
Abstract
Although “film thickness” and “viscosity” represent two of the most important physical parameters in lubricated tribological contacts, their in situ measurement in tribosystems is still difficult. Sensors based on ultrasonic reflectance are a class of sensing devices that allow the direct measurement of these properties. For tribologists especially, the condition changes of tribosystems are of interest, as they determine the smooth operation, proper lubrication condition or the tribosystems’ change to impending failures. Here, ultrasonic reflectance sensors can provide valuable transient information, as they are capable of measuring the evolution of film thickness and viscosity directly, non-invasive, and in situ, thereby bringing a large benefit over classic commercial condition monitoring sensors such as vibration sensors. This paper reviews the methods of operation of ultrasonic reflectance devices, their historical evolution, limitations, potentials, and outline trends of application for the challenges faced by the tribological community and society.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
This paper reviews modes of operation, limitations, challenges, and development trends of ultrasonic reflectance devices for the measurement of lubricating layer’s thickness and viscosity in tribological contacts. These physical properties are of great importance in tribology research, industrial processes, and machinery where lubricants are used with the main functions of cleaning, cooling, separating rotating elements in contact, and reducing energy losses due to friction [1]. Examples of such applications include lubricants used in industrial compressors [2], axial and radial bearings [3], and the cylinder liner-piston-ring contact in every combustion engine [4, 5]. The properties of the lubricating layer determine the efficiency of the machine and the level of harmful emissions due to excessive energy consumption and mechanical wear. Consequently, it is crucial to understand and monitor the lubricant’s physical properties in tribological contact to design and select the lubricant according to the requirements—taking current regulations into account, granting the longest possible lifetime, and set necessary maintenance actions in time. Recent studies [6] show that over 10% of the overall engine efficiency is lost in friction via lubrication at bearing interfaces, while globally tribological losses are responsible for over 23% of economic losses and inefficiencies [7]. Consequently, the European EcoLabel is being introduced as part of the European Green Deal with the goal of cutting harmful emission of over 50% by 2030 [8, 9]. This would be achieved for example by lubricant reformulation with over 30% of oil’s chemical components that are recyclable [10]; nonetheless, these oils must still fulfill the requirements regarding friction reduction and lifetime expectance of machinery.
These statistics highlight the importance of sensing technologies and techniques for the tribological monitoring of lubricated contacts, exceeding the simple measurement of friction torque or power consumption, as those can be influenced by many other factors than the lubricant’s performance in the tribological contact. Nowadays, the development of sophisticated sensors aligns, therefore, with the scope of the ongoing new industrial revolution, commonly referred to Industry 4.0, to provide means for plant and machine automation and planned maintenance. However, the state of the art for the direct measurement of tribological contacts is not sufficient to measure directly lubricant properties in real-contact situations. This is mainly due to the harsh operating environments, the lack of space for installation of conventional sensors, and the presence of electromagnetic (EM) fields that limit the type of non-invasive technology that could be used. Finally, also the high costs for conventional robust sensors which might be applicable for condition monitoring with considerable restrictions limit their acceptance in industrial use. So at first, prospective sensors have to be established in academia and lab-scale testing.
Ultrasonic reflectance sensors are a class of physical instruments that have a high potential for applicability in this scenario, both as research tools and in industrial applications. These sensors have the possibility to be used non-invasively, in situ, real time at high frequencies, and can be miniaturized to fit complex geometries, including complicated tribological contact assemblies. In this paper, when ultrasonic reflectance sensors are applied to the measurement of tribological contacts, they are referred to as tribo-acoustic sensors, and this terminology is considered in this review work also according to existing literature [11]. The fundamental operating principle of tribo-acoustic sensors is based on measuring the echo amplitude of an ultrasonic wave that is reflected from the tribological contact interface, and in correlating the amplitude of this echo to the physical property of interest, such as viscosity or film thickness. This principle has been widely exploited in sectors such as non-destructive testing [12] to detect the presence of cracks in structures and solid materials, or in medical imaging [13]. It is, therefore, not a coincidence that this technology has been transferred in the course of the years to the non-invasive and in situ analysis of tribological contacts and that the number of yearly publications in the field of ultrasonic reflectometry applied in tribology monitoring has tripled in the last 10 years. Most of the publication concerning tribo-acoustics are inherent to monitoring of film thickness or viscosity, as shown in Fig. 1.

Publication statistics on ultrasonic reflectometry sensor applications—source “Dimensions” and “Google Scholar”, retrieved 2.2022
Other topics of interest that are not covered in this review comprise tribological contact analysis in biomedical, medical, and material science studies employing similar techniques, or methodologies utilizing non-planar wave modes. The rising number of publications pertinent to industrial tribological contacts can be explained both due to the increased number of research groups worldwide covering these topics and in the pressing interest by funding bodies in testing new sensing technologies to improve the fuel economy and solve environmental issues discussed above.
Regardless of the rising number of publications and of applications of ultrasonics, no sufficient level of technological exploitation and standardization in the analysis of lubricating layers has been achieved so far via ultrasonic reflectometry. Therefore, the scope of this work differs from previous reviews focusing solely on the technical aspects of tribo-acoustics [14, 15]. In this work, a full picture of the research panorama in the tribo-acoustic field is provided in relation to in situ tribocontact research and industrial exploitation. This paper, in fact, not only offers an overview of the operating principles of active ultrasonic devices but also provides a full analysis of the technological trends in this research field and a critical assessment of the challenges for the standardization of this technology in science and industry. The review paper is divided into the following sections: (i) The fundamentals of reflectance methodologies from two- and three-layered media are outlined. (ii) The solution applied to compressional and shear ultrasonic vibration is reported. (iii) The main methodologies and devices for the measurement of film thickness and viscosity deriving from these solutions are reported. (iv) Finally, design trends, limitations, and recommendations for future standardizations of tribo-acoustic sensors are outlined.
2 Ultrasonic Reflectance Measurement Methodologies
2.1 Reflection Coefficient Fundamentals
Figure 2 shows schematically the reflection of ultrasonic plane waves at interfaces in case of normal incidence of the ultrasonic wave to the contact interface.

a Schematic representation of reflection at a single interface; b Schematic representation of reflection from a three-layered medium
The source of the ultrasonic wave is a piezoelectric transducer [16]. This type of transducer converts electric energy into vibrational energy that results in the propagation of an elastic wave through the medium 1 where the piezoelectric transducer is bonded. This wave is considered ultrasonic when propagating at frequencies above the human audible limit (ca. 20 kHz). In reflectance devices, the piezoelectric transducer is in most applications a solid-state crystal directly in contact to the propagation medium. In Fig. 2, the propagating medium 1 is also referred to as delay line. The delay line has the function of introducing a separation between the piezoelectric transducer and the medium 2 under investigation. Media 1 and 2 are characterized by an acoustic impedance \(z_{1}\) and \(z_{2}\), respectively. The ultrasonic wave generated by the piezoelectric transducer is characterized by an incident pressure \(p_{i}\) and a velocity of propagation \(u_{i}\). When a wave strikes the boundary between media the incident wave is partially transmitted (\(p_{t} , u_{t}\)) and partially reflected at the interface (\(p_{r} , u_{r}\)) [17]. If continuity is assumed at the boundary, it is valid:
Since the acoustic impedance for a generic medium \(x\) is defined as follows:
And introducing the reflection coefficient \(R\) as the ratio between the reflected pressure \(p_{r}\) and the incident pressure \(p_{i}\):
By combining Eqs. (1)–(4), it is possible to obtain the relation between the acoustic impedance of the media in contact (1 and 2) and the reflection coefficient as follows:
This equation is valid in case of normal incidence, continuity at the boundary, and perfect adhesion between media 1 and 2. Equation (5) is the fundamental equation for the design of reflectance devices and its importance is emphasized in the next sections.
In a lubricated system, the medium 2 is thinner than the wavelength of the incident waveform, and therefore, the plane ultrasonic wave \(p_{t} , u_{t}\) in Fig. 2a is further transmitted and reflected at a successive boundary. Therefore, the reflection of a compressional wave in a tribological contact can be put down to the reflection from a three-layered system, as schematically shown in Fig. 2b. The total reflection coefficient for a three-layered system is obtained as follows [18]. At first, it is ideal to define the pressure wave with a sine function as follows:
where \(P\) is a constant, \(k\) is the wave number and \(y\) is the direction of the wave propagation, \(\omega\) is the rotational frequency, and \(t\) is the wave propagation time. At the first boundary, Eq. (1) becomes
And at the second boundary:
Combining Eqs. (7) and (8) entails
where \(r_{12} = {\raise0.7ex\hbox{${z_{1} }$} \!\mathord{\left/ {\vphantom {{z_{1} } {z_{2} }}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${z_{2} }$}}\). Introducing the term \(r_{23} = {\raise0.7ex\hbox{${z_{2} }$} \!\mathord{\left/ {\vphantom {{z_{2} } {z_{3} }}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${z_{3} }$}}\) in Eq. (8) and rearranging Eq. (9) it is possible to obtain the total transmission coefficient \(T\) as follows:
Since \(T + R = 1,\) then Eq. (10) is rearranged to the total reflection coefficient \(R\) as [19] follows:
The full derivation of the fundamental equations is provided in the literature [17, 18], and this summary serves here the purpose of introducing the methods of operation of both ultrasonic reflectance viscometers and thin lubricant layers measurement devices.
2.2 Method: Viscosity Measurement
The wave propagation equations and the relation between reflected and transmitted amplitude in Eqs. (1)–(11) are valid for plane waves propagating in the longitudinal (otherwise referred to as compressional) and in the horizontally shear polarized mode. When the ultrasonic wave propagates in shear mode, its reflection at a boundary is related to the shear rigidity of the media at this interface, and it is, therefore, related to the medium’s viscosity. Equation (5) is the starting point in the development of an ultrasonic reflectance viscometer. In this equation, \(R\) is the total shear reflection coefficient, \(z_{1}\) is the shear impedance of the delay line and \(z_{2}\) is the shear impedance of the liquid. The shear impedance of a viscoelastic layer is defined as follows [20]:
where \(\rho\) is the fluid density and \(G\) is the complex shear modulus of the fluid. The shear modulus is defined as follows:
where \(G^{\prime}\) is the storage modulus and \(G^{\prime\prime}\) is the loss modulus [21]. This is valid for a bulk liquid, but at MHz frequencies, shear waves dissipate in a distance of few micrometers. Therefore, the bulk modulus in Eq. (13) is an accepted definition for lubrication layers within tribology, where the penetration depth of a shear wave in a liquid medium \(\delta\) is defined as follows [22]:
For a Newtonian fluid \(G^{\prime}\) is equal to zero and \(G^{\prime\prime}\) is directly correlated to the shear viscosity \(\eta\) of the fluid as follows:
By substituting Eqs. (5) in (15), it is possible to obtain a direct correlation between the total reflection coefficient and the shear viscosity [23,24,25].
Equation (16) can be referenced to as the Newtonian model for ultrasonic reflectance viscosity measurement. This model considers only the modulus of the reflection coefficient. However, the shear reflection coefficient is a complex number [26, 27], and a precise mathematical formulation would consider the phase of the complex total reflection coefficient as follows [28]:
Equation (17) leads to the following formulation as function of reflection coefficient modulus and phase:
Despite being similar, it was shown that Eqs. (16) and (18) do not bare the same results, with Eq. (16) better describing Newtonian behavior at very low viscosities [29]. Another formulation of the relation between total reflection coefficient and viscosity is obtained through the Maxwell model. This is the simplest viscoelastic model considering the contribution of both \(G^{\prime}\) and \(G^{\prime\prime}\) [30]:
By combining Eqs. (5) and (19) a solution for the viscosity reflectance Maxwell model is obtained [31, 32]:
The Maxwell model is found to be more precise for lubricating oils with viscosities above 100 cp [29]. However, the Maxwell model requires an estimation of the relaxation time to determine the exact solution [33]. The measurement accuracy is also dependent on the sensitivity with which the reflection coefficient is measured. The application of Eqs. (16), (18), and (20) is subject to high errors and mathematical instability when \(R\) tends to 1 [34], which is the case when from Eq. (5), the acoustic impedance of the delay line is much higher than the acoustic impedance of the fluid to be tested. This phenomenon is referred to as “acoustic mismatch” [35]. Different methods exist to reduce the effect of the acoustics mismatch and enhance viscosity measurement sensitivity. The first is to simply utilize a delay line of a material matched with the fluid being tested. A great body of literature focused on delay lines made of polymers, including, but not limited to, Lucite®, Perspex®, or Rexolite® [36,37,38]. However, these materials are unsuitable for long-term application and inline industrial applications due to their low glass transition temperature and long-term moisture absorption that modifies the acoustic impedance of such materials, thus, complicating the calibration of an ultrasonic reflectance instrument for long-term usage.
The second method is to execute the measurement at an angle of incidence that is deviating from normal, as it was done originally by Mason [39]. In case of an incidence angle \(\varphi\) Eq. (16) changes to
The drawback of this method is that steep angles are required to match metal substrates and extra modes are reflected as predicted by the Snell’s law [40]; therefore, careful design is necessary to avoid the superposition of reflected modes [41].
The third method consists in the use of a quarter wavelength lens as anti-reflective coating [42]. With reference to Fig. 2b, medium 2 would be a quarter wavelength lens and medium 3 is the test fluid. When the thickness of medium 2 is chosen to be a quarter wavelength, Eq. (11) reduces to [43]:
Therefore, the reflection coefficient tends to zero when \(z_{m}\) is
This methodology allows for the best acoustic match, as shown in Fig. 3.

Comparison of total shear reflection coefficient at an aluminum interface in contact with liquids of viscosity 0.01 Pas and 0.25 Pas in case of a matching layer and without a matching layer substrate
Figure 3 shows the predicted reflection coefficient with and without quarter wavelength anti-reflectance acoustic coating for two viscosity samples of 0.01 Pas and 0.25 Pas in case the medium 1 is made of aluminum. Figure 3 shows that it is possible to differentiate between different viscoelastic materials when the matching layer is present because the reflection coefficient drops significantly at its resonance frequency. This also allows a higher measurement accuracy when the reflection coefficient is converted into the viscosity.
Finally, the latest method to enhance measurement sensitivity in a metal-lubricant contact consists in the utilization of continuous standing waves as input excitation. The continuous standing wave is equivalent to the superposition of several impulses, and thus, the amplitude ratio is equivalent to the sum of several consecutive impulse excitations. The sum of these reflections is defined as follows [44, 45]:
where \(S\) is the standing wave reflection coefficient, \(l\) is the thickness of the ultrasonic transducer, \(c\) is the speed of sound in the delay line, \(R\) is the reflection coefficient at the solid–liquid boundary, \(R^{\prime}\) is the reflection coefficient at the transducer-delay line boundary, \(L\) is the thickness of the delay line, and \(a\) is the attenuation coefficient in the delay line. At the state of the art, a direct correlation between \(S\) and the viscosity is empirical, and in [45], a correspondence between this parameter and viscosity was shown. Such correspondence implies that the superposition of pulses in a standing wave has the potential to enhance the sensitivity of viscosity measurement using ultrasonic reflectometry.
2.3 Method: Film Thickness Measurement
This section reviews the methodologies for the measurement of lubrication film thicknesses in tribological contacts via ultrasonic waves. A thin layer in ultrasonic measurement technology is defined as a medium with a thickness that is less than the ultrasonic wavelength propagating in it. Methodologies for the measurement of thin viscoelastic layers are relatively recent compared to viscosity measurement. The first methods for the measurement of thin layers have been applied in tribological problems to dry interfaces. A method for the measurement of asperities’ height between two solid bodies in contact was developed by Kendal and Tabor [46] and then refined by Tattersal [47]. This was derived by combining the solution for the measured thickness of thin solid layers in contact [48] with the contact mechanics solution of asperities in contact [49]. In the field of viscoelastic thin layers interleaved between two solid bodies, however, it was not until the 1980s that a technique was developed for thickness measurement. The need for a method in aeronautics for the determination of the thickness (or the presence) of bonding layers between metal structures brought Kinra et al. [50] to develop a new methodology based on ultrasonic reflectometry for the estimation of adhesive film thickness. They developed a method to determine the bonding layer thickness given the knowledge of at least two between density, wave speed, or attenuation in a material. The most remarkable finding is that at quarter wavelength resonances, the total reflection function reduces to
where \(H_{T}^{*} \left( \omega \right)\) is the complex transfer function, \(s\) is the slowness parameter that is the inverse of the speed of sound \(c\), \(\rho\) is the density of the viscoelastic layer,
In Eqs. (24) to (26), the index 1 refers to the properties of the medium 1, the delay line with regard to Fig. 2. In this form, the complex transfer function is written in the (\(h, s, M\)) coordinates; thus, when two of these variables are set, the third one can be calculated accordingly. This model has been improved by other research groups [51, 52], for the simplification of the inverse problem presented by Kinra into a direct set of equations that require only a set of initial guess values for the solution according to the Newton–Raphson method.
The inverse analytical problem by Kinra is impractical for real-time applications due to its complexity. Pialiucha and Cawley [53,54,55] developed in parallel to Kinra a practical method for the estimation of the thickness of thin layers that was not dependent on the complex transfer function, but only on the total reflected amplitude. The main advancement by them was the correlation of the layer thickness with the resonance frequency of this layer, given as follows:
where \(\omega_{r}\) is the resonance frequency of the thin layer, \(h\) is the film thickness, and \(a\) is an integer. At such resonance frequencies, the reflection coefficient drops due to the destructive interference of the waves that are formed in the layer. Therefore, it is possible to correlate such resonances to the actual thickness of the layer. Furthermore, in comparison to the Kinra method, the thickness of the layer under analysis is in the order of µm and not sub-mm, thus increasing the measurement resolution to the one needed for lubricated tribosystems (Fig. 4).

Determination of resonance frequencies for a 100 µm oxide layer interleaved between an aluminum plate and a water layer [53]. The frequencies at which the reflection coefficient R is lower identifies the resonance frequencies
Pialiucha and Cawley’s approach reduces drastically the complexity of the layer thicknesses measurement; however, the method requires a first estimation of the speed of sound of the embedded layer. This is not a straightforward parameter to estimate because in lubricated systems the speed of sound is a function of both, pressure and temperature, which are not measurable in situ. Furthermore, this approach is not practical for real tribological applications as a resonance frequency between metal interfaces interleaved by a liquid lubricant layer of less than 10 µm would be about 50 MHz.
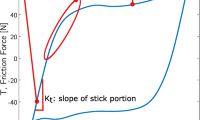
To overcome the complexity and/or limitations of Kinra’s and Pialiucha’s models, Dwyer Joyce developed the spring model for lubricated layers [56, 57]. This approach finds similarities in the approach by Tattersal [47], as the model consists in measuring the stiffness of the embedded fluid layer, just like Tattersal modeled solid asperities as springs (Fig. 5a).
The stiffness \(K\) of the lubricant layer is defined [58] as follows:
where \(p\) is the pressure at the contact interface and \(h\) is the thickness of the lubricant film. It was shown in [47] that Eq. (29) for a full hydrodynamic film is equivalent to
where \(B\) is the bulk modulus of the lubricant film, \(c\) is the speed of sound in the lubricant film, and \(\rho\) the density of the lubricant film. Dwyer-Joyce et al. [56,57,58] demonstrated that the stiffness of the hydrodynamic film is directly correlated to the amplitude of reflection of an ultrasonic wave. This amplitude is measured as reflection coefficient and the relation between reflection coefficient and lubricant film stiffness is [59]
where \(f\) is the frequency of the incident ultrasonic wave and \(z_{f}\) is the acoustic impedance of the lubricant layer. Equation (31) is valid in case the media 1 and 3 in Fig. 5b on either side of the lubricant are made of the same material. One should notice that Eq. (30) is equivalent to the definition by Tattersall for the dry–dry contact case. The only difference consists in the appropriate definition of the stiffness \(K\). Here, it is interesting to notice that while the definition of shear and longitudinal stiffness for solid asperities in contact varies depending on the contact mechanics approach chosen [60,61,62], the stiffness for a fluid layer can be defined uniquely as from Eq. (30). It is, therefore, possible to determine the lubricant film thickness as a function of the reflection coefficient by combining Eqs. (5) and (31) and rearranging as follows:

a Tattersal contact spring analogy between solid asperities; b Spring model analogy for lubricated contact
It has to be noted that the spring model as outlined in Eqs. (29)–(32) is valid for the hydrodynamic lubrication regime.
The most recent advancement concerning thickness measurements is the layer phase-lag time of flight method [63, 64]. This method consists in measuring the time of flight required by the ultrasonic wave to be reflected multiple times within the layer under study. In this case, the main relation between the layer thickness and the phase lag is identified as follows:
where the phase of the layer spectrum \(J\left( \omega \right)\) is defined as follows:
The function \(J\left( \omega \right)\) is, therefore, defined as the phase lag between transmitted and reflected waves in the thin layer, \(R_{b}\) and \(R_{2}\) are the reflection coefficient functions at each boundary and \(T_{b}\) is the measured total transmission coefficient. This method determines the time of flight in the layer with a direct speed of sound estimation in the embedded layer rather than via a measurement of the layer stiffness. If the film thickness is large, i.e., spanning multiples of the resonant height, the cyclic nature of the complex function can pose a problem, requiring an initial guess of the maximal film thickness. In real tribological applications, film thicknesses are (usually) much lower and no initial information is necessary. The layer phase-lag method will in this case produce the same results as the spring model, and if the maximal height is reaching limitations of the spring model’s validity, the layer phase-lag method will be superior as it is valid at any film thickness.
The methods described so far have been developed for normal incidence to the tribological interface. There are two main reasons that only normal incidence has been considered:
-
In practical use, it is simple to install the piezoelectric transducer normally to the lubricated gap to investigate, as shown in the next sections.
-
From the theoretical perspective, the relation between film thickness and reflection coefficient at normal incidence represents a special case for which a close analytical formula is achievable.
The spring model or the resonance models are in fact derived by the general solution for the propagation of waves in layered media. Such phenomenon is described in a matrix form as follows:
This matrix relates the reflection and transmission of a wave in a three-layered system (the vector in the left side of the equation) with the system material properties (the matrix on the left side of the equation). The significance of each term is well explained in the literature [18, 19, 48, 54] and is beyond the scope of this review. What is important to notice is that a close analytical solution for non-normal incidence is not achievable from this matrix approach, however a numerical solution has been obtained [65, 66], and new trends in tribo-acoustics are looking to exploit the advantages of this type of solution. The main advantages of non-normal incidence measurements are
-
Higher sensitivity to physical properties in the gap due to higher sensitivity at near critical angle incidence [48].
-
The possibility of performing measurement of bulk and shear properties simultaneously.
While the application of this methodology might be more difficult, a new class of sensors directly applicable for in situ measurements in tribotesting is being developed based on these principles [66].
3 Devices
Figure 6 shows schematically the main elements constituting an ultrasonic reflectance sensor either as a probe type (a) or integrated in a mechanical component (b) [67, 68].

Schematic representation of ultrasonic sensor setup and main components for tribological measurements as a probe type or b integrated in a mechanical component
The core element of the sensor setup is the piezoelectric transducer that is connected to the delay line via epoxy bonding [69], cold soldering [70], soldering, or dry coupling [71, 72]—the choice of the coupling mechanism depends on the application temperature at the bonding interface. For continuous applications in the range of − 50 to 160 °C, epoxy bonding is sufficient, and for higher operation temperature, soldering is necessary, as described in detail by Kazys [73]. However, bonding with soldering has the main drawback in the necessity of repolarization of the piezoelectric element; in case, the Curie temperature is exceeded in the bonding process. Dry coupling (without adhesive) is recommended for temperatures above 300 °C requiring a mechanical mechanism for holding the piezoelectric element in place. When using this methodology, care should be taken in applying just normal load as even small shear stresses will cause cracks in the fragile piezoelectric element [74].
A layer of protecting epoxy is recommended on top of the piezoelectric element for protection in harsh environment and to reduce backscattering of the ultrasonic wave. For these purposes, epoxy loaded with metal particles or porous materials will reduce spurious back reflections. The casing adds another layer of protection to the transducer and, if made of electrically conductive material, is used as ground for the transducer [75].
Figure 7 shows the conventional measurement chain for this class of devices. A computer controls an arbitrary waveform generator that is used to generate the electrical excitation that induces the piezoelectric transducer to vibrate. The reflected wave causes the transducer to vibrate, thus, generating an electrical signal that is displayed on an oscilloscope and conveniently postprocessed in a controlling PC. In modern devices, the waveform generator and the oscilloscope unit can be combined in a single device for the miniaturization of the control electronics size [76].

Schematic of a standard measurement chain for the control of ultrasonic sensors
4 Data Analysis and Post-processing Fundamentals
The reflection coefficient is defined as the portion of ultrasonic amplitude that is reflected from an interface in comparison to the initial pulse (Eq. 5). This quantity can, therefore, be measured experimentally as the percentage of amplitude that is reflected in comparison to a reference input. Figure 8 shows schematically the state-of-the-art technique to execute such an experimental measurement.

Schematic representation of the simplest method for reflection coefficient measurement [42]
The determination of the time-domain response as shown in Fig. 9a is at the base of both methodologies (viscosity and film thickness) outlined in this review. The following consideration can also be extended to the methods employing continuous standing waves. The time-domain reflection holds information about the phase and amplitude that can be used to either calculate the complex reflection coefficient and transfer function or the reflection coefficient modulus, depending on the method selected. In this section, for simplicity, we refer to the measurement of the reflection coefficient modulus, but the literature provided can be used to extend this consideration on the complex domain [77]. The reflection measured from the contact of interest is converted in the frequency domain, as shown in Fig. 9b, following standard procedures such as the one explained in the ASTM E-1065 standard [78]. The measured reflected amplitude \(A_{m}\) is compared to a reference measurement \(A_{r}\) as follows:

Time-domain ultrasonic reflection (a) and frequency-domain conversion according to ASTM E-1065 standard (b)
This simple relation is at the core of the measurement in each of the previously discussed methodologies. Depending on the method used, \(A_{m}\) and \(A_{r}\) can be a constant value extrapolated from the time domain or frequency spectrum as in Fig. 9, or could be a complex function of the time-domain signal acquired. In any case, an experimental estimation of the total reflection coefficient via Eq. (36) is necessary for the computation of any mathematical model that results physical properties of a tribological contact. The reference \(A_{r}\) is obtained either before the measurement is executed at the same environmental conditions (e.g., temperature) of the measurement \(A_{m}\), or simultaneously to the measurement \(A_{m}\) by utilizing a convenient reference feature. Referencing procedures and features are explained in detail in Sect. 5.2.
The reference and measured amplitude are then divided to obtain the modulus of the reflection coefficient. To obtain the complex reflection coefficient, the phase of the reflected signal is taken into consideration. Mills et al. [79] highlighted that the reflected signal from a tribological contact (e.g., a point or line contact) encompasses an area that is larger than the contact area of interest. The measured area by the ultrasonic transducer is a function of the transducer wavelength [17] and the type of focusing of the crystal. The deconvolution of ultrasonic signals to measure areas smaller than the incident wavelength is a topic of great interest in literature as it concerns several disciplines including non-destructive testing, biomedics, or the development of one-pixel cameras [80,81,82,83]. In the field of tribology, a practical approach for the deconvolution of the reference signal is described in the following [79]. The measurement executed by an ultrasonic sensor is considered as an average across the incident wavefront area at the interface.
where \(R_{{{\text{eq}}}}\) is the equivalent reflection coefficient measured by the ultrasonic transducer, \(n\) is an integer identifying the number of discretization segments of the contact area, and \(R\left( {x_{i} } \right)\) is the reflection coefficient measured at each discretization interval. Such deconvolution is needed because otherwise the standard reflection coefficient would entail an overestimation of the film thickness as the meniscus area or the bulk oil film thickness outside of the contact would be also measured, as schematically represented in Fig. 10. Further advancements of this method for elastohydrodynamic lubrication (EHL) contacts were achieved by numerical simulation [84]. A practical calibration and referencing procedure for tribological contacts take the meniscus into account by measuring an initial reference position between the bodies in contact without the presence of the oil. This provides a reference for the deconvolution algorithm and an estimation for the response when no separation between counter body and delay line is present. The real-film thickness is then the difference of measured film thickness with the initial reference measurement.

Schematic representation of real-contact minimum film thickness against average thickness measured by an ultrasonic transducer
4.1 Ultrasonic Reflectance Viscometers
Ultrasonic viscometers have been among the first sensors based on ultrasonic wave reflectance. Mason developed the first ultrasonic reflectance measurement in 1948 [39]: A piezoelectric transducer is bonded on a quartz at an angle that allows mode conversion from compressional to transversal mode incident to a lubricant layer (Fig. 11a). Following Mason’s work, the reflectance methodology was employed by McSkimin, Lamb, and Barlow in a series of work studying the rheology of several compounds including base oils and engine oils [85,86,87]. Their pioneering work conducted in the 1950s to 1970s aimed to study the rheology of complex fluids in a wide range of frequencies. This was done to obtain rheological flow curves at equivalent shear rates spanning across hundreds MC/s (Mega Cycles per second), thus, reproducing in laboratory the shear rate encountered in real machine contacts.

Examples of ultrasonic reflectance viscometers: a schematic representation of Mason angle quartz viscometer [39] b Corner reflector viscometer [25]; c Angle wedge viscometer [24]; d Quarter wavelength matching layer viscometer in pressure reactor [103]; e journal bearing test rig with ultrasonic viscometer in plug integrated in the journal (e*) [102]
Devices with operational frequency up to 500 MHz were developed already in the early 1970s [88]. The transducer’s resonance frequency was in the range of 1–5 MHz, and the delay line was made of materials with impedance matched with the test fluids. The delay line was conveniently set at a length that allowed using piezoelectric harmonics for testing in a wide range of frequencies. For example, a bar made of fused quartz of 50 mm length with a 5 MHz piezoelectric element could achieve measurements up to 75 MHz [89]. Piezoelectric materials could also be sputtered directly on the delay material to obtain higher center resonance frequencies [90]. Equation (12) shows that the shear acoustic impedance is correlated to the shear moduli of viscoelasticity, and those are then functions of the shear viscosity. Therefore, the rheological representation of \(G^{\prime}\) and \(G^{\prime\prime}\) could be obtained by varying the excitation frequency of the ultrasonic sensor. These curves are particularly useful to measure at the relaxation frequencies. These frequencies help determining at what oscillatory frequencies the test samples experience a more solid-like or viscous-like behavior [91]. After the 1970s, devices were developed with similar design features, while advancements have been made in pursue of industrial in situ applicability. Customized reflectance viscometers have been utilized especially in applications such as measurement of slurries [92], resins in autoclaves [93], industrial wastes [94], cements [95], flowing materials in pipes [96, 97], and engine oils [98,99,100,101]. New corner reflector lenses have been also developed to enhance measurement sensitivity in such applications (Fig. 11b, c) [24, 25], which otherwise are all based on normal orthogonal delay lines and normal incidence of the ultrasonic wave to the test liquid.
An overview of the limitations of the different ultrasonic measurement methods to determine viscosity is given in Table 1. As outlined in the methodology Sect. 2.2, the main limitation of the reflectance technology is the acoustic mismatch between the delay line and the test fluid that causes the reflection coefficient to be close to 1 for low viscosity fluids. Hence, the delay line needs to be made from plastics such as Perspex® for the study of low viscosity fluids. Further, this has limited the applicability of reflectance viscometry to the measurement of materials with high viscosities and low operating temperatures. Acoustic mismatch was overcome by the introduction of the matching layer method [42, 102]. A quarter wavelength thick thermal resistant polymer with high acoustic matching to the lubricant is bonded on a metal delay line to increase the sensitivity to the test sample. This method allowed the use of ultrasound reflectometry viscometers in real industrial applications including pressure reactors [103] (Fig. 11d), journal bearings [104] (Fig. 11e, e′), and vehicle oil sumps [105].
4.2 Film Thickness Measurement Devices
The first devices for ultrasonic film thickness measurement in tribological contacts employed commercially available focus transducers integrated in tribometers. Such devices include modified tribometers for the study of dry contact and the measurement of real-contact area especially for railway applications [106, 107]. This concept was further used to develop similar devices for the study of EHL in tribometers as an alternative to optical-based devices [108, 109]. Such setups allowed the first film thickness estimation of the contact between metallic bodies.
Since the early 2000s, it has become a standard practice to directly bond piezoelectric transducers on one part of the tribosystem/the machine components to enable in situ measurements, as shown in Fig. 12. Applications ranged from laboratory tribometers to journal bearings [110], coated bearings [111], rolling element bearings [112], piston rings for applications in engine components [113], steel rolling [114, 115], and wind turbine gearbox bearings [116,117,118]. An overview of the applied measurement methods is given in Table 2. The usual operation frequency for film thickness measurement devices in tribology is ~10 MHz because for tribosystems with hydrodynamic lubrication, film thicknesses in the range of 0.1–10 µm are expected, which can be measured easily via the spring model approach because of its simplicity. Nonetheless, the layer phase-lag method demonstrates a strong potential for a wider use due to its validity in a much wider range of film thicknesses as faced, e.g., in greased tribosystems.

Devices for the measurement of film thickness. a application of thickness measurement in pin on disk tribometer [108], b test rig for the determination of film thickness via layer phase-lag method [63], c piezoelectric transducers bonded on cylinder liner for measurement of film thickness in situ in piston-ring contact [113], d life size wind turbine oil film thickness test rig [116]
The latest trend for in situ measurement in tribological research consists in the development of devices that enable standard tribometers for the non-invasive in situ measurement of oil film thickness and viscosity. This class of tribo-acoustic sensors implement piezoelectric transducers on standard tribological counterbodies such as steel balls. The measurement approach is based on the numerical solutions for non-normal incidence reflection of ultrasonic waves at the tribological interface (Eq. 35) [66, 120]. An example of such a device is reported in Fig. 13. When implemented in a standard translatory oscillation tribometer [121] such as the SRV® tribometer, both film thickness and viscosity can be recorded in situ offering a valuable new data source to complement, e.g., coefficient of friction, while the standard test procedure can remain unchanged.

5 Discussion of the Challenges in Application
This review has shown that the science behind the conversion of the ultrasonic reflection in physical properties of a lubricant layer in a tribological contact has been thoroughly studied for over 70 years. Diverse methodologies have been widely tested and established, at least at an academic level.
-
But why is this technology not yet applied on a larger scale in tribological research?
-
Why is it not transferred to critical applications in industry?
-
What challenges need to be tackled to allow industrial integration?
This section focuses on the ongoing challenges in the field of physical sensors based on ultrasonic reflectometry ahead of a realistic widespread implementation and standardization of this technology in tribological applications.
5.1 Electronics
The control electronics are one of the biggest challenges in ultrasonic reflectometry application. Ultrasonic pulsing receiving devices (UPRs), oscilloscopes, and arbitrary waveform generators are used in the measurement chain (Fig. 7) of both, ultrasonic reflectance viscometers, and layer thickness sensors. These devices are ideal for measurements in laboratories, but they are not well suited for industrial field applications. The advancement in electronic miniaturization allowed research to be conducted with portable devices as pulsing receiving units [122] that have proved suitable for application in machineries such as wind turbines [116]. While the miniaturization factor is being solved by the development of improved electronics, the cost of the required electronics remains one of the current drawbacks of the ultrasonic reflectance technology, also in tribological research. Commercial electronics pulsing receiving units capable of achieving sampling rates of at least 100 MS/s and the necessary acquisition rates to capture changes in fast moving system are with an average cost ranging from 500 to 2,000 € still expensive in comparison to the electronics of other sensing technology. If continuous recording in fast moving tribometers is required (e.g., stroke-resolved SRV® measurements), acquisition hardware can exceed 30,000 €. For comparison, an average automotive sensor incl. evaluation electronics based on capacitance or resistance measurement costs well below 10 €/unit in production; thus, it is not attractive for the large consumer market to switch to ultrasonic reflectance technology [123, 124]. Therefore, the cost factor alone limits the current application of ultrasonic reflectance sensors to the condition monitoring of critical assets, whose failure would entail extremely high costs, thus, outweighing the cost of a monitoring devices [125]. Hence, the predominant application lies in the large industrial components, e.g., wind turbines, due to the high costs of the asset installation and repair in case of malfunction which justify the utilization of higher cost monitoring devices [114, 116].
A further issue is the control and data transfer of the sensors in the industrial plant automatization environment and tribometer data acquisition, respectively. This is not a problem of straightforward solution: High frequencies (MHz range) tone bursts are the main excitation signal utilized by reflectance devices while continuous signals or step signals, usually of much lower frequency, are tribometry and industrial standard [126]. Therefore, strategies for the demodulation of high-frequency signals or handshaking communication units need to be developed to interface high-frequency ultrasonic reflectance sensors to machine elements or factory standard control and communication protocols. In the short term, the solution can only lie in the (low frequency) transfer of the measurement results to the tribometer data acquisition or plant automatization protocol, while the high-frequency excitation and signal analysis must be handled in a separate control unit. Advancements are currently being made in which conventional microcontrollers or FPGAs are implemented in miniaturized boards to allow the successful low-cost integration of tribo-acoustic sensor electronics in machine elements [76].
5.2 Self-referencing Features
The main parameter measured directly by ultrasonic reflectance devices is the total reflection coefficient \(R\). This is measured experimentally via Eq. (36) and requires not only the amplitude reflected during the operation, but also a reference value. This reference value is a function of the response of the transducer—dependent on the piezoelectric material’s properties and the delay line that is utilized. Several techniques have been developed to obtain the reference function during operation [15, 63]. The easiest referencing method utilizes an air interface as shown in Fig. 14a. In tribosystems featuring cyclic loading such as rolling element bearings, the transition between bulk oil properties and lubrication film properties—determined by the passing of the individual roller in front of the transducer—can be used to self-reference the system [127]. In the case of rolling element bearings, the user should utilize a UPR that allows acquisitions at a sampling rate enabling the measurement of consecutive rolling elements passing, as shown schematically in Fig. 14b. In this case, the reference is determined by the reflection correspondent to the region where no rolling element is in front of the sensor. Tribosystems without cyclic behavior, such as journal bearings, do not allow an intrinsic self-referencing feature; therefore, other methods must be implemented. One possibility is represented in Fig. 14c and consists in the bonding of the transducer on a delay line (1) that is pushed in contact to the bearing (1*) [29] (on the other hand, sophisticated self-referencing algorithms are also being developed [128]). When utilizing a reference interface at the delay line interface, the reference procedure works as follows: At the interface between the bearing and the delay line, the sound is reflected and such reflection is only a function of the piezoelectric transducer and the change in temperature that happens in operation, but it is independent from the change in film thickness or viscosity at the interface. Similar to this method, it is also possible to introduce a reference features such as notches or holes in the delay line (Fig. 14d) at defined locations, adapted for the operation frequency and allowing a separation between the pulses reflected from the interface of interest [129]. For applications where self-referencing features cannot be included, research has also focused on self-referencing algorithms. The first algorithm of such type was developed by Reddyhoff et al. [14, 130] and implied the use of a lookup table with a sufficient amount of data concerning amplitude and phase combination in the reference situation (e.g., combination of temperature and test oil) to deduce a suitable reference for each operating condition. However, such method is not yet sufficient in practice due to the high errors induced by temperature fluctuations on the effective reference amplitude and research is still ongoing to overcome thermal drift limitations [59, 128].

Schematic representation of reference and self-reference features. a air reference, b self-referencing via transient event, c self-referencing via reflection at boundary in contact with delay line, d self-referencing via notch feature in delay line
5.3 Piezoelectric Response Drift
The amplitude drift of the piezoelectric transducers is mostly overlooked in sensor design because standard ultrasonic devices for distances do not perform measurements using the amplitude response, but rather via speed of sound measurements [131]. In these systems the amplitude response drift is not relevant, as only the delay time must be traced. For the here discussed reflectance-based devices, the amplitude monitoring of the ultrasonic reflection is crucial. Research in the field of piezoelectric materials shows that the temperature stability dielectric constant, the quality factor, and the piezoelectric coefficient d33 play a major role in the amplitude response of the piezoelectric transducers [132,133,134]. Temperature amplitude characteristics for the most common materials and structures have been obtained [103], showing that the most used material, lead zirconate titanate (PZT5), has a hysteresis like thermal behavior (Fig. 15b). This renders calibration and referencing impossible, because the response of this material class is unpredictable for long-term applications in the presence of thermal gradients (as most tribosystems are). On the other hand, materials like lead metaniobate showed a stable response over long-term thermal cycling (Fig. 15a) [103]. On top of this, the response change is linear, thus, simplifying the reference amplitude–temperature curve.

Comparison between piezoelectric linear amplitude response to a thermal cycling for lead metaniobate and b piezoelectric hysteresis amplitude response to thermal cycling for PZT5 [103]
5.4 Environmental Effects
Ultrasonic wave reflection is not only affected by film thickness or viscosity—the physical properties of interest—but also by a wide range of environmental stimuli. In the previous sections, it was discussed how temperature affects the reflection coefficient and how temperature variations are taken into consideration either by the piezoelectric transducer response or by the models correlating the reflection coefficient to the variable of interest. Other factors that affect the measurement greatly are medium pressure, cavitation, and contamination in the contact region [59].
The effect of pressure is indirectly described in the previous sections. A pressure change, in fact, results in a change in speed of sound and medium density [17]. Consequently, such variations must be taken into account to accurately determine the film thickness or medium viscosity. The influence of pressure is, therefore, considered by measuring the acoustic impedance of the media under investigation under operating conditions [102]. This is not always achievable experimentally for tribological contact as specialized high-pressure rheometers are required to recreate operating conditions in the order of GPa pressures [135]; therefore, the expected acoustic impedance is normally derived either numerically [127] or through finite element modeling [136].
Regarding the influence of contaminants, shear sensors are advantageous in comparison to longitudinal sensors because shear waves do propagate in viscoelastic materials only for a distance called penetration depth (Eq. 14) [22] which is dependent on frequency and viscosity. In a conventional engine oil at 5 MHz measurement frequency, this is ~ 1–5 µm, being below the expected EHL film thickness. Thus, the response of the shear sensor is only the result of the component-lubrication film boundary. The presence of cavitation or scattered contamination particles would be seen as a momentaneous change of the viscoelastic properties at the tribological boundary which can be easily filtered in signal analysis. On the other hand, a longitudinal wave travels through the EHL film, and the presence of a contamination would change the overall acoustic impedance of the film. This information would be misinterpreted as a change in the film thickness and falsifying the measurement. While the effect of particle deposition on ultrasonic reflectance viscometers has been studied extensively [98, 137, 138], comprehensive research on the effect of contamination film formation on thickness reading is still lacking.
Contrary to pressure and contaminants which influence the measurement rather than the tribo-acoustic device itself, electromagnetic environmental influences directly impact the operation of the piezoelectric device. Electromagnetic disturbances in tribological contacts mainly derive from electric motors that are used to drive rotating components, or from electronic components that are present in the vicinity of the tribo-acoustic sensors [139]. This is because piezoelectric transducers are essentially capacitors; thus, they tend to act as antennas that are sensitive to environmental electromagnetic fields. When operating tribo-acoustic sensors in the proximity of electrical components or rotating machineries, it is, therefore, recommended (if not necessary) that precautions in the design of the sensors are taken. Filters, either hardware or software, can be sufficient to reject low-frequency noise [140, 141]. This is due to the high operational frequency of tribo-acoustic sensors in comparison to standard electronics. However, this is not always sufficient so that noise shielding and rejection strategies based on active compensation of RF/EM fields [142], special packaging materials [143, 144], or special transduction materials [145] are to be evaluated depending on the application at hand.
5.5 Miniaturization
To monitor small components or small areas of contact (e.g., individual teeth in gears or rollers in bearings), the size of the piezoelectric transducers plays a major role. Usually, their area is exceeding 10 mm2, which is quite large for tribological contact monitoring. In the tribo-acoustic pin (Fig. 13), miniaturization was taken to the current possible limit with the sensor’s size being dictated by the desired wavelength at the contact interface [66]. A numerical study of the ultrasonic wave response of a rough contact is presented in [136] with a multitude of nodes (representing transducers) on a 5 mm wide component. Although this is possible by numerical means, the practical implementation of such arrays of piezoelectric transducers is not yet solved—one possibility could be stereolithography [146]. When miniaturizing piezoelectric transducers, engineers must take into account that with ever decreasing size, the behavior converges to a point source and the direction information is becoming lost.
Another way to study (much) smaller structures is the increase of the excitation frequency. Current commercially available sensors operate in the range of 1–10 MHz, thereby, the thinnest layers which can be measured have to exceed (several) 100 nm (Table 2). Much thinner structures, e.g., monolayers, might become accessible with much higher frequencies in the GHz regime. Such ultrasonic waves were recently achieved by light excitation [147]. Although there is a long way to go, these transduction mechanisms can allow the application of the ultrasonic reflectance principles at an atomic level for the real-time measurement of various physical and chemical processes including the controlled deposition of monolayers and the measurement of monolayer’s contact characteristics.
5.6 Remarks on Viscosity Measurements
Figure 16 shows the flow curve for a shear thinning viscoelastic material that is typical for lubricating oils and the range of operation for different type of viscometers.

Standard flow curve for shear thinning fluids and standard operating range of steady-shear and ultrasonic reflectance viscometers
Ultrasonic reflectance viscometers shear the liquid via fast vibration, or oscillatory shearing. This is not directly comparable with standard viscometers which are based on steady-shearing measurements, e.g., by a rotating component. Currently there is still a lack of a universal rule for the direct correlation of high oscillatory shear from ultrasonic devices against high steady-shear measurements. A class of ultra-high steady-shear viscometers has been developed first by Savant and then by PCS Instruments [148, 149]. This type of rheological testing is standardized [150] and widely implemented in tribological research and industry (e.g., automotive) for the testing of bearing components and lubrication at the expected shear rates encountered in operation, being in the range 1–10 MC/s. Until now, no such standard exists for dynamic viscosity measurements at rotational frequencies that are typical of ultrasonic measurements. Historically, the ultrasonic reflectance viscometer response is compared to the high steady-shear counterpart via the Cox–Merz rule [151]. This is an empirical relation that states
where \(\dot{\gamma }\) is the steady-shear rate. This equivalence between steady shear and oscillatory shear was proven up to the kHz range or low ultrasonic frequency range [152] and was further refined over the years, see for example, the Laun rule [153]. An extensive study conducted by Bair [154] showed that the Cox–Merz rule is valid at MHz frequencies in case of low viscosity base liquids before the flow transition, or for low molecular-weight liquids when the molecule is composed of a long chain. These results were then confirmed by the good accuracy of ultrasonic reflectance viscometers against a selection of synthetic and mineral base oils and base oil mixtures [11, 42, 155].
These considerations apply not only to ultrasonic reflectance viscometers, but also to all analytical instruments based on vibration damping such as quartz crystal microbalances [156]. When complex mixtures are studied (e.g., lubricants) the dispersed particles in the liquid respond to high-shear excitations following chemical relaxation laws [157]. This means that while steady shear can stretch additive particles, a high oscillatory shear can excite only compounds with a relaxation time that is lower than the applied frequency, thus, the reflection coefficient is only a function of the structure that is effectively shaken by the ultrasonic vibration and being “blind” to large molecules which do not respond to these frequencies (such as viscosity modifier additives). Furthermore, it was shown experimentally that more than one “second Newtonian” plateaus can be expected for complex mixtures, making the determination of universal rheological laws even more difficult to apply to real lubricants and industrial applications [158].
Overall, it is shown that ultrasonic reflectometry identifies changes in the viscosity/shear moduli of the lubricating medium even if such measurements are characteristics of the second Newtonian plateau, as demonstrated for example in the online determination of oil aging [98]. Engine oil aging is in fact a phenomenon caused by the degradation of the base oil due to thermal cycling and in the presence of catalysts such as copper particles, as well as a depletion of additives [159], this reflects with an increment of the viscosity of the base oil that is detectable via ultrasonic vibration measurements [160]. However, the absolute measured value of viscosity cannot—at the current state of research—be correlated with standard steady-shear viscosity measurements, as different physical principles are used for the measurement. Therefore, further studies are needed to correlate the rheological behavior of lubricants and industrial oils assessed with different measurement techniques. Such activity will allow to calibrate the response of ultrasonic viscometers in comparison to standard viscometers, and to utilize the full potential of this class of instruments in research. This fact is exacerbated in tribological contacts where the temperature and pressure gradients superimpose to shear. Tests conducted on journal bearings for base oils with a sensor mounted in the outer ring of a journal bearing test rig have shown good agreement with the expected trend for the analytical isoviscous solution in case of operations at 500 rpm and 10–20 kN of load [102]. Attempts to compare ultrasound reflectometry directly with a standard high-shear viscometer were conducted [161], but the results were inconclusive due to the heating required in the high-shear viscometer to bring the test oils to the ideal test conditions. In fact, high-shear viscometers require viscosities in the order of 10 cp to operate which are normally achieved by heating up to 100 °C, thus, reproducing the equivalent high-temperature high-shear conditions in the ultrasonic viscometer remain an issue to be solved for a comprehensive comparison between these technologies.
5.7 Condition Monitoring and Smart Industry
Ultrasonic reflectance sensors for the direct investigation of the lubricant’s properties in the contact provide a major advantage over conventional friction information as gained, e.g., by force or torque sensors. With this information a much more direct insight into the health state of the tribosystem or the industrial machine is possible, hence, enabling advanced maintenance strategies such as predictive maintenance. The here reviewed methods lay the path towards Industry 4.0 for lubricated tribosystems. Huge advantages were achieved in terms of: (i) sensor miniaturization [66], so that also small components and individual contact zones can be monitored; (ii) measurement consistency by suitable piezoelectric materials with linear amplitude response [103]; (iii) evaluation methods [39, 63, 67]; (iv) simplification of evaluation electronics [76], etc.
Current data evaluation of ultrasonic measurements in tribological applications is still confined to laboratory procedures, as industrial automatization is not yet achieved—or at least not reported in literature. That is mainly due to the complexity of the evaluation methods and underlaying models. Nonetheless, e.g., for the long-term observation of machines with known lubricants and properties, an automatization should be achievable soon. Further, data-driven models can aid the machine operation by change point detection, i.e., when the tribosystem transitions from the steady state behavior to a critical state, a warning is generated, countermeasures are triggered, or the machine is directly stopped. Statistical methods [162] up to frequency analysis can be utilized for such assessments [163]. Here, also machine learning can aid, as models can be trained on the normal behavior of the sensor, and alert whenever such behavior changes. It was proven, that machine learning techniques can much earlier detect impending failure than classical threshold-based criteria (such as, e.g., exceeding a critical temperature) [164, 165]. Pandiyan et al. proved this also on acoustic data [166]. Based on the early detection of change points, maintenance can be planned and actions can be set much timelier.
The authors envision that with these advanced data science techniques, an online condition monitoring of tribosystems will be achievable in the near future. With the tribo-acoustic sensors, much faster information of changes in tribosystems is expected—compared to established sensors—as they can detect directly what happens in the contact zone. With these data in hand, it will be straightforward to identify critical regimes and changes of the operation conditions can be applied in time, e.g., by a re-lubrication or addition of depleted additives. In tribometry, it also can be used to identify the very start of tribological failure and then stop the experiment and investigate the reasons. With conventional sensors, this is now just possible at a much later stage, when the origin of the failure might be already disguised by provoked effects.
6 Conclusions
Ultrasonic sensors based on amplitude reflectance measurement are capable to determine the important physical properties of tribological contacts “film thickness” and “viscosity” in situ and non-invasively. The mathematical and physical backgrounds to measure these values in the contact zone are presented in this review. Further, applications and devices studied and developed for more than 70 years are summarized. State-of-the-art evaluation methods and various possibilities to increase accuracy of the measurements are summarized, including the matching layer method enabling the measurement of low viscosity lubricants. As reflectance measurements always require a reference amplitude, a chapter reviews possibilities of self-referencing systems—a necessity for widespread applicability of such devices.
It is shown that the operation mode of the sensors, control algorithms, and sensor materials have been optimized, and published procedures for further improvement were outlined. Remarkable achievements obtained thanks to these devices include the direct measurement of viscosity and rheological flow curves up to equivalent shear found in engine components, as well as lubrication film thickness measurements in tribological contacts. The biggest advantage of ultrasonic reflectance sensors is their direct applicability in tribosystems—without the necessity to exchange a body—being thereby non-invasive, both in laboratory and industrial components. With these achievements, applications range from tribological research over automotive to offshore installations for the online condition monitoring of industrial assets.
However, at the state of the art, this class of sensors is not yet ready for a full-scale commercialization and wide distribution, due to various reasons including piezoelectric material choice, excitation electronics, long-term stability, communication with industrial standards, and high prices of the whole measurement chain compared to other electronic sensors. The road to achieve this is being paved by the growing number of research groups and enterprises focusing on studying and testing these devices, and by the necessity of a novel class of non-invasive and in situ sensors to reach efficiency goals, e.g., of engines in line with the new international regulations.
References
Johnson, K.L.: Contact Mechanics. Cambridge University Press, Cambridge (1987)
Khonsari, M.M., Booser, E.R.: Applied Tribology: Bearing Design and Lubrication. Wiley, New York (2017)
Andersson, P., Tamminen, J., Sandström, C.E.: Piston Ring Tribology: A Literature Survey. VTT Technical Research Centre of Finland (2002)
Torabi, A., et al.: On the running-in behavior of cam-follower mechanism. Tribol. Int. 118, 301–313 (2018)
Lenauer, C., et al.: Piston ring wear and cylinder liner tribofilm in tribotests with lubricants artificially altered with ethanol combustion products. Tribol. Int. 82B, 415–422 (2015)
Holmberg, K., Erdemir, A.: Influence of tribology on global energy consumption, costs and emissions. Friction 5(3), 263–284 (2017)
Holmberg, K., Erdemir, A.: The impact of tribology on energy use and CO2 emission globally and in combustion engine and electric cars. Tribol. Int. 135, 389–396 (2019)
Pisarova, L., et al.: Ionic liquid long-term stability assessment and its contribution to toxicity and biodegradation study of untreated and altered ionic liquids. Proc. Inst. Mech. Eng. Part J 226(11), 903–922 (2012)
Rosenow, J., Eyre, N.: The green deal and the energy company obligation. Proc. Inst. Civil Eng.-Energy 166(3), 127–136 (2013)
Mannekote, J.K., et al.: Environmentally friendly functional fluids from renewable and sustainable sources—a review. Renew. Sustain. Energy Rev. 81, 1787–1801 (2018)
Schirru, M., et al.: Development of a shear ultrasonic spectroscopy technique for the evaluation of viscoelastic fluid properties: theory and experimental validation. Ultrasonics 94, 364–375 (2019)
Hull, J.B., John, V.: Non-destructive testing. Macmillan International Higher Education, London (2015)
Harsanyi, G.: Sensors in Biomedical Applications: Fundamentals, Technology and Applications. CRC Press, Boca Raton (2000)
Dou, P., et al.: Review of ultrasonic-based technology for oil film thickness measurement in lubrication. Tribol. Int. 165, 107290 (2022)
Hansen, E.V., Johansen, P.: A comparison of adaptive ultrasound reflectometry calibration methods for use in lubrication films. Energies 15, 3240 (2022)
Panda, P.K., Sahoo, B.: PZT to lead free piezo ceramics: a review. Ferroelectrics 474(1), 128–143 (2015)
Kinsler, L.E., et al.: Fundamentals of Acoustics. Wiley, New York (2000)
Brekhovskikh, L.: Waves in Layered Media, vol. 16. Elsevier, Amsterdam (2012)
Pialucha, T., Lowe, M., Cawley, P.: Validity of Different Models of Interfaces in Adhesion and Diffusion Bonded Joints. Review of Progress in Quantitative Nondestructive Evaluation, pp. 1547–1554. Springer, Boston (1993)
Osswald, T., Rudolph, N.: Polymer rheology. Carl Hanser, München (2015)
Barnes, H.A.: Rheology of emulsions—a review. Colloids Surf. A 91, 89–95 (1994)
Buckin, V., Kudryashov, E.: Ultrasonic shear wave rheology of weak particle gels. Adv. Colloid Interface. Sci. 89, 401–422 (2001)
Greenwood, M.S., Adamson, J.D., Bond, L.J.: Measurement of the viscosity–density product using multiple reflections of ultrasonic shear horizontal waves. Ultrasonics 44, e1031–e1036 (2006)
Franco, E.E., Adamowski, J.C., Buiochi, F.: Ultrasonic viscosity measurement using the shear-wave reflection coefficient with a novel signal processing technique. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 57(5), 1133–1139 (2010)
Franco, E.E., et al.: Shear-wave corner retroreflector device for ultrasonic measurement of viscosity. Ultrasonics 117, 106538 (2021)
Chung, J.Y., Blaser, D.A.: Transfer function method of measuring in-duct acoustic properties. I. Theory. J. Acoust. Soc. Am. 68(3), 907–913 (1980)
Dou, P., et al.: Simultaneous measurement of thickness and sound velocity of porous coatings based on the ultrasonic complex reflection coefficient. NDT E Int. 131, 102683 (2022)
Shah, V., Balasubramaniam, K.: Effect of viscosity on ultrasound wave reflection from a solid/liquid interface. Ultrasonics 34(8), 817–824 (1996)
Schirru, M.M., Dwyer-Joyce, R.S.: A model for the reflection of shear ultrasonic waves at a thin liquid film and its application to viscometry in a journal bearing. Proc. Inst. Mech. Eng. Part J 230(6), 667–679 (2016)
Shahidi, M., Pichler, B., Hellmich, C.: Interfacial micromechanics assessment of classical rheological models. I: single interface size and viscosity. J. Eng. Mech. 142(3), 04015092 (2016)
Buiochi, F., et al.: Viscosity measuring cell using ultrasonic wave mode conversion. Ferroelectrics 333(1), 139–149 (2006)
Sheen, S.-H., Chien, H.-T., Raptis, A.C.: Measurement of shear impedances of viscoelastic fluids. In: 1996 IEEE Ultrasonics Symposium. Proceedings, vol. 1. IEEE (1996)
Karra, S., Průša, V., Rajagopal, K.R.: On maxwell fluids with relaxation time and viscosity depending on the pressure. Int. J. Non-Linear Mech. 46(6), 819–827 (2011)
Yin, H., Tao, R.: Improved transfer matrix method without numerical instability. EPL 84(5), 57006 (2008)
Shah, V.V., Balasubramaniam, K.: Measuring Newtonian viscosity from the phase of reflected ultrasonic shear wave. Ultrasonics 38(9), 921–927 (2000)
Von Ramm, O.T., Smith, S.W.: Beam steering with linear arrays. IEEE Trans. Biomed. Eng. 8, 438–452 (1983)
Runrun, H., et al.: Ultrasonic shear-wave reflectometry applied to monitor the dynamic viscosity of reheated edible oil. J. Food Process Eng. 43(6), e13402 (2020)
Gupta, S.V.: New Trends in Viscometers. Viscometry for Liquids, pp. 137–170. Springer, Cham (2014)
Mason, W.P.: Viscosity and shear elasticity measurements of liquids by means of shear vibrating crystals. J. Colloid Sci. 3–2, 147–162 (1948)
Laugier, P., Haïat, G.: Introduction to the physics of ultrasound. Bone Quant. Ultrasound 29–45 (2011)
Kim, M.S., et al.: Transmodal elastic metasurface for broad angle total mode conversion. Appl. Phys. Lett. 112(24), 241905 (2018)
Schirru, M., et al.: Viscosity measurement in a lubricant film using an ultrasonically resonating matching layer. Tribol. Lett. 60(3), 1–11 (2015)
Persson, H.W., Hertz, C.H.: Acoustic impedance matching of medical ultrasound transducers. Ultrasonics 23(2), 83–89 (1985)
Kanja, J., et al.: Non-contact measurement of the thickness of a surface film using a superimposed ultrasonic standing wave. Ultrasonics 110, 106291 (2021)
Manfredi, O.F., et al.: Non-invasive measurement of lubricating oil viscosity using an ultrasonic continuously repeated chirp shear wave. Ultrasonics 94, 332–339 (2019)
Kendall, K., Tabor, D.: An ultrasonic study of the area of contact between stationary and sliding surfaces. Proc. R. Soc. Lond. A 323(1554), 321–340 (1971)
Tattersall, H.G.: The ultrasonic pulse-echo technique as applied to adhesion testing. J. Phys. D 6(7), 819 (1973)
Achenbach, J.: Wave Propagation in Elastic Solids. Elsevier, Amsterdam (2012)
Baik, J.-M., Thompson, R.B.: Ultrasonic scattering from imperfect interfaces: a quasi-static model. J. Nondestr. Eval. 4(3), 177–196 (1984)
Kinra, V.K., Iyer, V.R.: Ultrasonic measurement of the thickness, phase velocity, density or attenuation of a thin-viscoelastic plate. Part I: the forward problem. Ultrasonics 33(2), 95–109 (1995)
Yao, G.-J., Zhang, H.-R., Wang, K.-X.: A calculation approach for acoustic impedance and time-of-flight of an embedded elastic thin layer by ultrasound. J. Phys. D 39(21), 4643 (2006)
Yao, G.-J., et al.: Wave Impedance Inversion method and image examples of the objective layer between the casing and the formation. Chin. J. Geophys. 48(4), 1032–1042 (2005)
Pialucha, T., Guyott, C.C.H., Cawley, P.: Amplitude spectrum method for the measurement of phase velocity. Ultrasonics 27(5), 270–279 (1989)
Pialucha, T.P.: The reflection coefficient from interface layers in NDT of adhesive joints. (1992)
Drinkwater, B., Cawley, P.: Measurement of the frequency dependence of the ultrasonic reflection coefficient from thin interface layers and partially contacting interfaces. Ultrasonics 35(7), 479–488 (1997)
Drinkwater, B.W., Dwyer-Joyce, R.S., Cawley, P.: A study of the interaction between ultrasound and a partially contacting solid—solid interface. Proc. R. Soc. Lond. Ser. A 452(1955), 2613–2628 (1996)
Drinkwater, B.W., Dwyer-Joyce, R.S.: The on-line measurement of lubricant film thickness for condition monitoring. Insight-Non-Destr. Test. Cond. Monit. 46(8), 456–460 (2004)
Gonzalez-Valadez, M., Dwyer-Joyce, R.S., Lewis, R.: Ultrasonic reflection from mixed liquid-solid contacts and the determination of interface stiffness. In: Tribology and Interface Engineering Series, vol. 48, pp. 313–320. Elsevier (2005)
Reddyhoff, T., et al.: The phase shift of an ultrasonic pulse at an oil layer and determination of film thickness. Proc. Inst. Mech. Eng. Part J 219(6), 387–400 (2005)
Afferrante, L., Bottiglione, F., Putignano, C., Persson, B., Carbone, G.: Elastic contact mechanics of randomly rough surfaces: an assessment of advanced asperity models and persson’s theory. Tribol. Lett. 66(2), 75 (2018)
Archard, J., Hirst, W.: “The wear of metals under unlubricated conditions. Proc. R. Soc. Lond. A 236–1206, 397–410 (1956)
Bush, A.W., Gibson, R.D., Thomas, T.R.: The elastic contact of a rough surface. Wear 35(1), 87–111 (1975)
Kæseler, R.L., Johansen, P.: Adaptive ultrasound reflectometry for lubrication film thickness measurements. Meas. Sci. Technol. 31(2), 025108 (2019)
Kæseler, R.L., Johansen, P.: Spectrum estimation in autocalibration of ultrasonic reflectometry methods for lubrication film thickness measurements. In: Proceedings of the 6th International Conference on Control, Mechatronics and Automation (2018)
Jocker, J.: Ultrasonic wave propagation in heterogeneous elastic and poroelastic media (2005)
Tatzgern, F.: Ultrasonic film thickness and viscosity measurements in lubricated contacts. Master thesis TU Wien (2021)
Reddyhoff, T., Dwyer-Joyce, R., Harper, P.: Ultrasonic measurement of film thickness in mechanical seals. Seal. Technol. 2006(7), 7–11 (2006)
Harper, P.: Measurement of film thickness in lubricated components using ultrasonic reflection. PhD thesis, University of Sheffield (2008)
Inamura, T.: The effect of bonding materials on the characteristics of ultrasonic delay lines with piezoelectric transducers. Jpn. J. Appl. Phys. 9(3), 255 (1970)
Bilgunde, P.N., Bond, L.J.: High temperature ultrasonic immersion measurements using a BS-PT based piezoelectric transducer without a delay line. In: AIP Conference Proceedings, vol. 1949, no. 1. AIP Publishing LLC (2018)
Amini, M.H., Sinclair, A.N., Coyle, T.W.: A new high-temperature ultrasonic transducer for continuous inspection. IEEE Trans. Ultrasonics Ferroelectr. Freq. Control 63(3), 448–455 (2016)
Baba, A., Searfass, C.T., Tittmann, B.R.: High temperature ultrasonic transducer up to 1000 C using lithium niobate single crystal. Appl. Phys. Lett. 97(23), 232901 (2010)
Kazys, R., Vaskeliene, V.: High temperature ultrasonic transducers: a review. Sensors 21(9), 3200 (2021)
Bhadwal, N., et al.: Dry coupling of ultrasonic transducer components for high temperature applications. Sensors 19(24), 5383 (2019)
Dwyer-Joyce, R.S.: The application of ultrasonic NDT techniques in tribology. Proc. Inst. Mech. Eng. Part J 219(5), 347–366 (2005)
Wutzlhofer, D.: Entwicklung einer Steuereinheit für Ultraschallsensoren, Master thesis Fachhochschule Wiener Neustadt (2022)
Buiochi, F., Adamowski, J.C., Furukawa, C.M:. Measurement of viscosity using wave mode conversion. In: 1998 IEEE Ultrasonics Symposium. Proceedings (Cat. No. 98CH36102), vol. 2. IEEE (1998)
ASTM E 1065M-20. Standard guide for evaluating characteristics of ultrasonic search units (2020)
Mills, R.S., Avan, E.Y., Dwyer-Joyce, R.S.: Piezoelectric sensors to monitor lubricant film thickness at piston–cylinder contacts in a fired engine. Proc. Inst. Mech. Eng. Part J 227(2), 100–111 (2013)
Nandi, A.K., Mampel, D., Roscher, B.: Blind deconvolution of ultrasonic signals in nondestructive testing applications. IEEE Trans. Signal Process. 45(5), 1382–1390 (1997)
Wei, L., Huang, Z.-Y., Que, P.-W.: Sparse deconvolution method for improving the time-resolution of ultrasonic NDE signals. NDT E Int. 42(5), 430–434 (2009)
Sin, S.-K., Chen, C.-H.: A comparison of deconvolution techniques for the ultrasonic nondestructive evaluation of materials. IEEE Trans. Image Process. 1(1), 3–10 (1992)
Huynh, N., et al.: Single-pixel optical camera for video rate ultrasonic imaging. Optica 3(1), 26–29 (2016)
Dou, P., et al.: A finite-element-aided ultrasonic method for measuring central oil-film thickness in a roller-raceway tribo-pair. Friction 10(6), 944–962 (2022)
McSkimin, H.J.: Measurement of dynamic shear viscosity and stiffness of viscous liquids by means of traveling torsional waves. J. Acoust. Soc. Am. 24(4), 355–365 (1952)
Barlow, A.J., Harrison, G., Lamb, J.: Viscoelastic relaxation of polydimethylsiloxane liquids. Proc. R. Soc. Lond. Ser. A 282(1389), 228–251 (1964)
Barlow, A.J., Lamb, J.: The visco-elastic behaviour of lubricating oils under cyclic shearing stress. Proc. R. Soc. Lond. Ser. A 253(1272), 52–69 (1959)
Stegeman, G.I.A., Stoicheff, B.P.: Spectrum of light scattering from thermal shear waves in liquids. Phys. Rev. A 7(3), 1160 (1973)
Matheson, A.J.: Liquids for bonding ultrasonic transducers at low temperatures. J. Phys. E: Sci. Instrum. 4(10), 796 (1971)
Martin, P.M., et al.: Piezoelectric films for 100-MHz ultrasonic transducers. Thin Solid Films 379(1–2), 253–258 (2000)
Sahnoune, A., Massines, F., Piché, L.: Ultrasonic measurement of relaxation behavior in polystyrene. J. Polym. Sci. Part B 34(2), 341–348 (1996)
Stolojanu, V., Prakash, A.: Characterization of slurry systems by ultrasonic techniques. Chem. Eng. J. 84(3), 215–222 (2001)
Sun, Z., Voigt, T., Shah, S.P.: Rheometric and ultrasonic investigations of viscoelastic properties of fresh Portland cement pastes. Cem. Concr. Res. 36(2), 278–287 (2006)
Periyannan, S., Balasubramaniam, K.: Multi-level temperature measurements using ultrasonic waveguides. Measurement 61, 185–191 (2015)
Samet, N., Maréchal, P., Duflo, H.: Ultrasonic characterization of a fluid layer using a broadband transducer. Ultrasonics 52(3), 427–434 (2012)
Greenwood, M.S., Bamberger, J.A.: Ultrasonic sensor to measure the density of a liquid or slurry during pipeline transport. Ultrasonics 40(1–8), 413–417 (2002)
Hoche, S., Hussein, M.A., Becker, T.: Density, ultrasound velocity, acoustic impedance, reflection and absorption coefficient determination of liquids via multiple reflection method. Ultrasonics 57, 65–71 (2015)
Zhu, X., Zhong, C., Zhe, J.: Lubricating oil conditioning sensors for online machine health monitoring—a review. Tribol. Int. 109, 473–484 (2017)
Wu, T.H., et al.: Progress and trend of sensor technology for on-line oil monitoring. Sci. China Technol. Sci. 56(12), 2914–2926 (2013)
Saggin, R., Coupland, J.N.: Oil viscosity measurement by ultrasonic reflectance. J. Am. Oil. Chem. Soc. 78(5), 509–511 (2001)
Franco, E.E., et al.: Viscosity measurement of Newtonian liquids using the complex reflection coefficient. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 55(10), 2247–2253 (2008)
Schirru, M.: Development of an Ultrasonic Sensing Technique to measure Lubricant Viscosity in Engine Journal Bearing In-Situ. Springer, New York (2017)
Schirru, M., Adler, M.: An ultrasonic rheometer to measure gas absorption in ionic liquids: design, calibration and testing. Sensors 20(12), 3544 (2020)
Schirru, M.M., et al.: In situ measurement of journal bearing lubricant viscosity by means of a novel ultrasonic measurement technique using matching layer. Tribol. Trans. 61(1), 157–167 (2018)
Mills, R., et al.: A modified auto-engine oil drain plug for in situ ultrasonic viscosity monitoring. In: Society of Tribologists and Lubrication Engineers Annual Meeting and Exhibition, pp. 100–102 (2016)
Pau, M., Aymerich, F., Ginesu, F.: Ultrasonic measurement of nominal contact area and contact pressure in a wheel/rail system. Proc. Inst. Mech. Eng. F 214, 231–243 (2000)
Chen, H., et al.: Estimation of wheel/rail adhesion coefficient under wet condition with measured boundary friction coefficient and real contact area. Wear 271(1–2), 32–39 (2011)
Dwyer-Joyce, R.S., Drinkwater, B.W., Donohoe, C.J.: The measurement of lubricant–film thickness using ultrasound. Proc. R. Soc. Lond. Ser. A 459(2032), 957–976 (2003)
Albahrani, S.M.B., et al.: A review of in situ methodologies for studying elastohydrodynamic lubrication. Proc. Inst. Mech. Eng. Part J 230(1), 86–110 (2016)
Beamish, S., et al.: Circumferential film thickness measurement in journal bearings via the ultrasonic technique. Tribol. Int. 148, 106295 (2020)
Dou, P., et al.: Ultrasonic measurement of oil film thickness in a four-layer structure for applications including sliding bearings with a thin coating. NDT E Int. 131, 102684 (2022)
Zhang, J., Drinkwater, B.W., Dwyer-Joyce, R.S.: Acoustic measurement of lubricant-film thickness distribution in ball bearings. J. Acoust. Soc. Am. 119(2), 863–871 (2006)
Mills, R., Vail, J.R., Dwyer-Joyce, R.: Ultrasound for the non-invasive measurement of internal combustion engine piston ring oil films. Proc. Inst. Mech. Eng. Part J 229(2), 207–215 (2015)
Carretta, Y., et al.: Ultrasonic roll bite measurements in cold rolling–Roll stress and deformation. J. Mater. Process. Technol. 249, 1–13 (2017)
Hunter, A.: Ultrasonic measurements of the strip thickness, lubricant film thickness, roll deflection and roll stress in the roll bite in the cold rolling of steel. PhD thesis, University of Sheffield (2018)
Nicholas, G., Clarke, B.P., Dwyer-Joyce, R.S.: Detection of lubrication state in a field operational wind turbine gearbox bearing using ultrasonic reflectometry. Lubricants 9(1), 6 (2021)
Li, M., et al.: Ultrasound measurement of lubricant-film thickness distribution in cylindrical roller bearings. In: 2013 IEEE International Symposium on Assembly and Manufacturing (ISAM). IEEE (2013)
Jia, Y., et al.: Temperature compensation strategy for ultrasonic-based measurement of oil film thickness. Wear 476, 203640 (2021)
Tatzgern, F., Schirru, M., Varga, M.: Next sensor generation towards Green Energy: Introducing the tribo-acoustic pin. Poster accent and tecnet equity Innovation Award (2022)
Schirru, M. et al.: AC2T research GmbH Vorrichtung zur Bestimmung chemisch-physikalischer Eigenschaften in einem tribologischen System, Austrian Patent A 50205/2021, submitted 03 (2021)
DIN 51834-1:2010-11. Testing of lubricants—Tribological test in the translatory oscillation apparatus—Part 1: general working principles (2010)
Zhang, K, et al.: Ultrasonic measurement of oil film thickness between the roller and the inner raceway in a roller bearing. Ind. Lubr. Tribol. (2015)
Fleming, W.J.: New automotive sensors—a review. IEEE Sens. J. 8(11), 1900–1921 (2008)
Bhatt, G. et al.: MEMS sensors for automotive applications: a review. Sens. Autom. Aerosp. Appl. 223–239 (2019)
Jadali, A.M., et al.: Decommissioning vs. repowering of offshore wind farms—a techno-economic assessment. Int. J. Adv. Manuf. Technol. 112(9), 2519–2532 (2021)
Carullo, A., Parvis, M.: An ultrasonic sensor for distance measurement in automotive applications. IEEE Sens. J. 1(2), 143 (2001)
Dwyer-Joyce, R.S., Reddyhoff, T., Drinkwater, B.W.: Operating limits for acoustic measurement of rolling bearing oil film thickness. Tribol. Trans. 47(3), 366–375 (2004)
Yu, M., et al.: Exact analytical solution to ultrasonic interfacial reflection enabling optimal oil film thickness measurement. Tribol. Int. 151, 106522 (2020)
Brunskill, H., Harper, P., Lewis, R.: The real-time measurement of wear using ultrasonic reflectometry. Wear 332, 1129–1133 (2015)
Reddyhoff, T., et al.: Auto-calibration of ultrasonic lubricant-film thickness measurements. Meas. Sci. Technol. 19(4), 045402 (2008)
Lin, H., Gillis, K.A., Zhang, J.T.: Characterization of piezoelectric ceramic transducer for accurate speed-of-sound measurement. Int. J. Thermophys. 31(7), 1234–1247 (2010)
Setter, N., et al.: Ferroelectric thin films: Review of materials, properties, and applications. J. Appl. Phys. 100(5), 051606 (2006)
Zhang, X., Hillenbrand, J., Sessler, G.M.: Thermally stable fluorocarbon ferroelectrets with high piezoelectric coefficient. Appl. Phys. A 84(1), 139–142 (2006)
Sukesha, R.V., Kumar, N.: Effect of electric field and temperature on dielectric constant and piezoelectric coefficient of piezoelectric materials: a review. Integr. Ferroelectr. 167(1), 154–175 (2015)
Bair, S.S.: High Pressure Rheology for Quantitative Elastohydrodynamics. Elsevier, Amsterdam (2019)
Vijigiri, V., et al.: Finite element modelling and investigation of the interaction between an ultrasonic wave and a discontinuous interface. Conference Paper at 44th Leeds-Lyon Symposium on Tribology, arXiv:2205.12333 (2022)
Schirru, M., Dwyer-Joyce, R., Vergoz, L.: A new ultrasonic rheometer for space exploration in lander missions. Rheol. Acta 58(1), 47–61 (2019)
Kankare, J.: Sauerbrey equation of quartz crystal microbalance in liquid medium. Langmuir 18(18), 7092–7094 (2002)
Uchino, K.: Piezoelectric actuators 2006. J. Electroceram. 20(3), 301–311 (2008)
Sanchez-Rojas, J.L., et al.: Modal optimization and filtering in piezoelectric microplate resonators. J. Micromech. Microeng. 20(5), 055027 (2010)
Song, S.-P., Que, P.-W.: Wavelet based noise suppression technique and its application to ultrasonic flaw detection. Ultrasonics 44(2), 188–193 (2006)
Wen, H., Bennett, E., Wiesler, D.G.: Shielding of piezoelectric ultrasonic probes in Hall effect imaging. Ultrason. Imaging 20(3), 206–220 (1998)
Qiu, L., et al.: Design of piezoelectric transducer layer with electromagnetic shielding and high connection reliability. Smart Mater. Struct. 21(7), 075032 (2012)
Gottlieb, E.J., et al.: Development of a high-frequency (> 50 MHz) copolymer annular-array, ultrasound transducer. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 53(5), 1037–1045 (2006)
Shibata, K., et al.: Applications of lead-free piezoelectric materials. MRS Bull. 43(8), 612–616 (2018)
Song, X., et al.: Piezoelectric component fabrication using projection-based stereolithography of barium titanate ceramic suspensions. Rapid Prototyping J. 23(1), 44–53 (2017)
Kühner, L., et al.: Radial bound states in the continuum for polarization-invariant nanophotonics. Nat. Commun. 13, 4992 (2022)
Selby, T.W., Miller, G.: Very high shear rate viscometry. In: International Tribology Conference (1995)
Taylor, R.I., et al.: Shear rates in engines and implications for lubricant design.". Proc. Inst. Mech. Eng. Part J 231(9), 1106–1116 (2017)
ASTM D 7109—22: Standard Test Method for Shear Stability of Polymer Containing Fluids Using a European Diesel Injector Apparatus at 30 and 90 Cycles (2022)
Cox, W.P., Merz, E.H.: Correlation of dynamic and steady flow viscosities. J. Polym. Sci. 28–118, 619–622 (1958)
Winter, H.H.: Three views of viscoelasticity for Cox-Merz materials. Rheol. Acta 48(3), 241–243 (2009)
Laun, H.M.: Prediction of elastic strains of polymer melts in shear and elongation. J. Rheol. 30, 459–501 (1986)
Bair, S., et al.: Oscillatory and steady shear viscosity: the Cox-Merz rule, superposition, and application to EHL friction. Tribol. Int. 79, 126–131 (2014)
Bair, S.S., et al.: New EHL modeling data for the reference liquids squalane and squalane plus polyisoprene. Tribol. Trans. 61(2), 247–255 (2018)
Ash, D.C., et al.: Viscosity measurement of industrial oils using the droplet quartz crystal microbalance. Meas. Sci. Technol. 14(11), 1955 (2003)
Larson, R.G.: Constitutive Equations for Polymer Melts and Solutions: Butterworths Series in Chemical Engineering. Butterworth-Heinemann, Oxford (2013)
Sochi, T.: Non-Newtonian flow in porous media. Polymer 51(22), 5007–5023 (2010)
Spikes, H.: The history and mechanisms of ZDDP. Tribol. Lett. 17(3), 469–489 (2004)
Agoston, A., Keplinger, F., Jakoby, B.: Evaluation of a vibrating micromachined cantilever sensor for measuring the viscosity of complex organic liquids. Sens. Actuators A 123, 82–86 (2005)
Brenchley, R.T.: Viscosity Measurements Using a Multiple Frequency Matching Layer Viscometer. PhD thesis, University of Sheffield (2021)
Glock, A.-C.: Explaining a random forest with the difference of two ARIMA models. Procedia Comput. Sci. 180, 476–481 (2021)
Prost, J., et al.: Lifetime assessment of porous journal bearings using joint time-frequency analysis of real-time sensor data. Tribol. Int. 169, 107488 (2022)
Pandiyan, V. et al.: Long short-term memory based semi-supervised encoder—decoder for early prediction of failures in self-lubricating bearings. Friction (2022)
Prost, J., et al.: Semi-supervised classification of the state of operation in self-lubricating journal bearings using a random forest classifier. Lubricants 9(5), 50 (2021)
Pandiyan, V., et al.: Identification of abnormal tribological regimes using a microphone and semi-supervised machine-learning algorithm. Friction 10(4), 583–596 (2022)
Funding
This work was funded by the “Austrian COMET-Program” (Project InTribology, no. 872176) via the Austrian Research Promotion Agency (FFG) and the Provinces of Niederösterreich and Vorarlberg and was carried out within the “Excellence Centre of Tribology” (AC2T research GmbH).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schirru, M., Varga, M. A Review of Ultrasonic Reflectometry for the Physical Characterization of Lubricated Tribological Contacts: History, Methods, Devices, and Technological Trends. Tribol Lett 70, 129 (2022). https://doi.org/10.1007/s11249-022-01670-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-022-01670-8