
Abstract
Adopting additive manufacturing in investment casting, known as rapid investment casting, can significantly reduce lead time and cost. Despite many publications on these technologies, no quantitative techno-economic analyses refer to rapid investment casting. The paper provides helpful insights and a decision-making approach for replacing conventional production technologies (i.e. wax injection) with additive manufacturing technologies. The study is based on a techno-economic analysis framework. It allows assessing key performance indicators (e.g. crossover points and payback periods) for stakeholders to decide the suitable VAT photopolymerisation processes (i.e. stereolithography, digital light processing, and material jetting) according to specific production scenarios (i.e. load factors). Analytical cost models were developed in the frame of this work to assess the time and cost of the overall manufacturing process of the resin model for investment casting, considering the post-processing stages for each of the technologies investigated. The cost models were used to assess the benefits introduced by additive manufacturing in rapid investment casting. A sensitivity analysis evaluated the impact of energy, material, and labour costs for both key performance indicators (crossover points and payback periods). The techno-economic analysis yielded the following results: (i) crossover points in terms of production costs vary, ranging from thousands of units for small components in the jewellery or fashion industries to a few dozen units for larger parts in the mechanical industry, and (ii) crossover points in terms of time are lower than those related to cost. Additionally, digital light processing is regarded as the most promising technology, offering the best crossover points and payback periods across various scenarios, mainly when 3D printers are used at a low utilisation rate.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
AM is becoming widespread in many fields (e.g. industry, aerospace, medicine) thanks to its unique features and benefits, including design freedom and the elimination of tooling. AM is currently supplementing or replacing traditional manufacturing processes in modern manufacturing systems. Companies transitioning to AM require technical insights, such as feasibility and financial insights (e.g. crossover and break-even points, payback period). The TEA method evaluates a manufacturing process’s technical and economic performance [1, 2]. TEA has been extensively used to interpret strategies across several industries and is a critical assessment tool for determining cost criteria and the possible economic viability of innovations such as AM [3]. TEA examines financial profitability from an investor’s viewpoint using process design parameters that can be changed for process optimisation [1].
This study examines the techno-economic implications of using AM to create wax or resin models for IC. To the best of the authors’ knowledge, there is limited industrial and scientific literature on TEAs in this context. Moreover, the existing TEAs do not align results (such as COP and PBP) with the typical features of parts (shapes and dimensions) across various industrial sectors (e.g. jewellery, fashion, and mechanical industries). For instance, in the case of plastic RT, only a few studies have evaluated the economic opportunities of selective laser sintering [4] [5] and fused filament fabrication [6]. These findings fail to meet the needs of stakeholders seeking guidance in this field. Moreover, there are no sensitivity analyses to assess the impact of energy, labour, and raw material costs on COPs and PBPs.
This work offers a decision-making tool to help stakeholders assess when AM is a capable solution for manufacturing wax patterns. The analysis includes several AM technologies falling within the VPP category [7], which selectively use targeted light-activated polymerisation to cure a liquid resin. The first technology is SLA, which guarantees excellent precision, surface finishing, and high-quality standards. SLA enables the production of parts using specific photosensitive resins that have been solidified using an ultraviolet (UV) source. The second technology is DLP, which is comparable to SLA. DLP employs a projected light source to cure every layer simultaneously, ensuring a faster construction pace than SLA. The third technology is MJ, which involves depositing droplets of photoreactive substances that solidify when exposed to UV light. Full-colour and multi-material items are possible thanks to the ability of different printheads to dispense other materials inside a single layer. In addition to these 3D printing technologies, this study also considers a traditional manufacturing process (injection moulding) for producing wax models. Analytical cost models were developed in the frame of this work. These models enable the evaluation of both time and cost associated with manufacturing the resin model for IC, encompassing the post-processing stages for each of the four technologies mentioned above. The study takes into account (i) different production scenarios categorised by batch sizes (ranging from 1 piece to 10,000 pieces), (ii) three machine load factors (10%, 50%, and 75%), and (iii) five components characterised by different shapes and dimensions. Several components were used as test cases, spanning the jewellery industry (e.g. necklace pendants), the fashion industry (e.g. accessories for classic shoes), and the mechanical industry (e.g. parts for pumps and engines). A sensitivity analysis assessed how changes in unitary energy, materials, and labour costs affect COPs and PBPs.
The research findings allow stakeholders of different industrial sectors to decide which AM technology (among VPP) is the most suitable according to specific production scenarios. The comparison of technologies relies on both production cost and time. The developed tool can be considered helpful in the decision-making and feasibility analysis across AM processes.
2 State of the art
IC is a longstanding industrial technique utilised across various industries for manufacturing near-net-shape components [8] with excellent surface finishes and high dimensional accuracy [9]. Despite the above advantages, IC is often used only for mass production [8] since mould creation for pattern manufacture is time-consuming and expensive. Typically, the price of the metallic mould varies from 1 to 50k€ depending on the design complexity, model size, and procurement process [10].
2.1 AM in IC
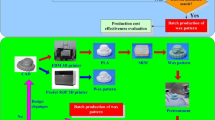
AM is currently gaining popularity in modern manufacturing systems. AM could be employed, for example, to directly print 3D objects for the precious jewellery industry using direct metal laser melting technology [4] or to produce metallic moulds and cores for sand casting, as well as wax/silica patterns for investment casting (RT) [11]. RC extensively uses AM to fabricate patterns, cores, and moulds to overcome the drawbacks of casting techniques [12]. Casting and AM could be combined as a hybrid manufacturing process to produce large metal components, enlarging the potentialities of AM [13]. The industry still uses RC sparingly, and production businesses may occasionally lack AM machines for RC [11]. The adoption of AM in IC, known as RIC [14], can ensure a significant reduction in lead time (89%) and cost (60%) [15]. Therefore, this integration could serve as an excellent means to overcome the IC constraints previously mentioned. Hereunder are the four types of products mainly manufactured by RIC [12]. It is worth noting that this study considers the toolless process (solution n°2).
-
1.
The ceramic shell (Process 1 in Fig. 1). This AM (patternless) process streamlines the IC manufacturing process by skipping the phases from pattern production through sintering.
-
2.
The patterns from wax or resin (toolless process). It produces investment cast objects in various metals, from simple to complex (Process 2 in Fig. 1).
-
3.
The hard mould (RP-generated) for wax pattern production without intermediary steps (Process 3 in Fig. 1). This process is called direct tooling.
-
4.
The RP master pattern for creating the necessary soft mould (silicon rubber) for wax pattern production (Process 4 in Fig. 1). This process is called indirect tooling.

The types of rapid investment casting (RIC) and current wax injection process
An overall picture of the lead time for the main RIC products is reported in Fig. 2. Due to the surface quality requirements for IC products, the 3D-printed pattern, shell, or mould requires excellent surface quality, necessitating post-processing operations for all RIC processes (from 1 to 4) [16]. Post-processing operations encompass tasks such as removing support structures and washing the pattern. Moreover, surface finishing (e.g. required to remove the stair-stepping effect) is often needed, such as chemical treatments (e.g. acetone bath).

Lead time for rapid investment casting (RIC) and current wax injection process (elaborated from [15])
2.2 AM for RIC
One of the most important fields of application of AM is the jewellery industry. The need for bespoke products with short lead times, small dimensions, and high accuracy led industries to evaluate and adopt RIC. Scholars developed specific methods and tools to streamline jewellery production in this context, such as CAD automation [17] and parametric design [18]. For the same purpose, knowledge-based design and optimisation guidelines for RIC were developed [8] alongside new production methods based on SLS and SLA [19]. However, AM finds applications in various sectors beyond the jewellery industry, including the mechanical industry, such as the production of complex-shaped patterns like impellers for investment casting [20].
The evolution of the IC toward RIC leads to a significant interest in the topic [15]. For example, designs featuring plaster-filled lattice structures for RIC were conceived for manufacturing using FFF technology [21]. At the same time, strategies involving both direct and indirect tooling were developed by integrating FFF technology with IC [14, 22]. SLA was also investigated for RIC, showing how RIC is currently affordable and well-liked for small aerospace, automotive, and biomedical businesses [23] [24].
2.3 TEA for AM
To the best of the authors’ knowledge, a rigorous TEA of the advantages and cost-effectiveness of various AM processes concerning RIC is still lacking. Preliminary studies concerning the adoption of TEA for comparing AM with traditional machining were presented, such as (i) LPBF for producing forming dies for tube bending [25], (ii) LPBF for HPDC moulds [26] [27], (iii) hybrid layer manufacturing [28], (iv) DED [29], and (v) laser-based AM [30] [31]. Concerning plastic RT, TEAs were conducted to compare SLS against injection moulding [4] [5] as well as FFF [6]. In the realm of IC, a TEA was conducted for dental crowns using waste from direct metal laser sintering for veterinary dentistry [32]; however, neither RIC nor VPP techniques were considered.
2.4 Novelty of the study
Despite numerous publications on the topic, there is a lack of quantitative TEAs concerning RIC. Moreover, the limited availability of specific case studies with narrow applicability presents a challenge in making broader conclusions. A ground research study was developed to compare the cost structure and COPs between AM and injection moulding [33]. However, the referenced study (as all the others) presents some limitations, such as the following: (i) it does not consider multiple parts with different dimensions and shapes, (ii) it does not consider load factors of 3D printers, (iii) it does not evaluate PBP, and (iv) the sensitivity analysis does not consider the impact of energy, labour, and raw material costs on COPs and PBPs. Considering the abovementioned limitations retrieved by the literature analysis, this paper aims to provide helpful insights into replacing conventional production technologies with AM (i.e. VPP) for RIC. A TEA framework is offered to support stakeholders in defining COPs among the different AM techniques and the PBP of each one. To the best of the authors’ knowledge, this is the first TEA about using AM for RIC.
3 TEA framework for RIC
3.1 The general framework
The TEA analysis carried out in this paper is based on a specific framework conceived for this study. Given the wide range of objectives, TEA is merely a framework for creating an economic assessment, and there is no set format to adhere to [30]. Each TEA must be customised to the purposes of the evaluation and the specifications of the applications under comparison [34]. To overcome this limitation, the ISO is developing a methodology for performing eco-techno-economic analysis [35].
The TEA proposed in this paper is developed in compliance with the ISO framework and combines available cost models from the literature and ad hoc developed models. Indeed, technical and economic aspects are addressed in this research, including production capacity and time. The adopted TEA consists of four steps (Fig. 3).
-
1.
Plan the technology analysis: the first step defines the current technology (baseline), the novel technologies, and the financial metrics used for comparison.
-
2.
Process design and modelling: for each technology (current and novel), a detailed PFD is created. This diagram defines the different manufacturing phases of each technology and the flows of energy and material across the process.
-
3.
Cost estimation: each manufacturing phase and the cost associated with the material and energy flows are estimated by developing analytical cost models. By providing cost data (technological parameters of processes and unit costs of flow elements) and geometric information of the components as input, models can be tested and validated to assess the overall accuracy. Analytical cost model estimations (cost and time) related to current and novel technology models are collected for later comparison.
-
4.
Economic assessment: the different economic estimations are processed and evaluated by creating different production scenarios, characterised by different production batches, load factors, and industrial sectors (function of the analysed components). The values of the defined financial metrics are obtained by comparing the different estimates depending on the various production scenarios. The comparison assesses the competitiveness of the novel technologies compared to the current one. The values of the financial metrics (key performance indicators) can be used to conduct a sensitivity analysis. In-depth considerations of the financial metrics are obtained by modifying sensitive cost elements (i.e. unit cost of raw material, energy, and labour). The results also provide the competitiveness of new technologies in production contexts related to economic aspects.

Techno-economic analysis framework
3.2 Framework for RIC
3.2.1 Plan the technology analysis
The objective of the TEA is to investigate the viability and benefits of 3D printing as an integrated process into the investment casting process for RIC. In particular, RIC refers to resin or wax pattern and core manufacturing, and the reference technology (baseline) is the IM. In contrast, novel technologies proposed in this analysis are SLA, DLP, and MJ. The main results (key performance indicators) are summarised as follows:
-
1.
COP. The output level at which one technology’s overall cost equals another’s cost is known as a COP. Knowing when to switch between processes is helpful, and the COP allow for this assessment, including the process time.
-
2.
PBP. PBP is the time needed to recover the initial cost of a different/new manufacturing method.
COP and PBP are computed by considering different scenarios. A scenario combines product geometry (e.g. the component shape and size) and machine utilisation rates. Concerning product geometry, five components belonging to the jewellery, fashion, and mechanical industry sectors are considered, covering a broad range of geometrical features. The parts are different in shape and dimensions, representing extreme scenarios of using AM for RIC. Concerning the utilisation rates, three load factors for the 3D printers are considered since the machine load factor is one of the most cost-sensitive parameters for economic analyses of AM processes [36]. The accuracy requested for this TEA is defined according to the AACE. AACE proposed a system for cost estimate classification based on five classes [37] according to the level of the project definition. Since the outcome of this work is oriented toward a decision-making process regarding adopting AM for RIC (e.g. budget authorisation), class 3 is selected. For this class, the expected error range for cost estimates is between − 20 and + 30%. These values are comparable with those used in [29].
3.2.2 Process design and modelling
TEAs are carried out by adopting cost models developed for the current and novel technologies. This activity followed the design and modelling phases of all the compared processes. IDEF0 (Icam DEFinition for Function Modeling) diagrams have been created for each method to highlight activities and flows of energy and material. IDEF0 is a function modelling methodology for describing manufacturing functions [38]. IDEF0 is typically used for economic and environmental assessments [39] of manufacturing processes, including AM. IDEF0 defines flows of materials and energy among process activities [40]. In the boundary of this work, the complete workflow for manufacturing wax or resin patterns ready for the following investment casting (i.e. pattern assembly) is considered for each manufacturing process, including post-processing. IDEF0 diagrams for current and novel technologies have been drafted, representing energy flows with red arrows, material flows with green arrows, and signal flows with blue arrows.
As previously mentioned, the IM is the baseline process for pattern manufacturing. Depending on the production volume, the machine can operate in manual or semiautomatic modes, and the wax can be injected in a liquid, slush, paste, or solid form. Metal moulds (aluminium alloy) are used for shaping wax patterns (Fig. 4). Multi-cavity moulds are suggested for small-medium–sized parts and medium–high production volumes.

IDEF0 of the IM process
SLA is the most used technology for RIC, and it can guarantee excellent accuracy, surface finish, and general product quality (Fig. 5). SLA allows the creation of parts from photosensitive resins solidified employing a UV source.

IDEF0 of stereolithography process
DLP, like SLA, is an alternative AM process where the printer uses a projected light source to cure the entire layer completely (Fig. 6). Due to this different operation principle, DLP guarantees a higher construction speed.

IDEF0 of Digital Light Processing process
The third AM technique is MJ, which deposits droplets of photoreactive material that solidify when subjected to UV light (Fig. 7). Different printheads can dispense other materials within a single layer, allowing full-colour and multi-material parts.

IDEF0 of material jetting process
3.2.3 Cost estimation
The cost breakdown follows the framework defined in [41]. The process time considers (i) setup, (ii) load/unload, (iii) process, and (iv) tooling phases. In the frame of this work, cost models already developed for IM and SLA have been used [9, 42], while specific methods have been developed for DLP and MJ.
Analytical cost model for IM
The analytical cost model for estimating the cost of pattern wax injection has been retrieved from the authors’ previous work [9]. The cost model refers to the entire investment casting process, from pattern wax injection through parts cuts. Only the pattern and core production phases were used for this investigation. The cost model estimates both the manufacturing costs and time. The model requires as inputs: (i) the part’s dimensions, (ii) volume, (iii) thickness, (iv) projected area (along the moulding direction), (v) number of patches [43], (vi) section type [43], (vii) surface finish, (viii) tolerance, and (ix) production volume. The 3D printer use rate can be manually set following the user’s expertise. The model has a general error of 14% and 6% for estimating manual production lines (prototypes and small series) and automatic production lines (mass production), respectively [9].
Analytical cost model for AM technologies
Cost models for the three different proposed AM technologies have been developed based on scientific papers (e.g. [44]), technical reports (e.g. [45]), dedicated interviews with several Italian manufacturing companies (e.g. Energy Group—energygroup.it, 3DIFIC—edific.it), and a 3D printer reseller (3DZ ‒ 3dz.it) working with these technologies. The analytical cost models for AM technologies consider the entire process:
-
1.
Pre-processing: This phase encompasses the manual setup operations to prepare the print job (e.g. on-machine operations for nesting the components and setting up the machine).
-
2.
Build: This phase concerns all the aspects of model printing. At this stage, the analytical model provides the machine occupancy (built time). The time is based on the technological process parameters that characterise each technology.
-
3.
Post-processing: This phase encompasses all the operations performed after the build phase to obtain the part: (i) extracting components from the build plate, (ii) washing the part, (iii) removing support structures, and (iv) finishing the overhang surface with sandpaper when required (i.e. supports removed mechanically).
The calculation model was conceived for each process stage considering the following cost items: material, machine, labour, and energy (Eq. 1).
The authors’ previous works detailed the parameters affecting each cost item [42] [46]. The analytical cost models require the dimensions of the parts, volume (parts and supports), material (for material jetting, the support material is also needed), and surface features. The operator/technician determines the building direction while considering standard criteria (e.g. volumetric error, roughness, support volume, production time and cost, cupping effect, and part stability).
3.2.4 Economic assessment
The cost models have been deployed into a spreadsheet (i.e. MS Excel) to facilitate cost and time simulations. The results achieved from the cost models are elaborated to evaluate the previously defined financial metrics (i.e. COPs and PBPs). The financial metrics have been elaborated according to different production parameters (load factor, production batch, and industrial sector). These parameters create different production scenarios for evaluating the financial metrics. A sensitivity analysis can be performed using the values of the economic metrics. By changing sensitive cost elements, comprehensive evaluations of the financial metrics can be made (i.e. unit cost of raw material, energy, and labour). The results highlight the competitiveness of new technologies in production scenarios involving economic factors (fluctuations in raw material and energy costs, different countries of production, and their hourly rates).
4 TEA framework implementation
4.1 Components
Five components have been analysed to obtain the results requested for comparing the current and novel technologies by following the proposed approach. These components belong to different fields of application: (i) the jewellery industry (Buckle and stud), (ii) the fashion industry (pendant), and (iii) the mechanical industry (Impeller and Manifold). Components with different features (e.g. sizes and shapes) enable a more comprehensive analysis of the proposed technologies concerning the component type, demonstrating which technology is more competitive than others. Further, it is possible to assess the impact of each technology on manufacturing costs. The component models have been sourced from an online repository (i.e. www.GrabCAD.com). The components listed in Table 1 are oriented according to the printing direction. The printing directions for SLA and DLP are assessed by the PreForm® software (by Formlabs®). For Polyjet technology, the printing direction is optimised by the GrabCAD® software (by Stratasys Inc.®). Moreover, Table 1 presents the geometric dimensions of the parts.
4.2 Cost models for novel technologies
4.2.1 SLA
In a previous study, the authors developed the analytical cost model for SLA [42]. It considers the entire workflow (i.e. build, wash, and support removal). The result of this study does not consider the cost and time for the post-processing phase, which have been integrated into this study. The same post-processing operations defined for DLP are considered. The steps and equations describing the post-processing activities are the same as the ones defined in Chapter 3.2.3 (Analytical cost model for AM technologies) and referred to as DLP.
4.2.2 DLP
The analytical cost model for DLP is a new achievement of this work. Starting from pre-processing operations, the only cost item considered is the \({C}_{\mathrm{Labour}}\) (Eq. 2):
\({T}_{\mathrm{set}-\mathrm{up}}\) refers to the time necessary to load the material into the machine chamber and to switch on the machine. \({T}_{\mathrm{nesting}}\) refers to the time necessary to prepare the nesting for the print job. The nesting time is only considered once for the first job. The setup time is considered for production batches requiring more than one printing job. \({C}_{\text{Operator hourly rate}}\) refers to the operator’s hourly rate.
For the build phase, all the cost items are considered except labour cost. The machine cost (Eq. 3) is linked to the 3D printer build time (\({T}_{\mathrm{Build}}\), Eq. 4) and hourly rate (\({C}_{\text{Machine hourly rate}}\), Eq. 5).
The build time is estimated through the following relationship (Eq. 4):
\({V}_{\text{printing speed}}\) represents the printing speed along the printing direction (Z axis). It depends on the material and machine used. \({H}_{\text{printing job}}\) is the maximum height of the components inside the printing chamber.
The machine hourly rate is given by Eq. 5.
\({C}_{\text{Depreciation h}.\mathrm{ r}.}\) considers additional parameters such as the purchase cost of the machine, depreciation time, discount rate, and load factor. The latter parameter defines how many hours the machine works in a year. \({C}_{\text{Maintenance h}.\mathrm{ r}.}\) refers to the annual maintenance cost and the hours worked in a year by the machine, while \({C}_{\text{General production h}.\mathrm{ r}.}\) is the cost related to the presence of the machine within the manufacturing plant. It depends on the annual rent per square metre, the working area occupied by the machine, and its yearly working hours.
The material cost is given by Eq. 6.
\({V}_{\mathrm{components}} [{\mathrm{m}}^{3}]\) and \({V}_{supports}[{m}^{3}]\) represent the volume of the component and support structure, respectively. \({\rho }_{\mathrm{material}} [\frac{\mathrm{kg}}{{\mathrm{m}}^{3}}]\) is the material density and \({C}_{material unitary cost}\left[\frac{kg}{{m}^{3}}\right]\) represents the material unitary cost.
The energy cost is given by Eq. 7.
\({P}_{\mathrm{machine}} [\mathrm{kW}]\) represents electric power absorbed by the machine Cenergy unitary cost [€/kWh] is the energy unitary cost. Electric energy consumption necessary for the setup phase has been considered negligible.
Regarding the post-processing phase, two steps are considered: washing and the manual removal of supports. For the first one, components are placed in a machine containing a solution of water and alcohol, and the machine automatically washes the parts. Again, the washing cost is obtained through an analytical cost model. The cost items considered are material cost (water and alcohol), machine cost (hourly machine rate and washing time), and operator cost (component placement). The values of the cost items are derived from the same relationships presented above.
The time to remove the supports and sand the part has been determined considering the technology available from a partner company that printed and removed the supports. The time is then multiplied by the operator’s hourly rate.
4.2.3 MJ
As for the DLP, the analytical cost model for MJ is a novel achievement of this work. Stratasys’ Polyjet technology has been used to generate the cost model. Regarding pre-processing operations, the same considerations made for DLP are still applied. For the build phase, the same approach used for SLA has been adopted [42]. For the pre-processing phase \({C}_{\mathrm{Labour}}\) [Eq. (2)] is the only cost item considered. For the build phase, all the cost items are considered. Regarding \({C}_{\mathrm{Machine}}\) [Eq. (3)], the build time (\({T}_{\mathrm{Build}}\)) can be directly retrieved by a commercial software tool for job simulation. Similar considerations can be made for the \({C}_{\mathrm{Material}}\) [Eq. (6)], where the simulation software can extract the weight of the component materials and the weight of the supports. The parameters to obtain the \({C}_{\mathrm{Labour}}\) and \({C}_{\mathrm{Energy}}\) remain the same as described above Eqs. (2) and (7) respectively.
For the post-processing phase, the first step to consider is a quick hand-washing of the components. Washing times have been collected during the manual operation. The second step is the removal of supports. In this case, for MJ technology, it is possible to print support structures and components in different materials (i.e. water-soluble supports), allowing a subsequent support removal by using caustic soda and sodium metasilicate solution. An analytical cost model is used to evaluate this step, considering the process occurs within a specific machine. The cost model considers machine cost, material cost (water and chemicals), labour cost (positioning and extracting components), and energy cost.
4.3 Cost data
Table 2 shows the parameter values used in the cost model equations. It shows the information obtained from datasheets, websites, reports, and technology sellers. Material costs have been obtained directly from raw material suppliers’ websites. It is worth noting that this parameter needs regular updates due to the fluctuation in the cost of raw materials employed for these technologies. The machine datasheets on the manufacturers’ sites provide the printing speed (for DLP) and all the other technical specifications (e.g. size of the printing chamber, energy consumption, and overall dimensions). The mentioned data have been used to create the database and calculate the number of print jobs per production batch or evaluate whether a component can be printed on a particular machine. The influence of the assumed data (*, **, ***) is considered in Table 4. The cost information of the IC process can be found in the authors’ previous work [42].
Additional information not shown in Table 2 and provided by stakeholders includes \({T}_{\mathrm{nesting}}\) and \({T}_{\mathrm{set}-\mathrm{up}}\) which are 15 min and 5 min, respectively, for all technologies.
Table 2 shows three machine utilisation rates (load factor—LF): 10%, 50%, and 75%. The first one represents a scenario of possible under-use of the machine. The second one represents a typical use condition of the 3D printer [57]. In contrast, the latter corresponds to an optimistic situation of over-use. Adjusting the load factor enables an understanding of the variations in COPs and PBPs, allowing for an assessment of the competitiveness of AM technologies across different scenarios.
The components obtained from SLA and DLP technologies are subjected to the same post-processing operations (Table 3). The datasheets available on the manufacturer’s website are used to assess the time needed for the washing step and to retrieve information related to the washing solution. The material cost is determined based on the retail price. Moreover, acquiring the machine cost from supplier and reseller websites is feasible to calculate the machine’s hourly rate. Regarding the manual removal of supports, stakeholders who printed and manually removed the supports for each component provided this information. The post-processing phase for components manufactured with Polyjet technology has been developed with technicians following the manufacturer’s guidelines. Technical experts have determined the soaking time based on the manufacturer’s guidelines. The material cost is known from the supplier pricelist, and the machine hourly rate is obtained as described above.
Tables 2 and 3 show whether the information is known or estimated based on technical considerations. The available information helps in validating the accuracy of the model. Discrepancies between assumed and estimated information can lead to cost variations (errors).
4.4 Cost model validation
To validate AM cost models developed in this paper, the estimated parameters of the cost models must be verified. It is requested to assess the impact of a cost model parameter on the manufacturing cost. Table 4 lists only the estimated cost model parameters for DLP and Polyjet, as the error in the cost model for SLA ranges from 5 to 20% across the ten parts [42]. A certain uncertainty value has been assumed for estimating each parameter. The accuracy of the cost model has been assessed by varying the uncertainties of the parameters, and the cost model’s error has been evaluated under the worst-case scenario. This assumption mirrors the production of a single prototype, representing the highest cost and, thus, the worst-case scenario. On the other side, the shape of the component has minimal impact on production cost and time; therefore, an intermediate part, such as a pendant, is selected for this analysis. Upon analysing Table 4, it is evident that the uncertainty in estimating the model parameters does not compromise the validity of this study. The maximum model error (− 20%, + 20% obtained for DLP with an LF of 10%) is either lower or equal to the requirement specified in the methodology (− 20%, + 30% as in Sect. 3.2.1).
5 Results from the economic assessment
The results section summarises the primary outcomes of the proposed analytical cost models. The COPs assessment refers to the cost (Fig. 8) and time (Fig. 9) trends for AM technologies compared with the IM technology. The graphical representation enables a convenient evaluation of each technology for the components outlined in the case study. The intersection points between AM and IM curves define the COPs in terms of the production batch. Within the paper, for the sake of brevity, the results are shown for the Stud component (jewellery industry sector). The results for the remaining sectors are provided in the Appendix.

COPs for manufacturing cost at LF 50% (data for stud part)

COPs for manufacturing time (data for stud part)
5.1 Crossover points
This section presents the graphs and tables showing COPs. The charts illustrating the unitary cost vs. production volume are given on a bi-logarithmic scale, which makes it possible to represent values of different orders of magnitude.
Tables 5 and 6 show the COPs, in terms of cost and time, respectively, for each AM technology and component concerning IM technology as the current technology.
5.2 Payback period
The PBP is a financial indicator that drives companies toward investing in new production technologies. Since the goal of this paper is to support stakeholders with a decision-making tool to evaluate when and which AM technologies are viable, a simplified PBP analysis is carried out as follows:
-
1.
The production time (pre-processing, build, and post-processing) is estimated for each component, AM technology, and load factor. The setup time is split considering a product batch as the COPs previously evaluated (AM is no more convenient for production batches higher than this value).
-
2.
The annual production capacity (parts/year) is computed by taking into account the production time for each part and the 3D printer’s working time per year (i.e. 876, 4380, and 6570 h/year, respectively, for a load factor of 10%, 50%, and 75%).
-
3.
The value of each 3D printed part remains consistent across each AM process. It is determined as the cost of manufacturing that part using wax injection. Fixed costs (i.e. tooling) are split by the production volumes in point 1.
-
4.
The annual cash flow is evaluated by multiplying the annual production capacity by the part value.
-
5.
PBP is evaluated by splitting the investment cost (purchasing price of the 3D printer) by the annual cash flow.
Table 7 shows the PBPs for each production technology, load factor, and part. It is important to note that these values are indicative and primarily serve as a guide for comparative evaluation. Specific data (e.g. business case, production mix, discount rate) is required for a detailed analysis.
6 Discussion
The following discussion offers valuable insights (such as COPs and PBPs) to aid stakeholders in determining the appropriate production technology (including IM, SLA, DLP, and MJ) based on specific production scenarios (such as machine utilisation rate) across various industrial sectors (including jewellery, fashion, and mechanical industries). Where possible, the discussion compares the results of this study with others available in scientific or industrial literature. It is worth noting that while critical cost variables are detailed, none of them is analysed in more practice-relevant conditions. Thus, most aspects and parameters referred to RIC could be improved by each stakeholder involved in the RIC chain (design, material, process engineering, post-processing, quality control, etc.). For example, product designers can contribute significantly to design optimisation (optimising part geometry for manufacturability, minimising intricate features that may increase production time and costs). At the same time, material specialists can operate in material selection, identifying cost-effective materials without compromising product and process quality, which are crucial for improving the economic feasibility of RIC. Process engineers can fine-tune printing parameters to optimise the build time, layer adhesion, and surface finish and recommend effective post-processing methods to improve the final cast parts’ overall quality and precision. Collaboration among stakeholders drives TEA analysis for RIC toward continual improvement and adaptation to the dynamic challenges of real-world manufacturing. By integrating the collective expertise of diverse stakeholders involved in the RIC chain, the TEA can evolve more robustly with a broad spectrum of applications across industries.
6.1 Crossover points
The first discussion of results concerns COPs regarding cost and production time. To gain a deeper understanding of the optimal technology based on production scenarios and industrial sectors, radar charts (Figs. 10 and 11) have been proposed by leveraging data from Tables 5 and 6. These graphs have been obtained by normalising the COP values to the one with the highest value. The technology with the highest value is deemed the best choice for each industry.

Best technology (cost criterion) depending on the component, considering LF of 10% (A), LF of 50% (B), and LF of 75% (C)

Best technology (time criterion) depending on the component
Starting from cost, the graph in Fig. 10B illustrates results in regular AM machine use (LF 50%). The trend in the radar graph shows that Polyjet (MJ) technology is the best-performing technology in the jewellery industry sector. Table 5 shows that MJ competitiveness compared to IM is 8965 units for the Buckle and 2795 for the stud. Moving on to the fashion industry sector, Polyjet is no longer competitive. DLP and SLA also performed well. The two technologies exhibit a similar trend; however, in Table 5, DLP presents slightly better results. DLP is competitive up to 438 units for the pendant against 419 units for the SLA. For the industrial sector, both technologies exhibit comparable cost performance. By increasing the load factor up to an LF of 75% (Fig. 10C), the competitiveness of 3D technologies increases for components in the jewellery industry sector. MJ technology achieves the best benefit in this sector, switching from a COP of 8965 to a COP of 9827. Moving on to the fashion industry and mechanical industry sectors, the competitiveness of 3D technologies is comparable with their average utilisation. A similar study from the literature compared FFF technology with injection moulding, offering the COP value in terms of production batch evaluated based on cost [33]. The case study focuses on a single medium-large size component, showing the economic competitiveness of AM technology for up to approximately 200 units. In contrast, injection moulding technology is faster for larger quantities of parts. Since the referenced study has limitations with no reference to mould manufacturing (IM) time and no evaluation of COP, this work provides a more realistic and robust approach to the problem.
When comparing the manufacturing time among AM technologies, it is evident from Fig. 11 that SLA technology is not competitive for any sector. However, according to Table 6, SLA technology demonstrates competitiveness up to 166 units in the jewellery industry sector. In the mechanical industry, according to the time criteria, SLA is not competitive at all. MJ is the fastest technology for the jewellery industry sector, as presented in Table 6. In this case, the competitiveness of MJ compared to IM extends up to 2348 units for the Buckle and 987 for the stud. Turning to the fashion industry and mechanical industry sectors, the best-performing technology is DLP, with up to 536 units for the pendant, 10 for the Impeller, and 30 for the Manifold.
Analysing production scenarios is essential for evaluating the competitiveness of additive manufacturing (AM) technologies. Previous studies have conducted sensitivity analyses to determine how manufacturing costs fluctuate with changes in cost model parameters [33]. The referenced research identifies component size and machine utilisation rate as the parameters with the most significant impact on the cost of AM technologies. Component size reflects the industrial sector of interest discussed above. At the same time, the machine utilisation rate helps to understand the competitiveness of AM technology if it is underused. As presented in Fig. 11, AM technology becomes less cost-effective as component size increases. Larger dimensions lead to longer lead times for individual components, increasing costs since more jobs are needed to achieve the desired batch quantity. This trend is valid for both low and average machine utilisation rates. Similar results are outlined by [4], which analyses five varying-sized components produced using SLS technology. The study estimates the competitiveness of this technology at approximately 1400 units for small components. Concerning the utilisation rate of AM technologies, Fig. 9 indicates that while COPs tend to decrease across each sector, AM technologies remain competitive. In this scenario, the graph in Fig. 10A indicates that MJ technology is the most competitive process in the jewellery industry sector, followed by DLP, which is still competitive in this sector. DLP is also cost-effective and performs well in the fashion and mechanical industries. SLA technology becomes less competitive in these sectors compared to those with a higher load factor; however, SLA is still a suitable technology compared with the baseline (IM) for low batches, with up to 2606 units for the jewellery industry and 44 for the industrial sectors. In principle, all the analysed AM technologies are competitive in cost and time, even if underused. Moving toward more extensive parts, the best technology is DLP (about 400 units for the fashion industry and about 30 for the mechanical sector). SLA technology is the least performing but still a possible replacement for IM, with up to 170 units for the jewellery industry. For the mechanical industry, SLA is competitive only in cost but not time.
A sensitivity analysis is reported to evaluate the robustness of the results of the COPs presented above. The COPs variation has been assessed by doubling the unitary cost of material, labour, and energy. Table 8 shows the percentage variation between the COPs obtained by alternately increasing each cost item compared to those calculated under normal conditions (Table 5, LF 50%).
Analysing the percentage variations reveals that doubling the unitary energy cost does not significantly impact COP. A 100% increase in raw materials cost decreases AM’s competitiveness by an average of 35%. Yet, it remains economically advantageous compared to IM. Interestingly, doubling the unitary labour cost slightly increases AM’s competitiveness by around 10%.
6.2 Payback period
Results reported in Table 7 allow stakeholders to roughly understand the PBP for each AM technology, depending on the industrial sector and utilisation rate of the 3D printers. DLP exhibits the best performance among the three AM technologies. For example, the PBP of DLP is one magnitude lower than the SLA. This achievement is due to DLP machines’ high production speed and moderate purchasing price. According to this analysis, the PBP of AM technologies demonstrates almost no dependence on the industrial sector. Notably, production volumes are deemed high for fashion industry-related products and low for mechanical ones in this context. Such production volumes, consistent with COPs, imply that AM can be employed for small-part production and primarily for prototyping larger shapes. The load factor strongly influences PBP, especially for DLP and SLA; indeed, PBP increases up to seven times by reducing the utilisation rates of 3D printers (from 75 to 10% for DLP).
Similar analyses of PBP for VPP 3D printing technologies are limited in the existing literature. The only relevant study on this topic (focused on metal 3D printers for the medical sector) estimates a PBP of 18 months, aligned with the range derived from these analyses [63].
A sensitivity analysis of raw material, energy, and labour costs on PBP highlights a slight reduction in the latter. This achievement is more evident when labour costs increase than energy and raw materials. The mould significantly impacts pattern costs for IM, especially for low- to medium-production batches. Engineering designers and manufacturing operators manually manage mould design, manufacturing, and assembly phases. Doubling the unitary labour cost reduces PBP by − 23% for the Buckle, − 34% for the Stud and Pendant, − 6% for the Impeller, and − 9% for the Manifold. Thus, enterprises can return earlier from the AM investment. The PBP reduction is more evident for small-sized components, such as those of the jewellery and fashion sectors.
6.3 Limitations
This research offers a decision-making tool for evaluating the economic and productivity viability of utilising AM in producing wax patterns for investment casting. A few limitations need to be considered to pursue this objective effectively:
-
1.
This study examined one specific machine for each 3D printing process (except for DLP). It is noticed that many other 3D printers are available in the context of VPP additive manufacturing technologies. Results may vary slightly by considering other machines.
-
2.
The characteristics of machines quickly change over time. Thus, the results available in this study need to be periodically updated to consider the advancement of technologies.
-
3.
In the context of RIC, VPP technologies can also manufacture transient moulds. This opportunity has not been considered in this study. It could be an intermediate solution between 3D printing and wax moulding.
-
4.
PBPs have been computed with some simplifications and assumptions. A specific production context needs to be considered for a more realistic analysis.
7 Conclusions
Embedding AM technologies into the IM process to produce wax models is a current topic in modern industrial systems. Companies often recognise the potential of AM but do not have the tools to assess its feasibility and competitiveness. The existing literature on this subject lacks a comprehensive overview to determine the competitiveness of different technologies in terms of cost and time within specific contexts. The present study provides a methodology to assess which AM technology offers the most effective performance depending on the production sector (jewellery, fashion, or mechanical industry) and the machine utilisation rate (load factor). The evaluation considers two key performance indicators: (i) COPs among the compared technologies for time and cost and (ii) PBPs.
The paper presented a TEA for evaluating the cost-effectiveness and productivity of VPP processes (SLA, DLP, and MJ) used to create wax patterns for investment casting. The study assessed the COPs and PBPs of the AM technologies in reference to the baseline technology (IM). Manufacturing costs and times were evaluated by validated cost models, whose data were presented with relative sources. An analysis of load factors of 3D printers, shapes, and dimensions of parts permits readers to get complete results. A sensitivity analysis of the impact of the energy, material, and labour unitary costs on COPs and PBPs permits the evaluation of the robustness (e.g. over time) of the achieved results.
COPs referring to cost parameters range from thousands (small components of jewellery or fashion industry sectors) to a few dozen (large parts of the mechanical industry) pieces. COPs referring to time are lower than cost. Overall, DLP is the most robust technology that guarantees the best COPs and PBPs in different scenarios, especially for a low utilisation rate of 3D printers. DLP is better for medium–high components when increasing the load factor. At the same time, Polyjet is the most suitable solution for small parts.
Moreover, DLP permits a faster return on investment than the other 3D printing technologies. SLA has a low investment cost, which is crucial for low production volumes. However, the reduced printing speed does not make this technology convenient for a high production rate. In the case of SLA, the PBP typically ranges from a few months to 3 years.
Increasing the labour rate will augment AM’s COPs, which will be more competitive than the current technology. This competitiveness is also evident from the PBP side, which reduces considerably (mainly for small products) by increasing the unitary labour cost. On the other hand, COPs decrease by augmenting the unitary cost of material. Lastly, the unitary energy cost does not significantly influence the COPs and PBPs.
Future work will aim to overcome the limitations drafted in the previous section. First, the techno-economic analysis presented in this paper can be considered a tool for further investigations based on a comprehensive database of 3D printers. Another possible improvement regards the quality of the results over the market evolution. Indeed, prices of different items included in the cost models are evolving. The results need to be updated to consider future values of the parameters used in the cost models (e.g. electricity, hourly machine rate, machine price, material price). Finally, the results of this study need to be extended by considering the possibility of 3D printing transient moulds for wax moulding and actual scenarios for a more robust assessment of PBP.
Data and code availability
Additional data to Appendix are available upon reasonable request.
Abbreviations
- AACE:
-
Association for the Advancement of Cost Engineering
- AM:
-
Additive manufacturing
- CAD:
-
Computer-aided design
- COP:
-
Crossover point
- DED:
-
Directed energy deposition
- DLP:
-
Digital light processing
- FFF:
-
Fused filament fabrication
- HPDC:
-
High-pressure die casting
- IC:
-
Investment casting
- IDEF0:
-
Icam definition for function modelling
- IM:
-
Wax injection
- ISO:
-
International Standard Organization
- LF:
-
Load factor
- LPBF:
-
Laser powder bed fusion
- MJ:
-
Material jetting
- PBP:
-
Payback period
- PFD:
-
Process flow diagram
- RC:
-
Rapid casting
- RP:
-
Rapid prototyping
- RT:
-
Rapid tooling
- RIC:
-
Rapid investment casting
- SLA:
-
Stereolithography
- SLS:
-
Selective laser sintering
- TEA:
-
Techno-economic analysis
- UV:
-
Ultraviolet
- VPP:
-
VAT photopolymerisation
References
Mahmud R, Moni SM, High K, Carbajales-Dale M (2021) Integration of techno-economic analysis and life cycle assessment for sustainable process design – a review. J Clean Prod 317:128247. https://doi.org/10.1016/j.jclepro.2021.128247
AW Zimmermann, J Wunderlich, L Müller, GA Buchner, A Marxen, S Michailos, K Armstrong, H Naims, S McCord, P Styring, V Sick, R Schomäcker, (2020) Techno-economic assessment guidelines for CO2 utilization. Front Energ Res 8 https://doi.org/10.3389/fenrg.2020.00005.
Davis R, Aden A, Pienkos PT (2011) Techno-economic analysis of autotrophic microalgae for fuel production. Appl Energy 88:3524–3531. https://doi.org/10.1016/j.apenergy.2011.04.018
Sculpteo (2014) To cost efficiency through short series manufacturing. https://www.sculpteo.com/static/0.30.0-56/download/ebooks/SculpteoGuidetoManufacturing.pdf. Accessed 26 Apr 2023
Formlabs (2022) SLS 3D printing vs injection molding: when to replace molded parts with 3D printing? https://3d.formlabs.com/white-paper-sls-3d-printing-vs-injection-molding/. Accessed 26 Apr 2023
Lovrić S, Cerjaković E, Topčić A et al (2018) Techno-economic analysis of fused deposition modelling (FDM) system application. Techn Technol Educ Manag 13:3–11
International Organization for Standardization (2021) ISO/ASTM 52900:2021 Additive manufacturing — General principles — Fundamentals and vocabulary. https://www.iso.org/standard/74514.html. Accessed 26 Apr 2023
Wang J, Sama SR, Lynch PC, Manogharan G (2019) Design and topology optimisation of 3D-printed wax patterns for rapid investment casting. Procedia Manufacturing 34:683–694. https://doi.org/10.1016/j.promfg.2019.06.224
Mandolini M, Campi F, Favi C, Cicconi P, Germani M (2020) An analytical cost model for investment casting. Proc Des Soc : DESIGN Conf 1:987–996. https://doi.org/10.1017/dsd.2020.179
Pattnaik S, Jha PK, Karunakar DB (2014) A review of rapid prototyping integrated investment casting processes. Proc Instit Mech Eng Part L: J Mater : Des Appl 228:249–277. https://doi.org/10.1177/1464420713479257
Lynch PC, Beniwal C, Wilck JH (2017) Integration of binder jet additive manufacturing technology into the metal casting industry. In: 67th annual conference and expo of the Institute of Industrial Engineers. Pittsburgh (United States).
Chhabra M, Singh R (2011) Rapid casting solutions: a review. Rapid Prototyp J 17:328–350. https://doi.org/10.1108/13552541111156469
Gao M, Li L, Wang Q, Ma Z, Li X, Liu Z (2022) Integration of additive manufacturing in casting: advances, challenges, and prospects. Intl J Precis Eng Manuf Green Technol 9:305–322. https://doi.org/10.1007/s40684-021-00323-w
Chua CK, Feng C, Lee CW, Ang GQ (2005) Rapid investment casting: direct and indirect approaches via model maker II. Intl J Adv Manuf Technol 25:26–32. https://doi.org/10.1007/s00170-004-1865-5
Cheah CM, Chua CK, Lee CW, Feng C, Totong K (2005) Rapid prototyping and tooling techniques: a review of applications for rapid investment casting. Intl J Adv Manuf Technol 25:308–320. https://doi.org/10.1007/s00170-003-1840-6
M Mukhtarkhanov, E Shehab, MH Ali, (2022) Optimisation for 3D printed investment casting wax pattern and its post-processing technique, Appl Sci 12 https://doi.org/10.3390/app12146847.
N Efkolidis, P Minaoglou, K Aidinli, P Kyratsis, (2020) Computational design used for jewelry, in: Proceedings - The Tenth International Symposium GRID 2020, University of Novi Sad, Faculty of technical sciences, Department of graphic engineering and design 531–536. https://doi.org/10.24867/GRID-2020-p60.
Bertacchini F, Bilotta E, Demarco F, Pantano P, Scuro C (2021) Multi-objective optimisation and rapid prototyping for jewelry industry: methodologies and case studies. Intl J Adv Manuf Technol 112:2943–2959. https://doi.org/10.1007/s00170-020-06469-2
T Ferreira, HA Almeida, PJ Bártolo, I Campbell, (2012) Additive manufacturing in jewellery design, in: Volume 4: advanced manufacturing processes; Biomedical Engineering; Multiscale Mechanics of Biological Tissues; Sciences, Engineering and Education; Multiphysics; Emerging Technologies for Inspection and Reverse Engineering; Advanced Materials and Tribolo, American Society of Mechanical Engineers, 2012: pp. 187–194. https://doi.org/10.1115/ESDA2012-82789.
Choe C-M, Yang W-C, Kim U-H, Ri B-G, Om M-S (2022) Manufacture of centrifugal compressor impeller using FDM and investment casting. The Intl J Adv Manuf Technol 118:173–181. https://doi.org/10.1007/s00170-021-07894-7
Carneiro VH, Rawson SD, Puga H, Meireles J, Withers PJ (2020) Additive manufacturing assisted investment casting: a low-cost method to fabricate periodic metallic cellular lattices. Addit Manuf 33:101085. https://doi.org/10.1016/j.addma.2020.101085
Cheah CM, Tan LH, Feng C, Lee CW, Chua CK (2004) Rapid investment casting: direct and indirect approaches via fused deposition modelling. Intl J Adv Manuf Technol 23:93–101. https://doi.org/10.1007/s00170-003-1694-y
Mukhtarkhanov M, Perveen A, Talamona D (2020) Application of stereolithography based 3D printing technology in investment casting. Micromachines 11:946. https://doi.org/10.3390/mi11100946
Cooper F (2016) Do the new, low-cost photopolymer 3D printers now becoming available have a place in the jewelry manufacturing environment?. In: the Santa Fe symposium on jewelry manufacturing technology. Albuquerque, New Mexico, pp 143–164
B Previtali, AG Demir, M Bucconi, A Crosato, M Penasa, (2020) Comparative costs of additive manufacturing vs. machining: the case study of the production of forming dies for tube bending, in: Solid freeform fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference, SFF 2017 pp. 2816–2834. http://sffsymposium.engr.utexas.edu/sites/default/files/2017/Manuscripts/ComparativeCostsofAdditiveManufacturingvs. Machining_ The Case Study of the Production of Forming Dies for Tube Bending.pdf.
Atzeni E, Salmi A (2012) Economics of additive manufacturing for end-usable metal parts. Intl J Adv Manuf Technol 62:1147–1155. https://doi.org/10.1007/s00170-011-3878-1
Cicconi P, Mandorli M, Favi C, Campi F, Germani M (2021) Metal additive manufacturing for the rapid prototyping of shaped parts: a case study. Comp Aided Des Appl 18:1061–1079. https://doi.org/10.14733/cadaps.2021.1061-1079
Karunakaran KP, Pushpa V, Akula SB, Suryakumar S (2008) Techno-economic analysis of hybrid layered manufacturing. Int J Intell Syst Technol Appl 4:161. https://doi.org/10.1504/IJISTA.2008.016364
Price C, Armstrong K, Polsky Y, Wang A, Nimbalkar S, Chesser P, Post B, Su J-C (2021) A techno-economic framework for comparing conventionally and additively manufactured parts for geothermal applications. J Manuf Process 72:458–468. https://doi.org/10.1016/j.jmapro.2021.10.028
Oyesola M, Mpofu K, Mathe N (2019) A techno-economic analytical approach of laser-based additive manufacturing processes for aerospace application. Proc Manuf 35:155–163. https://doi.org/10.1016/j.promfg.2019.05.019
Väistö T, Matilainen V, Piili H, et al (2013) Techno-economical benchmark study of laser additive manufacturing of stainless steel parts. In: Proceedings 14th NOLAMP conference. Gothenburg, Sweden, pp 79–90.
SR Pradhan, R Singh, SS Banwait, (2023) On Techno-economic aspect of dental crown fabrication by DMLS and investment casting for veterinary application pp. 193–202. https://doi.org/10.1007/978-981-19-4147-4_20.
Franchetti M, Kress C (2017) An economic analysis comparing the cost feasibility of replacing injection molding processes with emerging additive manufacturing techniques. Intl J Adv Manuf Technol 88:2573–2579. https://doi.org/10.1007/s00170-016-8968-7
Lauer M (2008) Methodology guideline on techno economic assessment (TEA). https://pdfcoffee.com/thermalnet-methodologyguideline-on-techno-economic-assessment-pdf-free.html. Accessed 26 Apr 2023
International Organization for Standardization (2023) ISO/WD TS 14076 Eco-technoeconomic analyses: principles, requirements and guidelines. https://www.iso.org/standard/61119.html. Accessed 29 Mar 2023
Schröder M, Falk B, Schmitt R (2015) Evaluation of cost structures of additive manufacturing processes using a new business model. Procedia CIRP 30:311–316. https://doi.org/10.1016/j.procir.2015.02.144
Association for the Advancement of Cost Engineering International (2020) Cost estimate classification system – as applied in engineering, procurement, and construction for the process industries. AACE International Recommended Practice No. 18R-97
Wikipedia contributors, IDEF0, Wikipedia, the free encyclopedia. (2022). https://en.wikipedia.org/w/index.php?title=IDEF0&oldid=1091156799 (accessed March 30, 2023).
Meteyer S, Xu X, Perry N, Zhao YF (2014) Energy and material flow analysis of binder-jetting additive manufacturing processes. Procedia CIRP 15:19–25. https://doi.org/10.1016/j.procir.2014.06.030
Raffaeli R, Favi C, Mandorli F (2015) Virtual prototyping in the design process of optimised mould gating system for high pressure die casting. Eng Comput 32:102–128. https://doi.org/10.1108/EC-03-2013-0075
Mandolini M, Campi F, Favi C, Germani M, Raffaeli R (2020) A framework for analytical cost estimation of mechanical components based on manufacturing knowledge representation. Intl J Adv Manuf Technol 107:1131–1151. https://doi.org/10.1007/s00170-020-05068-5
M Mandolini, M Sartini, C Favi, M Germani, (2022) Techno-economic analysis for comparing stereolithography and wax injection for pattern manufacturing in investment casting, in: Volume 4: biomedical and biotechnology; design, systems, and complexity, Am Soc Mech Eng https://doi.org/10.1115/IMECE2022-96658.
Campi F, Mandolini M, Favi C, Checcacci E, Germani M (2020) An analytical cost estimation model for the design of axisymmetric components with open-die forging technology. Intl J Adv Manuf Technol. https://doi.org/10.1007/s00170-020-05948-w
Lan H, Ding Y (2007) Price quotation methodology for stereolithography parts based on STL model. Comput Ind Eng 52:241–256. https://doi.org/10.1016/j.cie.2006.12.005
M Moceri, (2022) An in-depth pricing guide for 3D printing business and fabrication shops, 3D Printing Industry. https://3dprintingindustry.com/news/how-to-accurately-price-for-stereolithography-sla-3d-printing-projects-171977/ (accessed April 22, 2022).
M Mandolini, M Sartini, C Favi, M Germani, (2022) Cost sensitivity analysis for laser powder bed fusion, Proc Des Soc 2 1411–1420. https://doi.org/10.1017/pds.2022.143.
3D Made Up s.r.l. (2023) Loctite 3d 3843 Hdt60 High Toughness White 1kg. https://3dmadeup.it/prodotto/loctite-3d-3843-hdt60-alta-tenacita-bianco-1kg/?srsltid=AfmBOorNOVsf56JAFHC-QLhODQSYBNMWAr-KRbfs-oND3Hry0Ux_2_KK. Accessed 30 May 2023
IMakr, Loctite 3D MED412 HDT40 high impact, 2023. (n.d.). https://www.imakr.com/loctite-resins/4280-loctite-med412-hdt40-high-impact (accessed May 30, 2023).
3D Systems Inc, Figure 4 JEWEL MASTER GRY, 2023. (n.d.). https://www.3dsystems.com/materials/figure-4-jewel-master-gry (accessed May 30, 2023).
Genera Printer GmbH, Genera, (2023) 1–10. https://genera3d.com/.
Adia Inc., Figure 4 JCAST-GRN 10, (2023). https://3dp-materials.com/products/figure-4-jcast-grn-10?_pos=1&_psq=figure 4 Jcast&_ss=e&_v=1.0 (accessed April 26, 2023).
3DZ spa, Castable Wax 40 Resin Cartridge, (2023). https://www.3dzshop.com/castable-wax-40-resin-cartridge.html (accessed April 26, 2023).
GoEngineer, (2023) GoEngineer online store https://store.goengineer.com/ (accessed April 26, 2023).
CAD BLU, FIGURE 4 JEWELRY, (2023). https://www.cadblu.com/product/figure-4-jewelry-3/ (accessed April 26, 2023).
A.P.L. Aniwaa Pte. Ltd, Form 3L, (2023). https://www.aniwaa.com/product/3d-printers/formlabs-form-3l/ (accessed April 26, 2023).
T. Wohlers, O. Diegel, J. Kowen, I. Campbell, Wohlers Report 2018, Wohlers Associates, 2018.
Ruffo M, Tuck C, Hague R (2006) Cost estimation for rapid manufacturing - laser sintering production for low to medium volumes. Proc Instit Mech Eng Part B: J Eng Manuf 220:1417–1427. https://doi.org/10.1243/09544054JEM517
Formlabs, Formlabs, (2023). https://formlabs.com (accessed April 26, 2023).
Amazon, Amazon, (2023). https://www.amazon.com/ (accessed April 26, 2023).
Stratasys, Stratasys, (2023). https://www.stratasys.com/ (accessed April 26, 2023).
Leroy Merlin, Leroy Merlin, (2023). https://www.leroymerlin.com/ (accessed April 26, 2023).
3D Universe Untethered, 3D universe untethered - digital fabrication, (2023). https://shop3duniverse.com/ (accessed April 26, 2023).
Markforged, ROI for metal 3D printers, (2023). https://markforged.com/it/resources/blog/roi-for-metal-3d-printers (accessed April 27, 2023).
Funding
Open access funding provided by Università Politecnica delle Marche within the CRUI-CARE Agreement. The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
Methodology: M.M.; validation: C.F.; formal analysis: M.S.; data curation: M.S.; writing—original draft: M.M., M.S.; writing—review and editing: C.F.
Corresponding author
Ethics declarations
Ethical approval
This study contains no studies with human or animal subjects performed by authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
Table 9
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sartini, M., Favi, C. & Mandolini, M. Rapid investment casting: a techno-economic analysis for evaluating VAT photopolymerisation processes. Int J Adv Manuf Technol 134, 5717–5739 (2024). https://doi.org/10.1007/s00170-024-14331-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14331-y