
Abstract
Archard’s wear law encounters challenges in accurately predicting wear damage and volumes, particularly in complex situations like asperity–asperity collisions. A modified model is proposed and validated, showcasing its ability to predict wear in adhesive contacts with better accuracy than the original Archard’s wear law. The model introduces an improved wear coefficient linked to deformation energy, creating a spatially varying relationship between wear volume and load and imparting a non-linear characteristic to the problem. The improved wear model is coupled with the Boundary Element Method (BEM), assuming that the interacting surfaces are semi-infinite and flat. The deformation energy is calculated from the normal contact pressure and displacements, which are the common outputs of BEM. By relying solely on these outputs, the model can efficiently predict the correct shape and volume of the adhesive wear particle, without resorting to large and often slow models. An important observation is that the wear coefficient is expected to increase based on the accumulated deformation energy along the direction of frictional force. This approach enhances the model’s capability to capture complex wear mechanisms, providing a more accurate representation of real-world scenarios.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Adhesive wear is one of the most common types of wear and occurs when the adhesive forces cause wear particles to detach from the contact surfaces during sliding. In 1958, Rabinowicz [1] proposed that the deformation energy stored during contact is used to determine the size of loose wear particles. Among the first to relate the volume losses due to wear with the normal load were Rabinowicz and Tabor [2]. Bowden and Tabor [3] recognized that all surfaces are rough and deduced a relation between the real contact area and load. Following this, Archard [4] developed the familiar wear equation which states that the wear rate is proportional to the real contact area, determined from the load and surface hardness. The proportionality constant was later known as the Archard’s wear coefficient. Archard theorized that the wear coefficient is a measure of probability of wear particle formation and is determined empirically. This is often regarded as one of the simplest models for predicting wear. However, its limitations become evident when attempting to simulate wear in complex mechanisms, such as micro-scaled asperity collisions. In these collisions, additional factors such as elasto-plastic material behavior and fracture mechanics play a significant role in influencing the wear behavior, as reviewed by Vakis et al. [5]. For completeness, it is worth mentioning that Holm [6] presented a similar wear model as Archard already in the 1950s.
Recently, Aghababaei et al. [7, 8] calculated a critical junction size that determined the formation of wear particles based on molecular dynamics. In their study, they concluded that the linear Archard’s wear law is inadequate in the severe wear regime. This inadequacy can be linked to the presence of large wear particles, which add further complexities to wear mechanisms during sliding motion. Their model provides valuable insight into the nature of nano-scale wear mechanisms and is considered as pioneering work in the field. There are, however, few aspects to consider in their findings. Firstly, their model focuses solely on assessing the validity of the linear Archard’s wear law without attempting any modifications aimed at enhancing its predictive capabilities. Secondly, closely related to the first issue, the practicality of this model for studying contact between rough surfaces remains uncertain, especially when dealing with scales much larger than those typically considered in atomistic simulations.
Based on these previous studies, there seems to be a lack of understanding regarding the expected characteristics of Archard’s wear coefficient and the appropriate methodology for its determination. In a recent study by Brink et al. [9], the investigation into the effect of asperity junction size on the wear coefficient was carried out. Their results highlight many of the difficulties that must be overcome to obtain it, concluding that the wear coefficient cannot be assumed to remain constant across different cases. Several attempts have been made to calculate the wear coefficient, considering its dependence on various tribological properties and applied loads. For example, Frérot et al. [10] proposed a method based on first principles, while Zhang et al. [11] developed an advanced finite element model to simulate adhesive wear. Their model allows for the calculation of the wear coefficient across a wide range of loads. However, it must be emphasized that most of the research has not resulted in any accurate prediction of the wear coefficient, especially in the context of asperity-to-asperity contacts.
The aim of the present work is to develop a new method for calculating the wear coefficient, specifically based on the deformation energy. In the current paper, the aim is not to derive a novel wear law but rather to suggest a fresh interpretation of the Archard’s wear coefficient. This interpretation does not represent a statistical measure but instead, an energy quantity associated with crack propagation. The link between deformation energy and wear particle formation was already established in [1] and serves a good motivation for this study to explore this relation further. For example, a higher load, i.e., higher deformation energy, can potentially lead to an increase in the Archard’s wear coefficient [10]. In [10], the Archard’s wear coefficient was determined as an average statistical measure within a multi-asperity contact framework. However, this approach also implies that K is unlikely to be identical for all single-asperity contacts involved in such a framework.
The present model uses an elastic–plastic contact mechanics solver developed by Almqvist et al. [12] which calculates the normal pressure and displacements under the assumption that the pressure is always equal to or below the hardness limit. This is the preferred choice of solver due to its simplicity and utilization of the Fast Fourier Transform that facilitates fast simulations. The present study also compares the model results with the model by the authors [13] and those obtained by Zhang and Etsion. [14], which have already been both experimentally and analytically validated. The comparative study aims to assess the validity of the present wear model.
The main research questions are as follows.
-
1.
How can wear be effectively modeled by considering only normal displacements and normal pressure, the parameters used in Archard’s wear law, while still accounting for advanced mechanisms in wear mechanics?
-
2.
How does the deformation energy influence the wear coefficient?
-
3.
During sliding motion, how should the wear coefficient vary spatially in the contact region?
The significance and novelty of the proposed model can be explained according to the following. Since wear is commonly known to be complex and non-linear in real-world applications, the simplicity and linearity of Archard’s wear law may lead to inadequacies, especially at the asperity scale where the relation between pressure and wear is more complex. The novelty in the current study lies in the improvement of the relationship between wear and load by introducing a more sophisticated way of obtaining the wear coefficient through the deformation energy. This method of calculating the wear coefficient provides accurate predictions for both wear volume and wear particle shapes. The model facilitates the effective utilization of contact mechanics solvers, relying on pressure and normal displacements, to accurately simulate wear behavior in mechanical systems. This minimizes the need for sophisticated tools like the finite element method, which requires large models and often exhibits slow convergence, primarily due to its high computational expense.
2 Theoretical Background
This section presents the two main theories of the model, the contact mechanics and wear loss.
2.1 Contact Mechanics
The contact mechanics model utilized here is based on the Boundary Element Method (BEM) and was first introduced by Almqvist and Sahlin [12, 15]. It assumes that the surfaces in contact are made of materials which are linearly elastic and perfectly plastic. The main problem is to minimize the energy over the contact area \(\Omega _c\), i.e.,
where \(u_e\) is the elastic displacement, p is the pressure, g is the initial gap between the surfaces, \(\delta\) is the interference (rigid body movement), and \(p_L\) is the hardness. Furthermore, the elastic displacement can be computed by the Boussinesq equation valid for elastic half-spaces:
where \(E^{*}\) is the combined elastic modulus of the contacting bodies with modulus \(E_1\) and \(E_2\), defined as follows:
The efficiency of the contact mechanics solver is attributed to the fast calculation of \(u_e\), facilitated by the Fast Fourier Transform (FFT) operation in Eq. (2). To account for plasticity, the pressure solution is always ensured to be at or below the hardness limit \(p_L\). When this is done, the plastic displacements \(u_p\) can be computed by the following equation:
where \(\Omega _{p_L}\) refers to the domain of the plastic points.
2.2 Wear Model
The link between wear volume, load, and displacement is established by Archard’s wear coefficient. It is evident that this relationship is, among other surface related characteristics, impacted by fracture mechanics, which, in turn, is influenced by stresses and displacements. Hence, to improve it and account for these complexities, it is important to establish a good understanding of the mechanisms behind crack initiation and propagation associated with it. In this section, a basic theoretical background is provided. Before delving into the details of this work, it is important to clarify that the present approach does not aim to provide a deterministic method for calculating the crack energy due to sliding motion. One of the key assumptions made in this model is that the energy supply only comes from normal load and normal displacements. Therefore, this approach relies on the notion that the crack energy can be approximated by the deformation energy resulting from the contact pressure and normal displacements. The approach taken here is done in manner that serves the specific objectives of the current work, i.e., to remain within the boundaries of normal contact and improve the Archard’s wear law. The theoretical background presented in this section is valid for circular contacts, but they may be extended to other cases.
Some of the assumptions and limitations of the model are presented below.
-
Only normal contact is considered. Consequently, the energy supplied for crack growth is assumed to originate from normal load and displacements.
-
For the present model, the surfaces in contact are assumed to be elasto-plastic half-spaces and the normal displacements are computed using the Boussinesq theory.
-
The contact is assumed to be dry and free of any third body particles.
-
Surfaces which come into contact are considered permanently adhered to each other. Consequently, during sliding, fracture should occur regardless of the size of the load.
-
Only circular contacts are considered. This is typically the case for contact between spherical-shaped asperities.
-
The material of the surfaces in contact are metals.
-
Although relevant, the effect of sliding velocity and frictional energy is not considered.
-
The analysis is limited to ductile fracture types.
An illustration of the contact problem is given in Fig. 1. Two hemisphere-shaped asperities with radius \(R_1\) and \(R_2\) make contact under a load P, after which one of the hemispheres is moved in the \(x_1\)-direction, while the other remains fixed. When the asperities come into contact, the surfaces are adhered. The subsequent sliding motion draws its adhered zone in the direction of sliding. Eventually, this results in an accumulation of stress until fracture occurs, accompanied by material transfer. For this reason, in the present work, the adhesive wear and material transfer will be treated as a type of fracture problem. The objective here is therefore to analyze the contact area and the crack growth behavior within the contact region induced by the load and the initiation of motion.

A side view of the problem (left) and a bottom view (right) of the upper surface contact area. A magnified view of the side is also shown in the top-right corner. The dashed arrow shows the effective crack direction and length c, starting from the leading edge (\(c_1\)) and pointing at the crack tip where the total contact width in the \(x_2\) direction is \(d_w\). A similar analysis can be done for the lower surface, where the crack originates at \(c_2\) and moves in the opposite \(x_1\)-direction
According to Bueckner’s [16] framework in linear elastic fracture mechanics, by considering constant load and plane strain conditions free from any shear stresses, the energy per unit thickness at the crack front is estimated by integrating the product of the stress field component \(\sigma _n\), normal to the crack face, i.e., \(x_3\)-direction, and its resulting normal displacement, v, along the crack path. This was influenced by the broader theoretical framework established by Irwin in 1957 [17]. The strain energy per unit thickness is found by integrating the stress \(\sigma _n\) along the crack path from the crack initiation point \(c_1\) to the current crack length \(c_1+c\) in the \(x_1\)-direction.
The equation above describes the elastic strain energy difference for crack growth along the effective crack propagation direction, see Fig. 1. The crack length \(c = c(x_1)\) describes the extension of the crack and is a function of \(x_1\). In the present case involving contact and sliding between two surfaces, the effective crack propagation direction aligns with the direction of the frictional force. Although, in reality, the fracture should occur along the contact edge throughout its circumference, it is more convenient to follow the effective direction. This convention simplifies the calculation of energies due to its one-dimensional nature. To find the total elastic energy in the contact area, the expression above can be integrated once again in the direction of the contact width, i.e., \(x_2\)-direction. An important parameter that is assumed to affect the wear calculations is the contact area. This is assumed to play an important role since it is closely related to the crack surface area and, therefore, the energy release rate [16]. For this reason, the elastic energy is normalized with the contact area \(A_c\) and hence reads
where \(d_l\) is the contact diameter for a circular contact, \(c_1\) is the location of the crack originating from the leading edge of the upper surface, \(c_2 = c_1 + d_l\) is the location of the crack originating from the leading edge of the lower surface, \(d_1\) marks the location of the outermost edge at the crack tip, \(d_w = d_w(c)\) is the entire contact width at crack tip \(c_1 + c\), \(x_2\) is the dimension perpendicular to the sliding direction, \(x_1\) is the dimension parallel to the sliding direction, and \(A_c\) is a reference area related to the contact area. The equation above only considers the stored available energy for extending an already present crack. However, the dissipative energy, which includes plastic strain energy, is the energy needed to initiate the crack and also to support its propagation in materials that undergo plastic behavior. Hence, the total crack energy, \(E_c\), reads
where \(E_p\) is the energy cost associated with plastic work. This quantifies the total energy on the crack surface and is of particular interest in the present work. It is important to observe the direction of crack propagation during the sliding motion, which is different for each interacting surface, pointing in opposite directions. This means that the determination of \(E_{c}\) relies on which surface is under examination and will therefore be changed to \(E_{c,i}\), referring to surface i. The energy terms are identical with the exception that they are mirrored variants of one another due to opposite direction of crack growth. For each surface, the leading edge refers to the point where the crack initiates and subsequently propagates, eventually extending to the trailing edge, thus spanning the entire length of the contact in the sliding direction. According to the effective crack direction and assuming that a purely normal load is applied prior to sliding, the energy for the upper surface (\(i = 1\)) and the lower surface (\(i = 2\)) can alternatively be approximated in terms of normal pressure and displacement, i.e.,
The pressure p, plastic and elastic displacements \(u_{p,i}\), and \(u_{e,i}\) are obtained by the contact mechanics model [12].
The deviation of Eq. (8) from Bueckner’s integral is primarily in the use of external contact pressure rather than stress. Bueckner’s integral typically considers the scalar product of stress and displacement along the crack path. In contrast, this approach focuses on normal pressure and normal displacements, normalized by the contact area. This modification is motivated by the need to quantify energy supplied to the system through pressure-induced displacements in adhesive contacts. Normal pressure is a key factor in these contacts, especially under conditions involving sliding. By tailoring the integral to these needs, the cumulative effect of applied loads and displacements on crack energy growth is effectively captured. This approach is in line with the study of Bueckner, who stated that the energy supplied to the system for crack extension is closely related to the mechanical work done by external forces, such as pressure, on the material. Despite differing in formulation, this approach adheres to the relation between crack growth and energy supply and addresses the present works specific research objectives.
The energy calculated from Eq. (8) is the only source used to cover the cost to extend the crack length. Although Eq. (5) provides the energy supply that is available from stored elastic energy, it does not represent the total supplied energy for both crack initiation and its extension. This is because there is a cost associated with plastic dissipation, which must also be covered before fracture can occur. In Eq. (8), the plastic displacement is included in the model to account for the cost of dissipated energy needed to initiate the crack in ductile materials. This assumption can be valid for many materials exhibiting ductile fracture, as discussed by Sun and Jin [18]. When a crack propagates through such a material, it can encounter regions of plastic deformation ahead of the crack tip. In these regions, the material undergoes plastic deformations, which consumes mechanical energy and increases the energy cost required for crack initiation and propagation.
Equation (8) suggests that the energy needed for crack propagation increases along the direction of friction, and is in line with the description from Bueckner [16] and Griffith [19]. The expression deduced in Eq. (8) is interpreted as the measure of energy difference between two distinct spatial points: one where the crack length is zero and the other where it reaches the length c. Notice that no fracture criteria are used to initiate the crack, this is because of one of the assumptions used in the model, i.e., that full-stick contact condition is used. This means that the crack is always assumed to propagate, as long as there is contact and sliding. Also, as will be discussed below, the energy will be incorporated into the Archard’s wear law, which itself does not rely on any fracture criteria to model wear.
The energy terms calculated with Eq. (8) implies two things. Firstly, the crack opening energy is independent of the direction perpendicular to the sliding direction. This is because the integration on the \(x_2\)-direction is performed over the entire width at crack tip, unlike in the \(x_1\)-direction where the integration stops at \(c_1+c\). Secondly, initially small at the contact leading edge, the crack opening energy accumulates and reaches its maximum at the trailing edge. As the contact is two-dimensional, an extension of the one-dimensional energy \(E_{c,i}(x_1,c)\) is performed across the contact width in the \(x_2\)-direction. This process involves the replication of \(E_{c,i}(x_1,c)\) and results in an extended two-dimensional energy term, denoted as \(E_{c,i}^{ext} = E_{c,i}^{ext}(x_1,x_2,c)\), effectively covering the entire width of the contact. This means that for any arbitrary values of c, \(x_1\), and \(x_2\), the following should always hold
The classical Archard’s wear law sets a linear relation between the wear volume and load, i.e.,
where \(\Delta h_{0}\) is the adhesive wear depth and K is the wear coefficient and a constant. In the present wear model, the wear coefficient is assumed to be directly proportional to the corresponding crack energy for each surface. Thus, the modified Archard’s wear law for surface i reads
where \(K_0\) is a proportionality constant and system dependent. The basis for deriving the wear coefficient in this manner is based on three simple wear characteristics:
-
1.
The energy \(E_{c,i}^{ext}\) is provided by the applied load to initiate crack opening, acting as a bridge that relates the stress (i.e., load) to the crack opening (i.e., wear). Thus, it serves a similar function as Archard’s wear constant, specifically relating load and wear volume.
-
2.
Likewise \(E_{c,i}^{ext}\), the wear coefficient \(K = K_0 \cdot E_{c,i}^{ext}\) is expected to be a spatially varying parameter, \(K = K(x_1,x_2)\), which is small at the leading edge of the contact and large toward the trailing edge, as shown in Fig. 2. Although this is an assumption made in the model, it is supported by the findings of Frerot et al. [10].
-
3.
Inside the circular contact region, the spatial variability of the wear coefficient along the \(x_2\)-direction should be negligible. This is simply because most of the deformation is along the sliding direction.
Assuming a proportional relationship between the energy in Eq. (8) and wear coefficient suggests higher energy dissipation areas are more prone to wear. Thus, in doing so, it anticipates qualitative wear behavior induced by normal load and sliding, providing a comprehensive understanding of material degradation processes. Notice that no criteria are needed to model wear as a result of fracture. The wear depth is simply given by Eq. (11). This greatly simplifies the solution process as it provides fast calculations of wear, while still accounting energy for crack growth.

The side view (left) of the wear particle and the evolution of \(E_{c}\) is shown, along with side view of the contact problem (right). The maximum thickness of the particle is t
It should be mentioned that the reference area \(A_c\) is an important parameter, as it is used to distribute the deformation energy over a finite area. It is also included to ensure consistent units with the energy calculated with Eq. (5). For this study, the value is set to a constant defined as follows:
Hence, the total wear depth, including plastic displacement, is calculated as follows:
where \(\Delta h_{tot,i}\) is the wear depth for surface i and \(\Delta s\) is the sliding distance. Note that the plastic displacement \(u_{p,i}\) is included in the total wear depth calculation. The constant \(K_0\) is problem dependent, meaning it relies on various tribological properties specific to the contact problem. It can be determined through experimentation or calibrated through iterations by comparing the model results with the desired outcomes.
Lastly, the adhesive wear volume for each surface is computed by integration of the wear depth over the whole contact area \(\Omega _c\):
When calculating the wear volume, a basic distinction is made between the adhesive wear volume and the effective wear volume, which is calculated as follows:
where \(V_{p,i}\) is the wear volume associated with plastic displacement for each surface and \(\Omega _p\) is the domain of the adhesive wear particle. Explained in basic terms, the effective volume is the measure of adhesive volume including plastic displacements on the particle, i.e., the resulting particle wear volume. In dynamic analysis, wear particles are subjected to additional plastic displacements associated with sliding and subsequent contact. As a result, this leads to a reduction in the actual wear volume.
3 Numerical Approach
The present study is composed of two distinct cases. The first case, referred to as Case I, revolves around the collision between two equivalent elastic–plastic hemispheres with radius \(R_I\), vertically separated by the interference value \(\delta\). The interference value is kept constant throughout the whole duration of the simulation, allowing for the load to vary accordingly. For simplicity, both asperities are made of the same material. The flow chart of the general simulation procedure is shown in Fig. 3. The simulation starts by defining two surfaces and calculating the gap. Since the load is an input to the contact mechanics solver, it is employed with Newton’s method to determine the load corresponding to the correct interference value.

Flowchart of the simulation procedure
After completing this procedure, the resulting pressure distribution and normal displacements are utilized to calculate \(E_{c,i}\) using Eq. (8) and then later used to calculate \(E_{c,i}^{ext}\) for each surface. The numerical calculation of \(E_{c,i}\) is easiest done in MATLAB using the trapz function along the \(x_2\) direction and then using the cumtrapz function along the \(x_1\)-direction, both of which utilize the trapezoidal rule for numerical integration. This results in a vector. To obtain \(E_{c,i}^{ext}\), the extension of \(E_{c,i}\) is done numerically in MATLAB by applying the repmat function to \(E_{c,i}\) along the \(x_2\)-direction. This is then used to compute the total wear depth with Eq. (13). Following this, the material removal and transfer process is executed before updating the relative position and moving on to the next time step. The simulations are carried out with MATLAB®2022a.
For verification purposes, the same contact problem is simulated with the Momentum-Consistent Smooth Particle Galerkin (MC-SPG) developed by Wu et al. [20]. The method is available in the multi-physics finite element software LS-DYNA®R13. In short, this is a particle based method suitable for modeling large deformations and fracture mechanics. The model uses an advanced elastic–plastic model with stress-state dependent fracture criteria for a TRIP steel, with same material properties used in the BEM model. The advanced model assumes a tied contact which prohibits relative motion between the contacting nodes, effectively simulating adhesion. For more information regarding this model, the reader is referred to [13].
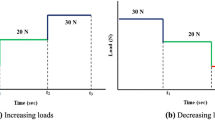
In Case II, the problem is changed to a rigid flat pressing against an elastic–plastic aluminum hemisphere with radius \(R_{II}\) and subsequently allowed to move in the sliding direction. Instead of varying the interference, a range of different loads are used to study the wear behavior. An illustration of the contact problem studied in each case is shown in Fig. 4. The simulation procedure follows the flowchart shown in Fig. 3, with the main difference being that one of the contacting surfaces is changed to a rigid flat, thus simplifying the problem. Another difference is that the main input to the problem is the load, so there is no need for the contact mechanics solver to be iterated with Newton’s method. To further demonstrate the model’s capabilities, each Case is studied with different asperity sizes, domain lengths, and materials.

Problem description for Case I (a) and Case II (b). The lower asperity is always kept fixed
4 Results and Discussion
This section is divided into two parts. The initial part involves the collision of two hemispherical asperities discretized with the MC-SPG method [13] under varying interference values, with subsequent examination of the wear results. The interference in each simulation is kept fixed during the dynamic collision. Following this, the obtained results from the MC-SPG simulations are used for comparison with the present wear model. In order to save computational resources, only a half model, i.e., a half sphere, with symmetry boundary conditions along the \(x_1\)-axis is used in the MC-SPG method.
In the second part, a different approach is taken, involving a single hemispherical asperity pressed against a rigid flat surface. Following this, the rigid flat is allowed to move in the sliding direction. The study analyses the wear results under varying loads and comparing them with the findings presented in the work by Zhang and Etsion [14].
In both parts, the evaluation of the present model’s validity involves a comparison of both the wear volume and the wear particle maximum thickness-to-length ratio. This comparative analysis aims to assess the accuracy of the model in capturing and predicting these wear characteristics.
4.1 Case I: Collision Between Two Spherical Asperities
Each simulation is carried out with different interference values, and it is important to note that the interference remains constant throughout the entire duration of each respective simulation. The results are shown in terms of the dimensionless variables which are \(\delta ^{*} =\delta /R_I\), \(x_1^{*} = x_1/R_I\), \(x_2^{*} = x_2/R_I\), \(x^{*}_3 = x_3/R_I\), \(l^{*} = l_{I}/R_{I}\), \(\Delta s^{*} = \Delta s/R_I\), and \(p_L/E^{*} = 0.0097\) assuming \(p_L = 1148\) MPa. The constant \(K_0\) is set to \(9.2 \cdot 10^{-4}\) m/N and was obtained through multiple iterations to achieve results that closest resemble the outcomes from the MC-SPG method. Unless otherwise stated, all figures presented in this section are based on the dimensionless interference value set to \(\delta ^{*} = 0.0189\). However, a summary of all results are provided in Table 1. The radii for both asperities are \(R_I = 1.5\) mm, and the BEM computational domain length is \(l^{*} = 0.63\), divided into a 256 \(\times\) 256 grid. The discretization of the MC-SPG model consists of approximately 192,000 particles and also has a square domain with length approximately twice as large as in the BEM. The sliding speed of the upper asperity in the MC-SPG model is \(v_s = 4\) mm/s. The results of these simulations provide knowledge into the nature of surface damage and the transfer of material from one surface to another. As expected, the wear particle has a larger volume toward the trailing edge, as compared to the leading edge. The energy required to propagate the crack from the leading edge of the contact toward the trailing edge increases. Consequently, more energy is supplied for crack growth, resulting in a larger wear volume of the particle near the trailing edge, as also shown by Wu et al. [21]. This serves as a good example of a situation where the original Archard’s wear law might not be suitable, given its inability to accurately predict the formation of wear particles.

Top view of the lower asperity, shown in color red, at different sliding distances (depicted as (a), (c), and (e) on the left), along with the corresponding surface height (displayed on the right). In (a), (c), and (e), the blue area represents material transfer due to adhesion, i.e., adhesive wear particle. The arrows show the sliding direction
The current wear model addresses this issue using a wear coefficient which takes the deformation energy into account and provides a more accurate prediction of wear particle formation. The progression of wear on the lower asperity at different sliding distances is illustrated in Fig. 5. Since the problem is symmetrical, only the lower asperity surface is shown. The blue area represents material transferred due to adhesion, accumulating over time and influencing the subsequent wear mechanism as it continues to build up. This region represents the worn surface originating from the trailing edge of the upper asperity, which has been permanently transferred to the lower asperity. The simulations using the present wear model reveal three main distinct phases where the wear behavior is unique, as shown in Fig. 6, in terms of the dimensionless effective wear volume \(V^{*}_{eff} = V_{eff,1}/V_0 = V_{eff,2}/V_0\) and its rate \(dV^{*}_{eff,1}/ds^{*}\). The wear rate here is calculated as the wear volume per sliding distance. In each phase, the wear behavior is characterized by both material transfer due to adhesion and plastic displacement. These two mechanisms play a fundamental role in the wear particle formation, which is both dynamic and complex. The main phases are described as follows:
-
1.
Phase A: This is where the wear rate is the highest due to large deformations. The deformation energy quickly rises, meaning that the rate of material transfer is greatest during this stage. The maximum deformation energy is reached by the end of this region. This is also interpreted as a running-in stage.
-
2.
Phase B: As the asperity moves further and enters this region, the deformation energy rate (i.e., its derivative with respect to time) starts to decline, along with the rate of material transfer. This reduction is mainly attributed to plastic displacement occurring on the wear particle, counteracting the wear rate caused by material transfer.
-
3.
Phase C: In this region, the wear particle is beginning to fully detach from the original surface, effectively reducing subsequent plastic displacements. The trailing edge of the particle is free of any contact, unlike the leading edge which is still accumulating material due to adhesion. This leads to a slight increase in the effective wear rate.
-
4.
Phase D: This is where the wear particle is fully detached and is free of any contact, see Fig. 8.

The development of the wear volume (black) and its rate (red) for each simulated interference value. The wear behavior in each distinct phase is shown in gray areas along with its identification
Next, the results from the MC-SPG simulations are shown and compared with the present wear model. In Fig. 7, a top view of the lower asperity surface is shown, comparing results from both the MC-SPG method and the present model. Noticeable increase in surface height near the leading edge is attributed to material transfer through adhesion and a good agreement is observed between the two methods.

Top view of the lower asperity surface at the end of simulation: MC-SPG method (left) and the present wear model (right). The arrow shows the sliding direction
Moving on, Fig. 8 shows a side view of the asperities at three different sliding distances, including the final one when the wear particle fully detaches. The sliding distances \(\Delta s^{*} = 0.075\), \(\Delta s^{*} = 0.27\), and \(\Delta s^{*} = 0.37\) represent Phase A, C, and D, respectively. Simulations conducted using the MC-SPG method reveal both plastic displacement and material detachment, along with the transfer of material from one asperity to another. This method captures detailed fracture behavior and wear particle shapes, making it suitable for comparing wear results with the present wear model. Despite the simplicity of the BEM, the present wear model enables accurate simulations of wear formation. The primary distinction between the MC-SPG method and the current wear model lies in the inability of the present model to simulate tension/stretching in the normal direction, caused by adhesion. This limitation is attributed to the exclusive calculation of purely normal contact pressures in the model. Nevertheless, the outcomes from the current model align reasonably well with the results obtained using the MC-SPG method.

Bottom and side views of wear taking place using both MC-SPG method (a) and the present wear model (b). Notable plastic displacement and material transfer are visible in both methods. The wear particle is depicted inside the dashed area. The arrow shows the sliding direction
Finally, a comparison is made between the methods for both dimensionless wear volume (\(V_{eff}^{*} = V_{eff}/V_0\), where \(V_{eff}\) is the effective wear volume calculated from Eq. (15) and \(V_0 = 2/3\pi R_I^3\)) and wear particles’ maximum thickness-to-length ratio (\(t^{*} = t/d_l\)), considering all interference values. The summarized results are presented in Table 1. The results show a good agreement between the two models, with the error generally increasing as the interference value reduces. This difference is likely associated with the error in the MC-SPG model, suggesting that a more refined discretization size or sub-modeling techniques may be necessary to better capture the wear mechanism for very small interference values.
4.2 Case II: Asperity Against a Rigid Flat
As previously, the results are presented with dimensionless quantities \(x_1^{*} = x_1/R_{II}\), \(x_2^{*} = x_2/R_{II}\), \(x^{*}_3 = x_3/R_{II}\), and \(l^{*} = l_{II}/R_{II}\), assuming \(p_L/E^{*} = 0.0109\) and \(p_L= 910\) MPa. The radius for the spherical asperity is \(R_{II} = 10\) mm, and the dimensionless domain length is \(l^{*} = 0.3\), divided into a 256x256 grid. A range of different dimensionless loads are utilized, defined as \(P^{*} = P/L_c\), where \(L_c = 10.66\) N is the critical load at yield and, along with the sliding distance for each load, was obtained from Zhang et al. [14]. The dimensionless wear volume is defined as (\(V^{*} = V/V_0\), where \(V_0 = 2/3\pi R_{II}^3\) and V is obtained from Eq. (14)) and the wear particles maximum thickness-to-length ratio is calculated as (\(t^{*} = t/d_l\)). The constant \(K_0\) is set to \(3.64 \cdot 10^{-6}\) m/N and remains constant across all load cases. A side view of the wear particle is shown in Fig. 9 with \(P^{*} = 100\).

Side and top view with surface height of the wear particle after full detachment - Case II. The particle from Zhang and Etsion [14] is included for comparison. The load is \(P^{*} = 100\)
The shape of the particle is consistent with those obtained in studies by Wu et al. [21]. Similar to the wear mechanism obtained with asperity–asperity collision, the wear volume is larger at the trailing edge of the contact zone as compared to the leading edge. The present wear model accurately captures wear particle formation by calculating deformation energy and deriving an improved wear coefficient from it. The results are relatively comparable to Case I. The wear particle shape shows similarities with only minor differences. In contrast to the crescent-shaped wear particles produced by asperity–asperity collisions when viewed from above, the wear particles in the case of asperity against a rigid flat surface take on more of a flake-like shape, resembling a circular-shaped ramp. This difference can be attributed to the distinct mechanisms at play. In the asperity–asperity collision, worn particles continuously accumulate and are pushed and plastically deformed in the sliding direction, leading to the formation of crescent-shaped wear particles. Conversely, in Case II, there is no significant pile-up of material transfer, resulting in fewer mechanisms at play than in Case I. Here, a wear particle is produced in a single occurrence, contributing to the development of a flake-like structure resembling a circular ramp. The variation of the wear coefficient along the sliding direction is shown in Fig. 10 for a variety of different loads. Only the variation along the \(x^{*}_1\)-direction is shown, as there is no variation along the \(x^{*}_2\)-direction.

Evolution of the wear coefficient, \(K = K_0E_{c,i}^{ext}\), along the contact length - Case II
Next, the computed values for the dimensionless wear volume and the maximum thickness-to-length ratio of wear particles are shown in Fig. 11. The obtained results have also been compared with those simulated from a calibrated and best fitted constant wear coefficient. Generally speaking, a good agreement is observed between the results obtained from the present wear model and the ones obtained in [14]. In the range \(P^{*} = 15-100\), the mean relative error in the wear volume obtained by the present wear model is approximately 22%. However, this value reaches approximately 40% when utilizing the constant wear coefficient. Moving on to the results for the maximum thickness-to-length ratio, there is some over estimation for low loads (approximately 60% higher than the literature for \(P^{*} =\) 5–20) with the present wear model. However, in the range \(P^{*} =\) 22–100), the mean relative error is around 18 percent as compared to 92 percent obtained with the best fit constant wear coefficient. This serves as an important example highlighting the drawbacks when using a constant wear coefficient. Not only does it lead to increased inaccuracies in the calculated wear volumes, the accuracy of the predicted wear particle shapes is also severely reduced.

Results and comparison with [14] for the wear volume (a) and wear particles maximum thickness-to-length ratio (b) for Case II
Lastly, it is worth mentioning that the large deviation in the low load range could be linked to one of the assumptions made in the present wear model. Specifically, the assumption that the surfaces which into contact are permanently glued. This assumption may not be true for small loads, as the adhesive forces should be typically lower, resulting in a slight change in the contact behavior. This discrepancy could be also attributed to the fact that the present wear model only considers the normal load. In situations where the normal load is significantly lower than the shear load, i.e., small loads, the model may not accurately predict the wear formation.
It is also worth to mention that the primary limitation of the present model is associated with the Boundary Element Method, which employs a basic elastic–plastic half-space theory with a very simple plasticity law. The pressure solution obtained with BEM is simply capped to ensure it remains smaller than or equal to the hardness. Consequently, in exceptionally high loads, the deformation energy derived from the BEM may not entirely align with or represent the actual material behavior accurately. This limitation can also be attributed to the involvement of more non-linear mechanisms at very high loads, possibly leading to significant changes in the results. In addition to this, the implementation of the plasticity model used here is not volume conserving, which may be an important factor in high load cases. For this reason, the results are excepted to improve if a more realistic plasticity law with volume conservation is used, e.g., the Von Mises \(J_2\)-plasticity. However, it is important to highlight that the BEM performs reasonably well within the range of loads considered in this study, especially when compared to the results obtained from the best fitted wear coefficient.
Although it is desirable to derive first-principle approaches free from any empirical constants, the authors recognize the difficulty of such task. This is because the mechanism of crack propagation is significantly influenced by the specific geometry of the problem, as shown by various studies [22]–[23]. This implies that a singular/specific solution does not suffice for asperity wear due to the large variations in geometry that can be encountered. This is evident from the obtained constants \(K_0\), which is about hundred times higher for Case I as compared to Case II. An explanation for this large variation is, apart from assigning different material properties and loading situation, the asperity size in Case II is approximately ten times larger than that of Case I.
To conclude this section, a mesh sensitivity analysis is shown in Fig. 12 for the load \(P^{*} = 50\). This analysis ensures that the results are mesh size independent and that the chosen discretization size utilized in this study is adequate.

Mesh sensitivity analysis for the wear volume (a) and the maximum thickness-to-length ratio (b) for load \(P^{*} = 50\). The mesh size used is 11.7 \({\upmu \hbox {m}}\)
5 Conclusion
An improved wear coefficient for adhesive wear, based on deformation energy within sliding contacts, is introduced. It has been shown that the wear coefficient can be calculated directly from the deformation energy, relying solely on the normal pressure and displacements. From the model results, it is shown that the wear coefficient exhibits spatial variability along the sliding direction, being zero at the leading edge of the contact and progressively increasing toward the trailing edge of the contact zone. As accepted, the deformation energy is shown to be an important parameter that strongly influences the wear behavior in adhesive contacts. Simulations of asperity-to-asperity collisions reveal distinct regions in which wear behavior is unique. The simulated wear particle geometry and volume are then verified by comparing it with the results from an advanced mesh-free method developed previously the authors. In a subsequent study, simulations were carried out involving the interaction of a rigid flat pressed against an asperity, followed by sliding. The model’s validity has been confirmed through comparisons of the results with existing research. Furthermore, the integration of the BEM contact solver with the present wear model demonstrates its applicability, allowing for accurate wear predictions across a wide range of loads. This approach uses the strengths of both models to improve wear analysis in diverse load scenarios.
It should be emphasized again that the present work does not provide a deterministic approach of fracture modeling. Instead, the focus is solely on improving the relation between wear and pressure in the Archard’s wear law. The Bueckner and Griffith models for crack extension lay groundwork for understanding crack propagation. While these models commonly focus on stress intensity factors to measure the resistance of crack growth, the present study extends this framework by considering the integral of pressure time displacements over the crack path. This approach is consistent with the fundamental principles of energy release rate. This method allows to capture the energy expended in causing crack propagation, which provides valuable insights into crack behavior. Furthermore, by assuming that the wear coefficient is proportional to the energy, the improved wear law can effectively simulate the correct shape of the wear particles as well as other effects, such as the running-in effect seen in Phase A of Case I.
It is worth mentioning that, although the sliding speed and frictional energy are not accounted for, they are expected to have an influence on the wear coefficient. Since the inclusion of sliding (frictional) energy contributes to the total energy, it should lead to an increase in wear. However, since this introduces an additional dimension to the problem, it adds further complexities and is therefore beyond the scope of this paper. That being said if it can be assumed that the relation between the sliding energy and normal displacement energy is linear, i.e., that the coefficient of friction is approximately constant, then the effect of sliding energy can be factored into \(K_0\).
Data Availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Abbreviations
- \(\Delta h_{0,i}\) :
-
Adhesive wear depth, surface i
- \(\Delta h_{tot,i}\) :
-
Total wear depth, surface i
- \(\Delta s^{*}\) :
-
Dimensionless sliding distance
- \(\Delta s\) :
-
Sliding distance
- \(\delta\) :
-
Interference
- \(\delta ^{*}\) :
-
Dimensionless interference
- \(\nu\) :
-
Poisson’s ratio
- \(\Omega _c\) :
-
Contact domain
- \(\Omega _p\) :
-
Wear particle domain
- \(\Omega _{p_L}\) :
-
Domain of the plastic points
- \(\sigma _n\) :
-
Component of stress field normal to the crack face
- \(A_c\) :
-
Reference area
- \(c\) :
-
Crack length
- \(c_1\) :
-
Crack origin location, surface 1
- \(c_2\) :
-
Crack origin location, surface 2
- \(d_1\) :
-
Outermost edge location at the crack tip
- \(d_l\) :
-
Contact diameter
- \(d_w\) :
-
Contact width at crack tip
- \(E^{*}\) :
-
Combined Young’s modulus
- \(E^{ext}_{c,i}\) :
-
Extended deformation energy, surface i
- \(E_{1,2}\) :
-
Young’s modulus for surfaces 1,2
- \(E_{c}\) :
-
Total crack energy per unit area
- \(E_{e}\) :
-
Elastic crack energy per unit area
- \(E_{p}\) :
-
Dissipated crack energy per unit area
- \(f\) :
-
Complementary energy
- \(g\) :
-
Surface gap
- \(K\) :
-
Dimensionless wear coefficient
- \(K_0\) :
-
Wear constant
- \(l^{*}\) :
-
Dimensionless domain length
- \(L_c\) :
-
Critical load at yield
- \(l_I\) :
-
Domain length for Case I
- \(l_{II}\) :
-
Domain length for Case II
- \(P\) :
-
Normal load
- \(p\) :
-
Pressure
- \(P^{*}\) :
-
Dimensionless load
- \(p_L\) :
-
Hardness
- \(R_I\) :
-
Radius of curvature for Case I
- \(R_{II}\) :
-
Radius of curvature for Case II
- \(t\) :
-
Maximum particle thickness
- \(t^{*}\) :
-
Maximum particle thickness-to-length ratio
- \(u_{e,i}\) :
-
Elastic displacement, surface i
- \(U_{e}\) :
-
Elastic crack energy per unit thickness
- \(u_{p,i}\) :
-
Plastic displacement, surface i
- \(V^{*}\) :
-
Dimensionless wear volume
- \(V_0\) :
-
Reference wear volume
- \(V_i\) :
-
Adhesive wear volume, surface i
- \(V_{eff}\) :
-
Effective wear volume
- \(V_{eff}^{*}\) :
-
Dimensionless effective wear volume
- \(V_{p}\) :
-
Volume loss due to plastic displacement
- \(x_{1,2,3}\) :
-
Dimensions of the domain
- \(x_{1,2,3}^{*}\) :
-
Dimensionless dimensions of the domain
References
Rabinowicz, E.: The effect of size on the looseness of wear fragments. Wear 2(1), 4–8 (1958)
Rabinowicz, E., Tabor, D.: Metallic transfer between sliding metals: an autoradiographic study. Proc. R. Soc. Lond. A 208, 455–475 (1951). https://doi.org/10.1098/rspa.1951.0174
Bowden, F.P., Tabor, D.: The area of contact between stationary and between moving surfaces. Proc. R. Soc. Lond. A 169, 391–413 (1939). https://doi.org/10.1098/rspa.1939.0005
Archard, J.F.: Contact and rubbing of flat surfaces. J. Appl. Phys. 24, 981–988 (1953). https://doi.org/10.1063/1.1721448
Vakis, A.I., Yastrebov, V.A., Scheibert, J., Nicola, L., Dini, D., Minfray, C., Almqvist, A., Paggi, M., Lee, S., Limbert, G., Molinari, J.F., Anciaux, G., Aghababaei, R., Echeverri Restrepo, S., Papangelo, A., Cammarata, A., Nicolini, P., Putignano, C., Carbone, G., Stupkiewicz, S., Lengiewicz, J., Costagliola, G., Bosia, F., Guarino, R., Pugno, N.M., Müser, M.H., Ciavarella, M.: Modeling and simulation in tribology across scales: an overview. Tribol. Int. 125, 169–199 (2018)
Holm, R.: Electric Contacts. Almqvist and Wiksell, Stockholm (1946)
Aghababaei, R., Warner, D.H., Molinari, J.-F.: Critical length scale controls adhesive wear mechanisms. Nat. Commun. 7(1), 11816 (2016)
Aghababaei, R., Brink, T., Molinari, J.-F.: Asperity-level origins of transition from mild to severe wear. Phys. Rev. Lett. 120(18), 186105 (2018)
Brink, T., Frérot, L., Molinari, J.-F.: A parameter-free mechanistic model of the adhesive wear process of rough surfaces in sliding contact. J. Mech. Phys. Solids 147, 104238 (2020)
Frérot, L., Aghababaei, R., Molinari, J.-F.: A mechanistic understanding of the wear coefficient: from single to multiple asperities contact. J. Mech. Phys. Solids (2018). https://doi.org/10.1016/j.jmps.2018.02.015
Zhang, H., Etsion, I.: Evolution of adhesive wear and friction in elastic-plastic spherical contact. Wear 478–479, 203915 (2021). https://doi.org/10.1016/j.wear.2021.203915
Almqvist, A., Sahlin, F., Larsson, R., Glavatskih, S.: On the dry elasto-plastic contact of nominally flat surfaces. Tribol. Int. 40(4), 574–579 (2007). https://doi.org/10.1016/j.triboint.2005.11.008.
Choudhry, J., Almqvist, A., Prakash, B., Larsson, R.: A stress-state-dependent sliding wear model for micro-scale contacts. J. Tribol. 145(11), 111702 (2023). https://doi.org/10.1115/1.4063082
Zhang, H., Etsion, I.: An advanced efficient model for adhesive wear in elastic-plastic spherical contact. Friction 10(8), 1276–1284 (2022). https://doi.org/10.1007/s40544-021-0569-2
Sahlin, F., Larsson, R., Almqvist, P., Lugt, A., Marklund, P.: A mixed lubrication model incorporating measured surface topography part 1: Theory of flow factors. Proc. Inst. Mech. Eng. Part J 224(4), 335–351 (2010). https://doi.org/10.1243/13506501JET658
Bueckner, H.F.: The propagation of cracks and the energy of elastic deformation. Trans. Am. Soc. Mech. Eng. 80(6), 1225–1229 (2022). https://doi.org/10.1115/1.4012657
Irwin, G.R.: Analysis of stresses and strains near the end of a crack traversing a plate. J. Appl. Mech. 24(3), 361–364 (1957)
Sun, C.T., Jin, Z.-H.: Chapter 6 - crack tip plasticity. In: Sun, C.T., Jin, Z.-H. (eds.) Fracture Mechanics, pp. 123–169. Academic Press, Boston (2012). https://doi.org/10.1016/B978-0-12-385001-0.00006-7 . https://www.sciencedirect.com/science/article/pii/B9780123850010000067
Griffith, A.A.: Vi the phenomena of rupture and flow in solids. Philos. Trans. R. Soc. Lond. Ser. A 221(582–593), 163–198 (1921)
Wu, C., Wu, Y., Lyu, D., Pan, X., Hu, W.: The momentum-consistent smoothed particle Galerkin (mc-spg) method for simulating the extreme thread forming in the flow drill screw-driving process. Comput. Particle Mech. 7(2), 177–191 (2020)
Wu, A., Shi, X.: Numerical investigation of adhesive wear and static friction based on the ductile fracture of junction. J. Appl. Mech. 80(4), 041032 (2013). https://doi.org/10.1115/1.4023109. (https://asmedigitalcollection.asme.org/appliedmechanics/article-pdf/80/4/041032/6077507/jam_80_4_041032.pdf)
Pardoen, T., Scibetta, M., Chaouadi, R., Delannay, F.: Analysis of the geometry dependence of fracture toughness at cracking initiation by comparison of circumferentially cracked round bars and senb tests on copper. Int. J. Fract. 103, 205–225 (2000). https://doi.org/10.1023/A:1007668030117
Guy, P., Capelle, J., Mohammed, H.M.: A review of fracture toughness transferability with constraint and stress gradient. Fatigue Fract. Eng. Mater. Struct. (2014). https://doi.org/10.1111/ffe.12232
Acknowledgements
The authors would want to acknowledge the financial support from the Swedish Research Council (VR) with Grant No. 2020-03635.
Funding
Open access funding provided by Lulea University of Technology.
Author information
Authors and Affiliations
Contributions
Jamal Choudhry wrote the original draft and carried all the simulations and obtained all the results. Roland Larsson is the main PhD advisor and secured the funding and also helped with manuscript revisions and made additional improvements. Andreas Almqvist is the PhD advisor and helped with manuscript revisions and made additional improvements.
Corresponding author
Ethics declarations
Conflict of interest
The authors want to declare that there are no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Choudhry, J., Almqvist, A. & Larsson, R. Improving Archard’s Wear Model: An Energy-Based Approach. Tribol Lett 72, 93 (2024). https://doi.org/10.1007/s11249-024-01888-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-024-01888-8