
Abstract
The solid-state processing and utilization of light-metal-based composites align with green policies by reducing the weight of components and employing lower processing temperatures compared to traditional metallurgical methods. This study explores the incorporation of SiC particles at concentrations of 5 and 10 wt.% into an Al4Cu matrix through powder mixing, compaction at 235 MPa, hot extrusion, and sintering at 600 °C in a nitrogen atmosphere. The resulting microstructure, hardness, compressive strength, and flexural strength of the composites were evaluated. During extrusion, the composite underwent plastic deformation, leading to cracking and fragmentation of the SiC particles within the matrix. Therefore, evenly distributed reinforcing particles with a diameter much smaller than the originally introduced ceramic particles were observed. Recrystallization also occurred, with Al2Cu precipitates forming on grain boundaries and nanosized Al2O3 oxides observed in porous areas and at matrix-reinforcement interphase boundaries. The composite containing 5 wt.% SiC exhibited the highest compressive strength of 305 MPa, while the composite with 10 wt.% SiC achieved the highest flexural strength of 889 MPa. However, non-deformable SiC particles crack before reaching maximum strength due to stress concentration at their sharp edges, initiating microcracks in the matrix. Microstructural analysis further revealed that SiC particles tend to crack during hot extrusion, reducing their effectiveness in stress transfer. The hardness remained constant at 78 HV1, irrespective of SiC content. These findings demonstrate that the addition of SiC particles significantly enhances the mechanical properties of Al4Cu composites, making them promising materials for lightweight and high-strength applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aluminum and its alloy composites reinforced with silicon carbide (SiC) particles offer significantly enhanced properties, such as reduced weight, increased strength, improved mechanical and thermal performance, higher elastic modulus, and superior wear resistance compared to unreinforced matrices [1,2,3]. These advantageous attributes have made SiC-reinforced aluminum-based composites highly desirable in the aerospace, defense, and automotive industries [4, 5]. The reinforcement effect in these composite materials stems from the transfer of external stresses from the softer matrix to the harder reinforcement and from the mismatch in thermal expansion coefficients between the ceramic and metal materials. This mismatch induces increased dislocation density at the reinforcement-matrix interface, contributing to the material’s enhanced mechanical properties [6].
The size and weight fraction of the SiC reinforcement particles play a crucial role in determining the degree of strengthening achieved [7,8,9]. Generally, a higher content of the reinforcement phase results in improved mechanical properties, as demonstrated by numerous studies. For instance, Fathy et al. [10] extensively analyzed how the particle size ratio between the matrix and the reinforcement affects the composite’s mechanical properties. They found that the matrix-to-reinforcement particle size ratio significantly influences the homogeneity of the ceramic particle distribution within the metal matrix, which in turn affects the composite’s properties. However, achieving an optimal balance is essential; while a larger reinforcement particle size can enhance homogeneous distribution, it may also lead to increased internal stresses, adversely affecting mechanical properties [11].
Challenges such as reinforcement particle agglomeration, non-uniform distribution, and increased porosity can arise due to poor wettability between ceramic particles and the metal matrix and the density difference between the metal and ceramics [12]. To reduce porosity and achieve a more uniform distribution of reinforcement in the matrix, selecting the appropriate manufacturing method is crucial. Thermomechanical technologies like hot extrusion have been widely adopted to break up particle agglomerates, improve matrix-reinforcement interfacial bonding, and enhance mechanical properties [13, 14].
Metal-ceramic composites can be produced by hot extrusion of both pre-compacted ingots and powder mixtures [15]. During hot extrusion, the composite material undergoes plastic deformation, which is influenced by the extrusion ratio. While the ductile matrix deforms plastically, the presence of hard, non-deformable ceramic particles can hinder the extrusion and densification processes [16,17,18].
According to the study by Sattar et al. [16], this hindrance is significantly affected by the extrusion parameters and the nature of the ceramic reinforcement. The hard SiC particles, being non-deformable, can create localized high-stress regions within the matrix. These localized stresses can lead to defects such as particle clustering, incomplete densification, and matrix-reinforcement debonding. The study reveals that improper control of extrusion parameters, such as temperature, extrusion ratio, and die design, exacerbates these issues by influencing the flow behavior of the matrix and the interaction between the matrix and particles. The study by Hong et al. [18] indicates that the particle clusters create localized regions of increased stiffness and stress concentration, leading to non-uniform deformation during the extrusion process. These clustered areas resist the flow of the surrounding aluminum matrix, causing uneven strain distribution and potentially initiating microcracks or voids within the material. However, the introduction of additional phases, such as graphite, can act as lubricant in the deformation behavior. Graphite, being softer and self-lubricating, can reduce friction during the extrusion process, potentially aiding in the flow of the matrix material [17].
Hot extrusion also causes the metal matrix to undergo simultaneous recrystallization processes, leading to the evolution of grain microstructure [19, 20]. Since SiC particles are nearly non-deformable, they are partially crushed during the process. The high stress at the matrix-particle interface can exceed the fracture strength of the ceramic particles, causing them to crack or break [21]. Chen et al. observed that the hot extrusion process of the Al6063 alloy resulted in refined Al grains and a more uniform distribution of Fe-rich phases in the microstructure [22].
The metal-ceramic combination has gained enormous popularity in materials management due to the unique, new, and cumulative properties that the combination of ductile metal and hard ceramics can achieve, compared to metal or ceramics. For this reason, metal matrix composites are widely used as both structural and functional materials, especially in light metal-based applications that respond to the growing demand for reduced component weight, driven by global efforts to limit fuel and energy consumption and reduce CO2 emissions.
One of the solid-state processes for manufacturing composite materials is powder metallurgy, which offers energy savings and lower production costs due to the lower temperatures involved compared to traditional metallurgical processes. However, conventional powder metallurgy often struggles with achieving homogeneous reinforcement distribution, directly impacting the quality of the metal-ceramic interface [23]. An effective solution is to incorporate an additional manufacturing step, such as hot extrusion, to refine aluminum grains and promote a more uniform distribution of SiC particles. Nevertheless, as it was mentioned before, deformation and recrystallization occur simultaneously during hot extrusion of aluminum alloys and composites, which influences the microstructure character and is a matter of intense research, which was also undertaken in the presented work. Another solid-state process is friction stir processing (FSP) technique hat involves rotating a tool and traversing it across the surface of a material to induce localized heating and plastic deformation. This method is used to create metal matrix composites by dispersing reinforcement particles within a matrix material. FSP results in a refined microstructure with fine, equiaxed grains. It also leads to a uniform distribution of ceramic particles within the matrix [24].
In this study, aluminum alloy composites with varying amounts of SiC particles were produced using a solid-state process of conventional powder metallurgy extended by hot extrusion. The novelty of this study lies in the specific combination of hot extrusion and sintering in a nitrogen atmosphere. This method may offer advantages in terms of efficiency and environmental impact compared to alternative manufacturing processes. Hot extrusion is primarily used to shape the material and enhance its mechanical properties through plastic deformation. However, the extruded material may still contain voids, defects, and irregularities. Applying a sintering process following hot extrusion is crucial for densifying the material, promoting particle bonding, and eliminating porosity, leading to improved mechanical properties and structural integrity. Sintering at high temperatures facilitates diffusion processes, enabling the rearrangement of atoms and the elimination of grain boundaries and defects generated during extrusion, resulting in a more uniform microstructure. Hot extrusion induces internal stresses and strain hardening in the material. Sintering acts as a post-processing annealing step, allowing for stress relief and relaxation of the material. This can help improve the ductility, toughness, and fatigue resistance of the composite by reducing residual stresses and enhancing its ability to withstand mechanical loads.
By investigating the microstructure evolution during the fabrication process, this study aims to provide significant insights. The sequential combination of hot extrusion and sintering allows for controlled microstructure evolution tailored to specific mechanical requirements. Optimizing the parameters of both processes can achieve the desired grain size, phase distribution, and texture in the final composite material, leading to enhanced mechanical properties and performance.
2 Materials and methods
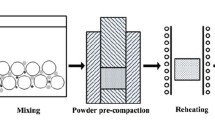
Al–4 wt% Cu–xSiC (x = 5 and 10 wt%) composites were obtained by consolidating aluminum (Al1070) oxygen atomized powder, electrolytic copper (ECu1) powder, and synthetized silicon carbide powder (SiC – α). The particle size of the aluminum powder was on average less than 63 µm. The powder fraction included the following fractions: above 63 µm, 5%; in the range of 32–63 µm, 45–70%; below 32 µm, rest. Copper powder had an average particle size below 40 µm. The chemical compositions of copper powder are presented in Fig. 1a. The SiC reinforcement was in the form of particulate with an average diameter ranging from 40 to 60 µm. Proper Al-Cu and SiC powders were mixed in a Turbula T2F mixer for 1 h to obtain powder mixtures with the following weight fractions: Al + 4 wt% of Cu, Al + 4 wt% of Cu + 5 wt% of SiC, Al + 4 wt% of Cu + 10 wt% of SiC. Figure 1b and c present SEM images of the starting powders and mixtures, respectively. The obtained mixtures were subjected to preliminary compaction under a single action compaction press in cylindrical steel die with a diameter of 40 mm using a PS Logistics100 press (Racot, Kościan, Poland) at 235 MPa without a protective atmosphere. The six green bodies (40 mm × 10 mm) constituted input to the extrusion process; therefore, they were placed together in a recipient and heated to 400 °C for 20 min to ensure an even temperature distribution in the entire volume of the batch. The green bodies were hot extruded to rods with a speed of 3.7 mm/s and with an extrusion ratio of 5:1 on the horizontal hydraulic press (Zakład Mechaniczny Hydromet, Bytom, Poland). The hot extruded samples are illustrated in Fig. 1d. The surface of the Al4Cu alloy rod is smooth with no cracks or defects. The riots of composites with the addition of SiC particles show deterioration of surface quality. Dome radial cracking is visible on the surface of the extruded Al4Cu-SiC samples. The reason of appearance defects on the surface is the enhanced die wall friction due to the presence of hard and non-deformable ceramic particles which promote an increase of the internal stress [25]. The extruded rods were sintered for 1 h at 600 °C. The sinters were slowly cooled in a furnace cooler. The sintering process was carried out in a nitrogen atmosphere, which represents a novel approach compared to more traditional sintering methods that often use argon or vacuum environments. Nitrogen is an inert gas, and its use during sintering helps prevent the oxidation of the composite materials, especially aluminum, which is prone to forming oxides at high temperatures. Additionally, the nitrogen atmosphere may also contribute to the formation of beneficial nitrides on the surface of the composite materials. These nitrides can enhance surface hardness and wear resistance. Economically, nitrogen is more cost-effective than noble gases like argon, which lowers production costs and makes the process more viable for industrial-scale applications. Moreover, the widespread availability of nitrogen in the atmosphere aligns with green manufacturing practices. Unlike other inert gases that require energy-intensive extraction processes, nitrogen can be sourced with minimal environmental impact, thereby reducing the carbon footprint associated with the sintering process.

a Chemical compositions of copper powder; b SEM images of started powders; c SEM images of mixtures; d hot extruded matrix and Al4Cu—SiC sample surfaces
The bulk densities of the Al4Cu matrix and Al4Cu-SiC composites (5; 10% by weight) were measured by standard Archimedes method. The hardness measurement was performed using the SHIMADZU HMV-G Vickers hardness testing machine at an applied load of 1 kg (HV1). The yield strength and compressive strength of the composites were measured by a compression test. At room temperature, the cylindrical-shaped samples with a height h0 = 7.5 mm and a diameter d0 = 5 mm (h0/d0 = 1.5) were served in a compression test at a constant strain rate of 8 × 10−3 s−1. A three-point bending test was carried out at a constant cross-head velocity equal to 0.05 mm/s using the support span with length equal to 28 mm. The mechanical tests (compression and bending tests) were carried out on a Zwick Roell Z050 universal test machine. The microstructure of the fabricated composite materials and the fracture surfaces after bending test were analyzed using an optical microscope (OLM) – OLYMPUS GX51, a scanning electron microscope with a Thermo Scientific NORAN System 7 X-ray microanalysis system (EDS) – Hitachi SU70 and a JEOL JEM 2010 ARP transmission electron microscope (TEM) (Jeol Ltd., Tokyo, Japan). Phase composition was analyzed using an D8 Advance X-ray diffractometer (Bruker, Karlsruhe, Germany) with the Siemens D500 used Cu anode X-ray tube.
3 Results and discussion
Figure 2 presents the optical images of the hot-extruded and sintered matrix and composite materials captured in longitudinal section. The matrix-to-reinforcement particle size ratio is a crucial factor determining the homogeneous distribution of the reinforcing phase in the matrix. A small ratio between the size of the matrix and the reinforcement particles facilitates an even distribution of the reinforcement phase in the matrix, as demonstrated by SiC reinforcement phase placement at the grain boundaries [10]. The SiC reinforcement phase is located at the grain boundaries. The hot extrusion process induces substantial plastic deformation in the matrix, leading to the rearrangement of SiC particles and enabling a homogeneous distribution [6]. Despite the presence of larger SiC particles, smaller, evenly distributed reinforcing particles with a diameter much smaller than the originally introduced ceramic particles are visible. During extrusion, the matrix undergoes plastic deformation, and the load is transferred to the hard SiC particles. The hard and brittle ceramic particles fracture when the stress concentration exceeds their fracture strength, making larger particles more prone to breaking during plastic deformation [26]. Larger particles, with a larger interface area with the matrix, can withstand greater stress concentrations. However, at the same time, the fracture toughness of the particles is influenced by internal defects, such as cracks or voids. Coarse particles may harbor more defects, therefore making them more susceptible to cracking under applied external stress compared to fine particles [6].

The optical images of the hot extruded and sintered a Al4Cu matrix and composites with the addition of b 5 and c 10 wt% of SiC
In SEM images of Al4Cu–SiC composites (Fig. 3), cracks in SiC particles were observed, propagating into the matrix material and causing discontinuities and microcracks in the matrix area. The microstructure of the Al4Cu matrix appears fine-grained with regular grains, indicating dynamic recrystallization during hot extrusion. Since the process temperature (400 °C) exceeds the recrystallization temperature of aluminum (320 °C), both deformation and recrystallization occur in the matrix during hot extrusion [27]. SEM images (Fig. 3) reveal that the Al4Cu matrix’s microstructure consists of aluminum grains with dissolved copper and precipitates formed during cooling after the sintering process, displaying a stoichiometry corresponding to the Al2Cu phase and revealing the original grain boundaries. According to the Al-Cu phase equilibrium diagram, elevating the sintering temperature above the eutectic transition point (548 °C) promotes the formation of a liquid phase in the composite. This liquid phase fills pores, penetrates aluminum grain boundaries, and, during slow cooling after sintering, precipitates at the grain boundaries in the form of Al2Cu phases. Figure 4, presenting XRD patterns, reveals diffraction peaks of the Al2Cu phase. Some pores coexist with SiC reinforcement in the microstructure. Point EDS analysis for the Al4Cu matrix (Fig. 5a) shows high copper content in precipitates at the aluminum grain boundaries. The presence of precipitates with the given stoichiometric composition and copper dissolved in aluminum (points 3, 5, 6) confirms the diffusion of copper into aluminum occurring during the sintering process. Evenly distributed fine oxide particles are visible at the matrix—silicon carbide interface, on grain boundaries and in pore areas, as confirmed by EDS detector analysis (Fig. 5b). The presence of dispersive Al2O3 particles in the matrix material was also confirmed by observations using a transmission electron microscope (TEM), performed for the matrix material. Figure 6a shows nanosized Al2O3 particles in the matrix. Figure 6b presents the A2Cu phase. In addition, a large number of dislocation loops are visible in the deformed matrix (Fig. 6c). During work hardening of the matrix reinforced with hard SiC particles, the plastic material’s flow encounters an obstacle in the form of non-deformable ceramic particles. This enforced strain gradient near SiC particles leads to the rotation of matrix subgrains, generating dislocations and creating a deformation zone, a preferable site for recrystallization nucleus [20, 28].

SEM images of the hot extruded and sintered a Al4Cu matrix and composites with the addition of b 5 and c 10 wt% of SiC

XRD patterns of the matrix and Al4Cu—SiC composites

a EDS point analysis of Al4Cu matrix; b EDS mapping micrographs of Al4Cu matrix with the addition of 5 wt% of SiC

TEM micrograph of hot extruded and sintered Al4Cu matrix with chemical analysis revealing the presence of a aluminum oxides; b Al2Cu phase; and c dislocation loops
M. Rezayat et al. [29] discuss how hot deformation, due to applied stress and temperatures, affects the texture (crystallographic orientation) of Al/Mg alloys that are reinforced with ceramic particles. Ceramic particles play a crucial role in texture development. They tend to promote the formation of specific crystallographic orientations in the alloy, which can enhance the material’s strength and affect its deformation behavior. Similar to the Al/Mg alloys in the article, SiCp/Al-Cu composites will experience texture development during hot working. The interaction between the ceramic particles and the matrix affects dislocation dynamics and texture development. The particles may create local stress concentrations or impede dislocation movement, which will affect the texture and mechanical properties of the composite.
Figure 7a summarizes the density variation in hot-extruded composites based on the weight fraction of SiC particles. Although the addition of hard ceramic particles hinders the compaction process, through limiting mass transport during sintering, and thus results in a lower relative density, in presented research data, the relative density oscillates at a similar level of approximately 92% of the theoretical density, both for the matrix material and the composites with the addition of reinforcement phase. Pores may be formed already during the production of Al and Cu powders. In the production process, an oxide film is formed on the surface of aluminum powder particles, which can significantly impair the sintering ability by inhibiting the diffusion of elements. However, in the extrusion process, the oxide film partially breaks due to combined mechanical and thermal effects. Also, during extrusion, the porosity decreases as a result of the flow of the matrix material under the applied shear forces, filling the voids [12]. Additionally, because the Al2O3 oxide layer covering aluminum powder particles is usually amorphous and thermodynamically unstable, it can easily be transformed into a crystalline form during the sintering process, which causes a loss of stability and violates the integrity of the oxide layer. Disruption of the oxide layer during sintering also occurs due to residual stresses generated by the large difference in thermal expansion coefficients between pure aluminum and Al2O3 oxide [30]. In composite materials, pores may be located at interphase boundaries or within the matrix, regardless of the presence of reinforcement particles [31]. However, when porosity occurs at the matrix-reinforcement interfaces, it adversely effects composite strength. Weak connections between the matrix and reinforcement phase make the transfer of external stresses from the matrix to the reinforcement ineffective, and the reinforcement particles may detach from the matrix under low stresses [32]. The most crucial factor influencing mechanical properties is the uniform distribution of reinforcing particles [33]. Agglomerations of reinforcement particles degrade the final properties of the composite, but the hot extrusion process promotes a more uniform distribution of these particles [34]. Afsharnaderi et al. [35] reached similar conclusions, indicating that hot extrusion process led to more uniform and finer grain structure.

a Theoretical density, Archimedes’ density, and relative density; b compressive strength, flexural strength, and hardness; c SEM images of fracture surfaces, hot extruded and sintered Al4Cu matrix, and composites with the addition of 5 and 10 wt% of SiC
In Fig. 7b, Vickers hardness, compressive strength, and flexural properties of the composites after hot extrusion and sintering are presented. The flexural strength remains consistent regardless of the weight fraction of the reinforcement phase, oscillating between 293 MPa for the matrix and 296 MPa for the composite with 10 wt% SiC. In terms of compressive strength, a decrease is observed from 831 MPa for the matrix to 789 MPa for the composite with 5 wt% SiC. However, increasing the reinforcement content to 10 wt% SiC results in an enhanced compressive strength of 889 MPa compared to the matrix. In turn, a clear influence of the reinforcement phase on the hardness is visible. Regardless of the amount of the reinforcement phase, an increase in hardness was observed from 67 HV1, measured for the matrix, to 78 HV1, measured for the composite with both 5 and 10 wt% of SiC. Although an increase in reinforcement phase content is generally expected to improve compressive and flexural strength due to the increased interfacial area between SiC particles and the matrix, allowing for greater load transfer and nucleation of thermally induced dislocations, this effect is not prominent in the tested composites. The addition of SiC particles only slightly affects the final mechanical properties [36, 37]. The explanation lies in the phenomenon of microplasticity occurring when the composite undergoes elastic loads. Unlike the plastic matrix, non-deformable reinforcement particles begin to crack before reaching the final compressive/flexural strength due to stress concentration in the matrix at the sharp corners of the particles, acting as microcrack initiators during deformation [38]. Additionally, microstructural observations (Figs. 2 and 3) indicate a tendency for SiC particles to crack, as they are not deformed during the hot extrusion process. This means they do not effectively transfer external stresses and release stress along the cracking surfaces [6].
Figure 7c shows the SEM images of the fracture surfaces after the three-point bending test of the matrix and Al4Cu-SiC composites after the extrusion and sintering process. The fracture surface of the matrix indicates ductile character with the presence of elevations and dimples resulting from plastic deformation. In contrast, fractures of composites with varying SiC content reveal brittle fractures of reinforcement particles surrounded by serpentine glides (traces of deformation slip) and dimples from the ductile matrix. No pull-out of SiC particles from the matrix was observed. The matrix-reinforcement interfacial bonding indicates a good bonding strength between the matrix and SiC particles, as the ceramic particles are covered by the matrix.
4 Summary
In this study, Al4Cu matrix composites with 5 and 10 wt% of SiC were fabricated through a process involving hot extrusion and sintering in a nitrogen atmosphere. Research carried out included investigating microstructure evolution and assessing compression and flexural strength. During the extrusion process, the composite material underwent plastic deformation, leading to the cracking and fragmentation of the reinforcing phase within the matrix. Numerous fine SiC particles were observed in the matrix. In addition to the deformation process, the material recrystallization occurred in the hot extrusion process. In the microstructure of the Al4Cu matrix, the presence of Al2Cu precipitates was present on the grain boundaries and dispersive nanosized Al2O3 oxides were observed, especially in areas with increased porosity and at the matrix-reinforcement interphase boundaries. The porosity did not exceed 8% in any of the obtained materials. Although the addition of SiC did not show a significant impact on the flexural strength of the composites, which ranged from 293 to 305 MPa for all materials, it was notable in the measurements of compressive strength and hardness. For the 5 wt% SiC content, the compressive strength decreased by 42 MPa compared to the matrix material. However, with the addition of 10 wt% SiC, the compressive strength reached the highest value of 889 MPa. The addition of SiC also increased the hardness by 11 HV1 compared to the Al4Cu matrix, maintaining a constant level of 78 HV1 for both reinforcement particle contents. Our current and future work focuses on incorporating severe plastic deformation techniques into the composite manufacturing process. This involves combining compression and extrusion processes to assess their impact on the evolution of microstructure and mechanical properties in the produced materials.
Data availability
Data will be made available on request.
References
Jahedi M, Mani B, Shakoorian S, Pourkhorshid E, Hossein Paydar M (2012) Deformation rate effect on the microstructure and mechanical properties of Al–SiCp composites consolidated by hot extrusion. Mater Sci Eng 556:23–30. https://doi.org/10.1016/j.msea.2012.06.054
Kumar N, Bharti A, Saxena KK (2021) A re-investigation: effect of powder metallurgy parameters on the physical and mechanical properties of aluminium matrix composites. Mater Today Proc 44:2188–2193. https://doi.org/10.1016/j.matpr.2020.12.351
Zhang LJ, Qiu F, Wang JG, Jiang Q (2015) High strength and good ductility at elevated temperature of nano-SiCp/Al2014 composites fabricated by semi-solid stir casting combined with hot extrusion. Mater Sci Eng 626:338–341. https://doi.org/10.1016/j.msea.2014.12.089
Chen J, Bao Ch, Chen F (2016) Evolutions of microstructure and mechanical properties for Mg-Al/AlN composites under hot extrusion. Mater Sci Eng 667:426–434. https://doi.org/10.1016/j.msea.2016.05.033
Patel M, Pardh B, Chopara S (2018) Lightweight composite materials for automotive - a review. Int Res J Eng Technol 5:41–47
Wang Z, Song M, Sun Ch, Xiao D, He Y (2010) Effect of extrusion and particle volume fraction on the mechanical properties of SiC reinforced Al–Cu alloy composites. Mater Sci Eng 527:6537–6542. https://doi.org/10.1016/j.msea.2010.07.017
Surya MS, Kumar VN, Sridhar A (2023) To study the effect of varying sintering temperature and reinforcement on physical and mechanical characteristics of AA6061/SiC composites. Silicon 15:3003–3009. https://doi.org/10.1007/s12633-022-02233-1
Hu J, Zhu Y, Zhang H, Li P, Zhang J, Luo G, Shen Q (2023) Interfacial microstructure and sintering mechanism of plasma activated sintered Al/SiC composites. Vacuum 212:112051. https://doi.org/10.1016/j.vacuum.2023.112051
Ji X, Li S, Zhang X, Liu L, Li S, Gao L, Li X, Wang S (2023) Influence of characteristic parameters of SiC reinforcements on mechanical properties of AlSi10Mg matrix composites by powder metallurgy. J Mater Res Technol 24:6843–6853. https://doi.org/10.1016/j.jmrt.2023.04.262
Fathy A, Sadoun A, Abdelhameed M (2014) Effect of matrix/reinforcement particle size ratio (PSR) on the mechanical properties of extruded Al–SiC composites. Int J Adv Manuf Technol 73:1049–1056. https://doi.org/10.1007/s00170-014-5901-9
El-Kady O, Fathy A (2014) Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater Des 54:348–353. https://doi.org/10.1016/j.matdes.2013.08.049
Rahmani Fard R, Akhlaghi F (2007) Effect of extrusion temperature on the microstructure and porosity of A356-SiCp composites. J Mater Process Technol 187–188:433–436. https://doi.org/10.1016/j.jmatprotec.2006.11.077
Xiong J, Liu Z, Yan H (2023) Effects of hot extrusion on the microstructure and mechanical properties of 2024Al-GNPs composites. Diam Relat Mater 131:109551. https://doi.org/10.1016/j.diamond.2022.109551
Shao PZ, Yang WS, Zhang Q (2018) Microstructure and tensile properties of 5083 Al matrix composites reinforced with graphene oxide and graphene nanoplates prepared by pressure infiltration method. Compos Part A 109:151–162. https://doi.org/10.1016/j.compositesa.2018.03.009
Li SS, Su YS, Ouyang QB, Zhang D (2016) In-situ carbon nanotube-covered silicon carbide particle reinforced aluminum matrix composites fabricated by powder metallurgy. Mater Lett 167:118–121. https://doi.org/10.1016/j.matlet.2015.12.155
Sattari S, Jahani M (2017) An investigation of parameters involved and defects in the fabrication of Al–SiC nanocomposite using hot extrusion technique. Trans Indian Inst Met 70:2361–2370. https://doi.org/10.1007/s12666-017-1097-7
Wąsik A, Leszczyńska-Madej B, Madej M (2023) Hot extruded Al5SiC-graphite composites: effect of graphite on microstructure, flexural, compressive and wear resistance behavior. J Manuf Process 95:266–274. https://doi.org/10.1016/j.jmapro.2023.04.009
Hong SJ, Kim HM, Huh D, Suryanarayana C, Chun BS (2003) Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites. Mater Sci Eng 347:198–204. https://doi.org/10.1016/S0921-5093(02)00593-2
Hu Y, Ou-yang Q, Yao L, Chen S, Zhang L (2019) A study of interparticulate strain in a hot-extruded SiCp/2014 Al composite. Int J Miner Metall Mater 26:523–529. https://doi.org/10.1007/s12613-019-1760-6
Ramesh CS, Keshavamurthy R, Koppad PG, Kashyap KT (2013) Role of particle stimulated nucleation in recrystallization of hot extruded Al 6061/SiCp composites. Trans Nonferrous Met Soc 23:53–58. https://doi.org/10.1016/S1003-6326(13)62428-0
Leszczyńska-Madej B, Madej M, Wąsik A, Garbiec D (2018) Spark plasma sintering of Al–SiC composites with high SiC content: study of microstructure and tribological properties. Arch Civ Mech 23:e229. https://doi.org/10.1007/s43452-023-00771-y
Chen M, Zheng XB, Liu ZW (2022) The role of hot extrusion in improving electrochemical properties of low-cost commercial Al alloy as anode for Al-air battery. J Electroanal Chem 909:116127. https://doi.org/10.1016/j.jelechem.2022.116127
Manohar G, Dey A, Pandey KM, Maity SR (2018) Fabrication of metal matrix composites by powder metallurgy: a review. AIP Conf Proc 1952:020041. https://doi.org/10.1063/1.5032003
Mirzadeh H (2023) Surface metal-matrix composites based on AZ91 magnesium alloy via friction stir processing: a review. Int J Miner Metall Mater 30:1278–1296. https://doi.org/10.1007/s12613-022-2589-y
Lieblich M, Gonzalez-Doncel G, Adeva P, Ibanez J, Torralba M, Caruana G (1997) Extrudability of PM 2124/SiCp aluminium matrix composite. J Mater Sci Lett 16:726–728. https://doi.org/10.1023/A:1018572812599
Tham LM, Gupta M, Cheng L (2002) Effect of reinforcement volume fraction on the evolution of reinforcement size during the extrusion of Al-SiC composites. Mater Sci Eng A 326:355–363. https://doi.org/10.1016/S0921-5093(01)01526-X
Wang SY, Tang Q, Li DJ, Zou JX, Zeng XQ, Ouyang QB, Ding WJ (2015) The hot workability of SiCp/2024 Al composite by stir casting. Mater Manuf Processes 334:624–630. https://doi.org/10.1080/10426914.2014.952027
Wang XJ, Hu XS, Wu K, Wang LY, Huang YD (2015) Evolutions of microstructure and mechanical properties for SiCp/AZ91 composites with different particle contents during extrusion. Mater Sci Eng A 636:138–147. https://doi.org/10.1016/j.msea.2015.03.058
Rezayat M, Parsa MH, Mirzadeh H, Cabrera JM (2019) Texture development during hot deformation of Al/Mg alloy reinforced with ceramic particles. J Alloy Compd 798:267–272. https://doi.org/10.1016/j.jallcom.2019.05.233
Pieczonka T (2017) Disruption of an alumina layer during sintering of aluminium in nitrogen. Arch Metall Mater 62:987–992. https://doi.org/10.1515/amm-2017-0139
Etemadi R, Pillai KM, Rohatgi PK, Hamidi SA (2015) On porosity formation in metal matrix composites made with dual-scale fiber reinforcements using pressure infiltration process. Metall Mater Trans A 46:2119–2133. https://doi.org/10.1007/s11661-015-2792-9
Tekmen C, Ozdemir I, Cocen U, Onel K (2003) The mechanical response of Al–Si–Mg/SiCp composite: influence of porosity. Mater Sci Eng A 360:365–371. https://doi.org/10.1016/S0921-5093(03)00461-1
Abdollahi A, Alizadeh A, Baharvandi HR (2014) Dry sliding tribological behavior and mechanical properties of Al2024–5 wt.%B4C nanocomposite produced by mechanical milling and hot extrusion. Mater Des 55:471–481. https://doi.org/10.1016/j.matdes.2013.09.024
Senthilkumar R, Arunkumar N, Manzoor Hussian M (2015) A comparative study on low cycle fatigue behaviour of nano and micro Al2O3 reinforced AA2014 particulate hybrid composites. Results Physc 5:273–280. https://doi.org/10.1016/j.rinp.2015.09.004
Afsharnaderi A, Lotfpour M, Mirzadeh H, Emamy M, Malekan M (2020) Enhanced mechanical properties of as-cast AZ91 magnesium alloy by combined RE-Sr addition and hot extrusion. Mater Sci Eng A 792:0921–5093. https://doi.org/10.1016/j.msea.2020.139817
Maurya P, Kota N, Gibmeier J, Wanner A, Roy S (2022) Review on study of internal load transfer in metal matrix composites using diffraction techniques. Mater Sci Eng A 840:142973. https://doi.org/10.1016/j.msea.2022.142973
Zong BY, Zhang F, Wang G, Zuo L (2007) Strengthening mechanism of load sharing of particulate reinforcements in a metal matrix composite. J Mater Sci 42:4215–4226. https://doi.org/10.1007/s10853-006-0674-7
Chawla N, Andres C, Jones JW, Allison JE (1998) Effect of SiC volume fraction and particle size on the fatigue resistance of a 2080 Al/SiC p composite. Scr Mater 29:2843–2854. https://doi.org/10.1007/s11661-998-0325-5
Author information
Authors and Affiliations
Contributions
Anna Wąsik: conceptualization; data curation; investigation; methodology; writing — original draft. Beata Leszczyńska-Madej: formal analysis; supervision; writing — review and editing. Piotr Noga: investigation; methodology.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wąsik, A., Leszczyńska-Madej, B. & Noga, P. Hot extrusion of SiCp/Al-Cu composites: optimizing mechanical properties through microstructural control. Int J Adv Manuf Technol 134, 3611–3620 (2024). https://doi.org/10.1007/s00170-024-14329-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14329-6