheets. Thin-Walled Struct 183:110331. https://doi.org/10.1016/J.TWS.2022.110331
Bai Y, Wang P, Zhang B, Du H, Cheng L (2022) Comprehensive oxidation mechanisms of heterogeneous laminated HfB2–SiC/Ti Ceramics under oxyacetylene conditions. J Eur Ceram Soc 42:3107–3117. https://doi.org/10.1016/J.JEURCERAMSOC.2022.02.030
Bai S, Liu L, Li K, Jiang B, Huang G, Zhang D, Pan F (2022) Investigation into the microstructure, tensile properties and bendability of Mg-Al-Zn/Mg-XGd laminated composite sheets extruded by porthole die. J Market Res 21:12–29. https://doi.org/10.1016/j.jmrt.2022.09.040
Chen S, Yu L, Zhang S, Sun X, Qu B, Wang R, Zheng Y, Liu X, Li W, Gao J et al (2023) Synergistic strengthening and toughening of 3D printing photosensitive resin by bismaleimide and acrylic liquid-crystal resin. J Sci: Adv Mater Devices 8:100565. https://doi.org/10.1016/j.jsamd.2023.100565
Desai P, Jagtap RN (2023) Low viscosity & high-performance resorcinol epoxy acrylate preparation & application in stereolithography 3D printing. Pigm Resin Technol 52:559–568. https://doi.org/10.1108/PRT-01-2022-0004
Aktitiz İ, Aydın K, Topcu A (2021) Characterization of TiO2 nanoparticle-reinforced polymer nanocomposite materials printed by stereolithography method. J Mater Eng Perform 30:4975–4980. https://doi.org/10.1007/s11665-021-05574-x
Lupone F, Tirillò J, Sarasini F, Badini C, Sergi C (2023) 3D printing of low-filled basalt PA12 and PP filaments for automotive components. J Compos Sci 7:367. https://doi.org/10.3390/jcs7090367
Ponsuriyaprakash S, Udhayakumar P, Hemalatha A, Sabarish S (2023) Additive manufacturing of customized automotive components using novel cellulose fiber reinforced Abs polymer filament. Int J Interact Des Manuf (IJIDeM) 17:1869–1880. https://doi.org/10.1007/s12008-023-01316-6
Jahromi FT, Nikzad M, Prasad K, Norén J, Isaksson M, Arian A, Sbarski I (2023) Additive manufacturing of polypropylene micro and nano composites through fused filament fabrication for automotive repair applications. Polym Adv Technol 34:1059–1074. https://doi.org/10.1002/pat.5952
Kazda L, Růžička M, Padovec Z, Achtenová G, Poul R (2020) Influence of oil on filament wound composite material used in automotive gearbox. In: Proceedings of 26th International Conference ENGINEERING MECHANICS 2020 Brno, Czech Republic, November 24–25, pp 270–273. https://doi.org/10.21495/5896-3-270
Giubilini A, Minetola P (2023) Multimaterial 3D printing of auxetic jounce bumpers for automotive suspensions. Rapid Prototyp J 29:131–142. https://doi.org/10.1108/RPJ-02-2023-0066
Fasel U, Keidel D, Baumann L, Cavolina G, Eichenhofer M, Ermanni P (2020) Composite additive manufacturing of morphing aerospace structures. Manuf Lett 23:85–88. https://doi.org/10.1016/j.mfglet.2019.12.004
Chuang KC, Grady JE, Draper RD, Shin ES, Patterson C, Santelle TD (2015) Additive manufacturing of ultem polymers and composites. https://ntrs.nasa.gov/api/citations/20160000203/downloads/20160000203.pdf. Accessed 1 July 2024
Azarov AV, Antonov FK, Golubev MV, Khaziev AR, Ushanov SA (2019) Composite 3D printing for the small size unmanned aerial vehicle structure. Compos B Eng 169:157–163. https://doi.org/10.1016/j.compositesb.2019.03.073
https://3dprintingindustry.com/News/Slm-Solutions-and-Bugatti-Driving-Automotive-Sector-with-Metal-3d-Printed-Parts-150907/. Access Date 07.11.2023
Ziener J, Scheithauer U, Gottlieb L, Weingarten S, Joseph AG, Bach C (2024) Additive manufacturing of ceramic multi-material heating and ignition elements for a sustainable space access. Acta Astronaut 219:609–617. https://doi.org/10.1016/j.actaastro.2024.03.038
Jia D, Li F, Zhang Y (2020) 3D-printing process design of lattice compressor impeller based on residual stress and deformation. Sci Rep 10:600. https://doi.org/10.1038/s41598-019-57131-1
An J, Li B (2023) Application and comparison of additive manufacturing technology in rocket manufacturing. Highlights Sci Eng Technol 76:296–307. https://doi.org/10.54097/4r1k0e19
https://www.etmm-online.com/3d-printing-a-rocket-engine-a-886960/. Access Date 01.07.2024
Acknowledgements
This work was completed when the first and second author was the Doctoral Candidate in the Interdisciplinary Doctoral School at the Lodz University of Technology, Poland.
Funding
This research received no external funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wawryniuk, Z., Brancewicz-Steinmetz, E. & Sawicki, J. Revolutionizing transportation: an overview of 3D printing in aviation, automotive, and space industries. Int J Adv Manuf Technol 134, 3083–3105 (2024). https://doi.org/10.1007/s00170-024-14226-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14226-y