
Abstract
Global prominence has been attained by additive manufacturing technology in recent years, driven by its environmental benefits and machining advantages when compared to traditional subtractive methods. Fused deposition modeling (FDM) technology, primarily utilized in polymer and polymer composite 3D printing, allows for precise control of material distribution within components. In this study, mechanical and tribological behaviors of 3D-printed structures are investigated, yielding valuable insights applicable to practical scenarios. The study identifies threshold limits for layer thickness ratios in three-layered curved sandwich structures, which directly impact their specific load capacity. Stress distribution within 3D-printed PLA discs can be accurately predicted by a saturation function dependent on shell thickness, with material-specific constants. Beyond a critical shell thickness, the impact of increased shell thickness on local tribological properties is found to be negligible. These findings generalize effectively to structures characterized by robust outer shells and weaker inner infills. Connections are drawn between tribological behavior and contact mechanical properties, opening avenues for future research involving nonlinear material modeling and advanced simulations. This study contributes to a deeper understanding of 3D printing and polymer tribology while highlighting the transformative potential of additive manufacturing in various industries, offering cost-effective and resource-efficient solutions for optimized mechanical performance.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing technology has gained global prominence in recent years. Unlike traditional subtractive methods, it is experiencing a surge in popularity due to its environmental benefits and machining advantages. A key advantage of 3D printing lies in its rapid prototyping capabilities, enabling swift production of new parts post-design. In contrast, conventional approaches, particularly the design and construction of injection molding tools, incur significant costs and time investments. The immediacy inherent in additive manufacturing streamlines product development, making prototype production both cost-effective and time-efficient. Presently, 3D printers employing fused deposition modeling (FDM) technology dominate the landscape for polymer and polymer composite printing [1].
The design of FDM-printed parts offers control over numerous parameters, facilitating varying fill densities within a single component. This versatility allows for targeted material reduction in specific areas, optimizing resource utilization and production time, thereby reducing costs [2]. Intended applications of additive manufacturing (AM) hold the promise of weight reduction in components, necessitating rigorous mechanical performance assessments to meet stringent industrial design criteria. However, the current body of research lacks sufficient studies elucidating the reliability of 3D-printed parts under real load conditions [3].
The parameters under investigation in the realm of 3D printing encompass layer height [4], fill percentage, infill pattern [2], build orientation [5, 6], raster direction angle [7,8,9], number of perimeters (contour width) [10], deposition speed [11], air gaps [12], and extrusion temperature [13]. Researchers have scrutinized these parameters across various thermoplastic materials, including acrylonitrile butadiene styrene (ABS) [14], polylactic acid (PLA) [15], polyethylene terephthalate glycol (PETG) [16, 17], polyformaldehyde (POM) [18], and polyether ether ketone (PEEK) [19], predominantly in filament form. PLA, characterized by its biodegradability, ease of processing, high tensile strength, and stiffness, is of particular interest [20]. Derived from plant sources with high starch content (e.g., rice, corn, wheat), PLA exhibits minimal deformation, which can make it suitable for printing without a heated workbench, although the use of a heated bed may enhance adhesion in certain cases. This accessibility renders PLA an excellent choice for high-volume measurements, establishing its status as one of the most widely used biodegradable polymers across diverse applications, replacing petroleum-based counterparts [21]. However, it is important to note that PLA’s biodegradability is achievable under specialized conditions typically found in industrial composting facilities, rather than in conventional waste management settings.
While numerous studies have investigated the influence of various parameters on the mechanical properties of PLA in 3D printing [22,23,24,25,26], gaps persist in understanding the optimal settings for specific applications due to the inherent complexities of 3D-printed structures [27]. Recognizing the nascent nature of 3D printing technology, further evaluation of these parameters is essential to bridge the knowledge gap concerning their impact on polymeric materials [28]. In the domain of material technology, the plastics industry offers vast opportunities for development, with 3D printing showcasing unique capabilities to create non-homogeneous structures [2].
Previous research has explored diverse applications of 3D-printed components, ranging from wheels for UAVs to turbine wheels for turbochargers [29,30,31,32,33,34,35,36,37]. However, these studies often address different operational requirements without providing a comprehensive understanding of the broader scenario being investigated. In this context, our study aims to optimize fill ratios for cost-effective machine part production, with a focus on applications spanning various industries such as aerospace, automotive, and manufacturing.
The novelty of our work lies in several key aspects. Firstly, we aim to establish a robust mechanical model based on precise material properties, leveraging prior strength and elasticity data to promote material efficiency and competitiveness. Specifically, we seek to analyze the mechanical behavior of 3D-printed curved sandwich structures with varying layer thickness (shell thickness) ratios, focusing on identifying the threshold above which no significant variations in performance are observed. These insights are expected to be generalizable, benefiting additive manufacturing practices across industries.
Furthermore, our study aims to establish correlations between mechanical properties and tribological behavior, opening new research avenues in three-dimensional printing and polymer tribology, specifically focusing on PLA material. The motivation in the context of tribology is crucial for understanding the performance of 3D-printed components in real-world applications. While previous research has primarily focused on mechanical properties, such as strength and stiffness, the tribological behavior of these components remains relatively unexplored. Tribological properties play a vital role in determining the durability and reliability of machine parts subjected to frictional forces and wear during operation. Therefore, investigating the tribological performance of 3D-printed PLA components is essential for ensuring their suitability in practical applications across various industries. By elucidating the relationship between mechanical properties and tribological behavior, our study aims to provide valuable insights into the optimization of additive manufacturing processes for cost-effective and reliable production, while also enhancing the performance and longevity of machine parts.
2 Materials and methods
This section provides an overview of the experimental framework, encompassing materials, 3D printing, finite element modeling, and simulation methodology.
2.1 Materials for testing
Polylactic acid (PLA) served as the material of choice for the research due to its eco-friendly attributes, derived from high-starch content plants (e.g., wheat, corn, rice). PLA is biodegradable, boasts high printability rates, minimal deformation, and a low melting point, obviating the need for a heated worktable during 3D printing. A 1.75 mm diameter PLA filament by Filament PM, Haňovice, Czech Republic, was utilized (see Table 1 for manufacturer's specifications). A 0.4 mm nozzle diameter was employed consistently.
2.2 3D printing and experimental procedure
Specimens were 3D printed using varied process settings, focusing on filling patterns and infill percentages, each at four levels. The four patterns utilized were Rectilinear, Hilbert Curve, Concentric, and Honeycomb (see Fig. 1), while filling ratios included 40%, 60%, 80%, and 100%. Tensile testing was conducted according to the MSZ EN ISO 527-2-1993(E) standard using a Zwick/Roell Z100 machine. This examination aimed to assess the impact of pattern and filling density on tensile strength. Young’s modulus values were obtained in the elastic range using the same fill and pattern variations at maximum load without specimen breakage, serving as input parameters for finite element analysis. Material characteristics, elastic modulus values, and Poisson’s ratios were assessed for virtual tests, with tensile strength values per Table 2 used for evaluation. It is important to note that it is not possible to print 100% Honeycomb infill as the slicer used (Slic3r software) does not provide such an option; hence, the values were gathered from the manufacturer. To determine tensile strength values for 100% Honeycomb, manufacturer-provided data for injection-molded raw pieces were utilized, with a cross-sectional area of 40 mm2.

Patterns used when fabricating the specimens
2.3 Finite element model analysis for sandwich structure
This phase focused on the effect of the disc’s external layer’s thickness (shell thickness) on mechanical conditions within the contact area of sandwich-like components, crucial for understanding wear. The experiments conducted in this study confirmed a threshold layer thickness, termed the “minimum layer thickness,” beyond which changes in tribological properties were negligible. In this context, the term “layer thickness” or “shell thickness” denotes the radial outer layer of the disc, as depicted in Figs. 2 and 3. The study aimed to identify this threshold for three-layered 3D-printed elements with different patterns and infill percentages. ANSYS Workbench R17 software’s static structural module facilitated finite element modeling, with assessments encompassing normal stress, reduced stress, and deformation component values for respective infill patterns and densities.

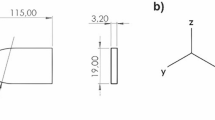
a Geometrical dimensions of the investigated PLA roller, b visualization of the sandwich structure roller in 3D

Illustration of shell thickness variation
2.3.1 3D model
A test specimen design (Fig. 2a) allowed for two-dimensional modeling, offering efficient validation in tribological tests, particularly for 60 mm diameter rollers. The uniform cross section and standard testing parameters ensured rapid results with accuracy comparable to three-dimensional models. The shell structures and the central part of the rollers (the part with four holes) remained 100% rectilinear, aligning with experimental specimen parameters (Fig. 2b). However, the core of the rollers, situated between the shell and the central part, was modeled with varying infill densities and patterns, as detailed in Sect. 2.3.2. The determination of the test specimen’s geometry was driven by the requirement to fabricate rollers specifically tailored to accommodate the capacity of the testing machine.
2.3.2 Simulation methodology
The core of the rollers was subjected to simulations with infill densities of 40%, 60%, 80%, and 100%, along with four pattern variations (Rectilinear, Hilbert Curve, Concentric, and Honeycomb). These simulations were conducted to investigate values of normal stress, reduced stress, and deformation components across seven different shell thicknesses (0.5, 1, 1.5, 2, 3, 4, and 5 mm). The study aimed to determine the minimum shell thickness necessary for functional components. Figure 3 illustrates shell thickness variations. The specimen on the left having a 1.5 mm shell, and the one on the right having a 5 mm shell. To incorporate different infill patterns and percentages into the simulation, the material properties were modified based on the results of tensile tests.
2.3.3 Boundary conditions
A roller (Fig. 2) was subjected to supports and forces as depicted in Fig. 4, including compression and applied force. A load of 50 N was applied during tests. A meshing strategy was employed wherein the element size was reduced until the results converged. The finite element model consisted of 4832 nodes and 1464 elements, with quadrilateral mesh elements varying in size from 0.05 to 0.5 mm, prioritizing critical areas near contact points for finer mesh elements. Figure 5 shows the completed finite element model. The loading scenario was taking advantage of symmetry to simplify the simulation. The 50 N load was determined as a test load, and the resulting stress was calculated accordingly. A linear material model was used, allowing to determine the maximum load that the given material could withstand in each case by calculating the ratio of 50 N to the calculated stress.

Applied supports and forces

Visualization of the finite element mesh
2.4 Tribological tests
The input parameters for the virtual measurement series were derived from the results of the tensile and elasticity tests. The subsequent phase of the research involved tribological analysis on finite elements, conducted using equipment provided by the Material Science and Mechanical Engineering Processes Department of the Szent István Campus, MATE, Gödöllő, Hungary, specifically a twin-disc tribometer developed by the university.
2.4.1 Preparation of the investigated mechanical elements
The counterpart rollers were made of structural steel S375. The machining process ensured precision within limits (± 0.03 mm) for the central hole and outer surface. The Steel Roller having a diameter (D) of 60 mm and a thickness (t) of 10 mm (see Fig. 6a). The polymer rollers were 3D printed with a 40% honeycomb infill pattern, selected based on our previous study [2], where this configuration demonstrated a favorable balance between material efficiency and mechanical performance. This selection aligns closely with the objectives of our current study. This infill percentage offers sufficient structural integrity while minimizing material consumption, making it an appropriate choice for evaluating the tribological properties of the polymer rollers. Additionally, post-printing adjustments were made to match the roller’s holes to the tribology testing equipment. The contacting surface was refined through lathe turning to ensure proper rolling contact and shell thickness accuracy. The machining steps are as follows:
-
1.
Dry machining of the central hole (Fig. 6b) maintained shape and size precision, resulting in a basic hole diameter of D = 16 mm.
-
2.
Drilling drive transfer holes (Fig. 6c) with a diameter of D = 3.5 mm.
-
3.
Turning the outer rolling diameter:

Photo of the a steel roller, b dry machining of the central hole in the polymer roller, c drilling of drive transfer holes in the polymer roller, d turning the outer rolling diameter of the polymer roller, and e the rollers after machining
2.4.2 Tribological test apparatus
The twin-disc system is commonly employed for testing roller bearability, and the measurements were conducted using an advanced version of this system developed by Szent István University. Similar in operation and structure to the twin-disc system, the testing apparatus enables the examination of mechanical component wear or lifetime under nearly constant loads (Fig. 7). Controlled by a frequency inverter, a closed belt drive system, driven by an electric motor, offers a speed range of 0–1500 RPM, with the motor compensating for drive losses, ensuring cost-effective operation. Weights attached to the drive during testing create the desired load between the rollers, with the weight/load ratio determined using a calibrated force sensor, managed through Catman software. Data processing and storage are facilitated by this software. Upon motor activation, a ribbed belt drive system drives the two parallel axes. A torque sensor is positioned at the center of one axis, while the other end resides within the gearbox. The belt imparts rotation to the driven rollers, which are connected to the other parallel axis via the gearbox. Data measured is transmitted to the Catman software through a Spider 8-type measuring amplifier and real-time monitoring system. Continuously monitored parameters encompass speed, friction torque, time, and roller surface temperature. The key input parameters influencing test outcomes encompass the sizes, materials, structures, and infill densities of both driving and driven rollers. Torque measurement was executed using a centrally located torque sensor on the driving axis, with a uniform measurement frequency of 2 Hz across all cases. Data are initially saved in Catman’s format and subsequently processed using Microsoft Excel.

Structure of the twin-disc test apparatus operating on the twin-disc principle
2.4.3 Surface roughness measurement
Surface roughness measurements were conducted using a Mitutoyo SurfTest SPJ-201 surface roughness measuring device, complemented by a Mitutoyo column-type measuring stand (Fig. 8a). The device followed international standards (EN ISO, VDA, ANSI, JIS) and customized settings, with measurements based on ISO 4287:1997, using a 5 mm measurement length, 2CR75 filtering, and R-profile measurements. Surface roughness parameters obtained included Ra (average surface roughness), Rz (height of irregularities), and Rq (smoothness index), with data recorded and processed in Microsoft Excel.

a Surface roughness measurement device, and b Dino-Lite edge microscope
2.4.4 Microscopic examinations
The Dino-Lite Edge 1.3MP AF4915ZT microscope (Fig. 8b), calibrated to 50× magnification, captured surface photos without polarizing filters at 50× magnification, providing professional-level imaging with enhanced features.
2.4.5 Configuration parameters of the tests
The following are the configuration parameters of the tests:
-
Peripheral speed set at 0.1 m/s, corresponding to the rollers’ slow rotation. From this velocity (\(v\)) value and the diameter (\(D\)), the disc’s rotational speed (\(n\)) using the following formula was determined:
$$n = \frac{{v_{c} }}{D\pi }$$(1) -
A load four times greater than that used in finite element modeling (200 N) was applied to accelerate tribological tests.
-
A measurement frequency of 2 Hz was maintained.
-
Measurements continued until roller failure, recording torque, temperature, and contact characteristics (as detailed in Table 3).
3 Results and discussion
3.1 Evaluation of simulation results for finite element analysis
Stresses and deformations within the outer shell structure of the sandwich-structured roller were assessed based on calculations and 3D printing parameters (pattern and fill variation). Normal stress, equivalent stress (reduced stress), and directional deformation (horizontal) components were reported for each fill and material pattern variation (Table 4).
Normal stress plays a significant role in determining the load-bearing capacity and structural integrity of materials under mechanical loading conditions. According to Lee et al. as pressure increased, the duration for stress increment to occur shortened, resulting in heightened contact pressure [38]. Therefore, elevated normal stress values may signify heightened contact pressure, potentially resulting in material deformation, wear, or failure [39], while lower values may indicate reduced contact pressure and less severe wear mechanisms, indicating that smaller stresses are preferable and less susceptible to failure. In the current study, the effect of shell thickness on stress distribution and tribological behavior was investigated. The primary objective was to identify the critical threshold of shell thickness where significant changes in stress occur. The displacement examined was tangential to the wheels, as indicated by the coordinate system depicted in Fig. 4. This tangential displacement, representing relative movement between contacting surfaces, is crucial as it leads to microslips and influences tribological behavior. Thus, understanding direction deformation is essential for assessing the frictional properties and overall performance of the materials under study. Higher direction deformation values may indicate increased surface roughness or irregularities, potentially resulting in higher friction and wear, whereas lower values may suggest smoother surface interactions and reduced frictional losses. The analysis focused on identifying the effect of shell thickness on direction deformation and its implications for tribological behavior, aiming to determine the critical threshold of shell thickness where significant changes in deformation occur, rather than evaluating whether higher or lower deformation values are inherently advantageous.
Applying boundary conditions and settings generated 315 outcomes. Normal stress representations for 40%, 60%, 80%, and 100% densities with various patterns are depicted in Fig. 9, with corresponding results in Table 4. Notably, the normal stress exhibited stability around the 2 mm shell thickness, aligning with the saturation curve (Fig. 9). Additionally, it is important to note that the labels “g” in Figs. 9 and 11 represent the unit of the mass of the specimens, which were acquired from the slicing software, reflecting the differences in mass due to fabrication with different printing parameters. This aspect clarifies the variation observed in the specimens’ weight across different densities and patterns.

Normal stress values for fill densities of a 40%, b 60%, c 80%, and d 100%
Figure 10 illustrates the normal stress function described by \(f\left(x\right)={c}_{1}\cdot (1-{e}^{-{c}_{2}x})\), where fitted constants are c1 = 10.2, c2 = 2.2 specifically for the 40% Hilbertcurve infill conditions.

Calculated normal stress as a function of shell thickness and fitted curve
Table 5 presents the computed and fitted function values for the 40% Hilbertcurve infill conditions. Based on the fitted function, a threshold can be determined, beyond which increasing the layer thickness (shell thickness) has a negligible effect on local mechanical properties. c1 indicates the threshold value of the function.
If we accept a 5% deviation, then 95% of it can be considered constant for the function, giving:
from which: \(x=\frac{{\text{ln}}0.05}{-2.2}\)= 1.36 mm.
If a 1% deviation is acceptable, then 99% of it can be considered constant for the function, resulting in: \(x=\frac{{\text{ln}}0.01}{-2.2}\)= 2.09 mm.
A practical threshold emerged, indicating that beyond a shell thickness of 1.36 mm (for a 5% deviation) or 2.09 mm (for a 1% deviation), further increases in layer thickness yield minimal improvement in local mechanical properties, potentially compromising structural integrity rather than beneficial.
Deformation component values, reflecting x-direction deformation, stabilized at a 2 mm shell thickness (Fig. 11). Notably, regardless of pattern, similar tendencies were observed, signifying a common threshold thickness. This analysis revealed two regions: one where layer thickness impacts stress and deformation, and another where the effect becomes negligible. Among the FEM results, the voltage, tangential displacement, and the temperature and torque values from the experimental results showed the same limit. Both theoretical and experimental results showed the same shell thickness as the limit. Ultimately, a threshold thickness was established beyond which augmenting shell thickness has an insignificant impact on tribological properties. Stress values as a function of shell thickness were accurately approximated by a saturation function, reiterating the presence of a threshold for local tribological conditions.

Deformation component curve for the fill patterns of a 40%, b 60%, c 80%, and d 100%
3.2 Results of tribological tests
Subsequent tribological model tests aimed to validate finite element analysis results. Tests occurred under standard room temperature and humidity conditions, utilizing PLA rollers with shell thicknesses of 1 mm, 2 mm, and 4 mm, paired with steel counter rollers. Measurement data encompassed drive torque loss and surface temperature of the polymer roller (Fig. 12).

Temperature measurement location
The comprehensive validation of the finite element analysis (FEM) results with tribological tests was achieved through a comprehensive approach. The displacements and stresses occurring during static contact scenarios were effectively modeled by the FEM. It was assumed that changes in these values within the model would correspond to changes in dynamic cases in reality, as the contact characteristics inherently influence them. To substantiate this assumption, the model was utilized to delineate the limits of both constant and variable sections. Subsequently, three measurements were conducted, with two designated within the constant section and one within the variable range, all based on the FEM predictions. Remarkably, the measurement outcomes were aligned with the model predictions, exhibiting consistent and variable values in the same sections. Consequently, the model's capability to illustrate the shell’s impact on characteristic alterations was validated through experimental validation. In essence, the determination of the limits for both constant and variable sections was facilitated by the FEM, which were then corroborated by experimental findings. This integrated approach underscores the reliability and accuracy of the modeling methodology in capturing the dynamic characteristics influenced by the shell's effects.
Temperature rise [T (°C)] is visualized in Fig. 13a, while torque loss [M (Nm)] is presented in Fig. 13b. The validity of finite element simulation results was confirmed through the presentation of measurement results in Figs. 13a and b, where minimal variation in temperature changes based on shell thickness was observed primarily due to the location of the temperature measurement point. Ideally, contact area measurement would have been preferred but was not feasible. At the tests' conclusion, roller damage occurred, as shown in Fig. 14.

a Temperature diagram of twin-disc test for different shell thicknesses, and b Torque loss diagram of twin-disc test for different shell thicknesses

Condition of rollers after tribological tests
In summary, the validation step primarily focused on verifying the threshold value for shell thickness identified through simulation and its correlation with observed variations in mechanical and tribological properties measured experimentally. While traditional validation methods involve comparing similar variables obtained from both experimental and numerical approaches under identical conditions, in our case, the objective was to demonstrate consistency in response across both numerical simulations and experimental measurements when the shell thickness exceeded a certain threshold. We aimed to show that despite differences in the specific variables analyzed, there was a coherent response across both approaches, thereby providing valuable insight into the behavior of the system under study.
3.3 Analysis of microscopic examinations
The machined surface of the PLA roller is presented in Fig. 15a, displaying visible turning marks. This surface came into contact with the steel roller during tribological tests. Figure 15b illustrates the microscopic photo of the PLA roller before testing, with a 1 mm scale reference provided in the bottom-left corner of each image.

a Surface of PLA roller before testing (50×), and b microscopic image of steel roller surface before tribological testing (50×)
Microscopic images of the PLA and steel rollers post-tribological validation are provided in Fig. 16. These images vividly depict the transition from matte surfaces before testing to polished surfaces due to wear.

Posttest microscopic images
Analysis of the microscopic images (Fig. 16) reveals varying amounts of adhered PLA material on the steel roller surface. Minimal adhesion was observed for the 1 mm shell thickness, suggesting early disintegration of the outer shell structure. Conversely, with increasing shell thickness (2–4 mm), adhesion significantly intensified. The 2 mm shell thickness PLA roller exhibited approximately 20% adhesion when paired with the steel roller. For thicker-shell PLA rollers, surface indentation occurred during the damage process. Nevertheless, comparing the adhesion levels of 2 mm and 4 mm shell thickness tests, no significant difference was noted on the steel roller surface.
3.4 Surface roughness investigation
Surface roughness results for both the steel and PLA rollers before and after testing are presented in Tables 6.
Characteristic surface roughness values are provided post-testing, including Ra (average surface roughness), Rz (height of unevenness), and Rq (surface finish index). The aim was to maintain nearly identical roller surface characteristics between PLA and steel rollers, evident from the measured surface roughness data before testing.
Posttest surface roughness is illustrated for both PLA and steel rollers. In the case of 1 mm shell thickness, measurement was impossible due to complete disintegration of the PLA roller (Fig. 17).

1 mm shell thickness roller disintegrated
Post-testing, surface roughness characteristics on the steel roller affected by PLA adhesion are shown (Fig. 18). Increased shell thickness resulted in greater rigidity and reduced surface adaptability, leading to increased adhesion.

Surface roughness characteristics on the PLA and steel roller affected by PLA adhesion after testing
The wear mechanism remained consistent, as supported by temperature and torque values. Additionally, it is evident that with increased shell thickness, maximum roughness increased due to adhesion, contributing to elevated noise levels in power transmission.
For 2 mm and 4 mm shell thickness rollers, there was no substantial change in the nature or extent of adhesion. In conclusion, surface photos affirm the presence of an optimum point, with significant changes in the shell's load-bearing capacity observed at a 2 mm shell thickness. Beyond 2 mm shell thickness, no significant alterations were observed.
The limitations of the present study encompass some factors. Firstly, it is imperative to note that the results obtained from the tests are only applicable within the specified infill range of 40% to 100%. Secondly, it should be acknowledged that the tribological tests are constrained in their capacity to determine the boundary between the constant and variable sections based solely on the shell thickness. These limitations underscore the need for caution when generalizing the findings of this study beyond the specified parameters.
4 Conclusion
In this study, we have investigated the mechanical and tribological behavior of 3D-printed structures, seeking generalizable insights applicable to practical scenarios. Our findings can be summarized as follows:
-
1.
An optimal layer thickness (shell thickness) ratio exists for three-layered, 3D-printed curved sandwich structures, offering maximum specific load capacity. Deviating from this, optimal shell thickness results in reduced load capacity.
-
2.
Stress distribution near the contact region of three-layered, 3D-printed PLA discs can be accurately approximated using a saturation function based on shell thickness, guided by material-specific constants.
-
3.
A limit to shell thickness exists for three-layered, 3D-printed PLA discs, beyond which further increases have negligible effects on local tribological conditions.
-
4.
Generalizable results are attainable for 3D-printed structures under practical conditions, particularly when the outer shell surpasses the core in terms of strength and infill density.
Tribological behavior correlates with contact mechanical properties, suggesting opportunities for further investigations, including slip, sliding velocities, and wear. Also, future research should explore the potential benefits of employing nonlinear material models in virtual element method (VEM) simulations.
The principles elucidated here (e.g., stress distribution and deformation characteristics) are likely relevant across industries like aerospace, automotive, and construction. While our study addressed general rollers, further research could explore specific implications for different roller types in applications such as material handling, printing, laminating, and conveyor systems, among others.
Data availability
Data are available upon reasonable request. Interested parties may contact the corresponding author for access to the data.
References
Dizon JRC, Espera AH, Chen Q, Advincula RC (2018) Mechanical characterization of 3D-printed polymers. Addit Manuf 20:44–67. https://doi.org/10.1016/j.addma.2017.12.002
Dobos J, Hanon MM, Oldal I (2022) Effect of infill density and pattern on the specific load capacity of FDM 3D-printed PLA multi-layer sandwich. J Polym Eng 42:118–128. https://doi.org/10.1515/polyeng-2021-0223
Patil R, Thammana VVSNG, Vaishya AK et al (2021) Comparative study and analysis of 3D printed wheel hub. World J Eng 18:653–659. https://doi.org/10.1108/WJE-11-2020-0563
Torres J, Cotelo J, Karl J, Gordon AP (2015) Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 67:1183–1193. https://doi.org/10.1007/s11837-015-1367-y
Hanon MM, Dobos J, Zsidai L (2021) The influence of 3D printing process parameters on the mechanical performance of PLA polymer and its correlation with hardness. Procedia Manuf 54:244–249. https://doi.org/10.1016/j.promfg.2021.07.038
Alaimo G, Marconi S, Costato L, Auricchio F (2017) Influence of meso-structure and chemical composition on FDM 3D-printed parts. Compos B Eng 113:371–380. https://doi.org/10.1016/j.compositesb.2017.01.019
Fatimatuzahraa AW, Farahaina B, Yusoff WAY (2011) The effect of employing different raster orientations on the mechanical properties and microstructure of Fused Deposition Modeling parts. In: 2011 IEEE Symposium on business, engineering and industrial applications (ISBEIA), IEEE, pp 22–27
Hanon MM, Marczis R, Zsidai L (2021) Influence of the 3D printing process settings on tensile strength of PLA and HT-PLA. Period Polytech Mech Eng. https://doi.org/10.3311/PPme.13683
Sood AK, Ohdar RK, Mahapatra SS (2010) Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater Des 31:287–295. https://doi.org/10.1016/j.matdes.2009.06.016
Lanzotti A, Grasso M, Staiano G, Martorelli M (2015) The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp J 21:604–617. https://doi.org/10.1108/RPJ-09-2014-0135
Laureto JJ, Pearce JM (2018) Anisotropic mechanical property variance between ASTM D638–14 type i and type iv fused filament fabricated specimens. Polym Test 68:294–301. https://doi.org/10.1016/j.polymertesting.2018.04.029
Rezayat H, Zhou W, Siriruk A et al (2015) Structure–mechanical property relationship in fused deposition modelling. Mater Sci Technol 31:895–903. https://doi.org/10.1179/1743284715Y.0000000010
Guessasma S, Belhabib S, Nouri H (2019) Microstructure and mechanical performance of 3D printed wood-PLA/PHA using fused deposition modelling: effect of printing temperature. Polymers (Basel) 11:1778. https://doi.org/10.3390/polym11111778
Raney K, Lani E, Kalla DK (2017) Experimental characterization of the tensile strength of ABS parts manufactured by fused deposition modeling process. Mater Today Proc 4:7956–7961. https://doi.org/10.1016/j.matpr.2017.07.132
Chacón JM, Caminero MA, García-Plaza E, Núñez PJ (2017) Additive manufacturing of PLA structures using fused deposition modelling: effect of process parameters on mechanical properties and their optimal selection. Mater Des 124:143–157. https://doi.org/10.1016/j.matdes.2017.03.065
Szykiedans K, Credo W, Osiński D (2017) Selected mechanical properties of PETG 3-D prints. Procedia Eng 177:455–461. https://doi.org/10.1016/j.proeng.2017.02.245
Hanon MM, Marczis R, Zsidai L (2019) Anisotropy evaluation of different raster directions, spatial orientations, and fill percentage of 3D printed PETG tensile test specimens. Key Eng Mater 821:167–173. https://doi.org/10.4028/www.scientific.net/KEM.821.167
Wang Y-T, Yeh Y-T (2017) Effect of print angle on mechanical properties of FDM 3D structures printed with POM material. Innovative design and development practices in aerospace and automotive engineering: I-DAD. Springer, Singapore, pp 157–167
Xiaoyong S, Liangcheng C, Honglin M et al (2017) Experimental analysis of high temperature PEEK materials on 3D printing test. In: 2017 9th International conference on measuring technology and mechatronics automation (ICMTMA), IEEE, pp 13–16
Vidakis N, Petousis M, Savvakis K et al (2019) A comprehensive investigation of the mechanical behavior and the dielectrics of pure polylactic acid (PLA) and PLA with graphene (GnP) in fused deposition modeling (FDM). Int J Plast Technol 23:195–206. https://doi.org/10.1007/s12588-019-09248-1
Notta-Cuvier D, Odent J, Delille R et al (2014) Tailoring polylactide (PLA) properties for automotive applications: effect of addition of designed additives on main mechanical properties. Polym Test 36:1–9. https://doi.org/10.1016/j.polymertesting.2014.03.007
Faidallah RF, Hanon MM, Szakál Z, Oldal I (2023) Study of the mechanical characteristics of sandwich structures FDM 3D-printed. Acta Polytech Hung 20:7–26. https://doi.org/10.12700/APH.20.6.2023.6.1
Ma Q, Rejab MRM, Song Y et al (2024) Effect of infill pattern of polylactide acid (PLA) 3D-printed integral sandwich panels under ballistic impact loading. Mater Today Commun 38:107626. https://doi.org/10.1016/j.mtcomm.2023.107626
Bochnia J, Kozior T, Blasiak M (2023) The mechanical properties of thin-walled specimens printed from a bronze-filled PLA-based composite filament using fused deposition modelling. Materials 16:3241. https://doi.org/10.3390/ma16083241
Bochnia J, Blasiak M, Kozior T (2021) A comparative study of the mechanical properties of FDM 3D prints made of PLA and carbon fiber-reinforced PLA for thin-walled applications. Materials 14:7062. https://doi.org/10.3390/ma14227062
Saharudin MS, Hajnys J, Kozior T et al (2021) Quality of surface texture and mechanical properties of PLA and PA-based material reinforced with carbon fibers manufactured by FDM and CFF 3D printing technologies. Polymers (Basel) 13:1671. https://doi.org/10.3390/polym13111671
Camargo JC, Machado ÁR, Almeida EC, Silva EFMS (2019) Mechanical properties of PLA-graphene filament for FDM 3D printing. Int J Adv Manuf Technol 103:2423–2443. https://doi.org/10.1007/s00170-019-03532-5
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688. https://doi.org/10.1016/j.bushor.2017.05.011
Kaushal P, Vatsa D, Gupta S, Raj R, Amardeep (2022) Historical analysis of wheel and diving into future of wheel made with additive manufacturing. In: Dvivedi A, Sachdeva A, Sindhwani R, Sahu R (eds) Recent trends in industrial and production engineering. Lecture notes in mechanical engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-3330-0_8
Yang Z, Zhang M, Zhang Z et al (2016) A study on diamond grinding wheels with regular grain distribution using additive manufacturing (AM) technology. Mater Des 104:292–297. https://doi.org/10.1016/j.matdes.2016.04.104
Lottes LM, Kaiser N, Goossens N et al (2021) TOMARES. CEAS Space J 13:521–532. https://doi.org/10.1007/s12567-020-00343-3
Vashi Y, Anand R, Jayakrishna K et al (2021) Design and analysis of 3D printed UAV wheel. Mater Today Proc 46:8307–8312. https://doi.org/10.1016/j.matpr.2021.03.298
Selvam RP, Duraiselvam M, Barad SG, Kumar D (2019) Dynamic characterization of an additive manufactured turbine wheel of turbocharger. In: Compressors, fans, and pumps; turbines; heat transfer; structures and dynamics, vol 1, American Society of Mechanical Engineers
Andrearczyk A, Bagiński P (2020) Vibration analysis of a turbocharger with an additively manufactured compressor wheel. Sci J Silesian Univ Technol Ser Transp 107:5–17. https://doi.org/10.20858/sjsutst.2020.107.1
Andrearczyk A, Mieloszyk M, Bagiński P (2020) Destructive tests of an additively manufactured compressor wheel performed at high rotational speeds. In: Mrugalska B, Trzcielinski S, Karwowski W, Di Nicolantonio M, Rossi E (eds) Advances in manufacturing, production management and process control. AHFE 2020. Advances in intelligent systems and computing, vol 1216. Springer, Cham. https://doi.org/10.1007/978-3-030-51981-0_15
Farstad JMG, Netland Ø, Welo T (2017) Surface friction of rapidly prototyped wheels from 3D-printed thermoplastic elastomers: an experimental study. Procedia CIRP 60:247–252. https://doi.org/10.1016/j.procir.2017.02.009
Slonaker J (2016) Wheel design optimization for locomotion in granular beds using resistive force theory. Ph.D. Dissertation, Massachusetts Institute of Technology
Lee S-J, Sohn Y, Segu DZ, Kim C-L (2023) An evaluation of the tribological characteristics of diaphragm plates for high-pressure hydrogen gas compressor applications. Lubricants 11:411. https://doi.org/10.3390/lubricants11090411
Hanon MM, Marczis R, Zsidai L (2020) Impact of 3D-printing structure on the tribological properties of polymers. Ind Lubr Tribol 72:811–818. https://doi.org/10.1108/ILT-05-2019-0189
Funding
Open access funding provided by Hungarian University of Agriculture and Life Sciences.
Author information
Authors and Affiliations
Contributions
J.D. performed conceptualization, methodology, validation, formal analysis, investigation, data curation, and writing—original draft; M.M.H provided methodology, investigation, data curation, and writing—review and editing; R.Z.K presented methodology, formal analysis, resources, visualization, and project administration; I.O. prepared conceptualization, software, resources, writing—review and editing, funding acquisition, and supervision.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest or competing interests.
Ethical approval
This article does not contain any studies with human or animal subjects performed by any of the authors.
Consent for publication
All the authors have given their consent for the publication of this manuscript.
Additional information
Technical Editor Zilda de Castro Silveira.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dobos, J., Hanon, M.M., Keresztes, R.Z. et al. Threshold investigation of shell thickness for enhanced mechanical and tribological performance in 3D-printed curved sandwich structures. J Braz. Soc. Mech. Sci. Eng. 46, 401 (2024). https://doi.org/10.1007/s40430-024-04937-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-024-04937-4