
Abstract
Since this advent, additive manufacturing (AM) has grown steadily and found applications across all types of sectors. While the great development of such technologies has improved the quality of prints and expanded the availability of materials, AM still has some limitations regarding its physical scaling. This paper will briefly present the state-of-the-art of large-scale additive manufacturing and subsequently greater attention will be given to extrusion-based 3D printing. Specifically, we will discuss about large format additive manufacturing (LFAM) or big area additive manufacturing (BAAM), a technology based on material extrusion born a few years ago. These systems are characterized by higher deposition rate and lower costs of the material compared to fused filament fabrication (FFF) printers; moreover, they allow to obtain parts with better properties (e.g., adding carbon or glass fibers). The world of research has shown great interest in large-scale material extrusion technologies, which appear to be quite competitive with conventional manufacturing processes and which will find increasing application in the industrial field. With the aim of developing a tool for orienting researchers and technicians in this complex field, the present paper presents a systematic review of the actual market of machines, the research in extrudable materials and related applications concerning large-scale 3D printing, and in particular the LFAM.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent decades, additive manufacturing (AM) processes [1], also known as 3D Printing, have grown enormously, allowing parts with excellent dimensional and surface finish qualities, paving the way to applications in aerospace, automotive, medical and dental, electronics, military and defense, architecture, furniture and construction.
On the other hand, limitations still exist regarding production of large parts: commercial 3D printers have relatively low print volumes, less than 1 m3 with low deposition rates. Most of extrusion-based 3D printers offer build volume of approximately 0.5 m3 and build rate of 20 cm3/h [2].
Since 2012, it has become clear that low build speeds and technical limitations tend to limit additive manufacturing to produce exclusively small parts [3]. Later articles also highlighted that one of the key aspects of the implementation of additive manufacturing technologies was linked to increase the build chamber and therefore also the print volume and the speed of the printing process [4,5,6,7].
The important role of large format additive manufacturing (LFAM) technologies in the industrial transformation known as Industry 4.0 has been underlined by various authors [8]: AM technologies will be used more in manufacturing processes due to a rapid decrease in the costs of this equipment and to a simultaneous growth in terms of speed, precision, mechanical strength, ease of customization etc. Through these technologies, it will be easier to design complex, resistant and light geometries, as well as to produce components in higher quantities and scales [9].
The goal of the next section of the present paper is to present a review of large format 3D printing technologies and devices available on the market, focusing on those based on polymer pellet extrusion (Sect. 2). Moreover, studies regarding the mechanical, physical and thermal characteristics obtainable with pellet extrusion technologies will be showed and solutions to prevent problems affecting these technologies (delamination, anisotropy, porosity, etc.) will be described in Sect. 3. The cited publications demonstrate the interest of the scientific community in this field. Finally, in Sect. 4, there will be a list of applications of pellet extrusion technologies in different sectors.
2 Technologies and devices for large format 3D printing
The purpose of the present section is to review the commercial LFAM technologies and devices that have been developed in recent years, considering that LFAM technologies can be defined as having a build volume greater than 1 m3. Commercially available LFAM devices based on several AM processes defined in [1] are reported below and finally, a synoptical table is reported.
2.1 Vat photopolymerization processes
In vat photopolymerization process, a light-curable resin is stored in a tank and treated with visible or UV light to achieve its polymerization. For large-scale applications, large quantities of photopolymer and large tanks or beads are required, making this process complex and expensive to reproduce. Despite these limitations, there are examples of large printers using this technology.
The largest printers based on Vat Photopolymerization are the “Mammoth” from Materialise (Belgium) [93] and the “RSPRO 2100” from UnionTech (China) [94]. Both have a build volume over 1.1 m3. The first printer is based on stereolithography (SLA), the second uses a digital light processing (DLP-SLA) process.
Other printers, with lower build volumes, using this technology are the “PROX 950” from 3D Systems (United States) [95] and the “LA1100 DUAL” from SondaSYS (Poland) [96].
2.2 Powder bed fusion processes
Like Vat Photopolymerization, Powder Bed Fusion processes also have some technical problems which limit the size of the build volumes: the current machines use a single-layer preheating system which is not able to realize a uniform temperature field in the whole platform when his size is larger than 1000 mm2 and there are also some issues of low part accuracy and fabrication efficiency related to the traditional single laser scanning systems [10].
Authors in Ref. [11] have investigated processing techniques, such as the large powder bed preheating system, multi-laser scanning system, data processing software and successfully developed a system with an effective building volume of approximately 1 m3 [97].
Other printers using this technology with large build volumes are “Aeroswift” from Aerosud/CSIR (South Africa) [98] and “AddCreator” from ADIRA (Portugal) [99]. Both printers use selective laser melting (SLM).
2.3 Material jetting
Material jetting (MJ) is an additive manufacturing method that was initially based only on the selective polymerization of liquid photopolymers [12]. MJ has recently been expanded into metal processing: droplets of molten metal are ejected onto a heated printing platform and come together to form dense metal parts with mechanical properties that can be better than those of the cast reference [13].
Some examples of large-scale devices based on MJ technology are the “Massivit 1800” and “Massivit 1500” from Massivit 3D (Israel) [100] or Mimaki’s (Japan) “3DGD-1800” [101]. These use a technology called gel dispensing printing (GDP), a combination of FFF and SLA, in which a nozzle dispenses an acrylic photopolymer gel that is quickly hardened by ultraviolet light.
The “TKF 9000” from Titomic (Australia) [102] uses the Titomic Kinetic Fusion® (TKF®) to manufacture metal parts. In the TKF® process, the metal particles are injected into a jet stream which accelerates them. The particles exit the spray nozzle and, upon colliding with the surface, they plastically deform, sticking to the surface and each other.
2.4 Binder jetting
One of the first LFAM technologies to be developed was Enrico Dini’s D-Shape (2006) [103]. This technology is similar to the inkjet powder bed method, where a binder is selectively sprayed on the printing material. The binder and sand chemically react to form a sandstone material which creates 3D parts. Surplus powder that is not a part of the structure acts as a support to the structure and once the printing process is completed, it is removed. D-Shape “DS 12 × 12 × 10” printer has a build volume greater than 1440 m3 and produces parts with a compressive strength of up to 235–242 MPa [14].
Nowadays the leaders of large format binder jetting printers are two companies: Voxeljet AG (Germany) and ExOne (United States), recently acquired by Desktop Metal. Both provide sand 3D printing equipment and are widely used for the production of industrial casting molds. Voxeljet AG has developed the “VX 4000” [104], the largest industrial 3D printer for sand molding worldwide, with a build volume greater than 8 m3. The “S-Max Pro” from ExOne (Germany) [105] has a lower build volume: 1.26 m3 and is compatible with a variety of metal, ceramic and composite materials. The systems offered by the two companies are quite similar and differ only in terms of technical specifications, such as resolution, speed or the presence of more than one print chamber (as it is for ExOne) [15].
2.5 Sheet lamination processes
In the sheet lamination method, individual cross-section layers are cut out and then laminated together using diffusion binding, low melting point alloys, adhesive polymers or ultrasound. A variety of complex shapes, cooling channels, honeycomb structures and spherical shells with holes have been built with this technology [16], which still has technological limitations that greatly increase the costs of large-scale equipment.
The only example of a sheet lamination process LFAM device is the “Soniclayer 7200” from Fabrisonic LLC (United States) [106]. Fabrisonic 3D printing technology involves using ultrasonic sounds to merge layers of metal foil and features a 3-axis Computerized Numerical Control (CNC) mill.
2.6 Directed energy deposition processes
There are various examples of LFAM machines which use DED processes to produce metal 3D printed parts.
There are three types of technologies that use Directed Energy Deposition (DED) which can be applied in LFAM:
-
Electron-beam additive manufacturing (EBAM), in which a wire is used as raw material and deposited layers are joined through the application of an electron beam in a vacuum.
-
Laser deposition welding (LDW) in which a metal powder is feed via a nozzle and a laser creates a weld pool on the component surface.
-
Wire arc additive manufacturing (WAAM) works by melting metal wire using an electric arc as a heat source. The process is controlled by a robotic arm and the shape is built on a base plate from which the part is separated once the process is complete. The wire, when melted, is extruded in the form of beads on the substrate. As the beads stick together, they create a layer of metal material and the process is then repeated until the metal 3D part is complete.
Machines which use EBAM technology are “System III” from ADDere (United States) [107] with a build volume of 64 m3, and “EBAM 150”, “EBAM 200” and “EBAM 300” with build volumes from 7 to 9 m3. These last printers are produced by Sciaky, Inc. (United States) [108].
Examples of machines using LDW are the “MX-Grande” from InssTek (South Korea) [109], with a build volume of 4 m3, the “LENS CS 1500” from Optomec (United States) [110] and the “L-Series” from FormAlloy (United States) [111]. These last three machines have build volumes slightly over 1 m3.
MX3D (Netherlands) [112] has developed the first dedicated robotic WAAM software to enable end-to-end LFAM metal printing.
2.7 Extrusion-based systems
When we refer to the extrusion-based systems, we can mention different technologies through which different materials can be extruded, such as polymers, composites, concrete, or construction materials.
LFAM extrusion-based technologies are very useful in the construction industry [14, 17], which was suggested since the late 1990s [18]. One of the most important technologies in this sector is contour crafting (CC), an additive manufacturing technology, developed since 2012 [19], that uses computer control to construct free-form building structures by repeatedly laying down layers of material such as concrete. This process can create a smooth and accurate planar or free-form surfaces.
The Chinese company WinSun [113] uses CC to print houses with a cement recipe made from recycled materials. Other examples of machines using similar technologies are the “P1” from BetAbram (Slovenia) [114], the “Big 3D-Printer 2156” from Imprimere AG (Switzerland) [115], the “S-6044 LONG” from AMT-SPECAVIA (Russian Federation) [116] and “Vulcan II” from ICON (United States) [117]. WASP’s (Italy) “BigDelta” [118] has a system that only moves the extruder, reducing energy consumption and allowing quick and easy assembly. The system can print concrete, lime-based mixes, sawdust, polystyrene and enable the production of housing units with materials found in the area, with a cost tending to zero.
The CC process is limited to vertical extrusion and does not literally yield 3D structures, but rather 2.5D (vertical extensions of a planar shape) [20]. To solve this problem, robotics arms, with the extruder installed on them, are used. These systems are becoming one of the most important tools for LFAM due to their great software and hardware flexibility [21].
Examples of systems using robotics arms are the “Maxi Printer” from Constructions-3D (France) [119] and the “Cybe RC 3DP” from Cybe (Netherlands) [120].
FFF is the most widely used extrusion-based technique. The average workspace of these machines is often less than 1 m3 [22]. This happens because the use of filaments with diameters of from 1.75 to 2.85 mm as raw material limits the build rates [23] and volumes [24].
There are several LFAM printers using FFF technology, but their build volumes are not so high and remain relatively close to 1 m3. The “Jupiter” from ATMAT (Poland) [121] offers a large, thermo-insulated build volume of 2 m3, whereas the other existing printers, such as the “400 Series Workbench Xtreme” from 3D Platform (United States) [122], the “BigRep One V3” from BIGREP (Germany) [123], the “F1000” from CreatBot (China) [124] and the “DeltaWASP 60100” from WASP (Italy) [125] have a smaller build volume.
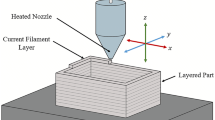
For the production of parts with large print volumes, it is advisable to use pellet-based technologies. In these systems, there is a screw that conveys the thermoplastic pellet into a heating element where it melts and then the liquid material is extruded trough a nozzle [25] (Fig. 1).

On the left, the FDM operating diagram, on the right, the pellet-based operating diagram [26]
There are several studies that demonstrate the advantages of this technology: production times can be reduced by up to 200 times [27], and the filament-extruding process is not required, so the costs of the raw material can be reduced by a factor of greater than 10 compared to FFF [28]. Other advantages of pellet-based systems are the ability to use an enormous variety of materials (all industrial polymers can be found as pellets) [29] and produce composites, adding elements, such as fibers and metal particles [30].
A system using pellet-based technology was developed in 2015 by Cincinnati Incorporated (USA) [126] together with Oak Ridge National Laboratories (ORNL) (USA). This is a gantry-system called big area additive manufacturing (BAAM) [2] with a build volume of over 25 m3 and a single screw polymer extrusion nozzle that is mounted on it (Fig. 2).

BAAM system (Cincinnati Incorporated)
Subsequently, other similar systems with really large manufacturing volumes were produced, including components useful for post-processing (milling, inspection, trimming etc.). Examples are the “MasterPrint” from Ingersoll (United States) [127], the “LSAM” from Thermwood (United States) [128], the “MILLE-500XL” from MilleBot (United States) [129] or “CFAM Prime” from CEAD B.V. (Netherlands) [130].
Other examples of pellet-based systems with lower build volumes are “The Box” printers from BLB Industries (Sweden) [131], the “Super Discovery” from CNC Barcenas (Spain) [132], the “Atlas 3.6” from Titan Robotics (United States) [133] and the “DeltaWASP 3MT Industrial 4.0” from WASP (Italy) [134].
Finally, it is important to mention the developments made by Stratasys with his “Infinite Build 3D Demonstrator”, a thermoplastic pellet extrusion system that theoretically allows to print objects of infinite length. This is an 8-axis system that has been successfully tested by Ford Motor Company and Boeing for the production of lightweight parts and for the development of innovative materials [135].
Model | Brand | Technology | Build volume [m3] | Release date | |
|---|---|---|---|---|---|
Vat photopolymerization processes | Mammoth | Materialise | SLA | 1.1 | 2014 |
RSPRO 2100 | UnionTech | DLP-SLA | 1.1 | 2019 | |
PROX 950 | 3D Systems | SLA | 0.6 | 2014 | |
LA1100 DUAL | SondaSYS | DLP-SLA | 0.6 | 2017 | |
Powder bed fusion processes | HRPS-VII | Wuhan Binhu | SLM | 0.98 | 2014 |
Aeroswift | Aerosud/CSIR | SLM | 0.7 | 2019 | |
Addcreator | Adira | SLM | 0.5 | 2016 | |
Material jetting | Massivit 1800 | Massivit 3D | GDP | 3.2 | 2018 |
Massivit 1500 | Massivit 3D | GDP | 2.5 | 2018 | |
3DGD-1800 | Mimaki | GDP | 2.9 | 2020 | |
TKF9000 | Titomic | TKF | 40.5 | 2018 | |
Binder jetting | DS 12 × 12 × 10 | D-Shape | Binder jetting | 1440 | 2006 |
VX 4000 | Voxeljet AG | Binder jetting | 8 | 2015 | |
S-Max Pro | ExOne | Binder jetting | 1.26 | 2019 | |
Sheet lamination process | Soniclayer 7200 | Fabrisonic | Lamination | 3 | 2016 |
Directed energy deposition processes | System III | ADDere | EBAM | 64 | 2020 |
EBAM 300 | Sciaky, Inc | EBAM | 8.5 | 2016 | |
EBAM 200 | Sciaky, Inc | EBAM | 7.5 | 2020 | |
EBAM 150 | Sciaky, Inc | EBAM | 7 | 2020 | |
MX-Grande | InssTek | LDW | 4 | 2016 | |
LENS CS 1500 | Optomec | LDW | 1.2 | 2016 | |
Lasertec 125 3D Hybrid | DMG MORI | LDW | 1.15 | 2019 | |
L-Series | FormAlloy | LDW | 1 | 2017 | |
MX3D | LDW | 8 | 2014 | ||
Extrusion-based systems (construction industry) | P1 | BetAbram | CC | 328 | 2017 |
Big 3D-Printer 2156 | Imprimere AG | CC | 215 | 2017 | |
S-6044 LONG | AMT-SPECAVIA | CC | 58 | 2018 | |
Vulcan II | ICON | CC | 57 | 2020 | |
BigDelta | WASP | Delta system | 432 | 2017 | |
Maxi Printer | Constructions-3D | Robotic arm | 1050 | 2017 | |
Cybe RC 3DP | Cybe | Robotic arm | 50 | 2018 | |
Extrusion-based systems (FFF) | Jupiter | ATMAT | FFF | 2 | 2018 |
400 Series Workbench Xtreme | 3D Platform | FFF | 1.05 | 2017 | |
BigRep One V3 | BgRep | FFF | 1 | 2015 | |
F1000 | CreatBot | FFF | 1 | 2019 | |
DeltaWASP 60100 | WASP | FFF | 1.2 | 2015 | |
Extrusion-based systems (pellet-based) | BAAM | Cincinnati Incorporated | Pellet extrusion | 25 | 2018 |
MasterPrint | Ingersoll | Pellet extrusion | 48 | 2018 | |
LSAM | Thermwood | Pellet extrusion | 56 | 2018 | |
MILLE-500XL | MilleBot | Pellet extrusion | 15.36 | 2018 | |
CFAM Prime | CEAD | Pellet extrusion | 12 | 2018 | |
The Box Large | BLB Industries | Pellet extrusion | 6 | 2019 | |
Super Discovery | CNC Barcenas | Pellet extrusion | 3.25 | 2019 | |
Atlas 3.6 | Titan Robotics | Pellet extrusion | 3 | 2020 | |
DeltaWASP 3MT Industrial 4.0 | WASP | Pellet extrusion | 1.2 | 2019 |
3 Material and process parameters development for large format 3D printing
As mentioned, the most important technologies based on material extrusion are FFF (for low build volumes) and pellet-based technologies (for high build volumes). Unlike FFF [31], this last technology, created a few years ago, requires studies on printing materials to guarantee improvements in properties, prevent errors, such as deformations and delamination, and obtain stable processes [24].
3.1 Rheological behavior
Understanding the rheological behavior of materials is important to identify the most suitable process parameters, such as extrusion temperature, screw speed, and percentage of fibers. For this purpose, several studies have been conducted on different printing materials: acetyl–butyl styrene (ABS) [32], polyphenylene sulfone (PPSU) [31, 33], polyetherimide (PEI/ULTEM) [34], polyethersulfone (PES), polyphenylene sulfide (PPS) [35], polyetherketoneketone (PEKK) [36], polyester and vinylester [37]. These studies considered the addition of carbon (CF) or glass (GF) fibers to polymers to evaluate their influence on the rheological properties of the materials and on the glass transition temperature (Tg) [38]. Furthermore, the identification of the extrusion temperature limit to avoid the degradation of polymers, and the effect of variations in temperature and shear rate on the rheological properties of the materials were considered.
3.2 Mechanical properties
In addition to the print size, a factor which limits the applications of 3D printing in the industrial sector concerns the low mechanical properties and the anisotropic behavior of the parts. The anisotropic behavior results in a different strength of the 3D printed part when subjected to tensile or compressive stresses in the horizontal direction compared to the horizontal one. This behavior is due to the microstructure of the material within each layer which is different than that of the boundaries between the layers [39].
Traditionally, in material extrusion processes, low-temperature thermoplastics, such as polylactic acid (PLA), ABS and polycarbonate (PC), were conventionally used. Parts printed with these materials have poor strength and elongation, so the main use of these technologies was related to prototype manufacturing.
Recently, many new materials for 3D printing have been developed, such as nanomaterials, composites, biomaterials, smart materials and even fast-drying concrete [36, 38, 40]. Technical polymers, such as ultem, PPSF, nylon, Polyether Ether Ketone (PEEK) and PEKK, have also been developed, which guarantee mechanical, physical and thermal properties better than traditional materials used in extrusion processes [41].
Furthermore, it has been shown that adding fibers to the pellet guarantees better mechanical properties [42] but also leads to strong anisotropy [27]. This phenomenon was also observed by ORNL and Techmer Engineered Solutions (TES) [43], which studied the performance of various extruded materials with a BAAM system, comparing them with those obtained with injection molding or by Yeole et al. [44], who evaluated the use of carbon fiber-reinforced PPS for LFAM applications.
A “Z-Tamping” system, which compacts each deposited bead, limits the formation of voids and increases the cohesion between the layers, which can reduce the porosity and improve the mechanical properties. In this design, the extruder is in the center of an air-cooled platen that vibrates at approximately 20 Hz, flattening the layers [27].
This system is even more effective when coupled with IR lamps to increase the temperature of the deposited layers to a value just above Tg, before extruding other material onto them [45] (Fig. 3).

Scheme of the experimental setup including IR lamps [45]
3.3 Delamination and distortion control
In 3D printing with thermoplastics, the melted material is deposited by the nozzle on a previously deposited layer. Therefore, when the extruded material cools below the glass transition temperature (Tg), it tries to contract, but this effect is blocked by the previous layer which is already completely cooled (contracted). This process generates stress between layers [46] which tend to accumulate on subsequent ones causing deformation and delamination [43, 44].
It has been proved that thermal distortions depend on the deposition time for each layer and on the maximum size of the part on the horizontal plane [48], which shows that this problem significantly affects LFAM processes. To predict the residual stress, deformation, and damage/delamination in these systems, a computational modeling technique can be used [47].
The problem of delamination can be reduced by heating the printing bed to a temperature at least equal to Tg and carrying out the printing process in a closed chamber [49], as happens in common FFF printers. Although it is possible to build an extremely large heated chamber that can enclose the pellet extrusion system, this would limit its flexibility and it would be difficult to control the temperature inside it [2].
It must also be considered that to avoid deformations following the deposition of the new layer, the temperature of the substrate must remain below a threshold value [50].
It has been observed that the addition of CF to the polymer pellet can eliminate the need to control the printing temperature in a heated chamber ensuring a reduction in distortion [42]. In fact, a thermal analysis conducted with an IR camera showed that the addition of CF increases the extrusion temperature, and the deposited layers remain hot for a longer time [51].
Another approach to mitigating distortion is to reduce the deposition time for each layer. This can be achieved using a high extrusion rate [52] or a continuous toolpath algorithm to reduce extrusion starts and stops [53].
An alternative can be a real-time optimization of the deposition time of each layer (layer time) based on the surface temperature predictions of the 3D printed parts [54].
3.4 Porosity control
Porosity affects both FFF technology and, on a larger scale, pellet-based technology: the deposition of oval beads involves the formation of triangular voids between adjacent beads, this phenomenon can significantly degrade the mechanical bond and reduce overall performance of the printed part [55].
Furthermore, as previously highlighted, the addition of fibers has several advantages but increases internal porosity [27]. This may be because, contrary to what happens in FFF where the fibers align with the direction of the tool path [56], this does not happen in the pellet-based process, in which the fibers maintain a random orientation in the deposited material.
As mentioned, a “Z-Tamping” system has been used on LFAM devices to reduce the porosity. This system forces the deposited beads into nearby pores while it is still warm and pliable, resulting in a more uniform deposit surface [27].
3.5 Geometric and surface qualities
It is clear that LFAM have some disadvantages from this point of view: the actual devices use only one extruder, for this reason support removal could be difficult and there’s also a poor surface finish due to the large size of the bead and the high layer height.
The surface quality and the dimensional accuracy can be improved by optimizing process parameters: the values of layer thickness, printing speed, melt flow and pressure inside the cylinder in which the screw rotates are very important from this point of view. However, post-processes are often required to obtain a better surface of the parts: these include simple milling [57] or more complex processes as done for the production of a 3D printed Shelby Cobra [58]. In this case, in fact, once the printing was completed, the body of the vehicle was machined and sanded and finally, after filling and polishing, the paint was applied.
A method to reduce these problems can be the use of a nozzle that allows printing with two different resolutions, with the addition of a “Positiverter” to improve the starting and stopping of the extrusion [59] (Fig. 4).

Print with different resolution [59]
Another problem which causes a high surface roughness or mattness is called “Sharkskin”. The onset of such defects depends on several factors: the structure of the extruded polymer matrix, flow rate, temperature etc. Studies have shown that this phenomenon is especially linked to the transition from viscous to more elastic behavior as the shear rate increases [60].
3.6 Use of recycled and bio-derived materials
An interesting aspect of pellet-based extrusion technologies is the possibility of using plastic waste as raw material for the manufacture of filaments, as occurs in Recyclebot systems [61], or for the direct production of parts.
Recyclebots have successfully recycled several thermoplastic filaments including PLA [66,67,64], high-density polyethylene (HDPE) [64], ABS [64], elastomers [64] and carbon fiber reinforced polymers [64]. It has been shown that using these systems it is possible to reduce the energy embodied in the 3D printing filament by 90% compared to the production of traditional filaments [62, 65, 66]. It must be considered that melt and extrusion cycles affect the mechanical properties of the polymers [67], this limits the recycling cycles to five before reinforcement or blending with virgin materials becomes necessary [68].
To minimize the count of melting and extrusion cycles of recycled plastic it is possible to print directly from a variety of sources, such as plastic pellets, plastic flakes, regrind or recycled plastic fragments, obtaining properties comparable to those obtainable using virgin materials [73,74,71]. In this case, particular attention must be paid to contamination and moisture which can cause deterioration of the physical and chemical properties of the polymers [72] (Fig. 5).

Gigabot X prototype that can 3D print pellets, granules or recycled materials [70]
Finally, another application is the use of bio-derived materials such as wood fiber. Using these sustainable alternatives in 3D printing allows to improve the properties of printed parts, while providing an environmentally friendly alternative to carbon or glass filled polymer matrices, all at reduced material costs [73].
Also in this case, to obtain satisfactory properties, appropriate precautions must be taken: a good interaction between matrix and filler must be achieved, the percentage of filler has a limit that must not be exceeded to avoid occlusions of the extruder, high shear rate can result in backpressure which can result in inconsistent bead size and poor surface quality [57] and furthermore the pellet must be dried before printing to avoid problems related to moisture [74].
4 Large format pellet-based extrusion applications
As highlighted in the previous sections, pellet-based additive manufacturing technologies have significant advantages for large-scale production. In recent years, these technologies have aroused great interest in the research sector, as seen in Sect. 3. In this section, some case studies will be discussed that highlight the advantages of this technology.
4.1 Automotive
The American company Local Motor (LM) was one of the first to exploit the advantages of pellet-based extrusion technologies [75]. The excellent results in terms of costs and manufacturing times have prompted Local Motors to start the production of vehicles manufactured with pellet-based extrusion technologies. In 2016, LM released “Olli” [136], an electric self-driving shuttle whose structure is about 80% 3D printed (Fig. 6).

3D printed vehicle “Olli”, Local Motors
LFAM technologies also have the advantage of being usable for rapid prototyping of vehicles for evaluation and development purposes. For example, a BAAM system was combined with a hardware-in-the-loop (HIL) system: the powertrain and vehicle controls models were developed in the HIL environment and were integrated into the vehicle’s CAD model, which was subsequently printed with BAAM technologies [58, 76].
BAAM technologies can be very useful for tooling or direct replacement of parts. There are several examples of automotive molds or tooling produced with this technology [77, 78]. Interestingly, the entire body of a 1953 Jeep Willy [77] was designed, printed and assembled in less than 1 month.
4.2 Naval industry
The limits of AM technologies linked to the resistance of the materials and the print volumes have not allowed their application in this sector, which has always been closely linked to experience and tradition. The introduction of these technologies in this sector took place only in recent years, in the so-called Shipyard 4.0 [79].
One of the most popular applications of LFAM is the University of Maine 3D-printed boat called “3Dirigo” [137], which in 2019 received three Guinness World Records for the world’s largest prototype polymer 3D printer, largest solid 3D-printed object and largest 3D-printed boat (Fig. 7).

Image during the 3Drigo boat printing process
In 2017, ORNL in collaboration with the US Office of Naval Research developed a 9 m prototype submarine hull printed in ABS-CF [138]. Thanks to BAAM technologies, considerable savings in terms of production times have been achieved and costs have also been reduced by 90%.
It must be considered that traditional boat production is quite complex and requires the manufacture of a mold. ORNL and Alliance MG [80] explored the feasibility of using BAAM to directly manufacture a catamaran boat hull mold. Once printed, it was CNC-machined to achieve the desired surface finish and finally a complete test was performed on the mold which involved the construction of the hull.
Another interesting application is that of the Swedish company Pelle Stafshede, which produces 3D-printed kayaks with corn and wood pellet [139].
4.3 Aerospace
As already highlighted in other sectors, the use of LFAM technologies can be useful for the production of molds and tools. These applications also affect the aerospace sector. In 2016, ORNL 3D printed a trim-and-drill tool [140] to produce a wing part of a Boeing 777x aircraft (Fig. 8).

The 3D printed trim tool co-developed by Oak Ridge National Laboratory and The Boeing Company. Credit to: Carlos Jones/Oak Ridge National Laboratory, U.S. Dept. of Energy
These technologies have also been used to manufacture in-autoclave tools used in manufacturing aerospace composite parts [81, 82]. The results of these studies show that increasing the percentage of fibers very much influences the tensile strength and that there were no critical deformations in the tools after use.
4.4 Construction sector
ORNL in partnership with Skidmore, Owings and Merrill (SOM) [83] designed and manufactured a single-room building module with an area of almost 20 m2. About 80% of the house was built with BAAM technology in ABS reinforced with CF. The construction of this building was part of a greater project called Additive Manufacturing Integrated Energy (AMIE) [84], which involved the integration of a hybrid vehicle and a photovoltaic system. On sunny days, the photovoltaic system meets the building’s energy needs and can also recharge the vehicle’s battery, in the night or on cloudy days; on the other hand, the energy accumulated by the secondary use battery storage system can be used or it can be taken from the grid (Fig. 9).

Additive manufacturing integrated energy demonstration [84]
LFAM technologies were used to manufacture a facade shading system for an overlay pavilion at Expo 2020 in Dubai [85]. To select a printing material that met the aesthetic and performance requirements (especially in terms of resistance to high temperatures), tests were conducted in a climatic chamber of the Politecnico di Milano. A high temperature (HT) PLA with 5% of wood fibers was chosen.
Another application can be the production of precast concrete, which traditionally are made of wood with slow and expensive processes. ORNL and Gate Precast [86] have manufactured molds in ABS reinforced with carbon fiber that have shown a duration about 10 times longer than those obtained with traditional technologies.
4.5 Wind energy systems
With ORNL the startup Hover [141] has 3D printed components of an innovative vertical axis wind turbine capable of capturing more energy than standard ones [87]. These technologies are very advantageous in this application because they would allow one to scale the system easily and with low costs, depending on the context in which it is used.
Another application concerns the manufacturing of a wind turbine blade mold using BAAM technologies [88]. Once printed, the mold was covered with a layer of glass fiber and then used to produce a set of blades (three in total) without causing obvious wear. The use of AM has made it possible to house a heating unit that distributes heat evenly through a system of internal channels (Fig. 10).

3D printed wind turbine mold by ORNL [88]
4.6 Magnets
It must be considered that permanent magnets are composed of rare elements; therefore, it is important to limit their waste as much as possible during the manufacturing processes. Additive manufacturing technologies can play an important role in this field. In the literature, there are several studies that demonstrate the advantages of 3D printing in the manufacture of permanent magnets.
It has been shown [89] that the performance of isotropic near-net-shape Nd–Fe–B bonded manufactured magnets with BAAM technologies have performances similar or even superior to those made with injection molding, as well as offering advantages related to costs and freedom of shapes and sizes.
The same conclusion was reached in a study in which isotropic bonded 3D printed magnets with a composition of 70% Nd–Fe–B and 30% nylon were mounted on a DC motor to replace the ferrite magnets [90].
It is important to note that the load fraction of the Nd–Fe–B powder in the magnet significantly affects its properties [91], and these can be improved by optimizing the temperature and magnetic field for post-print alignment [92].
5 Conclusion
AM is having an impact on many industries and growing as an alternative or complimentary approach relative to other manufacturing methods, such as formative and subtractive processes. By now, several industrial sectors have explored the benefits of using AM in their activities and, as highlighted, the increase in the build volume of these technologies is essential for their further application in this field.
This paper presents a general review of manufacturing systems for large print volumes, with a focus on pellet-based LFAM systems. Case studies in different industrial sectors have demonstrated the benefits that the use of pellet-based LFAM technologies offer in these fields and should encourage researchers and companies to increase activity in this field. The use of this technology leads to a significant reduction in manufacturing times and costs [28], but it must be considered that it was born a few years ago and still has aspects that can be improved:
-
parts with high heights may be subject to dimensional inaccuracies due to due to the vibrations produced by the printer or there may be problems with curling if there is no constant temperature control of the printing chamber.
-
during the setting phase, particular attention must be paid to the orientation, the infill, the layer height and the positioning of the supports according to the characteristics of the part that are considered most important: if the production schedule is the limiting factor and strength and surface finish are secondary, parameters to have the maximum print speed must be used, on the other hand, if mechanical strength is the most important factor, different parameters must be used.
-
further work is needed to investigate ways to print using multiple materials or combine AM with other processes such as hybrid techniques. The studies presented in this review testify to these needs and demonstrate the great interest from the scientific community in this technology.
-
the cost is still high and most of the companies that manufacture and use LFAM systems are located in the USA.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
ASTM International (2014) Committee F42 on additive manufacturing technologies. Comm F42 AM Technol
Love LJ et al (2015) Breaking barriers in polymer additive manufacturing. In: International SAMPE technical conference
Scott J, Gupta N, Weber C, Newsome S, Terry Wohlers I, Wohlers Associates, Tim Caffrey I, Wohlers Associates (2012) Additive manufacturing: status and opportunities additive manufacturing: status and opportunities
Ahuja B, Karg M, Schmidt M (2015) Additive manufacturing in production: challenges and opportunities. https://doi.org/10.1117/12.2082521
Teslenko IB, Digilina OB, Abdullaev NV (2019) Status and perspectives for the use of additive technologies in various branches of Russian industry. In: IOP conference series: materials science and engineering. https://doi.org/10.1088/1757-899X/483/1/012093
Sisca FG, Angioletti CM, Taisch M, Colwill JA (2016) Additive manufacturing as a strategic tool for industrial competition. In: 2016 IEEE 2nd international forum on research and technologies for society and industry leveraging a better tomorrow, RTSI 2016. https://doi.org/10.1109/RTSI.2016.7740609
Huang Y, Leu MC, Mazumder J, Donmez A (2015) Additive manufacturing: current state, future potential, gaps and needs, and recommendations. J Manuf Sci Eng Trans ASME. https://doi.org/10.1115/1.4028725
Stock T, Seliger G (2016) Opportunities of sustainable manufacturing in industry 4.0. In: Procedia CIRP, 2016. https://doi.org/10.1016/j.procir.2016.01.129
Fleury A, Gregory M, Bennett D (2007) The future of manufacturing. J Manuf Technol Manag 18(8):323–325. https://doi.org/10.1108/jmtm.2007.06818haa.001
Wen SF et al (2014) Investigation and development of large-scale equipment and high performance materials for powder bed laser fusion additive manufacturing. Virtual Phys Prototyp. https://doi.org/10.1080/17452759.2014.949406
Shi Y, Yan C, Wei Q, Zhang L, Wen S, Zhao X (2014) Large-scale equipment and higher performance materials for laser additive manufacturing. Proc Int Conf Prog Addit Manuf. https://doi.org/10.3850/978-981-09-0446-3_022
Gülcan O, Günaydın K, Tamer A (2021) The state of the art of material jetting—a critical review. Polymers (Basel). https://doi.org/10.3390/polym13162829
Himmel B, Rumschoettel D, Volk W (2019) Tensile properties of aluminium 4047A built in droplet-based metal printing. Rapid Prototyp J 25(2):427–432. https://doi.org/10.1108/RPJ-02-2018-0039
Wu P, Wang J, Wang X (2016) A critical review of the use of 3-D printing in the construction industry. Autom Constr. https://doi.org/10.1016/j.autcon.2016.04.005
Shakor P, Nejadi S, Paul G, Malek S (2019) Review of emerging additive manufacturing technologies in 3D printing of cementitious materials in the construction industry. Front Built Environ. https://doi.org/10.3389/fbuil.2018.00085
Sasahara H, Tsutsumi M, Chino M (2005) Development of a layered manufacturing system using sheet metal-polymer lamination for mechanical parts. Int J Adv Manuf Technol 27(3–4):268–273. https://doi.org/10.1007/s00170-004-2163-y
Lim S, Buswell RA, Le TT, Austin SA, Gibb AGF, Thorpe T (2012) Developments in construction-scale additive manufacturing processes. Autom Constr. https://doi.org/10.1016/j.autcon.2011.06.010
Pegna J (1997) Exploratory investigation of solid freeform construction. Autom Constr. https://doi.org/10.1016/S0926-5805(96)00166-5
Zhang J, Khoshnevis B (2013) Optimal machine operation planning for construction by Contour Crafting. Autom Constr. https://doi.org/10.1016/j.autcon.2012.08.006
Gosselin C, Duballet R, Roux P, Gaudillière N, Dirrenberger J, Morel P (2016) Large-scale 3D printing of ultra-high performance concrete—a new processing route for architects and builders. Mater Des. https://doi.org/10.1016/j.matdes.2016.03.097
Al Jassmi H, Al Najjar F, Mourad AHI (2018) Large-scale 3D printing: the way forward. In: IOP conference series: materials science and engineering. https://doi.org/10.1088/1757-899X/324/1/012088
Pranzo D, Larizza P, Filippini D, Percoco G (2018) Extrusion-based 3D printing of microfluidic devices for chemical and biomedical applications: a topical review. Micromachines. https://doi.org/10.3390/mi9080374
Go J, Schiffres SN, Stevens AG, Hart AJ (2017) Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design. Addit Manuf. https://doi.org/10.1016/j.addma.2017.03.007
Moreno Nieto D, Molina SI (2019) Large-format fused deposition additive manufacturing: a review. Rapid Prototyp J 26(5):793–799. https://doi.org/10.1108/RPJ-05-2018-0126
L. JKM Technologies (2016) Pellet-based fused deposition modeling 3-D print process for production manufacturing
Gonzalez-Gutierrez J, Cano S, Schuschnigg S, Kukla C, Sapkota J, Holzer C (2018) Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: a review and future perspectives. Materials (Basel). https://doi.org/10.3390/ma11050840
Duty CE et al (2017) Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp J. https://doi.org/10.1108/RPJ-12-2015-0183
Post BK, Lind RF, Lloyd PD, Kunc V, Linhal JM, Love LJ (2016) The economics of big area additive manufacturing. In: Solid freeform fabrication 2016: proceedings of the 27th annual international solid freeform fabrication symposium—an additive manufacturing conference, SFF 2016
Bellini A, Shor L, Guceri SI (2005) New developments in fused deposition modeling of ceramics. Rapid Prototyp J. https://doi.org/10.1108/13552540510612901
Silva R et al (2019) Adaptive platforms and flexible deposition system for big area additive manufacturing (BAAM). Appl Mech Mater. https://doi.org/10.4028/www.scientific.net/amm.890.3
Mohamed OA, Masood SH, Bhowmik JL (2015) Optimization of fused deposition modeling process parameters: a review of current research and future prospects. Adv Manuf 3(1):42–53. https://doi.org/10.1007/s40436-014-0097-7
Lopes BJ, D’Almeida JRM (2019) Initial development and characterization of carbon fiber reinforced ABS for future Additive Manufacturing applications. Mater Today Proc. https://doi.org/10.1016/j.matpr.2019.02.013
Ajinjeru C et al (2016) The influence of rheology on melt processing conditions of amorphous thermoplastics for big area additive manufacturing (BAAM). In: Solid freeform fabrication 2016: proceedings of the 27th annual international solid freeform fabrication symposium—an additive manufacturing conference, SFF 2016
Ajinjeru C et al (2018) The influence of dynamic rheological properties on carbon fiber-reinforced polyetherimide for large-scale extrusion-based additive manufacturing. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-2510-z
Ajinjeru C et al (2019) Rheological survey of carbon fiber-reinforced high-temperature thermoplastics for big area additive manufacturing tooling applications. J Thermoplast Compos Mater. https://doi.org/10.1177/0892705719873941
Kunc V, Kishore V, Chen X, Ajinjeru C, Duty C, Hassen AA (2016) High performance poly(etherketoneketone) (PEKK) composite parts fabricated using big area additive manufacturing (BAAM) processes, p 14
Kunc V, Ilkka J, Voeks S, Lindahl J (2018) Vinylester and polyester 3D printing
Billah KMM, Lorenzana FAR, Martinez NL, Wicker RB, Espalin D (2020) Thermomechanical characterization of short carbon fiber and short glass fiber-reinforced ABS used in large format additive manufacturing. Addit Manuf 35(April):101299. https://doi.org/10.1016/j.addma.2020.101299
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng. https://doi.org/10.1016/j.compositesb.2018.02.012
Chua CK, Leong KF (2014) 3D printing and additive manufacturing: principles and applications (with companion media pack)—fourth edition of rapid prototyping
Wendel B, Rietzel D, Kühnlein F, Feulner R, Hülder G, Schmachtenberg E (2008) Additive processing of polymers. Macromol Mater Eng. https://doi.org/10.1002/mame.200800121
Love LJ et al (2014) The importance of carbon fiber to polymer additive manufacturing. J Mater Res. https://doi.org/10.1557/jmr.2014.212
Duty CE, Drye T, Franc A (2015) Material development for tooling applications using big area additive manufacturing (BAAM). ORNL Technical Report ORNL/TM-2015/78. https://doi.org/10.2172/1209207
Yeole P et al (2020) Mechanical characterization of high-temperature carbon fiber-polyphenylene sulfide composites for large area extrusion deposition additive manufacturing. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101255
Kishore V et al (2017) Infrared preheating to improve interlayer strength of big area additive manufacturing (BAAM) components. Addit Manuf. https://doi.org/10.1016/j.addma.2016.11.008
Wang TM, Xi JT, Jin Y (2007) A model research for prototype warp deformation in the FDM process. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-006-0556-9
Kim S et al (2019) Analysis on part distortion and residual stress in big area additive manufacturing with carbon fiber-reinforced thermoplastic using dehomogenization technique. In: CAMX 2019—composites and advanced materials expo, 2019. https://www.osti.gov/servlets/purl/1607087
Armillotta A, Bellotti M, Cavallaro M (2018) Warpage of FDM parts: experimental tests and analytic model. Robot Comput Integr Manuf. https://doi.org/10.1016/j.rcim.2017.09.007
Casavola C, Cazzato A, Moramarco V, Pappalettera G (2017) Residual stress measurement in Fused Deposition Modelling parts. Polym Test. https://doi.org/10.1016/j.polymertesting.2017.01.003
Meraz Trejo E, Jimenez X, Billah KMM, Seppala J, Wicker R, Espalin D (2020) Compressive deformation analysis of large area pellet-fed material extrusion 3D printed parts in relation to in situ thermal imaging. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101099
Dinwiddie RB et al (2014) Infrared imaging of the polymer 3D-printing process. In: Thermosense: thermal infrared applications XXXVI, 2014. https://doi.org/10.1117/12.2053425
Love LJ (2014) Utility of big area additive manufacturing (BAAM) for the rapid manufacture of customized electric vehicles. Oak Ridge National Laboratory, Oak Ridge
Kim S et al (2018) Graded infill structure of wind turbine blade core accounting for internal stress in big area additive manufacturing. In: CAMX 2018—composites and advanced materials expo, 2018. https://www.osti.gov/servlets/purl/1479756
Wang F, Fathizadan S, Ju F, Rowe K, Hofmann N (2020) Print surface thermal modeling and layer time control for large-scale additive manufacturing. IEEE Trans Autom Sci Eng. https://doi.org/10.1109/tase.2020.3001047
Wang X, Jiang M, Zhou Z, Gou J, Hui D (2017) 3D printing of polymer matrix composites: a review and prospective. Compos Part B Eng 110:442–458. https://doi.org/10.1016/j.compositesb.2016.11.034
Tekinalp HL et al (2014) Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2014.10.009
Liu X, Chi B, Jiao Z, Tan J, Liu F, Yang W (2017) A large-scale double-stage-screw 3D printer for fused deposition of plastic pellets. J Appl Polym Sci 134(31):45147. https://doi.org/10.1002/APP.45147
Curran S et al (2016) Big area additive manufacturing and hardware-in-the-loop for rapid vehicle powertrain prototyping: a case study on the development of a 3-D-printed Shelby Cobra. SAE Technical Paper, vol. 2016-April, no. April 2016. https://doi.org/10.4271/2016-01-0328
Chesser P et al (2019) Extrusion control for high quality printing on Big Area Additive Manufacturing (BAAM)systems. Addit Manuf. https://doi.org/10.1016/j.addma.2019.05.020
Kishore V et al (2020) Predicting sharkskin instability in extrusion additive manufacturing of reinforced thermoplastics. In: Solid freeform fabrication 2017: proceedings of the 28th annual international solid freeform fabrication symposium—an additive manufacturing conference, SFF 2017, 2020
Baechler C, Devuono M, Pearce JM (2013) Distributed recycling of waste polymer into RepRap feedstock. Rapid Prototyp J 19(2):118–125. https://doi.org/10.1108/13552541311302978
Kreiger M, Anzalone GC, Mulder ML, Glover A, Pearce JM (2013) Distributed recycling of post-consumer plastic waste in rural areas. Mater Res Soc Symp Proc 1492:91–96. https://doi.org/10.1557/OPL.2013.258
Woern AL, McCaslin JR, Pringle AM, Pearce JM (2018) RepRapable Recyclebot: open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX 4:e00026. https://doi.org/10.1016/J.OHX.2018.E00026
Alberto Cruz Sanchez F, Lanza S, Boudaoud H, Hoppe S, Camargo M, Cruz F (2015) Polymer recycling and additive manufacturing in an open source context: optimization of processes and methods. In: Annual international solid freeform fabrication symposium. ISSF 2015, Austin, pp 1591–1600
Zhong S, Rakhe P, Pearce JM (2017) Energy payback time of a solar photovoltaic powered waste plastic Recyclebot system. Recycling 2(2):10. https://doi.org/10.3390/RECYCLING2020010
Kreiger MA, Mulder ML, Glover AG, Pearce JM (2014) Life cycle analysis of distributed recycling of post-consumer high density polyethylene for 3-D printing filament. J Clean Prod 70:90–96. https://doi.org/10.1016/J.JCLEPRO.2014.02.009
Lee JH, Lim KS, Hahm WG, Kim SH (2013) Properties of recycled and virgin poly(ethylene terephthalate) blend fibers. J Appl Polym Sci 128(2):1250–1256. https://doi.org/10.1002/APP.38502
Oblak P, Gonzalez-Gutierrez J, Zupančič B, Aulova A, Emri I (2015) Processability and mechanical properties of extensively recycled high density polyethylene. Polym Degrad Stab 114:133–145. https://doi.org/10.1016/J.POLYMDEGRADSTAB.2015.01.012
Woern AL, Byard DJ, Oakley RB, Fiedler MJ, Snabes SL, Pearce JM (2018) Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials (Basel). https://doi.org/10.3390/ma11081413
Reich MJ, Woern AL, Tanikella NG, Pearce JM (2019) Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials (Basel). https://doi.org/10.3390/ma12101642
Little HA, Tanikella NG, Reich MJ, Fiedler MJ, Snabes SL, Pearce JM (2020) Towards distributed recycling with additive manufacturing of PET flake feedstocks. Materials 13(19):4273. https://doi.org/10.3390/MA13194273
Awaja F, Pavel D (2005) Recycling of PET. Eur Polym J 41(7):1453–1477. https://doi.org/10.1016/J.EURPOLYMJ.2005.02.005
Lamm ME et al (2020) Material extrusion additive manufacturing of wood and lignocellulosic filled composites. Polymers 12(9):2115. https://doi.org/10.3390/POLYM12092115
Pringle AM, Rudnicki M, Pearce JM (2018) Wood furniture waste-based recycled 3-D printing filament. For Prod J 68(1):86–95. https://doi.org/10.13073/FPJ-D-17-00042
Love LJ (2014) Utility of big area additive manufacturing (BAAM) for the rapid manufacture of customized electric vehicles. https://doi.org/10.2172/1209199
Chambon P et al (2017) Development of a range-extended electric vehicle powertrain for an integrated energy systems research printed utility vehicle. Appl Energy. https://doi.org/10.1016/j.apenergy.2017.01.045
Nycz A, Noakes M, Post B, Roschli A, Babu S, Love L (2017) Development and demonstration of large scale metal additive manufacturing for military vehicle applications—final report. ORNL Report
Love L, Noakes M, Post B, Rhyne B, Gaul K (2018) Feasibility of using additive manufacturing to produce automotive tooling. ORNL Rep, vol. ORNL/TM-20
Moreno Nieto D (2017) Big format 3D printing for shipbuilding
Post BK et al (2019) Using Big Area Additive Manufacturing to directly manufacture a boat hull mould. Virtual Phys Prototyp. https://doi.org/10.1080/17452759.2018.1532798
Hassen AA, Lindahl J, Chen X, Post B, Love L, Kunc V (2016) Additive manufacturing of composite tooling using high temperature thermoplastic materials. In: International SAMPE technical conference, 2016
Thompson W, Huelskamp SR, Allessio TIM, Ly KIM (2020) Large-format additive manufacturing : viable for autoclave tooling? Addit Manuf Mag 1–6
Biswas K et al (2016) Big area additive manufacturing applied to buildings. In: Thermal performance of the exterior envelopes of whole buildings, 2016
Biswas K et al (2017) Additive manufacturing integrated energy-enabling innovative solutions for buildings of the future. J Sol Energy Eng Trans ASME. https://doi.org/10.1115/1.4034980
Grassi G, Lupica Spagnolo S, Paoletti I (2019) Fabrication and durability testing of a 3D printed façade for desert climates. Addit Manuf. https://doi.org/10.1016/j.addma.2019.05.023
Love L, Post B, Roschli A, Chesser P, Hun DE (2019) Feasibility of using BAAM for mold inserts for the precast concrete industry. ORNL Report
Richardson B, Roschli A, Noakes M (2018) BAAM additive manufacturing of a building integrated wind turbine for mass production. ORNL/TM-2018/793
Post B, Richardson B, Lloyd P, Love L, Nolet S, Hannan J (2017) Additive manufacturing of wind turbine molds. https://doi.org/10.2172/1376487
Li L et al (2016) Big area additive manufacturing of high performance bonded NdFeB magnets. Sci Rep. https://doi.org/10.1038/srep36212
Li L et al (2018) Fabrication of highly dense isotropic Nd–Fe–B nylon bonded magnets via extrusion-based additive manufacturing. Addit Manuf. https://doi.org/10.1016/j.addma.2018.04.001
Gandha K, Nlebedim IC, Kunc V, Lara-Curzio E, Fredette R, Paranthaman MP (2020) Additive manufacturing of highly dense anisotropic Nd–Fe–B bonded magnets. Scr Mater. https://doi.org/10.1016/j.scriptamat.2020.03.012
Gandha K et al (2018) Additive manufacturing of anisotropic hybrid NdFeB-SmFeN nylon composite bonded magnets. J Magn Magn Mater. https://doi.org/10.1016/j.jmmm.2018.07.021
Sitography
https://www.materialise.com/en/manufacturing/3d-printing-technology/stereolithography. Accessed Oct 2021
http://www.uniontech3d.com/product/detail/2878. Accessed Oct 2021
https://www.3dsystems.com/3d-printers/prox-950?smtNoRedir=1&_ga=2.114868487.1885528536.1605455157-1992448122.1605455157. Accessed Oct 2021
https://sondasys.com/machines/la1100/. Accessed Oct 2021
https://www.aniwaa.com/product/3d-printers/wuhan-binhu-hrps-vii/. Accessed Oct 2021
https://www.aeroswift.com/. Accessed Oct 2021
https://adira.pt/en/product/additive-manufacturing-2/. Accessed Oct 2021
https://massivit3d.com/solutions/3d-printers/. Accessed Oct 2021
https://mimaki.com/product/3d/3d-gdp/3dgd-1800/. Accessed Oct 2021
https://titomic.com/titomic-kinetic-fusion/. Accessed Oct 2021
https://d-shape.com/. Accessed Oct 2021
https://www.voxeljet.com/3d-printing-systems/vx4000/. Accessed Oct 2021
https://www.exone.com/en-US/3D-printing-systems/sand-3d-printers/S-MAX-Pro. Accessed Oct 2021
https://fabrisonic.com/soniclayer-7200/. Accessed Oct 2021
https://www.addere.com/copy-of-addere-ii. Accessed Oct 2021
https://www.sciaky.com/additive-manufacturing/industrial-metal-3d-printers. Accessed Oct 2021
http://www.insstek.com/content/standard/mxgrande. Accessed Oct 2021
https://optomec.com/wp-content/uploads/2018/11/LENS-1500-AM-CA_WEB1018.pdf. Accessed Oct 2021
https://www.formalloy.com/machines. Accessed Oct 2021
http://mx3d.com/. Accessed Oct 2021
http://www.winsun3d.com. Accessed Oct 2021
https://betabram.com/. Accessed Oct 2021
http://www.imprimere.org/content/big-3d-printer/big-3d--printer-2156/. Accessed Oct 2021
https://specavia.pro/catalog/stroitelnye-3d-printery/dlya-ceha/printer-stroitelnyjj-trekhmernojj-pechati-3d-s-6044-long/. Accessed Oct 2021
https://www.iconbuild.com/updates/introducing-the-vulcan-3d-printer-for-homes. Accessed Oct 2021
https://www.3dwasp.com/tag/bigdelta-wasp-12m/. Accessed Oct 2021
https://www.constructions-3d.com/la-maxi-printer. Accessed Oct 2021
https://cybe.eu/technology/3d-printers/#:~:text=The%20CyBe%20RC%203Dp%20is,printer%20regardless%20of%20the%20terrain. Accessed Oct 2021
https://atmat.pl/uploads/images/products/pdf/Jupiter%20ENG%2003.03.20.pdf. Accessed Oct 2021
https://www.3dplatform.com/3D-Printers. Accessed Oct 2021
https://bigrep.com/it/bigrep-one/. Accessed Oct 2021
https://www.creatbot.com/en/creatbot-f1000.html. Accessed Oct 2021
https://www.3dwasp.com/stampante-3d-grande-formato-delta-wasp-60100/. Accessed Oct 2021
https://www.e-ci.com/baam. Accessed Oct 2021
https://www.multistation.com/en/product/ingersoll-masterprint/. Accessed Oct 2021
http://www.thermwood.com/lsam_home.htm. Accessed Oct 2021
https://www.millebot.com/mille500. Accessed Oct 2021
https://ceadgroup.com/wp-content/uploads/2019/09/FOLDER-CFAM.pdf. Accessed Oct 2021
https://blbindustries.se/3d-printers-2/. Accessed Oct 2021
https://discovery3dprinter.com/en/super-discovery-3d-printer-2/. Accessed Oct 2021
https://titan3drobotics.com/atlas-3-6/. Accessed Oct 2021
https://www.3dwasp.com/stampante-3d-industriale-delta-wasp-3mt-industrial/. Accessed Oct 2021
https://www.stratasys.com/it/explore/blog/2016/infinite-build-robotic-composite-3d-demonstrator. Accessed Oct 2021
Kirsten Korosec (2019) Meet Olli 2.0, a 3D-printed autonomous shuttle. https://techcrunch.com/2019/08/31/come-along-take-a-ride/?guce_referrer=aHR0cHM6Ly93d3cuZ29vZ2xlLmNvbS8&guce_referrer_sig=AQAAAEBZx0hrSwwlzPIieW4NQYvXJBj4cnUcZWKYvA46nxIls0yGtvSlhQ4a4lvhZDPQtpjNpUVfP-P-jk0w69ISGkeBv9Okaix8VvaSXTnsIXaRqxh3D6eZgrS2uGMDSGLiK. Accessed Oct 2021
Umaine (2019) https://umaine.edu/news/blog/2019/10/10/umaine-composites-center-receives-three-guinness-world-records-related-to-largest-3d-printer/. Accessed Oct 2021
Saunders (2017) US Navy and ORNL Team Up to Develop the Military’s First 3D Printed Submarine Hull on the BAAM. https://3dprint.com/181795/navy-ornl-3d-printed-sub-hull/. Accessed Oct 2021
https://melkerofsweden.se/. Accessed Oct 2021
John Huotari (2016) ORNL, Boeing set Guinness World Record with 3D printed tool for Boeing 777X wing part. https://oakridgetoday.com/2016/08/30/ornl-boeing-set-guinness-world-record-with-3d-printed-tool-for-boeing-777x-wing-part/. Accessed Oct 2021
https://www.hoverenergy.com/. Accessed Oct 2021
Funding
Open access funding provided by Politecnico di Bari within the CRUI-CARE Agreement. This study was funded by Ministero dell’Istruzione, dell’Università e della Ricerca (Dipartimento di eccellenza).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pignatelli, F., Percoco, G. An application- and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog Addit Manuf 7, 1363–1377 (2022). https://doi.org/10.1007/s40964-022-00309-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-022-00309-3