
Abstract
The mechanical properties of additively manufactured metal parts are often considered inferior to those of their traditionally manufactured counterparts. These inferior mechanical properties are primarily attributed to prevalent defects inherent in additive manufacturing processes, leading to reduced performance and durability. Researchers have extensively studied processing parameters and post-processing techniques to determine optimal conditions for improving the mechanical properties of laser powder bed fusion. This study investigates the densification and microstructure characteristics of laser powder bed fusion 15-5 precipitation-hardened stainless steel. The effects of three developed post-heat treatments and three build directions are examined. The results reveal that heat treatment schedules influence material strength and hardness at the cost of reduced ductility, while the fabrication build direction impacts surface porosity. Prolonged heat treatment procedures resulted in the highest hardness values due to enhanced homogenization.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing (AM) stands as one of the fastest-growing industries in the global market economy [1,2,3]. This growth has been significantly boosted by the integration of AM processes in major sectors like aerospace, medical, energy, and transportation industries [2, 4,5,6,7,8,9,10]. Research in this domain has surged to provide users with a more consistent and dependable AM experience [1, 3, 5, 7,8,9, 11].
In the literature, various studies have delved into different AM materials, including Inconel 718 and 625, 17-4PH and 15-5PH precipitation-hardening steels, Ti-6Al-4V, and aluminum alloy metals [12]. These materials find extensive applications, and their suitability for AM fabrication is driven by the availability of raw metal powders at reasonable costs and the control achievable over their metal flow during the melting process [13].
Precipitation-hardening (PH) stainless steel, renowned for its excellent mechanical properties, high tensile strength, and corrosion resistance at both high and room temperatures, has garnered significant attention. 15-5 PH steel, martensitic steel widely utilized in applications such as aerospace and automotive, undergoes solution annealing at 1038 °C followed by air quenching, and precipitation hardening (aging) in the range of 482–621 °C [14]. In the realm of additive manufacturing, different heat treatment temperatures and durations significantly influence the strength, hardness, and ductility of this alloy [15,16,17,18,19,20,21,22,23,24].
This paper aims to focus on AM martensitic steel, particularly 15-5PH precipitation-hardenable stainless-steel metals, due to their exceptional tensile strength, high stiffness, and corrosion resistance across a wide range of environmental temperatures. Diverse post-heat treatments can impact tensile strength, hardness, and ductility, rendering them suitable for versatile applications such as automotive, food processing, and aerospace [21, 25,26,27,28,29].
Previous studies have extensively investigated the application of laser powder bed fusion (LPBF) for fabricating test specimens from 15-5 PH stainless steel, with a focus on refining process parameters and enhancing mechanical properties while minimizing porosities [23, 25, 30,31,32]. However, the rapid cooling inherent in AM processes leads to residual stresses in as-built components [33]. These stresses can significantly reduce fatigue life, increase the risk of part failure, and diminish overall reliability. To mitigate these issues, manufacturers often recommend stress relief heat treatments [34]. In a study conducted by Rafi et al. [35], both as-built and solution annealed parts were analyzed. The samples underwent precipitation hardening, revealing that the as-built sample exhibited lower precipitation levels compared to the solution annealed counterparts. This disparity can be attributed to the presence of phases other than martensite, limiting the precipitation of copper. Despite subsequent studies exploring various aging or precipitation heat treatments [36], the challenge of addressing the fatigue life and anisotropy of AM 15-5PH steel persisted. This work investigates various solution annealing heat treatments before aging precipitate hardening to study their influences on the mechanical properties and microstructure of AM 15-5PH steel. The build direction also plays a pivotal role in the microstructure of AM materials. Extensive studies in metal AM manufacturing have focused on the build direction as a critical parameter influencing the mechanical properties of the final parts [37,38,39,40].
Surface discontinuities and defects pose significant challenges in metal AM. These issues, stemming from the inherent nature of the processes, often lead to rough surface finishes. Scholars have highlighted that poor surface quality, encompassing surface texture, surface topology, and surface roughness, can be attributed to loosely attached particles and surface defects generated during the LPBF process [31]. It has been demonstrated that these imperfections and irregularities adversely impact the fatigue performance of engineering components [41, 42].
One of the primary concerns in any AM process is the heterogeneity of the manufactured parts. These additively manufactured parts are subject to complex physics and metallurgical phenomena that introduce voids and promote the formation of internal pores in the final part structure [25, 43]. These microstructural inhomogeneities and defects can significantly affect the mechanical and functional performance of additively manufactured parts [44, 45].
This study delves into the impact of various developed heat treatments on AM 15-5PH stainless steel, specifically focusing on mechanical properties and microstructure. The findings have the potential to revolutionize the fabrication of 15-5PH stainless steel using LPBF, ensuring reliability and suitability application.
Methodology and experimental procedures
Materials and process parameters
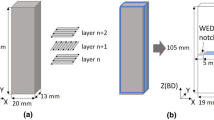
Twelve specimens were manufactured using LPBF technology. The study employed commercialized EOS Stainless Steel PH1 powder (15-5 PH Stainless Steel) [26]. The build direction of the specimens adhered to the orientation specified in the ASTM-F2971-13 standard, illustrated in Fig. 1.

(Left) Build direction of LPBF of 15-5 PH stainless steel specimens, (Right) the dimensions of tensile specimens.
The chemical composition of the raw 15-5 PH powder is detailed in Table 1, and the optimized processing parameters for LPBF were selected based on a prior study for LPBF processing window optimization [46]. The LPBF parameters utilized in this study are outlined in Table 2. The build orientation and heat treatment combinations for each test specimen are provided in Table 3.
Three different heat treatments were employed in this study: (HT1) involved heating to 1038 °C for 1 h with air cooling, followed by H900 treatment for 1.5 h with air cooling; (HT2) consisted of heating to 1038 °C for 3 h with air cooling, followed by H900 treatment for 1.5 h with air cooling; and (HT3) included heating to 1200 °C for 1.5 h with furnace cooling, then heating to 1038 °C for 1 h with air cooling, followed by H900 treatment for 1.5 h with air cooling. Each heat treatment was applied to specimens oriented in X, Y, and Z directions, as illustrated in Fig. 1.
Solution annealing (1038 °C/1 h/Air Cooled) was conducted to normalize the crystal microstructure of the test specimens into a body-centered cubic (BCC) structure [25]. Aging (482 °C/1.5 h/Air Cooled) generated copper-rich precipitates, refining the grain structure and causing precipitation hardening, effectively increasing hardness [47]. Modified solution annealing (1038 °C/3 h/Air Cooled) extended the soaking time to 3 h while forging (1200 °C/1.5 h/Furnace Cooled) involved annealing at 1200 °C and furnace cooling [28].
For additively fabricated PH steel alloys, there is currently no standardized heat treatment known to enhance the mechanical properties of the alloy. While conventional heat treatment methods for modified PH steel alloys yield minimal changes when applied to additively fabricated PH steel, this study aims to design and investigate specific heat treatment conditions.
Experimental Procedures
Tensile Test
To comprehend the impact of various heat treatments on the mechanical properties of LPBF 15-5PH stainless steel, a tensile test was conducted on 12 samples. For each heat treatment, three distinct build orientations were fabricated in XYZ (X), YZX (Y), and ZXY (Z) configurations, as illustrated in Fig. 1. The sample dimensions were designed following the ASTM-F2971-13 standard, as shown in Fig. 1. The tensile test was performed in accordance with ASTM E8/E8M for axial tension tests, maintaining a fixed test speed of 0.48 mm/min, and a strain rate of 0.015/min until the yield point on the stress-strain curve. An extensometer with a 25 mm gage length was utilized for data collection.
The initial three orientations (X, Y, and Z) were designated for as-built conditions and are denoted as HT0, where no heat treatment was applied. As outlined in Table 3, the remaining samples underwent solution annealing followed by aging heat treatment. The sample patch labeled HT1 was subjected to heat treatment at 1038 °C for 1 h, followed by air cooling. The second sample patch labeled HT2 underwent heat treatment at 1038 °C for 3 h, followed by air cooling. The final sample patch, labeled HT3, was heat treated at 1200 °C, then furnace cooled, and subsequently underwent the same heat treatment method as described for HT1. All the heat-treated samples were further subjected to aging treatment (H900), conducted at 482 °C for 1.5 h, followed by air cooling. This test was conducted to discern the impact of various solution annealing methods and building orientations on the mechanical properties and microstructure of the samples.
Hardness Measurements
Microhardness measurements were conducted at five random locations using a Vickers hardness test, employing a diamond pyramid-shaped indenter with test parameters set at a 1 kgf load and a dwell time of 15 s. To prepare the surface for the hardness test, a metallographic finish was necessary, which was achieved through the use of multiple-grit sandpaper (up to 1200 grit) and an Alumina oxide polishing solution (0.3 µm and 0.05 µm).
Microstructure
Digital microscopy images were captured of the microstructures of all samples. To mitigate the influence of strain hardening on the microstructure, the images were taken in the grip regions of the samples. Before the microstructure analysis, the surface underwent a metallographic finishing process, which involved using multiple grit sandpaper (up to 1200 grit) and an Alumina oxide polishing solution (0.3 µm and 0.05 µm). Subsequently, the surfaces were etched by immersion for a few seconds using Fry’s reagent (40 ml HCL + 5 g CuCl2 + 30 ml water + 25 ml methanol) to reveal the microstructure of the samples.
Surface Porosity Measurements
The surface porosity of the specimens can be examined through various methods and techniques [48, 49]. In this study, the Keyence VHX-6000 digital microscope was utilized for visual inspection to identify pores with a surface area greater than 100 µm2. This inspection was conducted on the metallographically finished specimens before the microhardness test. Subsequently, the digital microscope's integrated software was employed to outline and measure the surface area of large visible pores observed in each specimen, as depicted in Fig. 2. Finally, the surface porosity area for each specimen was quantified and compared with others.

Specimen 5 surface pores traced. Red spots correspond to pores with an area greater than 50 µm2.
Statistical Analysis Method
In some instances, a two-factor experiment with a single replication occurs due to a lack of additional materials for replicated runs. The ANOVA procedure for a two-factor single replicate design is thoroughly explained in diverse designs of experiment books and educational material [50]. The mathematical model for the analysis is as follows:
For both Eqs. 1 and 2, \({y}_{ij}\) is the observed response when factor A is at the \(i\)th level, and factor Bi is at the \(j\) th level. Then, \(\mu \) is the overall mean effect, \({\tau }_{i}\) is the effect of the \(i\)th level of row factor A, \({\beta }_{j}\) is the effect of the \(j\)th level of column factor B, \({\left(\tau \beta \right)}_{ij}\) is the effect of the interaction between \({\tau }_{i}\) and \({\beta }_{j}\), and \({\epsilon }_{ij}\) is a random error component.
For a single replica design, the two-factor interaction effect \({\left(\tau \beta \right)}_{ij}\), and the experimental random error cannot be separated in any obvious manner. Therefore, to test the factor's main effects, the interaction effect is aliased with the random error term to form the residuals. Thus, the interaction effect \({\left(\tau \beta \right)}_{ij}\) is dropped from the model as seen in Eq. 2 to be part of the residual. If the model is deemed appropriate, the main effects can be tested by comparing the mean square of factor A and the mean square of factor B to the mean square of the residual.
Results and Discussion
Tensile Test Result
The impact of various heat treatments with three build orientations on mechanical properties is depicted in Figs. 3, 4, 5, and 6. The results for Young’s modulus, yield strength, tensile strength, and ductility are presented in Fig. 3. Generally, Young’s modulus, yield strength, and tensile strength increased, while ductility decreased after heat treatment. This phenomenon is attributed to aging H900 PH, which increased hardness, yield, and tensile strength at the expense of reduced ductility [14, 51]. As shown in Fig. 3, a significant increase in Young’s modulus was observed for all build orientations after heat treatment. The as-built samples' Young’s modulus results align with previous literature, where horizontally built samples exhibited higher values than vertically built ones [18]. For HT1, the X-direction sample had the highest Young’s modulus; however, Y- and Z-directions exhibited higher values in HT2 and HT3.

Effect of the heat treatment procedure and building orientation on Young’s modulus of 15-5PH steel fabricated by LPBF

Effect of the heat treatment procedure and building orientation on the yield strength of 15-5PH steel fabricated by LPBF

Effect of the heat treatment procedure and building orientation on tensile strength of 15-5PH steel fabricated by LPBF

Effect of the heat treatment procedure and building orientation on ductility of 15-5PH steel fabricated by LPBF
Yield strength in as-built samples appeared to have high values due to its dependency on the fabrication direction. However, the Z-direction exhibited the lowest value, which contradicts the results from [18] where yield strength was not dependent on the fabrication direction. After heat treatment, the yield strength of all samples increased. The increased range exceeded 100 MPa, with the Z-direction increasing by up to 300 MPa, representing the lowest yield strength. These results align with [21]. Figure 4 shows that HT2 had the highest values compared to HT1 and HT3, with slightly different fabrication directions. Furthermore, tensile strength increased after heat treatment for all samples except the Z-direction in HT3, which decreased compared to the as-built Z-direction, as shown in Fig. 5. Comparing HT1 and HT2, the strength values were similar in all fabrication directions, slightly higher in the vertical build direction, consistent with this study [16].
Regarding ductility, all heat-treated samples exhibited significant reductions compared to the as-built samples, as depicted in Fig. 6. This reduction was due to the aging H900 heat treatment. The highest ductility values after heat treatment were observed in Z-direction samples compared to Y-direction samples, as shown in Fig. 6. Vertical build samples exhibited higher ductility values than horizontal ones. These findings are consistent with those from [21]. Ductility in HT1 was higher than in HT2, while HT3 exhibited the lowest ductility. Solution annealing followed by aging resulted in reduced ductility [52], whereas direct aging without solution annealing increased ductility, as supported by [28] and [21]. This is because direct aging leads to the retention of austenite [14, 51].
Upon analyzing the stress-strain diagram depicted in Fig. 7, it is evident that the ductility of heat-treated samples is lower than that of the as-built samples. This reduction in ductility can be attributed to the precipitation hardening treatment, specifically using H900 as shown in Fig. 7c, d. In terms of built orientation, Z-direction samples exhibited higher ductility compared to Y-direction samples, a finding consistent with previous studies [14, 51]. When comparing all heat-treated samples with respect to ductility, HT1 achieved the highest value as shown in Fig. 7a, ranging between 6% and 8% at the point of fracture, while HT3 demonstrated the most substantial reduction.

Stress–strain diagram of heat-treated samples fabricated by LPBF a As-built samples; b 1038 °C for 1 hour (Condition A) + H900 for 1.5 h and air-cooled number one; c 1038 °C for 3 h + H900 for 1.5 h and air-cooled; d 1200 °C for 1.5 h then Furnace cooled + Condition A + H900
Hardness
Five indentations were performed on each metallographically finished specimen to obtain comprehensive hardness data. The Vickers hardness values from each indentation were recorded and averaged for statistical analysis, as shown in Fig. 8. Specimens subjected to heat treatments exhibited higher hardness values compared to as-built specimens. Among all test specimens, those treated with heat treatment 2 (HT2) showed the most significant increase in hardness. This can be explained by the formation of carbide precipitates in α′ laths during solution annealing, resulting in larger grain sizes [21, 26]. Conversely, specimens treated with heat treatment 3 (HT3) exhibited lower hardness due to exposure to temperatures beyond the solution annealing temperature (1200 °C) and subsequent furnace cooling, leading to increased austenite fraction [14]. As-built specimens without heat treatment (HT0) displayed lower hardness values in all build directions, indicating the necessity of post-heat treatment due to the rapid cooling rate during AM fabrication, which assists in normalization.

Vickers hardness results for samples per orientation and per heat treatment procedure
An ANOVA test was conducted listed in Table 4 to confirm the statistical significance of the main effect of heat treatments on specimen hardness at a 95% confidence level. The normal distribution assumption of the model was visually examined through a normal probability plot Fig. 9, demonstrating a close fit to the straight line, confirming the normal distribution of the data.

Normal probability plot (Hardness)
The main effects and factor interaction plots for specimen hardness are presented in Figs. 10 and 11. Figure 10 illustrates the variation in hardness among heat treatment groups, with negligible differences observed due to building direction. In Fig. 11, all heat-treated samples across build directions exhibited increased hardness compared to as-built samples. HT1 and HT2 samples achieved the highest hardness values, surpassing HT3 samples.

Main effects plot for hardness

Factors interaction plot for hardness values for each proposed heat treatment
Figure 9 further underscores the insignificant variation in mean specimen hardness due to building direction while emphasizing the significant differences in hardness among specimens subjected to different heat treatments. Thus, the ANOVA results align with the graphical representation of mean hardness and the interaction between main factors.
The study revealed the highest mean hardness of approximately 454 HV in specimens subjected to HT2. This heat treatment involved extended solution annealing and H900 aging treatment followed by air cooling. This result corroborates findings from other research, where a similar but shorter heat treatment schedule yielded the highest hardness among various schedules [25, 36]. The increase in hardness can be attributed to the normalization of microscopic structures to the BTC martensite phase after solution annealing, coupled with the nucleation of FCC copper-rich precipitates [25, 28]. Additionally, the negligible difference in mean hardness between HT1 and HT2 was consistent. The only variation between these schedules was the extended soaking time for solution annealing to three hours. A similar trend was reported in another study, where extended solution annealing soaking time did not significantly affect the hardness of LPBF 15-5 PH specimens [47].
The mean hardness of specimens subjected to HT3 was considerably lower than those treated with HT1 and HT2. This can be attributed to the limited scatter and anisotropic properties of test specimens treated with HT3, according to a previous study [28]. The standard deviation was calculated for each heat treatment process parameter to reveal the influence of heat treatment on anisotropy. It was found that the scatter of averaged standard deviation for HT3 is the worst among other heat treatment process parameters. HT2 showed promising results in reducing scatter among other heat treatment process parameters. This result was supported by [53] the fact that the annealed samples led to coarser martensite laths due to austenitization. This process reduces the hardness value, as shown in HT3 samples.
Microstructure Analysis
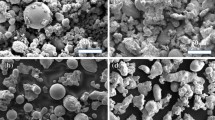
The microstructure of as-built samples is illustrated in Fig. 12a, c, and d, which demonstrates the evident influence of build orientation, showcasing a layer-by-layer structure from right to left in the cross-sectional figures. Additionally, Fig. 12b, d, and f reveals the grain size and shape between the layer boundaries. In Fig. 12 a–d, the microstructure of the X- and Y-direction plane, subjected to tensile force, justifies the pattern similarity. However, Fig. 12e and f depicts a different microstructure pattern in the Z-direction due to its vertical building orientation, contrasting with the horizontal orientation of X- and Y-directions. The grain size in the Z-direction's plane (cross section) was found to be smaller than that in the X- and Y-directions. Previous studies have reported similar microstructure patterns, primarily martensite with less than a 15% fraction of austenite grain [14, 16, 21, 51, 54]. Distinguishing martensite BCT using X-ray diffraction is challenging due to its close similarity to BCC [21]. The similar mechanical properties of X- and Y-directions can be attributed to their analogous microstructure patterns. However, the differences in Young’s modulus and yield strength of the Z-direction can be linked to its unique microstructure pattern. These differences are likely associated with retained austenite, given the shared microstructure patterns [18, 54, 55].

Microstructure of HT0 samples; a X-orientation at × 100 magnification. b X-orientation at × 500 magnification. c Y-orientation at × 100 magnification. d Y-orientation at × 500 magnification. e Z-orientation at × 100 magnification. f Z-orientation at × 500 magnification
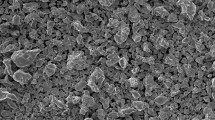
In contrast, the microstructure of heat-treated samples, shown in Figs. 13, 14, and 15, exhibits distinct patterns compared to as-built samples. HT1, HT2, and HT3 samples display more prominent martensitic grains [21] than the HT0 microstructure. HT1 samples exhibit identical patterns in all built directions, as illustrated in Fig. 13. Similarly, HT2 and HT3 samples demonstrate consistent patterns regardless of the build direction, as shown in Figs. 14 and 15. Generally, the microstructure patterns of heat-treated samples do not vary significantly with build direction. This consistency aligns with the similarity in mechanical properties and behavior observed in heat-treated samples. HT3 samples exhibited a more brittle behavior than HT1 and HT2 samples, possibly due to the higher homogenization temperature. Elevated temperatures could lead to increased brittleness. If the annealing temperature surpasses the standard, delta ferrite and carbides may form, potentially decreasing elongation values [29]. Additionally, it is worth noting that ferrite can transform into a martensitic phase with subsequent solution annealing at 1050 ˚C followed by air cooling [56].

Microstructure of HT1 samples; a X-orientation at × 100 magnification. b X-orientation at × 500 magnification. c Y-orientation at × 100 magnification. d Y-orientation at × 500 magnification. e Z-orientation at × 100 magnification. f Z-orientation at × 500 magnification

Microstructure of HT2 samples; a X-orientation at × 100 magnification. b X-orientation at × 500 magnification. c Y-orientation at × 100 magnification. d Y-orientation at × 500 magnification. e Z-orientation at × 100 magnification. f Z-orientation at × 500 magnification

Microstructure of HT3 samples; a X-orientation at × 100 magnification. b X-orientation at × 500 magnification. c Y-orientation at × 100 magnification. d Y-orientation at × 500 magnification. e Z-orientation at × 100 magnification. f Z-orientation at × 500 magnification
Surface Porosity
Surface porosity inspection revealed large pores in all metallographic specimens, as depicted in Fig. 16a. Specimens printed in the X-build direction exhibited localized elongated pores at one edge of the examined surface, as shown in Fig. 16b–e. The Keyence VHX-6000 digital microscope was utilized to quantify pores on the surface area of each test specimen, specifically measuring pores larger than 50 µm2. Initial observations indicated that test specimen 10 (HT3-X) had the highest surface porosity, followed by test specimens 4 (HT1-X), 7 (HT2-X), and 1 (HT0-X). This aligns with previous studies confirming that solution annealing reduces porosity by up to 99.5%. In the Y-direction, lower porosities were observed. Test specimen 10 (HT3-X) also had a higher pore count, supporting visual results with data analysis. This result agrees with these studies [53, 57] that solution annealing reduces the porosity up to 99.5% [58].

a Large surface pores on test specimen #2 (HT0-Y). b The surface porosity on test specimen #1 (HT0-X) is traced in red. c The surface porosity on test specimen #4 (HT1-X) is traced in red. d The surface porosity on test specimen #7 (HT2-X) is traced in red. e The surface porosity on test specimen #10 (HT3-X) is traced in red
ANOVA results listed in Table 5 confirmed the statistical significance of build direction on surface porosity. The normal distribution assumption was verified through the normal probability plot in Fig. 17, indicating an adequate fit. Figure 18 shows the difference in surface porosity between build direction groups. Consistently, specimens printed in the X-direction had the highest mean surface porosity, while the Y-direction exhibited the lowest. Figure 19 emphasizes this pattern, where X-direction specimens consistently displayed larger surface porosity, irrespective of heat treatment level. This pattern aligns with prior research, supporting the significance of build direction in surface porosity. Horizontal builds, such as those in this study, tend to develop more surface pores, in agreement with earlier findings [18, 42].

Normal probability plot (Porosity)

Main effect plot of surface porosity

Factors interaction plot for porosity
Conclusion
In this study, the impact of various solution annealing heat treatments and build directions on the mechanical properties, microstructure, and surface porosity of LPBF 15-5 PH stainless steel specimens were explored. Key findings and conclusions drawn from the research are as follows:
-
Solution annealing followed by aging led to an increase in hardness, tensile strength, yield strength, and Young’s modulus while decreasing ductility. The effect of the heat treatment factor on test specimen hardness was statistically significant at a 95% confidence level.
-
Mechanical properties of as-built samples were influenced by fabrication direction. Different build orientations exhibited variations in mechanical properties, highlighting the importance of orientation in LPBF.
-
Extended solution annealing resulted in decreased ductility and increased porosity. This suggests the need for optimization of solution annealing duration to enhance homogeneity and minimize porosity in fabricated parts. The build direction factor significantly influenced the surface porosity of the test specimens.
-
Porosity volume remained dependent on fabrication orientation even after solution annealing. Proper orientation during LPBF is crucial to reducing porosity volume in the final parts.
-
Microstructure analysis revealed distinct patterns in heat-treated samples compared to as-built samples.
Considering the limitations of the study, future work could involve the formulation of a balanced factorial design. This expanded approach could incorporate additional influential factors such as laser power, scanning speed, and strategies, allowing for a more comprehensive understanding of the mechanical properties of LPBF 15-5 PH stainless steel specimens. Advanced techniques like X-ray micro-computed tomography could be employed to measure internal porosity more accurately, providing quantitative and qualitative data on porosity distribution. Addressing internal porosity is crucial due to its known impact on fatigue performance, a vital consideration in metal additive manufacturing. These advancements would contribute to a more comprehensive and nuanced understanding of LPBF 15-5 PH stainless steel behavior, aiding in the optimization of the additive manufacturing process for this material.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author, upon reasonable request.
Abbreviations
- AM:
-
Additive manufacturing
- LPBF:
-
Laser powder bed fusion
- PH:
-
Precipitation hardening
References
M. Ali, A. Almotari, A. Algamal, A. Qattawi, Recent advancements in post processing of additively manufactured metals using laser polishing. J. Manuf. Mater. Process. 7, 115 (2023). https://doi.org/10.3390/jmmp7030115
A. Algamal, M.A. Ablat, M. Ali, A. Almotari, A. Qattawi, Manufacturing energy and environmental evaluation of metallic sheets reshaping based on theoretical models and cradle-to-gate assessment. J. Clean. Prod. 416, 1–11 (2023). https://doi.org/10.1016/j.jclepro.2023.137795
A. Algamal, I. Alhamdi, M. Ali, A. Almotari, U. Gandhi, A. Qattawi, Additive manufacturing of FE-MN-AL-NI shape memory alloy: microstructure and phase transformation characteristics, in Proceedings of the ASME 2023 Conference on Smart Materials, Adaptive Structures and Intelligent Systems September 11–12, 2023, Austin, Texas (2023), pp. 1–11. https://doi.org/10.1115/SMASIS2023-109874
T.D. Ngo, A. Kashani, G. Imbalzano, K.T.Q. Nguyen, D. Hui, Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos. B Eng. 143, 172–196 (2018). https://doi.org/10.1016/j.compositesb.2018.02.012
M. Ali, A. Almotari, A. Algamal, A. Alafaghani, H. Abedi, A. Qattawi, Effect of in-situ laser polishing on microstructure, surface characteristics, and phase transformation of LPBF martensitic stainless steel, in Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference June 12–16, 2023 (New Brunswick, New Jersey, 2023), pp. 1–10. https://doi.org/10.1115/MSEC2023-105182
A. Algamal, M.A. Ablat, L. Ramineni, M. Ali, A. Almotari, A. Alafaghani, J.-Q. Sun, A. Qattawi, Cradle-to-gate life cycle analysis of origami-based sheet metal for automobile parts, in Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition October 30-November 3 (Columbus, 2022), pp. 1–10. https://doi.org/10.1115/IMECE2022-96922
H. Abedi, M. Abdollahzadeh, A. Almotari, M. Ali, S. Mohajerani, M. Elahinia, A. Qattawi, Additively manufactured NITIHF shape memory alloy transformation temperature evaluation by radial basis function and perceptron neural networks, in Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference June 12–16, 2023 (2023), pp. 1–9. https://doi.org/10.1115/MSEC2023-101325
A. Alafaghani, M. Ali, A. Almotari, J.-Q. Sun, A. Qattawi, Hybrid modeling the influence of post processing heat treatments on the strengthening mechanisms of additively manufactured inconel 718, in Proceedings of the ASME 2022 17th International Manufacturing Science and Engineering Conference June 27–July 1 (West Lafayette, 2022), pp. 1–13. https://doi.org/10.1115/MSEC2022-86354
A. Almotari, A. Alafaghani, M. Ali, H. Abedi, A. Algamal, A. Qattawi, Influence of modified heat treatments and build orientations on the microstructure of additively manufactured in718, in Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference June 12–16, 2023 (New Brunswick, New Jersey, 2023), pp. 1–8. https://doi.org/10.1115/MSEC2023-105190
M.A. Ablat, A. Qattawi, IMECE2016-67324 finite element analysis of origami-based sheet metal folding 1–7 (2016)
I. Alhamdi, A. Algamal, A. Almotari, M. Ali, U. Gandhi, Fe–Mn–Al–Ni Shape memory alloy additively manufactured via laser powder bed fusion. Crystals (Basel). 13, 1–15 (2023). https://doi.org/10.3390/cryst13101505
M. Chiumenti, E. Neiva, E. Salsi, M. Cervera, S. Badia, J. Moya, Z. Chen, C. Lee, C. Davies, Numerical modelling and experimental validation in selective laser melting. Addit. Manuf. 18, 171–185 (2017). https://doi.org/10.1016/j.addma.2017.09.002
J. Irwin, E.W. Reutzel, P. Michaleris, J. Keist, A.R. Nassar, Predicting Microstructure From Thermal History During Additive Manufacturing for Ti-6Al-4V, J Manuf Sci Eng 138 (2016). https://doi.org/10.1115/1.4033525.
X.Y. Peng, X.L. Zhou, X.Z. Hua, Z.W. Wei, H.Y. Liu, Effect of aging on hardening behavior of 15-5 PH stainless steel. J. Iron. Steel Res. Int. 22, 607–614 (2015). https://doi.org/10.1016/S1006-706X(15)30047-9
X.D. Nong, X.L. Zhou, Effect of scanning strategy on the microstructure, texture, and mechanical properties of 15-5PH stainless steel processed by selective laser melting. Mater Charact. 174, 111012 (2021). https://doi.org/10.1016/j.matchar.2021.111012
H. Chae, E.W. Huang, J. Jain, H. Wang, W. Woo, S.W. Chen, S. Harjo, T. Kawasaki, S.Y. Lee, Plastic anisotropy and deformation-induced phase transformation of additive manufactured stainless steel. Mater. Sci. Eng. A. 762, 138065 (2019). https://doi.org/10.1016/j.msea.2019.138065
E. Lum, A. Palazott, A. Dempsey, R. Abraham, Analysis of the effects of additive manufacturing on the material properties of 15-5PH stainless steel, in 58th AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, 9–13 January, 2017 (Grapevine. Texas, 2017), pp. 1–13. https://doi.org/10.2514/6.2017-1142
S. Sarkar, C.S. Kumar, A.K. Nath, Effects of heat treatment and build orientations on the fatigue life of selective laser melted 15-5 PH stainless steel. Mater. Sci. Eng. A. 755, 235–245 (2019). https://doi.org/10.1016/j.msea.2019.04.003
M. Yakout, M.A. Elbestawi, S.C. Veldhuis, Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 266, 397–420 (2019). https://doi.org/10.1016/j.jmatprotec.2018.11.006
X.D. Nong, X.L. Zhou, J.H. Li, Y.D. Wang, Y.F. Zhao, M. Brochu, Selective laser melting and heat treatment of precipitation hardening stainless steel with a refined microstructure and excellent mechanical properties. Scr. Mater. 178, 7–12 (2020). https://doi.org/10.1016/j.scriptamat.2019.10.040
J.R. Lee, M.S. Lee, H. Chae, S.Y. Lee, T. Na, W.S. Kim, T.S. Jun, Effects of building direction and heat treatment on the local mechanical properties of direct metal laser sintered 15-5 PH stainless steel. Mater Charact. 167, 110468 (2020). https://doi.org/10.1016/j.matchar.2020.110468
B. Zhang, H. Wang, R. Chen, B. He, Y. Cao, D. Liu, Laser surface alloying with carbon on 15-5PH steel for improved wear resistance. Surf. Eng. 37, 669–677 (2021). https://doi.org/10.1080/02670844.2020.1840758
H. Chae, M.Y. Luo, E.W. Huang, E. Shin, C. Do, S.K. Hong, W. Woo, S.Y. Lee, Unearthing principal strengthening factors tuning the additive manufactured 15-5 PH stainless steel. Mater Charact. 184, 111645 (2022). https://doi.org/10.1016/j.matchar.2021.111645
H. Chae, E.W. Huang, W. Woo, S.H. Kang, J. Jain, K. An, S.Y. Lee, Unravelling thermal history during additive manufacturing of martensitic stainless steel. J. Alloys Compd. (2021). https://doi.org/10.1016/j.jallcom.2020.157555
I. Avula, A.C. Arohi, C.S. Kumar, I. Sen, Microstructure, corrosion and mechanical behavior of 15-5 PH stainless steel processed by direct metal laser sintering. J. Mater. Eng. Perform. 30, 6924–6937 (2021). https://doi.org/10.1007/s11665-021-06069-5
A. Alafaghani, A. Qattawi, M.A.G. Castañón, Effect of manufacturing parameters on the microstructure and mechanical properties of metal laser sintering parts of precipitate hardenable metals. Int. J. Adv. Manuf. Technol. 99, 2491–2507 (2018). https://doi.org/10.1007/s00170-018-2586-5
A. Qattawi, P.J. Venhovens, J. Brooks, Rethinking Automotive Engineering Education – Deep Orange as a Collabo rative Innovation Framework for Project-Based Learning Incorporating Real-World Case Studies, in: 121st ASEE Annual Conference and Exposition Indianapolis, IN June 15–18 (2014)
A. Alafaghani, A. Qattawi, M.S. Jaman, M.A. Ablat, Microstructure and mechanical properties of direct metal laser–sintered 15-5PH steel with different solution annealing heat treatments. Int. J. Adv. Manuf. Technol. 105, 3499–3520 (2019). https://doi.org/10.1007/s00170-019-04404-8
A. Qattawi, D. Ulutan, A. Alafaghani, Prediction of mechanical properties of direct metal laser sintered 15-5PH steel parts using Bayesian inference: a preliminary study, in ASME 2019 14th International Manufacturing Science and Engineering Conference, MSEC 2019, Columbus, Ohio (2019). https://doi.org/10.1115/MSEC2019-3052
M. Fousová, D. Dvorský, A. Michalcová, D. Vojtěch, Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater Charact. 137, 119–126 (2018)
T. Sakthivel, M. Vasudevan, K. Laha, P. Parameswaran, K.S. Chandravathi, M.D. Mathew, A.K. Bhaduri, Comparison of creep rupture behaviour of type 316L (N) austenitic stainless steel joints welded by TIG and activated TIG welding processes. Mater. Sci. Eng. A. 528, 6971–6980 (2011)
A. Sola, A. Nouri, Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 1, 1–21 (2019). https://doi.org/10.1002/amp2.10021
M. Masoomi, N. Shamsaei, R.A. Winholtz, J.L. Milner, T. Gnäupel-Herold, A. Elwany, M. Mahmoudi, S.M. Thompson, Residual stress measurements via neutron diffraction of additive manufactured stainless steel 17–4 PH. Data Brief. 13, 408–414 (2017). https://doi.org/10.1016/j.dib.2017.06.027
B. Clausen, D.W. Brown, J.S. Carpenter, K.D. Clarke, A.J. Clarke, S.C. Vogel, J.D. Bernardin, D. Spernjak, J.M. Thompson, Deformation behavior of additively manufactured GP1 stainless steel. Mater. Sci. Eng. A. 696, 331–340 (2017). https://doi.org/10.1016/j.msea.2017.04.081
H.K. Rafi, T.L. Starr, B.E. Stucker, A comparison of the tensile, fatigue, and fracture behavior of Ti–6Al–4V and 15-5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 69, 1299–1309 (2013). https://doi.org/10.1007/s00170-013-5106-7
S. Sarkar, C.S. Kumar, A.K. Nath, Effect of different heat treatments on mechanical properties of laser sintered additive manufactured parts. J. Manuf. Sci. Eng. 139 (2017)
J. Delgado, J. Ciurana, C.A. Rodríguez, Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials. Int. J. Adv. Manuf. Technol. 60, 601–610 (2012). https://doi.org/10.1007/s00170-011-3643-5
T.M. Mower, M.J. Long, Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A. 651, 198–213 (2016)
M. Skorupa, T. Machniewicz, A. Skorupa, A. Korbel, Fatigue life predictions for riveted lap joints. Int. J. Fatigue. 94, 41–57 (2017)
B. Blinn, F. Krebs, M. Ley, R. Teutsch, T. Beck, Determination of the influence of a stress-relief heat treatment and additively manufactured surface on the fatigue behavior of selectively laser melted AISI 316L by using efficient short-time procedures. Int. J. Fatigue. 131, 105301 (2020)
D.M. Jafarlou, G. Ferguson, K.L. Tsaknopoulos, A.C. Chuang, A. Nardi, D. Cote, V. Champagne, I.R. Grosse, Structural integrity of additively manufactured stainless steel with cold sprayed barrier coating under combined cyclic loading. Addit. Manuf. 35, 101338 (2020)
S. Sarkar, C.S. Kumar, A.K. Nath, Effects of different surface modifications on the fatigue life of selective laser melted 15-5 PH stainless steel. Mater. Sci. Eng. A. 762, 138109 (2019). https://doi.org/10.1016/j.msea.2019.138109
S. Romano, P.D. Nezhadfar, N. Shamsaei, M. Seifi, S. Beretta, High cycle fatigue behavior and life prediction for additively manufactured 17–4 PH stainless steel: Effect of sub-surface porosity and surface roughness. Theor. Appl. Fract. Mech. 106, 102477 (2020)
M. Grasso, B.M. Colosimo, Process defects and in situ monitoring methods in metal powder bed fusion: a review. Meas. Sci. Technol. 28, 44005 (2017)
W. Chen, L. Xu, K. Hao, Y. Zhang, L. Zhao, Y. Han, Z. Liu, H. Cai, Effect of heat treatment on microstructure and performances of additively manufactured 15-5PH stainless steel. Opt. Laser Technol. 157, 108711 (2023). https://doi.org/10.1016/j.optlastec.2022.108711
A. Alafaghania, A. Qattawia, M.A.G. Castañón, Effect of manufacturing parameters on the microstructure and mechanical properties of metal laser sintering parts of precipitate hardenable metals. Int. J. Adv. Manuf. Technol. 99, 2491–2507 (2018)
S. Sarkar, S. Mukherjee, C.S. Kumar, A.K. Nath, Effects of heat treatment on microstructure, mechanical and corrosion properties of 15-5 PH stainless steel parts built by selective laser melting process. J. Manuf. Process. 50, 279–294 (2020)
A.B. Spierings, M.U. Schneider, R. Eggenberger, Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 17, 381–386 (2011)
A. Tawfik, P. Bills, L. Blunt, R. Racasan, Development of an artefact to detect unfused powder in additive manufactured components using X-ray CT, in 8th Conference on Industrial Computed Tomography (2018).
D.C. Mongomery, Montgomery: Design and Analysis of Experiments (Willy, New York, 2017)
L. Wang, C. Dong, C. Man, D. Kong, K. Xiao, X. Li, Enhancing the corrosion resistance of selective laser melted 15-5PH martensite stainless steel via heat treatment. Corros. Sci. 166, 108427 (2020). https://doi.org/10.1016/j.corsci.2019.108427
M.R. Jandaghi, A. Saboori, L. Iuliano, M. Pavese, On the effect of rapid annealing on the microstructure and mechanical behavior of additively manufactured stainless steel by laser powder bed fusion. Mater. Sci. Eng. A. 828, 142109 (2021). https://doi.org/10.1016/j.msea.2021.142109
L.F. Kultz Unti, L.S. Aota, A.L. Jardini, A.P. Tschiptschin, H.R.Z. Sandim, E.A. Jägle, K.D. Zilnyk, Microstructural characterization of 15-5PH stainless steel processed by laser powder-bed fusion. Mater Charact. 181, 111485 (2021). https://doi.org/10.1016/j.matchar.2021.111485
H. Ramadas, A.K. Nath, S. Sarkar, P. Ganesh, R. Kaul, J.D. Majumdar, Fatigue crack growth rate and fracture toughness evaluation of 15-5 precipitation hardening stainless steel fabricated by laser powder bed fusion process. Mater. Sci. Eng. A. 861, 144356 (2022). https://doi.org/10.1016/j.msea.2022.144356
B. Lv, F. Wang, X. Niu, L. Zhang, X. Wu, Y. Lai, B. Hong, S. Cao, In-situ formed graded microstructure and mechanical property of selective laser melted 15-5 PH stainless steel. Mater. Sci. Eng. A. 847, 143340 (2022). https://doi.org/10.1016/j.msea.2022.143340
M. Alnajjar, F. Christien, K. Wolski, C. Bosch, Evidence of austenite by-passing in a stainless steel obtained from laser melting additive manufacturing. Addit. Manuf. 25, 187–195 (2019). https://doi.org/10.1016/j.addma.2018.11.004
A. Liang, S. Sahu, X. Zhao, T. Polcar, A.R. Hamilton, Interfacial characteristics of austenitic 316 L and martensitic 15-5PH stainless steels joined by laser powder bed fusion. Mater Charact. 198, 112719 (2023). https://doi.org/10.1016/j.matchar.2023.112719
L. Wang, C. Dong, D. Kong, C. Man, J. Liang, C. Wang, K. Xiao, X. Li, Effect of manufacturing parameters on the mechanical and corrosion behavior of selective laser-melted 15-5PH stainless steel. Steel Res. Int. 91, 1–9 (2020). https://doi.org/10.1002/srin.201900447
Funding
This research received no external funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Negron, J., Ali, M., Almotari, A. et al. Impact of Different Heat Treatments on the Mechanical Properties and Microstructure of Precipitation-Hardened Stainless Steel Fabricated by Laser Powder Bed Fusion. Metallogr. Microstruct. Anal. 13, 317–331 (2024). https://doi.org/10.1007/s13632-024-01051-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-024-01051-8