
Abstract
Additive manufacturing technologies can produce complex components in a more efficient and environmentally sustainable way when compared with conventional manufacturing technologies. These advantages are expected to keep cementing Additive manufacturing role in several industries. Additive manufacturing technologies are fast-improving technologies with an estimated doubling of performance on average every five years. These fast developments make it difficult to keep track of current technological capabilities and environmental impacts. Among the most relevant additive manufacturing technologies there are the metal additive technologies of Powder Bed Fusion, Directed Energy Deposition and Binder Jetting. This paper assesses the current technological capabilities and environmental impact of these technologies. For that, resorting to data from literature, technical reports and company data sheets, the technological steps are defined, the relevant process parameters are established, and qualitative and quantitative data is gathered. A set of visualizations of process capabilities and their environmental impact is performed with the intent of helping designers and engineers with decision-making. It is also interesting for the research community to visualize and understand the current capabilities and to establish roadmaps for research. Limitations of this study include data currently available for each parameter, and the shortage of data for the environmental calculations.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) technologies have had exponential growth in the last decade, with great developments in terms of equipment, productivity, and equivalent investment in research [1, 2]. In fact, the AM market has grown about 18.3% in 2022 [3].
Additive manufacturing has the potential to provide significant advantages, such as the generation of less waste during production; the possibility of unifying several functionalities in a single part, the ability to customize parts to a particular function [4] and the optimization of geometries creating lighter components and a subsequent reduction in transport and energy use [5]. AM processes can produce 3D parts with near-net-shaped dimensions layer-by-layer directly from 3D computer-aided design data [6, 7].
When evaluating AM as a production method, there is a strong interconnection between the process and the design [8]. The design process has gained increased flexibility due to the inherent characteristic of AM to offer greater geometric freedom compared to traditional manufacturing, albeit subject to specific limitations inherent to each metal additive manufacturing (MAM) [9]. For this reason, it is difficult to design a part that fully utilizes the AM's potential without understanding the flexibility and limitations that the technologies offer. As in any new technology, a key factor is knowing what the possibilities and characteristics are in terms of design, materials, process, and supply chain contexts. Furthermore, additive manufacturing technologies foster more sustainable production practices through lightweight parts, toolless operation, near or closer to 1:1 material usage ratio, flexible logistics and transport reduction [10, 11]. Therefore, economic, and environmental aspects are of paramount importance for the decision regarding the adoption of a specific AM technology for a part. The need to have early design indicators for these aspects, regarding both economic and environmental sustainability, is crucial in any technology or material selection process [12], especially in the case of AM [13].
In this work, the focus is on metal additive manufacturing, the second most used family of materials in additive manufacturing after polymers [14], of particular interest for the aerospace, medicine and other fields in which material savings and performance are critical, with the potential to produce high-value, customized products [13]. The widespread literature focused on recent developments, together with the constant evolution of equipment and standards makes the decision to adopt one or integrate this knowledge in Design for AM particularly difficult. This paper contributes to the state of the art in the field of metal additive manufacturing (MAM) by defining key parameters for each technology, offering essential project constraints for the initial design phase of components. As well it maps current values for these parameters through an extensive review of literature and supplier data sheets. This allows for a preliminary selection of the most appropriate technology to produce a part taking into consideration technical, economic, and environmental aspects.
This paper is divided into five sections. After introduction, Sect. 2 revises the main MAM technologies, namely powder bed fusion (PBF), directed energy deposition (DED), and binder jetting (BJT). Section 3 is focuses on the methodology used in this paper to collect and treat data. Section 3 addresses the identification, structuring and description of relevant parameters followed by data collection and analysis. Section 4 presents the results in the form of visualizations of the mentioned parameters for each of the MAM technologies. Section 5 draws the conclusions and discusses open points for future work.
2 Metal additive manufacturing technologies
Metal additive manufacturing technologies, according to ISO/ASTM 52900:2021 [15], are divided into five families: BJT, DED, PBF, material jetting, and sheet lamination. Due to the constant development of new equipment and new ideas around AM, there are other processes that are difficult to categorize due to their newness (e.g., selective powder deposition) [16]. This article focused on the three most used and established MAM technologies i.e. PBF, BJT, and DED.
2.1 Powder bed fusion
PBF is the most used metal additive manufacturing technology in aerospace and biomedical industries [17]. PBF resorts to either laser or electron beam as the power sources to fuse the metal powders in a bed layer-by-layer. An example of a process using a laser as a power source is Laser Powder Bed Fusion (L-PBF), and the process, using an electron beam is denominated Electron Beam Melting (EBM). Despite the efforts from ASTM and ISO [15], trademarks made their way to the imagination of researchers and scientists since each company assigned their trademarks to what their machines actually do and work. Other trademarks include DMLS™ for direct metal laser solidification or DMLM™ for direct metal laser melting, a melt pool is formed and a fully-dense structure, equivalent to wrought. Although very similar, the difference is that sintered-based manufacturing uses less energy and does not require full melting of the powder, it also allows the use of mixtures. There are also PBF of polymers, but they are out of the scope and for further reading, consider Schmid et al. [18].
All these processes are similar since they belong to the same family, where a thin layer of powder is deposited over a substrate plate or on the previously deposited layer and subsequently melted or sintered selectively by a laser or a beam of electrons, as dictated by the CAD data [19,20,21]. Several process factors influence the quality of the final component, thus, requiring to be adjusted to ensure a low number of defects, such as lack of fusion or gas pores [22,23,24].
Some of the important process variables are laser/beam power, scan speed and scan strategies which can have a significant effect on the mechanical properties of the final components [25, 26]. The manufacturing process takes place inside an enclosed chamber, usually filled with an inert gas in SLM and in a vacuum in the EBM process. The chamber allows for controlled processing temperature which is directly correlated with the final characteristics of the components. In SLM systems, substrate plate heating is generally applied to reduce the cooling rate and thermal gradients, thus preventing solidification cracks and reducing residual stresses [27]. Compared to SLM, the EBM process is more suitable to process materials more susceptible to hot cracks since it allows reaching higher processing temperature through preliminary heating scans [28, 29].
Production rates and costs are two highly relevant characteristics of manufacturing technology. While machine speed variations can be substantial, overall, powder bed fusion (PBF) typically exhibits lower processing speeds compared to DED and BJT systems. However, multiple laser sources can be installed to increase build rates [30]. In terms of costs, studies have shown that the powders can theoretically be reused repeatedly [31,32,33]. This reduces the wastage of raw materials and the overall production cost. However, standards such as the AMS7031 in the aeronautical sector define handling procedures and properties of metal powder feedstock to be reused [34].
2.2 Binder jetting
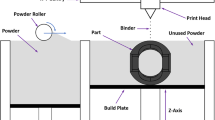
BJT is carried out by depositing droplets of binder on the powder layer by means of a printing head. It is a well-known process, but it has been mainly used with sand and ceramic materials [35, 36].
BJT involves several post-processes that follow the printing of parts, such as curing, depowdering, debinding, sintering, infiltration, annealing, and finishing [37]. The curing process can be done by heating the green part so that the binder hardens and facilitates handling. Depowdering consists of the removal of the printed piece from the powder bed. The part is then debinded and sintered. These steps are essential to achieve a solid part with high mechanical properties. Metal infiltration can be performed to enhance part density. Other heat treatments can be performed to dissolve unwanted second phases (solution treatment) or to promote hardening by the precipitation of intermetallics or carbides.
Such post-process treatments (especially debinding and sintering) can take longer than the printing phase and may lead to high costs [38]. BJT generally does not require support structures, offering a significant advantage by enabling the production of highly complex parts. However, it is important to note that support structures may still be necessary during the sintering stage, which can influence the overall geometric complexity. Moreover, the entire build volume can be closely packed with several stacked parts [39].
BJT is compatible with a wide range of materials, even those that are sensitive to hot cracks and can barely be processed by DED and PBF technologies. [40]. The printing process occurs at a controlled room temperature, avoiding problems related to oxidation, residual stresses and powder reuse [38].
In BJT the consolidation takes place predominantly by sintering, printed parts are commonly characterized by a higher amount of defects compared to DED and L-PBF parts [41]. Finally, the design should carefully take into consideration the anisotropic contraction of parts during debinding and sintering [42].
2.3 Directed energy deposition
DED processes are classified into powder and wire types according to the fed material [43,44,45]. The volume density of the fabricated part by DED processes is nearly 100% [45]. Due to the local melting and rapid cooling, the resultant microstructure consists of well-refined grains, and parts built by this process usually exhibit 30% higher strength than those built by casting [44]. This process is suitable for part repair [46], as the damaged portions can be restored selectively. Another advantage of this process is its ability to add coatings (or clad) to existing surfaces [47, 48].
It is a form of automated build-up welding. The deposition principle of the powder-DED is based on the laser cladding process [49, 50]. The melted region is created by the laser on the substrate and the previously deposited layer. Subsequently, metallic powders are supplied to the melted region. At the same time, the supplied powders are melted by the heat of the melted region and the laser. The powder-DED employs the laser head with powder-feeding nozzles [50]. The head allows the deposition of new metallic layers while the laser fuses the layer [49], making the process suitable for repairing and remanufacturing parts [45, 51]. Moreover, powder-DED can be carried out using multiple materials, providing a key solution to fabricate heterogeneous material parts, including different functionalities [45, 49].
Three categories of the wire-DED process, including wire arc additive manufacturing (WAAM™), wire feed laser-based additive manufacturing (WLAM), and electron beam freeform fabrication (EBF3) processes, have been developed. The dimensional accuracy and the surface roughness of wire-DED are inferior than those of the powder-DED process, whereas the build rate of the wire process is significantly superior than that of the powder process [44, 45].
2.4 Relevant parameters in metal additive technologies
MAM technologies have constantly been developing and improving their technological capability in recent years. Each metal additive technologies have its particularities and can produce materials and composites with different characteristics. A comparative analysis between MAM technologies is necessary to help in decision-making. Depending on the competitive factors that are given priority in the manufacturing system under investigation, AM technology may be acceptable or inappropriate. The many elements of additive manufacturing technologies, along with the absence of standards and the organizations' lack of expertise, make choosing an AM technology challenging [52].
It is necessary to understand which parameters are important to assess the technical capability to choose a certain additive manufacturing technology. Few studies were found in the literature on AM technology selection for the production of parts. Gokuldoss et al. [53] discuss the different selection criteria based on the analysis of the different energy sources used in the AM. With a defined set of material properties, they suggest seven selection criteria which are: (i) type of material to be processed, (ii) technology availability, (iii) properties and service requirements of parts, (iv) type of application, (v) post-processing requirements, (vi) surface quality, and (vii) accuracy. Another criterion proposed for the selection of the most ecological manufacturing, according to Priarone and Ingarao [54], was the environmental impact of different additive processes in comparison with conventional subtractive manufacturing processes.
A decision-making proposal for MAM was developed by Calderaro et al. [55] and it is based on the characteristics of additive technologies and competitive criteria for the selection of additive manufacturing technologies in production systems. They proposed four competitive criteria for the analysis, i.e. velocity, flexibility, quality, and cost.
Within the decision analysis literature, there has long been an understanding that the use of quantitative modelling should be assessed largely by the quality of the results. Manufacturing limitations, product characteristics, and customer needs are only a few of the important factors utilized in the selection process to discover the best option for a part, component, or product [56]. The general challenge in the construction of selection tools for specific manufacturing consists in systematically identifying the correspondence between the design requirements and the capabilities of the process [57], in line with the Ashby approach [58], to interrelate design, material, and process. Shercliff and Lovatt suggested three groups to help identify requirements [57]. The design-related are the specifications for the function of the component; the production-related are the details required for the factory floor; and the processing-related are the process problems that can be eliminated in the planning and production stage. The requirements can then be grouped into four types, i.e. technical feasibility, absence of process defects, product performance, and economics.
The metal additive technologies have several parameters that represent the characteristics of their processes, however, in the literature there are still few studies about decision-making and surveys of the relevant parameters for the analysis of technological capability. Furthermore, sustainability criteria are generally left out of these approaches.
3 Methodology
An overview of the methodology used in this work for obtaining the technological capability is shown in Fig. 1. The first phase of the methodology is focused on understanding MAM technologies and on the identification of necessary steps for each of the investigated manufacturing processes by a systematic literature review. Scientific articles and specialized journals on additive technology equipment, books, and standards were reviewed to understand the particularities of each technology/process and their key parameters.

Methodology to assess the capability of additive technologies
Following the general understanding of each process, process information is collected and filtered for relevant parameters. These parameters are used to facilitate the understanding of the manufacturing processes and have the potential to characterize technologies.
Some parameters are directly related to the behaviour of the product in service and are significant to the decision-making, while others are process parameters and are irrelevant to the selection. For example, layer thickness directly impacts surface roughness, build time and overall costs, whereas setup time, although is an important cost driver is only relevant for selection in this model if material changes often occur.
Based on the model suggested by Calderaro et al. [55], the relevant parameters were established, following the competitive criteria and through the Analytic Hierarchy Process (AHP) methodology. Paired analyses of additive technologies were conducted for each competitive criterion.
After parameters identification, this study focussed on the classification of the competitive criteria for comparative analysis of technological capability proposed by Calderaro et al. As mentioned above, according to this study, the competitive criteria are grouped into four categories: cost, flexibility, speed, and quality.
In this work, to include the perspective of sustainability, environmental impact is also analysed as an additional competitiveness criterion.
After structuring the parameters, data were collected. Literature data are further reviewed to collect values corresponding to each relevant parameter selected. The data is then organized in the form of maximums and minimums, which will depend on what represents the best scenario for the parameter under analysis.
3.1 Relevant parameters
In this work, the relevant parameters are those that demonstrate an important characteristic of technology capability. From the statistical perspective, a parameter implies a summary description of the characteristics of an entire population based on all the elements within it [59].
With a first review of the literature, 15 main parameters were defined for the investigated technologies (see Table 1).
It is possible to correlate which competitive criteria are directly linked to the mechanical and physical properties of parts. Parameters that represent features that are already described by other parameters have been discarded. Layer thickness and process steps parameters are indirectly covered by another parameter, i.e. process time. The parameters that are not relevant were also discarded. These parameters demonstrate characteristics that are not able to define the technological capability or crucial for decision making, for example, energy source and material source.
Thus, only thirteen out of the initial fifteen parameters are considered for the present study, and each of them is classified within the competitive criteria. All selected parameters can characterize the capability of the technologies following some competitive criteria (see Table 2).
3.2 Parameters structuring
Competitive criteria can be conceptualized as the factors evaluated by customers at the time of the purchase decision [119]. In terms of comparative analysis between technologies, the competitive criteria are a way of comparing technologies for decision-making at the organization’s strategy level. Strategic high-level considerations of machine portfolio management, client-based decisions, and access to external funding are out of the scope of the current work.
The cost is an important criterion due to the high initial investment in MAM technologies and material cost [55].
Regarding competitive flexibility, some publications highlight this characteristic of additive manufacturing as one of the benefits compared with the conventional method of production [120]. To analyse the technological capability, it is necessary to understand the parameters of Design for AM that differentiate these technologies from traditional manufacturing.
Regarding the competitive speed criteria, the use of AM technologies alters how companies operate, such as aspects of production, caused by the ability of AM technologies to produce on-demand and profitable parts [121], supply chain, maintenance, and product development [122]. When analysing this criterion between the different AM technologies, each step of the process is accounted to have a global analysis of the production time, including the different needs of post-processing. For example, the binder jetting process time has to account not only for deposition time, but also for sintering time, and that encompasses stacking several parts for the oven at the same time.
The capacity of a component to perform its function effectively may be regarded as meeting the quality competitive criteria and being crucial for gaining a competitive advantage.
The sustainability criterion suggested here refers to the ability of additive manufacturing (AM) to minimize the need for resource and energy-intensive manufacturing processes, which in turn lowers the quantity of material needed in the supply chain and makes it possible for more environmentally friendly practices, which was shown as very promising [123]. Being an extremely important criterion, especially in the current scenario, with the need for more sustainable manufacturing processes.
Table 2 shows each of the relevant parameters selected in Sect. 3.1 and their organization distributed among the competitive criteria.
There are high-level technological selection criteria established in the literature [55] that are based on the dimension of technological competitiveness. Allocated to these competitiveness criteria are characteristics of the technology (see column 2). These characteristics of the technology can be translated into measurable parameters qualitatively and quantitatively (see column 3).
3.2.1 Parameters description
A succinct description of each parameter offered in Table 2 is reported in this section. The purpose of this description is to generate an equalized understanding of the decision-making process and a basis for data gathering, prioritization, and selection.
Build rate rate of consolidated powder volume per unit time, i.e., the speed of construction, including the deposition of powder and the consolidation of parts by means of the binder, laser, or electron beam. It is a parameter that clearly demonstrates the speed of the printing phase production.
Process time the time of the process impacts the entire production process and management of a business; therefore, it is a selection criterion for the choice of technology considering all the time of the pre-processing, manufacturing, and post-processing processes of the part. The processing time is closely linked to the build rate of the process and can be used to evaluate the time efficiency of AM technologies. The deposition rate defines the ratio between the total mass melted and the total time required to produce a part. A study carried out by Lunetto et al. [124] shows that the presence of lattice structures and supports delay deposition efficiency and that parts composed mainly of molten volumes have the highest deposition efficiency. The process time in additive manufacturing can be influenced by the height of the part. This is because the properties of the bulk material, such as particle size and viscosity, can affect the way the material is deposited during the printing process. Additionally, the dispersion of fine particles, including the time it takes for dust scattering, which is a non-active phase, to settle, plays a role in the deposition process. When the height of the part is increased, there is a greater vertical distance for particles to travel, potentially leading to more dust scattering and longer settling times during the non-active phase. This, in turn, can impact the overall process time.
Building volume the size of the part is limited by the printing area of the machine; this selection criterion allows us to determine which technologies can manufacture the part with its dimension established in the technical requirements.
Raw material material is extremely important to establish the technical requirements, and in addition, the raw material selection criterion defines which technologies allow for a part to be manufactured with a certain material, as the technologies have limitations as to the materials capable of being manufactured by AM.
Multi-material the ability to manufacture multi-materials is an advantage that some equipment has; this criterion is basic when it comes to composite materials and parts/systems composed of different metals. Therefore, it is necessary to select which technologies are suitable for the manufacture of multi-materials in the AM to meet the technical requirements of the project.
Geometric limitations the limitations can be from process characteristics that make some geometries unfeasible. In design considerations, wall thickness can be a limitation, as well as minimum hole diameter, layer thickness or internal structures. Figure 2 shows the description of each parameter analyzed to demonstrate the geometric limitations according to the design for AM.

Source: Based on Redwood et al. [107]
Parameters to geometric limitations.
Surface finish (Ra) Ra is the surface roughness of the final component; technologies have different final roughness in their processes depending on the parameters used during manufacture, namely: laser power, the deposition rate of the raw material, working temperature, layer thickness, type binder, among others.
Layer Thickness Layer thickness refers to the predefined thickness of individual metal layers deposited during 3D printing. It plays a vital role in determining the final quality and surface finish of the metal part. This parameter, measured in micrometers (μm) or millimeters (mm), can be adjusted based on the application's requirements. Smaller layer thicknesses yield finer details but longer printing times, while thicker layers expedite the process at the expense of some detail and surface quality. Finding the right layer thickness is crucial for balancing production speed and part quality in metal additive manufacturing.
Minimum dimensional accuracy accuracy refers to how well the equipment can perform from what was planned in the software to the printing platform, that is, the ability to accurately produce the dimensions required in the original CAD file of the design. Components with low tolerances and complex design levels require very high manufacturing accuracy.
Minimum detail resolution detail resolution is the smallest feature size the technology can make, translated in terms of ratio scale [40].
Density density in additively made parts refers to the porosity of a part, it is a property that is directly influenced by the material, powder particle size, build chamber temperature, laser speed and temperature to be used, and the geometry of the part. Density is an important feature when choosing the technical requirements of the part, as it influences the mechanical properties of the part, especially its strength, and stiffness. This is particularly important if the parts must withstand fatigue or other types of loads.
Environmental Impact it is an indicator widely used to quantify environmental impacts, and therefore a selection criterion that allows analyzing the environmental impact of the processes. This criterion assesses the environmental impact caused by industrial input activities, focusing on the damage impact on ecosystem quality, resources, and human health through the normalization of data related to the product/process lifecycle into a single unit called pt (points).
Cost per unit of volume the cost per cubic centimeter is the most used criterion for selecting production processes. It has high relevance for choosing the most appropriate additive technology. It is a criterion used in many studies that involve the selection of materials, processes, and technologies [125,126,127].
3.3 Data collection
Having the competitive criteria and the characteristics of the AM technology elicited, a comprehensive data collection can start. This is based on the analysis of state-of-the-art technology. There are several sources of information available to collect and selection of raw data for this paper. Data sources include catalogues from equipment manufacturers, product specifications, benchmarking, trade magazines, scientific literature, and industry reports [125].
In this study, the main approach for data selection was product specifications and industry reports. The product specifications (technical sheets) that are often released along with the announcement of a new product or technology and industry reports are documents compiled on the state of an industry by either private firms or sometimes government agencies.
The survey of state-of-the-art technology data and the initial selection of manufacturing companies were based on Wohler’s report [3]. To get a reliable understanding of technology, it is important to get as many data points as possible. The number of companies analyzed was complemented with research in the literature and on AM machines sites. In total, data from 329 machines distributed among the MAM were analyzed.
The companies under analysis are not the only ones to produce AM for metals; however, they are the ones that provided a greater amount of information about all the criteria, being possible to have a greater perception of the technological capability.
3.4 Data analysis
Data analysis uses the parameters established in Sect. 3.2 and consists of organizing the data in the most appropriate way according to the nature of the data, namely: ranges of values, maximum and minimum, and averages. Table 3 shows the comparative relationships for evaluating the parameters.
In the first phase of the analysis, the parameters density, surface finish, raw material, detail capacity, dimensional accuracy, build volume, build rate, geometric limitation, and multi-material capability were taken from the literature and organized in the table in Annex V.
The second phase of the selection criteria analysis refers to the process time, environmental impact, and unit cost which are described below.
3.4.1 Process time
The additive process to manufacture metallic parts is, in general, based on the union of the material through an energy base that can be an electron beam, laser, or adhesive liquid. This metallic material is always built in layers and can be added as a powder or as a wire. Although they produce metallic parts, the processes for metals are different regarding the production steps (see Fig. 3), and this needs to be considered for decision-making, as each step has costs and requires different production times [55], in addition to the environmental impacts they have on the environment.

Process Steps in the Metal Additive Manufacturing
The comparative process time of the additive technologies contains all the steps necessary for the manufacture of the part and is shown in Fig. 3. For each phase of the process, the particularities of each technology that can impact the process time are analysed.

3.4.2 Environmental impact (pt/kg)
The evaluation of the environmental aspects and potential impacts associated with the utilization of the technologies was developed following the Life Cycle Assessment (LCA) methodology. The LCA was established by UNEP/SETAC, and the standardized format of the LCA framework was defined by the ISO14040 standard [128]. Although there are other methodologies for analyzing the environmental impact, LCA has been the most used [129] and accepted for both academic and industrial objectives [130].
This life cycle methodology allows the evaluation of the environmental performance of the processes in the different scopes, from the cradle-to-grave, as well as evaluating only from the cradle-to-gate [131]. In the context of this study, the cradle-to-gate scope was adopted, that is, simply examining the extraction, and transformation of the raw material, the manufacturing phases and the power consumption of the AM process. The analyses did not consider the impact of shielding gas consumption on the environmental analysis due to a lack of reliable available data.
The set of resources to be considered in this analysis regarding the PBF, BJT and DED printing phase comprise the powder feedstock material and the source of the electricity generation with resources and emissions taken from the Ecoinvent 3.7 database representing global averages. The environmental impact is quantified and later analyzed into different impact categories using the ReCiPe2016 method [132] in SimaPro software.
Initially, the ReCiPe Endpoint (H) V1.11 / World Recipe H/H method is used to convert and evaluate the list of life cycle inventory using endpoint indicators among the selected environmental effect into three categories: human health, ecosystems, and resources.
This data allows a simplified analysis in a preliminary stage to be able to perceive the differences between the technologies. The endpoint characterization is easy to interpret in terms of the relevance of the environmental flows [132]. The environmental impact of manufacturing a component per kg of material (\({EI}_{{component}_{AM}^{mat}}\)), using this impact method, is given by pt/kg.
Table 4 shows the materials used for the LCA analysis. The materials using the database, and the individual inventories for the creation of each material can be found in Annex II. The main environmental drivers, material, and energy were considered in both processes for this simplified analysis.
The values were all based on the ones obtained in database machines, and the remaining values were obtained from a previous study on the energy requirements of manufacturing processes (see Table 4).
The environmental impact of manufacturing a component per kg of a material is given by:
where \(EI_{mat}\) is the environmental impact of the raw material per kg and comes in pt/kg, and \(EI_{{manufacturing_{AM}^{mat} }}\) is the environmental impact of manufacturing a component by AM per kg of material and comes in pt/kg.
\(EI_{{manufacturing_{AM}^{mat} }}\) is calculated by correlating the build rate given in cm3/h, that is, the volume of material built per unit of time, the density of the material \(\left( \rho \right)\) in kg/cm3, the machine power consumption given in kW, and the environmental impact of the electricity generation (\(EI_{energy} )\) given in Mpt/kWh is calculated with the corresponding pt value of Portugal’s medium voltage electricity.
3.4.3 Cost per unit of volume (CUV)
The volumetric cost(€/cm3) is the manufacturing cost per cubic centimeter and comprises the material (\(C_{material}\)) and machine cost (\(C_{machine}\)). It’s important to notice that the manufacturing cost depends heavily on the chosen process/machine and its raw material. As an example, the aluminum cost may differ if it is used as a powder (for PBF) or wire (for wire DED). Therefore, the volumetric cost is specific for each product, machine, and raw material combination.
The material \(\left( {C_{material} } \right)\) and machine cost (\(C_{machine}\)) is given in €/cm3. Machine cost is calculated by dividing the hourly cost \((M_{C/H} )\) by the build rate (\(build.rate\)), given in cm3/h.
The machine’s annual cost (\(M_{anual cost} )\) refers to the annualization of the acquisition of the machine (investment). The investment is dependent on the opportunity cost of capital, the machine’s lifetime, as well as to their usability as dedicated or non-dedicated equipment. In cases where the machine is dedicated, the hourly cost \((M_{C/H} )\) is calculated by the annual cost of the machine \((M_{anual cost} )\) and the uptime (\(t_{u}\)).
For this comparative analysis, we consider a constant uptime independent of the machine selected.
4 Results
This section encompasses the results for each of the 11 characteristics of AM technologies described in Table 2. MAM technologies have different manufacturing processes, but in many cases, the parameters are the same and/or very close between them. The analysis of the design for AM allows an understanding of the metallic part manufacturing particularities, where all stages of the processes are considered and specificities of each additive technology. The macro view of this context is essential to understand the technological boundaries as well as their intersections.
4.1 Geometric limitations
Geometric limitations for each technology help the designer realize the thresholds of the technology. As shown in Tables 5, 6, and 7, the specifications are detailed in the observations, and the minimum values for each of them, which are: wall thickness, unsupported walls, embossed and engraved details, unsupported edges, fillets, hole size, escape holes, feature size, curved walls, and inclined walls. These values can be used as suggestive or approximate values.
4.2 Density
The relative density of the three technologies is shown in Fig. 3, where binder jetting has a greater variation in density values depending on the equipment and with values lower than those of other technologies, with a smallest value of 0.93 g/cm3 and a higher value of 0.97 g/cm3. This is also influenced by the process of joining the layers, i.e., sintering/melting. Due to the sintering process of the binder jetting being carried out after the part is manufactured, residual pores are usually present in sintered parts, leading to lower density values compared to other technologies.
The PBF and DED technologies lead to very close density values of the printed parts, however, the seven DED machines showed less variability than the values found in the PBF, both of which could reach close to 0.999. Figure 4 shows the results obtained through the technical sheets of the machines, including only the equipment that presented the density information.

Density according to metal additive technology
The density of technologies also varies according to the energy source, as shown in Table 8. The density of DED using an electron beam showed 99% density, while DED with laser can reach 99.65%. With the number of machines analyzed for the PBF, the type of energy source does not have a significant influence, with very close density values for electron beam and laser, being 99.50% and 99.53%, respectively.
4.3 Surface Finish
The surface finish for the analysed machines presented higher values for the DED process, followed by PBF and BJT. Typical surface roughness values for each process are 10–16 μm for PBF, 40 μm for DED with thin layer thickness and minimal deposition speed, and up to 90 μm with decreased resolution and maximal building rate [133]. According to Wohlers (2019) the average roughness of BJT, PBF, and DED respectively are 10 μm, 11 μm, and 17.5 μm.
In this graph, machines were analyzed without considering energy sources and using the best values that the machine can produce (lowest value of the range). Figure 5 shows the maximum value for DED of 12 μm, 10 μm for PBF, and 5 μm for BJT. The BJT presented an outlier value of 15 μm for the ExOne Innovent X machine. The minimum values found for DED, PBF, and BJT are 9 μm, 2 μm,and 4 μm, respectively. The minimum outlier value for DED refers to BeAM's Magic 800 machine.

Surface finish according to metal additive technology
The surface finish values depend on the process factors, such as the deposition rate, layer thickness, working temperature, the powder granulometry, among others. Surface finish in additive manufacturing processes often depends strongly on the part's orientation during printing. For example, the downskin surface, which is the surface in direct contact with the build platform or support structures, tends to have a higher roughness compared to other surfaces. This occurs because the initial layers of material adhere to the platform or supports, and their texture can influence the finish of the final part.
Designing the orientation of a part can be a crucial consideration in additive manufacturing to achieve the desired surface finish and mechanical properties. Adjusting the orientation may help minimize the impact of rough surfaces on critical areas of the part.
DED, in general, has higher deposition rates compared to other MAM and, therefore, higher surface finish values, being necessary post-processing to improve the surface finish.
4.4 Raw material
Technology availability can be seen in terms of the materials that can be produced by each technology, often limiting the technology because meeting the design requirements is linked to the mechanical and physical properties of the selected material.
Currently, there is a high variety of metals available for AM production. However, the option is wider for PBF and DED technologies (see Fig. 6). The current development of equipment by manufacturers allows the inclusion of new materials and therefore, the scenario can change with the improvement of technologies.

Raw material in additive manufacturing technologies
As shown in Fig. 6, the dashed area corresponds to the area of metallic materials, and the circular region is the number of equipment analyzed from the different technologies that can produce parts with the selected materials. The positioning of the materials in the graph corresponds to the approximate centroid values of Young's modulus and density of the presented alloys. The values which AM can produce in terms of metals are vast and considerable.
4.5 Minimum detail resolution
Detail resolution is the level of detail and complexity that manufacturing technologies can produce. The PBF and BJT additive technologies are capable of manufacturing parts with a high level of detail, reaching minimum values of 0.01 mm for PBF.
However, as can be seen in Fig. 7, DED has a more homogeneous distribution, and, in general, DED has a larger nozzle diameter, which allows it to have a higher deposition rate on the other hand, reduces the detailing resolution of the parts.

Minimum detail resolution according to metal additive technology
The BJT is the technology with the smallest range of values with high detail resolution. Disregarding the outliers, the DED ranges from 0.1 to 1.6 mm, the PBF ranges from 0.01 to 0.30 mm, and the BJT from 0.03 to 0.065 mm for the set of machines analyzed.
4.6 Minimum dimensional accuracy
Accuracy shows the technology's ability to achieve rigorous dimensional tolerances, that is, the ability to accurately produce the dimensions required in the original file of the project. Among the three technologies analyzed, BJT has the highest dimensional accuracy, with minimum values close to 0.016 mm. It is important to note that challenges persist regarding the uncontrolled and not entirely predictable anisotropic shrinkage observed in parts. As shown in Fig. 8, the PBF presented a more homogeneous distribution of data, despite having outliers with values of 0.2 and 0.4 mm, respectively.

Minimum dimensional accuracy according to metal additive technology
The DED presented values between 0.1 and 4 mm, with a greater variation in the dimensions compared to other technologies. Table 9 presents the general values of the selection criteria for detail resolution, accuracy, and surface finish. The values include all data found from the equipment, not just the smallest values in the range.
4.7 Build volume
The build volume shows the availability of technologies in terms of the maximum size the part can be manufactured. The number of equipment analyzed also allows us to understand which technologies have the greatest availability of equipment on the market. For this selection criterion, 58 DED machines, 128 PBF machines, and 15 BJT machines were analyzed to assess the maximum build volume allowed by the technologies.
Figure 9 shows the build volume for the equipment regarding the three technologies. The PBF has a significant number of equipment with a diverse range of build sizes. In addition, most of them are available in build sizes smaller than 200 mm3 but can reach 700 mm3 build volume.
DED build size has much higher values compared to other technologies, the machines can reach build volumes above 8000 mm3, with a large volume of equipment with sizes below 2000 mm3. The equipment with high build volume values uses gantry structures, which allow movement along the horizontal axis. The BJT technology has limited equipment options currently in the market, primarily consisting of small and medium-sized machines with a maximum build size reaching 160 mm3 (see Fig. 9).

Build volume according to metal additive technology
4.8 Multi-material
The use of processes with the inclusion of different materials is a differential that allows greater freedom of design with complex geometric projects and with increased multifunctionality, with properties like hardness, corrosion resistance, and environmental adaptation that may be specified in locations where they are most needed.
So far, among the technologies analyzed, the ones that have equipment that allows the use of multi-material are DED and PBF, in greater numbers for DED processes (see Table 10). The BJT still does not have any equipment on the market capable of producing multi-material, however, the technology is developing rapidly.
4.9 Process time
As explained in Sect. 3.4.1., Table 11 was developed to compare the three technologies for each stage of the manufacturing process. The processing time is distributed on a scale of 1–3, where 1 is the smallest process time value and 3 is the highest value of process time to carry out the step. Steps that are not part of the technology process are designated with a (-) sign. The table was built based on the literature, articles on the technologies, and technical magazines of the equipment [38, 40, 53, 55, 63, 64, 134,135,136,137,138,139,140,141].
Table 11 shows the step in a generalized way, that is, what usually happens in the processes, but each step depends a lot on the parameters used in the machine, the material used, the orientation of the part in the build plate, and the performance of the equipment in question.
In general, the technology with the shortest processing time is DED, followed by PBF and BJT. Comparing only the printing phase, the technology that demands the most time is PBF. The steps that require more time in PBF compared to other technologies are part design, printing and supports removal.
Regarding the analysis of post-processing, it is possible to see that BJT needs more steps to achieve mechanical resistance values comparable to those of DED and PBF. In BJT, despite being able to manufacture the parts with less process time, they necessarily need sintering, which often requires more time than the printing process itself.
The DED process, despite being faster, can be time-consuming in the machining and surface finish processes due to the excess thickness needed to ensure that the final part has surface finish properties and dimensional tolerances suitable for the project requirements.
4.10 Build rate
The data collected from the machines demonstrates the disparity of build rate values between the MAM technologies. The analysis used the maximum build rate values of the selected equipment (see Table 11), and only two of the twenty-two DED machines analyzed refer to the WAAM process.
The BJT values are considerably higher compared to others MAMs because its powder joining process is done with the bonding agent without using an energy source for melting the powder particles. This allows for higher speed in the construction of the part, but the construction of the component is done only through the physical union of the powder, requiring debinding and sintering stage to reach proper density and mechanical strength. The minimum build rate value found was 54 cm3/h (Innovent X), and the maximum was 3600 cm3/h (X1 25PRO).
The values found for the DED also demonstrate a wide build rate range. One way of manufacturing the DED is to introduce the powder simultaneously as the laser melts it, thus speeding up the production process. In DED, the melting material is deposited using focused thermal energy such as a laser, electron beam, or plasma arc. These particularities generate differences in the build rate; for example, the highest build rate values are associated with WAAM machines. These machines use an electric arc to melt the wire, producing the component without introducing powder.
The intermediate build rate values found in the DED analysis, ranging from 1131 to 1894 cm3/h, are from equipment using an electron beam as thermal energy. Most of the equipment that uses laser showed values between 20 and 379 cm3/h.
The build rates for DED tend to be a little higher than PBF. According to Timothy Simpson (2019)[142], the laser spot size for DED is at least ten times larger than what is utilized in PBF. As a result, there is a bigger melt pool target for the powder to hit and melt against. The laser's scan speed, the energy absorption, and the thermal conductivity of the feedstock deposited are all factors that influence the depth and speed of the resulting melt pool in DED.
The PBF has range values from 4 to 1000 cm3/h, lower than in other MAM technologies, as the following layer can only start once the previous one has been covered with powder. The build rate values between the laser and electron beam machine showed ranges from 4 to 1000 cm3/h and 35 to 120 cm3/h, respectively. Compared to a laser, an electron beam may reach deeper into the powder grains, causing a more uniform melting of the powder. In terms of build rate, laser machines can produce at a higher rate than electron beam machines (see Fig. 10).

Build rate of the MAM
4.11 Layer thickness
The notable variation in layer thickness values in the DED technology compared to other MAM technologies (see Fig. 11). One possible reason for this significant variation may lie in the versatility of the DED process. DED allows for a wide range of operational configurations, providing operators with the flexibility to adjust layer thickness according to specific project requirements. This contrasts with some other MAM technologies, which may have more rigid settings and less adaptability in terms of layer thickness. Furthermore, a study of the nozzle dimensions can also contribute to understanding this variation. If the nozzle dimension is relatively larger in DED compared to other MAM technologies, it can directly influence material deposition, potentially resulting in thicker layers.

Minimum Layer Thickness
The PBF showed a relatively smaller layer thickness compared to DED and BJT. This is due to the nature of the PBF process, in which a thin layer of metal powder is evenly distributed on the build platform and then a laser or electron beam is used to selectively melt the powder layer in specific areas, creating a single solid layer. Due to the precision of these focused energy beams, PBF allows the creation of extremely thin layers, often in the micrometer range. These extremely thin layers allow to produce parts with high resolution and detail, making PBF a preferred choice for applications requiring tight tolerances and high-quality surface finishes.
However, it is important to note that layer thickness can also be influenced by machine capacity, the type of material in use and specific project configurations. Thinner layers generally result in a slower process, while thicker layers can speed up production.
BJT can create relatively thin layers, although these layers can be slightly thicker compared to L-PBF and EBM. In BJT systems, the layer thickness can be adjusted to values that generally range from around 50 µm to 100 µm. However, it is worth noting that some more advanced BJT systems may be able to create thinner layers, while others may be limited to slightly thicker layers.
4.12 Environmental Impact (pt/kg) and Cost per unit of volume (CUV)
The analysis of the environmental impact as a selection criterion for an initial phase of the project considers only the printing phase of each technology and accounts for the impact of energy and material. Despite being a simplified analysis, it is possible to it use at the early design and technology selection phases. The energy consumption depends on several equipment factors, such as laser power, ‘ rate, manufacturing time, and the type of material used, but in this analysis, the SEC (specific energy consumption) values available in the literature were used (see Table 12). The Cost per unit of volume (CUV) selection criterion is also shown in Table 12. All values considered for the analysis were taken from the literature, as result, only the materials described in the table were studied for greater accuracy of the results. It is also possible to comparatively analyze the EI as a function of the cost per volume unit, as illustrated by Fig. 12.

Environmental impact versus cost per unit volume (CUV)
In terms of material, it is possible to verify that for the manufacture of the 316L in the three technologies, the highest EI found was for the DED using TI-6Al-4V as material, this is mainly due to the high value of SEC for manufacturing in titanium alloys. BJT and followed by PBF showed lower values for EI if we consider the Optomec LENS 750, EPRI 2014, and Concept Laser M3 equipment respectively. Results also showed that what main influences of the EI values are the SEC and build rate value, as they are directly related to energy consumption and process time. In terms of technologies, the DED has a higher environmental impact value in both analyzed materials, due to the high specific energy consumed by the equipment, for laser power between 1000 and 2000W.
Data on BJT technology regarding SEC (kWh/kg) and build rate (kg/h) are still scarce and need further investigation. The highest value found for CUV was for the BJT using the 316L, reaching a value of 22.2 €/cm3, which is directly related to the low build rate found in the literature. Further investigation and comparison with other materials are necessary to have a more realistic analysis of the process.
The SEC values vary greatly according to the equipment, considering the power of the laser and the material used. The PBF presented the CUV value of 4.80 €/cm3 using the SS17-4 PH and EOSINT M 270 machine.
Regarding costs, The BJT had the highest cost value per volume unit, despite having a lower SEC. This is due to having a build rate value much lower compared to the PBF and DED, around 84% lower.
5 Conclusions
This paper proposes a framework to analyse the technological capability of metal additive technologies through the identification of competitive criteria of parameters of interest, followed by an exhaustive review of the values found in commercial equipment. This allows the comparison of MAM technologies and the establishment of current limits and ranges of each one of them.
The results indicate that, in general, when analyzing the printing step, the technologies with the greatest capacity for detail and precision are PBF and BJT, respectively. Therefore, being more suitable for parts with a higher level of design complexity and greater dimensional tolerance.
The technologies that presented very close density, reaching 100% in some cases, were DED and PBF. This feature is especially important for structural parts where greater fatigue strength is required.
The availability in terms of materials for manufacturing today, as well as the possibility of manufacturing by multi-material, has a greater limitation for the BJT process, having a greater number of equipment and materials available for the DED processes.
The roughness of the processes showed a higher value for DED compared to other technologies, requiring a more significant number of post-processing depending on the application of the part. The technology that presented the best surface finish was the PBF.
All the previous results are well-established, being documented quantitatively in catalogues and literature. The novelty is being digested and arranged in a visual and comparative format, providing a clear and concise overview. This exercise provides general conclusions regarding the process time, cost per unit of value, and environmental impact.
The study of the process time was unfolded in two steps, one qualitative considering all steps required in each MAM technology and one quantitative, for mapping the current achievable build rate with available equipment. The qualitative analysis showed that the technology that demands the longest production time is the BJT if we compare all the stages of the process time use of equipment impacts the values of energy consumed.
In terms of cost per unit of volume, the preliminary assessment proposed showed higher values for BJT and PBF, which may change with the evolution of technology, the availability of more efficient equipment, and a lower cost of materials.
Regarding the environmental impact, the process with higher EI was DED using Ti-6Al-4V, mainly due to the high value of SEC for manufacturing titanium alloys.
The work presented some limitations due to the absence of data in the technical files and literature related to the proposed selection criteria. Furthermore, the data present very large variations and generalization may alter the results presented. Unlike consumption products like cell phones or computers, well-defined benchmarks do not exist, one of the reasons for this paper. Also, due to the high costs of installation and operations, replications or external reviews are scarce. In this work, data is accepted at face value. Validation was done by redundant search of values through multiple sources (papers and reports) apart from the company’s catalogues, when possible. A more expressive amount of data is still needed to obtain a deeper and more interesting benchmark of these technologies. In the future, databases of equipment and capabilities are to have validation from multiple sources, as well as the completeness of data for major categories identified in this work.
In addition, a greater number of SEC studies of different materials and equipment with different laser power capabilities is necessary to assess the environmental impact and cost associated with these processes and include all stages of the process time in these assessments. Some materials, namely nickel-based alloys were not included in the results due to this limitation in data collection. The potential to reuse and/or recycling of AM powders is crucial for their environmental and economic viability. Future studies should focus on these topics, assessing their technological impacts on mechanical properties.
Data availability
The dataset generated and analyzed during the current study are available from the corresponding author on reasonable request.
Abbreviations
- AM:
-
Additive manufacturing
- MAM:
-
Metal additive manufacturing
- SLM:
-
Selective laser melting
- EBM:
-
Electon beam melting
- PBF:
-
Powder bed fusion
- DED:
-
Directed energy deposition
- BJT:
-
Binder jetting
- L-PBF:
-
Laser powder bed fusion
- WAAM:
-
Wire arc additive manufacturing
- WLAM:
-
Wire feed laser-based additive manufacturing
- EBF3:
-
Electron beam freeform fabrication
- EI:
-
Environmental impact
- LCA:
-
Life cycle assessment
- pt:
-
Points
- SEC:
-
Specific energy consumption
References
Shrinivas Mahale R, Shamanth V, Hemanth K, Nithin SK, Sharath PC, Shashanka R, Patil A, Shetty D (2022) Processes and applications of metal additive manufacturing. Mater Today Proc 54:228–233
Malaga AK, Agrawal R, Wankhede VA (2022) Material selection for metal additive manufacturing process. Mater Today Proc 66:1744–1749
Wholers T, Caffrey T (2023) Wholers report 3D printing and additive manufacturing. Wohlers Assoc.
Leite M, Soares B, Lopes V, Santos S, Silva MT (2019) Design for personalized medicine in orthotics and prosthetics. Procedia CIRP 84:457–461
Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137:1573–1587
Attar H, Löber L, Funk A, Calin M, Zhang LC, Prashanth KG (2015) Materials science & engineering a mechanical behavior of porous commercially pure Ti and Ti–TiB composite materials manufactured by selective laser melting. Mater Sci Eng A 625:350–356
Scudino S, Unterdörfer C, Prashanth KG, Attar H, Ellendt N, Uhlenwinkel V (2015) Additive manufacturing of Cu–10Sn bronze. Mater Lett 156:202–204
Pradel P, Zhu Z, Bibb R, Moultrie J (2018) A framework for mapping design for additive manufacturing knowledge for industrial and product design. J Eng Des 29(6):291–326
Kamal M, Rizza G (2019) Design for metal additive manufacturing for aerospace applications, additive manufacturing for the aerospace industry. Elsevier, pp 67–86
Knofius N, van der Heijden MC, Zijm WHM (2019) Consolidating spare parts for asset maintenance with additive manufacturing. Int J Prod Econ 208(November 2018):269–280
Rong K, Patton D, Chen W (2018) Business models dynamics and business ecosystems in the emerging 3D printing industry. Technol Forecast Soc Change 134:234–245
Ribeiro I, Peças P, Silva A, Henriques E (2008) Life cycle engineering methodology applied to material selection, a fender case study. J Clean Prod 16(17):1887–1899
Gonçalves A, Ferreira B, Leite M, Ribeiro I (2023) Environmental and economic sustainability impacts of metal additive manufacturing: a study in the industrial machinery and aeronautical sectors. Build Environ 42:292–308. https://doi.org/10.1016/j.spc.2023.10.004
Madhavadas V, Srivastava D, Chadha U, Aravind Raj S, Sultan MTH, Shahar FS, Shah AUM (2022) A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J Manuf Sci Technol 39:18–36
ISO/ASTM (2013) Additive manufacturing—general principles terminology (ASTM52900). Rapid Manuf. Assoc., pp 10–12
Magalhães S, Sardinha M, Vicente C, Leite M, Ribeiro R, Vaz M, Reis L (2021) Validation of a low-cost selective powder deposition process through the characterization of tin bronze specimens. Proc Inst Mech Eng Part LJ Mater Des Appl 235(12):2681–2691
Ladani L, Sadeghilaridjani M (2021) Review of powder bed fusion additive manufacturing for metals. Metals (Basel) 11(9):1391
Schmid M, Amado A, Wegener K (2014) Materials perspective of polymers for additive manufacturing with selective laser sintering. J Mater Res 29(17):1824–1832
Gokuldoss Prashanth K, Scudino S, Eckert J (2016) Tensile properties of Al-12Si fabricated via selective laser melting (SLM) at different temperatures. Technologies 4(4):38
Ma P, Jia Y, Prashanth KG, Scudino S, Yu Z, Eckert J (2016) Microstructure and phase formation in Al-20Si-5Fe-3Cu-1Mg synthesized by selective laser melting. J Alloys Compd 657:430–435
Prashanth K, Löber L, Klauss H-J, Kühn U, Eckert J (2016) Characterization of 316L steel cellular dodecahedron structures produced by selective laser melting. Technologies 4(4):34
Schwab H, Prashanth KG, Löber L, Kühn U, Eckert J (2015) Selective laser melting of Ti-45Nb alloy. Metals (Basel) 5(2):686–694
Attar H, Bönisch M, Calin M, Zhang LC, Scudino S, Eckert J (2014) Selective laser melting of in situ titanium-titanium boride composites: processing, microstructure and mechanical properties. Acta Mater 76:13–22
Laakso P, Riipinen T, Laukkanen A, Andersson T, Jokinen A, Revuelta A, Ruusuvuori K (2016) Optimization and simulation of SLM process for high density H13 tool steel parts. Phys Proc 83:26–35
Prashanth KG, Scudino S, Eckert J (2017) Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater 126:25–35
Suryawanshi J, Prashanth KG, Scudino S, Eckert J, Prakash O, Ramamurty U (2016) Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater 115:285–294
Prashanth KG, Shakur Shahabi H, Attar H, Srivastava VC, Ellendt N, Uhlenwinkel V, Eckert J, Scudino S (2015) Production of high strength Al 85 Nd 8 Ni 5 Co 2 alloy by selective laser melting. Addit Manuf 6:1–5
He W, Jia W, Liu H, Tang H, Kang X, Huang Y (2011) Research on preheating of titanium alloy powder in electron beam melting technology. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met Mater Eng 40(12):2072–2075
Chastand V, Quaegebeur P, Maia W, Charkaluk E (2018) Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater Charact 143(November 2017):76–81
Schwerz C, Schulz F, Natesan E, Nyborg L (2022) Increasing productivity of laser powder bed fusion manufactured hastelloy X through modification of process parameters. J Manuf Process 78(April):231–241
Ardila LC, Garciandia F, González-Díaz JB, Álvarez P, Echeverria A, Petite MM, Deffley R, Ochoa J (2014) Effect of IN718 recycled powder reuse on properties of parts manufactured by means of selective laser melting. Phys Proc 56(C):99–107
Ahmed F, Ali U, Sarker D, Marzbanrad E, Choi K, Mahmoodkhani Y (2020) Study of powder recycling and its effect on printed parts during laser powder-bed fusion of 17–4 PH stainless steel. J Mater Process Tech 278(November 2019):116522
Moghimian P, Poirié T, Habibnejad-Korayem M, Zavala JA, Kroeger J, Marion F, Larouche F (2021) Metal powders in additive manufacturing: a review on reusability and recyclability of common titanium, nickel and aluminum alloys. Addit Manuf 43(March):102017
International S (2020) AMS7031 process requirements for recovery and recycling of metal powder feedstock for use in additive manufacturing of aerospace parts” [Online]. https://www.sae.org/standards/content/ams7031/. Accessed 22 Dec 2021
Miyanaji H, Orth M, Akbar JM, Yang L (2018) Process development for green part printing using binder jetting additive manufacturing. Front Mech Eng 13(4):504–512
Ziaee M, Crane NB (2019) Binder jetting: a review of process, materials, and methods. Addit Manuf 28(December 2018):781–801
Zhang Y, Zhao S, Xu X (2016) Business model innovation: an integrated approach based on elements and functions. Inf Technol Manag 17:303–310. https://doi.org/10.1007/s10799-015-0225-5
Mostafaei A, Elliott AM, Barnes JE, Li F, Tan W, Cramer CL, Nandwana P, Chmielus M (2021) Binder Jet 3D printing—process parameters, materials, properties, modeling, and challenges. Prog Mater Sci 119(May 2020):100707
Kumar A, Mandal S, Barui S, Vasireddi R, Gbureck U, Gelinsky M, Basu B (2016) Low temperature additive manufacturing of three dimensional scaffolds for bone-tissue engineering applications: processing related challenges and property assessment. Mater Sci Eng R Reports 103:1–39
Gibson I, Rosen D, Stucker B (2015) Additive manufacturing technologies, 3D printing, rapid prototyping, and direct digital manufacturing, 2nd edn. Springer, New York
Mostafaei A, Stevens EL, Hughes ET, Biery SD, Hilla C, Chmielus M (2016) Powder bed binder jet printed alloy 625: densification, microstructure and mechanical properties. Mater Des 108:126–135
Peng T, Lv J, Majeed A, Liang X (2021) An experimental investigation on energy-effective additive manufacturing of aluminum parts via process parameter selection. J Clean Prod 279:123609
Santos EC, Shiomi M, Osakada K, Laoui T (2006) Rapid manufacturing of metal components by laser forming. Int J Mach Tools Manuf 46(12–13):1459–1468
Ding D, Pan Z, Cuiuri D, Li H (2015) Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol 81:465–481
Sames W, List F, Pannala S, Dehoff R, Babu S (2016) The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 61(5):315–360
Wilson JM, Piya C, Shin YC, Zhao F, Ramani K (2014) Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J Clean Prod 80:170–178
Kathuria Y (1997) Laser-cladding process: a study using stationary and scanning CO2 laser beams. Surf Coatings Technol 97:442–447
Gedda H, Powell J, Wahlström G, Li W-B, Engström H, Magnusson C (2002) Energy redistribution during CO2 laser cladding. J Laser Appl 14(2):78–82
Ko H, Moon SK, Hwang J (2015) Design for additive manufacturing in customized products. Int J Precis Eng Manuf 16(11):2369–2375
Guo N, Leu MC (2013) Additive manufacturing : technology, applications and research needs. Front Mech Eng 8(3):215–243
Gao W, Zhang Y, Ramanujan D, Ramani K, Chen Y, Williams CB, Wang CCL, Shin YC, Zhang S, Zavattieri PD (2015) computer-aided design the status, challenges, and future of additive manufacturing in engineering. Comput Des 69:65–89
Park HS, Tran NH (2017) A decision support system for selecting additive manufacturing technologies. ACM Int Conf Proc Ser Part F1282:151–155
Gokuldoss PK, Kolla S, Eckert J (2017) Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting-Selection Guidelines. Materials (Basel) 10(6):672
Priarone PC, Ingarao G (2017) Towards criteria for sustainable process selection: on the modelling of pure subtractive versus additive / subtractive integrated manufacturing approaches. J Clean Prod 144:57–68
Calderaro DR, Lacerda DP, Veit DR (2020) Selection of additive manufacturing technologies in productive systems: a decision support model. Gest e Prod 27(3):5363
Rinaldi M, Caterino M, Fera M, Manco P, Macchiaroli R (2021) Technology selection in green supply chains-the effects of additive and traditional manufacturing*. J Clean Prod 282:124554
Shercliff HR, Lovatt AM (2001) Selection of manufacturing processes in design and the role of process modelling. Prog Mater Sci 46(3–4):429–459
Ashby MF (2013) Materials selection in mechanical design
Mitra A (2010) Parameters. SAGE Publications
Galati M, Iuliano L, Salmi A, Atzeni E (2017) Modelling energy source and powder properties for the development of a thermal FE model of the EBM additive manufacturing process. Addit Manuf 14:49–59
Chen G, Williams S, Ding J, Wang C, Suder W (2022) Multi-energy source (MES) configuration for bead shape control in wire-based directed energy deposition (w-DED). J Mater Process Tech 304(March):117549
Srivastava M, Rathee S, Tiwari A, Dongre M (2023) Wire arc additive manufacturing of metals : a review on processes, materials and their behaviour”. Mater Chem Phys 294(November 2022):126988
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D Printing): a review of materials, methods, applications and challenges. Compos Part B Eng 143(February):172–196
Bernhard Langefeld (2013) Additive manufacturing. A Game Changer for the Manufacturing Industry?,” Rol. Berger Strateg. Consult., p. 31 [Online]. https://www.rolandberger.com/en/Publications/Additive-manufacturing-2013.html. Accessed 20 Oct 2019
Rajaguru K, Karthikeyan T, Vijayan V (2020) Additive manufacturing – state of art. Mater Today Proc 21:628–633
Lu C, Shi J (2022) Simultaneous consideration of relative density, energy consumption, and build time for selective laser melting of inconel 718: a multi-objective optimization study on process parameter selection. J Clean Prod 369(May):133284
Zhang Y, Bernard A, Munguia J, Karunakaran KP (2015) Fast adaptive modeling method for build time estimation in additive manufacturing. CIRP J Manuf Sci Technol 10:49–60
Delfs P, Tows M, Schmid H (2016) Optimized build orientation of additive manufactured parts for improved surface quality and build time. Addit Manuf 12:314–320
Zhang X, Liang E (2019) Metal additive manufacturing in aircraft: current application, opportunities and challenges. IOP Conf Ser Mater Sci Eng 493(1):012032
Frazier WE (2014) Metal additive manufacturing: a review. JMEPEG 23(June):1917–1928
Dutta B, Babu S, Jared B (2019) Raw materials for metal additive manufacturing. In: Additive manufacturing materials and technologies, pp 77–91
Santos RF, Farinha AR, Rocha R, Batista C, Rodrigues GC, Vieira MT (2021) Results in materials high-speed machining tool-steel chips as an outstanding raw material for indirect additive manufacturing ? Results Mater 11:100207
Srivastava M, Rathee S, Patel V, Kumar A (2022) A review of various materials for additive manufacturing : recent trends and processing issues. J Mater Res Technol 21:2612–2641
Lietaert K, Thijs L, Neirinck B, Lapauw T, Morrison B, Lewicki C, Vaerenbergh JV (2018) as raw material for direct metal printing : a proof of concept study. Acta Astronaut 143(July 2017):76–81
Hyer HC, Petrie CM (2022) Effect of powder layer thickness on the microstructural development of additively manufactured SS316 ☆. J Manuf Process 76(March):666–674
Lubkowitz V, Fischmann P, Schulze V, Stief P, Dantan J, Etienne A, Siadat A (2022) Influence of initial powder layer thickness and focus deviation on the influence of powder thickness focus deviation on the design layer properties of initial hybrid manufactured parts by and laser powder bed fusion properties of hybrid manufactured parts. Proc CIRP 111:87–91
Shamsdini S, Shakerin S, Hadadzadeh A (2020) A trade-off between powder layer thickness and mechanical properties in additively manufactured maraging steels. Mater Sci Eng A 776(December 2019):139041
Nguyen QB, Luu DN, Nai SML, Zhu Z, Chen Z, Wei J (2018) The role of powder layer thickness on the quality of SLM printed parts. Arch Civ Mech Eng 18(3):948–955
Valentino GM, Banerjee A, Lark A, Barr CM, Myers SH, Mccue ID (2023) Influence of laser processing parameters on the density-ductility tradeoff in additively manufactured pure tantalum. Addit Manuf Lett 4(December 2022):100117
Li M, Miao G, Du W, Pei Z, Ma C (2022) Difference between powder bed density and green density for a free-flowing powder in binder jetting additive manufacturing. J Manuf Process 84(August):448–456
Majd Y, Tsuziki M, Barari A (2022) On the accuracy the infill patterns density in additive manufacturing. IFAC Pap 55(21):43–48
Kumar A, Agilan M, Dineshraj S, Rahul MR, Govind B (2022) Machine learning-enabled prediction of density and defects in additively manufactured inconel 718 alloy. Mater Today Commun 30(January):103193
Stief P, Dantan J, Etienne A, Siadat A (2019) Direct Design Effects on relative triply periodic design parameters parameters effects relative density density of triply periodic minimal minimal surfaces surfaces for for additive additive manufacturing manufacturing a new methodology to analyze the fun. Proc CIRP 100:13–18
Markforged (2020) Metal X, pp 18–21
Optomec (2015) Superalloy metallurgy using the lens process
Hiemenz J (2007) Electron beam melting. Adv Mater Process 165(3):45–46
Optomec (2018) LENS 850-R ® proven industrial additive manufacturing system for repair, rework, modification and manufacturing impeller repaired by LENS 850-R system LENS 850-R system
Mori D Building and repairing high value parts. DMG Mori, pp 3–6
Markforged (2020) Design guide for 3D printing with metals
BeAM Machines Inc Modulo 400
BeAM Machines Inc BeAM an Addup Company
Ebam SI (2020) Metal additive manufacturing 3D printing. What DO YOU WANT TO MAKE TODAY ?
Inc O (2018) Machine tool series lens 500 hybrid open atmosphere system Value Leading Machine Tool for Hybrid Additive and Subtractive Metal Processing, pp 1–2
Sun W, Tan AWY, Khun NW, Marinescu I, Liu E (2017) Effect of substrate surface condition on fatigue behavior of cold sprayed Ti6Al4V coatings. Surf Coatings Technol 320:452–457
Yu W, Leong S, Kai C, Tian X (2019) In Fluence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J Alloys Compd 792:574–581
Sahlot P, Suthar M, Wankhede VA (2023) Investigation of surface properties for additively manufactured SS316L Parts: effect of post-processing techniques. Mater Today Proc 80:395–399
Almangour B, Yang J (2016) Improving the surface quality and mechanical properties by shot-peening of 17–4 stainless steel fabricated by additive manufacturing. JMADE 110:914–924
Mehrpouya M, Tuma D, Vaneker T, Gibson I (2022) Multimaterial powder bed fusion techniques. Rapid Prototyp J 11(February):1–19
Sugavaneswaran M, Arumaikkannu G (2014) Modelling for randomly oriented multi material additive manufacturing component and its fabrication. Mater Des 54:779–785
Putra NE, Mirzaali MJ, Apachitei I, Zhou J, Zadpoor AA (2020) Multi-material additive manufacturing technologies for Ti-, Mg-, and Fe-based biomaterials for bone substitution. Acta Biomaterialia 109:1–20
Wang D, Liu L, Deng G, Deng C, Bai Y, Wu W, Chen J, Liu Y, Wang Y, Lin X (2022) Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion. Virtual Phys Prototyp 2:329–365
Gu DD, Meiners W, Wissenbach K, Poprawe R, Gu DD, Meiners W, Wissenbach K, Poprawe R (2013) Laser additive manufacturing of metallic components : materials, processes and mechanisms. Int Mater Rev 57(3):132–164
Schröder M, Falk B, Schmitt R (2015) Evaluation of cost structures of additive manufacturing processes using a new business model. Procedia CIRP 30:311–316
Le VT, Paris H (2018) A Life cycle assessment-based approach for evaluating the influence of total build height and batch size on the environmental performance of electron beam melting. Int J Adv Manuf Technol 98(1–4):275–288
Benson CL, Triulzi G, Magee CL (2018) “Is There a Moore’s Law for 3D Printing?”, 3D print. Addit Manuf 5(1):53–62
Varotsis AB How to design parts for binder jetting 3d printing [Online]. https://www.hubs.com/knowledge-base/how-design-parts-binder-jetting-3d-printing/. Accessed 13 Jan 2022
Redwood B, Schöffer F, Garret B (2017) The 3D printing handbook: technologies design and applications. Springer
Gradl PR, Protz C, Wammen T (2019) Additive manufacturing development and hot-fire testing of liquid rocket channel wall nozzles using blown powder directed energy deposition inconel 625 and Jbk-75 alloys. AIAA Propuls Energy Forum Expo 2019(August):1–20
Ewald A, Schlattmann J (2018) Design guidelines for laser metal deposition of lightweight structures. LIA Today 26:16–19
Frank Medina (2017) Fundamentals of additive manufacturing for production [Online]. https://www.nrc.gov/docs/ML1816/ML18164A226.pdf. Accessed 21 Jan 2023
Huang R, Riddle M, Graziano D, Warren J, Das S, Nimbalkar S, Cresko J, Masanet E (2016) Energy and emissions saving potential of additive manufacturing: the case of lightweight aircraft components. J Clean Prod 135:1559–1570
Villamil C, Nylander J, Hallstedt SI, Schulte J, Watz M (2018) Additive manufacturing from a strategic sustainability perspective. Proc Int Des Conf Des 3(Lmd):1381–1392
Tang Y, Mak K, Zhao YF (2016) A framework to reduce product environmental impact through design optimization for additive manufacturing. J Clean Prod 137:1560–1572
Le VT, Paris H, Mandil G (2017) Environmental impact assessment of an innovative strategy based on an additive and subtractive manufacturing combination. J Clean Prod 164:508–523
Priarone PC, Ingarao G, Lunetto V, Di Lorenzo R, Settineri L (2018) The role of re-design for additive manufacturing on the process environmental performance. Proc CIRP 69(May):124–129
Peng S, Li T, Wang X, Dong M, Liu Z, Shi J, Zhang H (2017) Toward a sustainable impeller production: environmental impact comparison of different impeller manufacturing methods. J Ind Ecol 21:S216–S229
Niaki MK, Torabi SA, Nonino F (2019) Why manufacturers adopt additive manufacturing technologies: the role of sustainability. J Clean Prod 222:381–392
Singamneni S, Lv Y, Hewitt A, Chalk R, Thomas W, Jordison D (2019) Additive manufacturing for the aircraft industry : a review. J Aeronaut Aerosp Addit Manuf Aircr Ind Rev 8(March):13
Thürer M, Filho MG, Stevenson M, Fredendall LD (2014) Small manufacturers in Brazil: competitive priorities vs. capabilities. Int J Adv Manuf Technol 74:1175–1185
Tran NA, Teich T, Dürr H, Trommler U, Duong AN (2017) Technology-based assistance system of additive process chains for prototype manufacturing (Tagap). Ann Fac Eng Hunedoara Int J Eng 15(2):25–28
Berman B (2012) 3-D printing: the new industrial revolution. Bus Horiz 55(2):155–162
Ben-Ner A, Siemsen E (2017) Decentralization and localization of production: the organizational and economic consequences of additive manufacturing (3D Printing). Calif Manag Rev 59(2):5–23
Peng T, Kellens K, Tang R, Chen C, Chen G (2018) Sustainability of additive manufacturing: an overview on its energy demand and environmental impact. Addit Manuf 21(April):694–704
Lunetto V, Galati M, Settineri L, Iuliano L (2020) Unit process energy consumption analysis and models for electron beam melting (EBM): effects of process and part designs. Addit Manuf 33(November 2019):101115
Benson CL (2014) Cross-domain comparison of quantitative technology improvement using patent derived characteristics. Massachusetts Institute of Technology
Brechet Y, Bassetti D, Landru D, Salvo L (2001) Challenges in materials and process selection. Prog Mater Sci 46(3–4):407–428
Dayo-Olupona O, Genc B, Onifade M (2020) Technology adoption in mining: a multi-criteria method to select emerging technology in surface mines. Resour Policy 69(101879):1–16
Hauschild MZ (2017) Introduction to LCA methodology
International Organization for Standardisation (2006) ISO 1440 environmental management-life cycle assessment-principles and framework. British Standards Institution, London
Rejeski D, Zhao F, Huang Y (2018) Research Needs and Recommendations on Environmental Implications of Additive Manufacturing. Addit Manuf 19:21–28
Ribeiro I, Matos F, Jacinto C, Salman H, Cardeal G, Carvalho H, Godina R, Peças P (2020) Framework for life cycle sustainability assessment of additive manufacturing. Sustainability 12(3):929
Huijbregts MAJ, Steinmann ZJN, Elshout PMF, Stam G, Verones F, Vieira M, Zijp M, Hollander A, van Zelm R (2017) ReCiPe2016: a harmonised life cycle impact assessment method at midpoint and endpoint level. Int J Life Cycle Assess 22(2):138–147
Guo C, Ge W, Lin F (2015) Effects of scanning parameters on material deposition during electron beam selective melting of Ti-6Al-4V powder. J Mater Process Technol 217:148–157
Gibson I, Rosen D, Stucker B, Khorasani M (2019) Design for additive AM-powder bed fusion. Springer Netherlands, Elsevier, pp 296–319
Jiang J, Xu X (2018) Support structures for additive manufacturing: a review. Manuf Mater Process 2:69–79
Gutowski T, Jiang S, Cooper D, Corman G, Hausmann M, Manson JA, Schudeleit T, Wegener K, Sabelle M, Ramos-Grez J, Sekulic DP (2017) Note on the rate and energy efficiency limits for additive manufacturing. J Ind Ecol 21:S69–S79
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392
Yu Z, Pan Z, Ding D, Rong Z, Li H, Wu B (2022) Strut formation control and processing time optimization for wire arc additive manufacturing of lattice structures. J Manuf Process 79(May):962–974
Dutta B, Technology DMD, Hills A, States U (2020) Directed energy deposition (DED) technology. Ref Mod Mat Sc Mat Eng 3:1–19
Najmon JC, Raeisi S, Tovar A (2019) Review of additive manufacturing technologies and applications in the aerospace industry. Elsevier Inc.
Baumers M, Dickens P, Tuck C, Hague R (2016) The cost of additive manufacturing: machine productivity, economies of scale and technology-push. Technol Forecast Soc Change 102:193–201
Simpson T (2019) Additive manufacturing. What Is Dir. Energy Depos. [Online]. https://www.additivemanufacturing.media/articles/what-is-directed-energy-deposition(2). Accessed 7 Nov 2022
Liu ZY, Li C, Fang XY, Guo YB (2018) Energy consumption in additive manufacturing of metal parts. Procedia Manuf 26:834–845
Baumers M, Tuck C, Hague R, Ashcroft I, Wildman R (2010) A comparative study of metallic additive manufacturing power consumption. Solid Free Fabr Symp 15(40):278–288
Gutowski T, Jiang S, Cooper D, Corman G, Hausman M, Manson J-A, Schudeleit T, Wegener K, Sabelle M, Ramos-Grez J, Sekulic DP (2017) Note on the rate and energy efficiency limits for additive manufacturing. J Ind Ecol 4(1):1–23
Gao C, Wolff S, Wang S (2021) Eco-friendly additive manufacturing of metals: energy efficiency and life cycle analysis. J Manuf Syst 60(February):459–472
Kamath C, El-Dasher B, Gallegos GF, King WE, Sisto A (2014) Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int J Adv Manuf Technol 74(1–4):65–78
Kellens K, Mertens R, Paraskevas D, Dewulf W, Duflou JR (2017) Environmental impact of additive manufacturing processes: does AM contribute to a more sustainable way of part manufacturing? Proc CIRP 61(Section 3):582–587
Gutowski T, Dahmus J, Thiriez A (2006) Electrical energy requirements for manufacturing processes. In: Proc. 13th CIRP Int. Conf. Life Cycle Eng. LCE 2006, (Cvd), pp 623–628
Abel J, Dos P (2018) Cost estimation model for the directed energy deposition process adopting an activity-based approach deposition process adopting an activity-based
Xu X, Meteyer S, Perry N, Zhao YF (2015) Energy consumption model of binder-jetting additive manufacturing processes. Int J Prod Res 53(23):7005–7015
Raoufi K, Manoharan S, Etheridge T, Paul BK, Haapala KR (2020) Cost and environmental impact assessment of stainless steel microreactor plates using binder. J Proc Manuf 48(Min.):311–319
Acknowledgements
The authors acknowledge Fundação para a Ciência e a Tecnologia (FCT), through IDMEC, under LAETA, project UIDB/50022/2020. Also acknowledge the support of FCT grant (ref: PD/BD/08492/2020).
Funding
Open access funding provided by FCT|FCCN (b-on).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix I. Metal additive manufacturing data
Appendix I. Metal additive manufacturing data
Binder Jetting | ||||||||
|---|---|---|---|---|---|---|---|---|
Brand | Model | Raw material | Build volume [dm] | Detail Capability [mm] | Density [g/cm3] | Surface Finish (Ra) | Dimensional Accuracy [mm] | Build rate [cm3/h] |
Desktop Metal | Production System P1 | – | 0.8 | – | – | – | – | – |
Desktop Metal | Production System P50 | – | 48.41 | – | – | – | – | – |
Desktop Metal | Shop System | – | 15.4 | 0.05 | – | – | 0.016 | 800 |
Desktop Metal | X160Pro | – | 160 | – | – | – | – | – |
Desktop Metal | X25Pro | – | 25 | – | – | – | – | – |
Digital Metal | DMP PRO | – | – | – | – | – | – | – |
Digital Metal | DMP 2500 | Stainless Steel Alloys, titanium alloys, steel alloys, and nickel alloys | 2.99943 | 0.035 | 0.96 | 5 | 0.035 | 100 |
EASYMFG | Easy3DPM450 | – | 160 | – | – | – | – | – |
EASYMFG | Easy3DPM500 | – | – | – | – | – | – | – |
ExOne | SPrint | – | 160 | – | – | – | 0.1 | – |
ExOne | Innovent X | Stainless steel alloys, copper alloys, and cobalt chrome alloys | 0.676 | 0.0635 | 0.97 | 15 | 0.1 | 54 |
ExOne | Innovent + | – | 0.676 | 0.03 | – | 4 | – | 166 |
ExOne | X25PRO | Nickel alloys, steel alloys, and stainless steel alloys | 25 | 0.03 | – | – | 0.03 | 1200 |
ExOne | X1 25PRO | – | – | – | – | – | – | 3600 |
ExOne | S-Max | – | – | – | – | – | – | |
ExOne | M-Flex | – | 25 | – | – | 4 | – | 1600 |
ExOne | X160Pro | Nickel alloys, steel alloys, and stainless steel alloys | 160 | 0.03 | 0.97 | – | – | 3120 |
ExOne | MPrint | stainless steel alloys | 160 | – | – | 4 | – | 1780 |
GE Additive | H1 | – | – | – | – | – | – | – |
HP Inc | Metal Jet | – | – | 0.05 | 0.93 | – | – | – |
Direct Energy Deposition | ||||||||
|---|---|---|---|---|---|---|---|---|
Brand | Model | Raw Material | Build volume [dm] | Detail Capability [mm] | Density [g/cm3] | Surface Finish (Ra) | Dimensional Accuracy [mm] | Build rate [cm3/h] |
Meltio | M450 | – | 0.01 | – | – | 0.01 | – | |
Aconity3D | 3DMetalWIRE | – | 0.25 | 4 | – | – | ||
DMG Mori | LASERTEC 65 3D Hybrid | – | 0.31 | 1.6 | – | – | 379 | |
Meld Manufacturing | L3 | – | 0.38 | – | – | – | – | |
DMG Mori | LASERTEC 65 3D | Stainless steel alloys, steel alloys, nickel alloys, copper alloys, cobalt chrome alloys, copper alloys, and aluminum alloys | 0.57 | 1.2 | – | – | 379 | |
DMG Mori | LASERTEC 4300 3D Hybrid | Steel alloys, nickel alloys, cobalt chrome alloys, and titanium alloys | 1.55 | 1 | 0.998 | 10 | 0.5 | 226 |
Optomec | LENS 450 | Stainless steel alloys, steel alloys, nickel alloys, titanium alloys, aluminum alloys, and cobalt chrome alloys | 3.375 | – | – | 0.25 | – | |
Optomec | LENS CS 150 | – | 3.375 | – | – | 0.014 | – | |
DMG Mori | LASERTEC 6600 3D | – | 5.87 | 4 | – | – | – | |
Optomec | LENS HCTBR | – | 15.63 | – | – | – | – | |
Optomec | LENS CS 250 | – | 15.63 | – | – | 0.001 | – | |
BeAM | Mobile | – | 20 | 0.8 | – | 0.1 | 70 | |
Optomec | LENS MR7 | Steel alloys, stainless steel alloys, titanium alloys, nickel alloys, cobalt chrome alloys, aluminum alloys, and copper alloys | 27 | 0.25 | – | 0.25 | – | |
Optomec | LENS 750 v_0 | – | 27 | 0.25 | – | 0.25 | – | |
Optomec | LENS 750 v_1 | – | 27 | 0.25 | – | 0.25 | – | |
DM3D | DMD IC106 | – | 27 | – | – | – | – | |
INETYX | AMW300X | – | 27 | – | – | – | – | |
BeAM | Modulo 250 | – | 30 | 0.8 | – | 0.1 | 20 | |
DigitalAlloys | Joule Printing metal 3D printer | – | 40 | – | – | – | – | |
InssTek | MX400 | Stainless steel alloys, steel alloys, and nickel alloys | 54 | – | – | – | – | |
Optomec | LENS MTS 500 | – | 81.25 | – | – | 0.005 | – | |
Optomec | LENS CS 600 | – | 96 | – | – | 0.02 | – | |
InssTek | MX600 | Stainless steel alloys, steel alloys, and nickel alloys | 102.6 | – | – | – | – | |
BeAM | Modulo 400 | – | 104 | 2 | – | 0.2 | 130 | |
Norsk Titanium | MERKE 4 | – | 162 | – | – | – | 2262 | |
Trumpf | TruLaser 3000 | Stainless steel alloys, steel alloys, nickel alloys, titanium alloys, aluminum alloys, copper alloys, and cobalt chrome alloys | 192 | – | – | – | – | |
RPM Innovations | LMD 222 | stainless steel alloys, nickel alloys, and titanium alloys | 216 | – | – | – | 226 | |
DM3D | DMD 105D | – | 275.2 | – | – | – | – | |
Optomec | LENS CS 800 | – | 288 | – | – | 0.02 | – | |
Optomec | LENS MTS 860 | – | 314.76 | – | – | 0.005 | – | |
InssTek | MX1000 | Stainless steel alloys, steel alloys, and nickel alloys | 520 | – | – | – | – | |
Gefertec | arc403 | – | 720 | – | – | – | – | |
BeAM | Magic 800 | Stainless steel alloys, steel alloys, titanium alloys, nickel alloys, copper alloys, and obalt chrome alloys | 768 | 2 | – | 6 | 0.2 | 130 |
BeAM | Magic 2.0 | – | 768 | 2 | – | – | 300 | |
DM3D | DMD 505D | – | 891.5766 | – | – | – | – | |
DMG Mori | LASERTEC 125 3D | – | 914.25 | – | – | – | 226 | |
BeAM | Magic 1.0 | – | 960 | 0.6 | – | – | 180 | |
ADDere | SYSTEM I | – | 1000 | – | – | – | – | |
Optomec | LENS 850R | Steel alloys, stainless steel alloys, titanium alloys, nickel alloys, cobalt chrome alloys, aluminum alloys, and copper alloys | 1215 | 0.5 | 0.99 | 12 | 0.25 | – |
Optomec | LENS CS 1500 | – | 1215 | – | – | 0.186 | – | |
DM3D | DMD 44R | – | 1482.57 | – | – | – | – | |
Sciaky | EBAM 88 | Titanium alloys | 1733.91 | – | – | – | 1131 | |
ADDere | SYSTEM II | – | 2000 | – | – | – | – | |
RPM Innovations | LMD 535 | Stainless steel alloys, nickel alloys, and titanium alloys | 2250 | – | – | – | 226 | |
Gefertec | arc603 | Steel alloys, nickel alloys, aluminum alloys, copper alloys, titanium alloys, and magnesium alloys | 2648.8 | 0.6 | 0.99 | 10 | 0.1 | – |
Sciaky | EBAM 110 Series | Titanium alloys | 3396.6912 | – | 0.99 | – | – | |
Sciaky | EBAM 68 | Titanium alloys | 3507.948026 | – | – | – | 1131 | |
InssTek | MXGrande | Stainless steel alloys, steel alloys, and nickel alloys | 4000 | – | – | – | – | |
RPM Innovations | LMD 557 | Stainless steel alloys, nickel alloys, and titanium alloys | 4725 | – | – | – | 226 | |
DM3D | DMD 66R | – | 6498.137 | – | – | – | – | |
Sciaky | EBAM 150 Series | Titanium alloys | 6930.86625 | – | – | – | 1131 | |
Sciaky | EBAM 200 | Titanium alloys | 7395.08 | – | – | – | 1131 | |
Sciaky | EBAM 300 Series | Steel alloys, titanium alloys, nickel alloys, and tantalum alloys, tungsten alloys, stainless steel alloys, aluminum alloys, nickel alloys, and niobium alloys | 8605.200151 | – | 0.99 | – | – | |
ADDere | SYSTEM III | – | 640,000 | – | – | – | – | |
Sciaky | EBAM 40 | Titanium alloys | – | – | – | – | 1894 | |
Norsk Titanium | WAAM | Titanium alloys, nickel alloys, steel alloys, and stainless steel alloys | – | – | 0.99 | – | 2262 | |
Trumpf | TruPrint 3000 | Stainless steel alloys, steel alloys, aluminum alloys, nickel alloys, and titanium alloys | – | – | – | – | 120 | |
Addilan | Addilan v0.1 | Steel alloys, titanium alloys, and aluminum alloys | – | – | 0.99 | – | – | |
Trumpf | TruLaser 7040 | Stainless steel alloys, steel alloys, nickel alloys, titanium alloys, aluminum alloys, copper alloys, and cobalt chrome alloys | 1575 | – | – | 0.08 | – | |
Powder Bed Fusion | ||||||||
|---|---|---|---|---|---|---|---|---|
Brand | Model | Metal Type | Build volume [dm] | Detail Capability [mm] | Density [g/cm3] | Surface Finish (Ra) | Dimensional Accuracy [mm] | Build rate [cm3/h] |
EOS | EOS M 100 | Cobalt chrome alloys, stainless steel alloys, and titanium alloys | 0.7461282552 | – | – | – | – | 4 |
Concept Laser GmbH | MLab Cusing | – | 0.65 | – | – | – | – | 5 |
Eplus3D | EPM150 | – | 2.12 | – | – | – | – | 12.75 |
TRUMPF | TruPrint 1000 | Stainless steel alloys, steel alloys, aluminum alloys, nickel alloys, titanium alloys, copper alloys, silver, gold, and copper alloys | 1 | – | – | – | – | 18 |
Concept Laser GmbH | M2 Cusing | Cobalt chrome alloys, stainless steel alloys, titanium alloys, aluminum alloys, and steel alloys | 17.5 | 0.1 | 0.995 | 4.5 | 0.05 | 20 |
EOS | EOS M 280 | Cobalt chrome alloys, stainless steel alloys, titanium alloys, steel alloys, nickel alloys, aluminum alloys | 21.875 | – | – | – | – | 20 |
Realizer | SLM Realizer 125 | 3.125 | – | – | – | – | 20 | |
Renishaw | RenAM 250 | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 22.8125 | – | – | – | 0.07 | 20 |
Renishaw | RenAM 400 | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 18.75 | – | – | – | – | 20 |
Renishaw | RenAM 500E | 21.875 | – | – | – | – | 25 | |
SLM Solutions | SLM 125 HL | 3.125 | – | – | – | – | 25 | |
EOS | EOS M 290 | Cobalt chrome alloys, stainless steel alloys, titanium alloys, steel alloys, nickel alloys, and aluminum alloys | 20.31 | – | – | – | – | 27 |
GE Additive | Arcam EBM Spectra H | 21.11 | – | – | – | – | 35 | |
Matsuura | LUMEX Avance25 | Steel alloys, stainless steel alloys, titanium alloys, cobalt chrome alloys, nickel alloys, and aluminum alloys | 12.12416 | – | – | – | – | 35 |
Matsuura | LUMEX Avance60 | Steel alloys, stainless steel alloys, titanium alloys, cobalt chrome alloys, nickel alloys, and aluminum alloys | 180 | – | 0.999 | – | – | 35 |
SLM Solutions | SLM 250 HL | – | 21.875 | – | – | – | – | 45 |
Eplus3D | EPM260 | – | 27.59 | – | – | – | – | 55 |
Arcam | ARCAM EBM S12 | – | 7.2 | – | – | – | – | 60 |
Eplus3D | EPM450 | – | 103.51 | – | – | – | – | 65 |
Arcam | Arcam A2 | Titanium alloys and cobalt chrome alloys | 25 | – | – | – | – | 80 |
Arcam | Arcam A1 | Titanium alloys and cobalt chrome alloys | 7.2 | – | – | – | – | 80 |
GE Additive | Arcam EBM Spectra Q10Plus v2.0 | Titanium alloys, cobalt chrome alloys, and nickel alloys | 7.2 | – | – | – | – | 80 |
SLM Solutions | SLM 280 HL | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 28.616 | 88 | ||||
DMG Mori | LASERTEC 30 DUAL SLM | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 27 | 0.1 | 0.995 | 10 | 0.05 | 90 |
ADIRA | AddCreator | – | 500 | 100 | ||||
EOS | EOS M 400 | Cobalt chrome alloys, stainless steel alloys, titanium alloys, steel alloys, nickel alloys, and aluminum alloys | 64 | 100 | ||||
EOS | EOS M 300 | Steel alloys, stainless steel alloys, cobalt chrome alloys, titanium alloys, copper alloys, nickel alloys, and aluminum alloys | 36 | 0.3 | 0.99 | 9 | 0.05 | 100 |
SLM Solutions | SLM 500 HL | – | 51.1 | 105 | ||||
EOS | EOS M 400–4 | Stainless steel alloys, cobalt chrome alloys, and Copper Alloys | 64 | 0.1 | 107 | |||
Concept Laser GmbH | Xine 2000 R | Aluminum alloys, titanium alloys, nickel alloys | 160 | 120 | ||||
Eplus3D | EPM650 | Titanium alloys, aluminum alloys, nickel alloys, and steel alloys | 343.22 | 120 | ||||
GE Additive | Arcam EBM Spectra Q20Plus | Titanium alloys, cobalt chrome alloys, nickel alloys, and copper alloys | 36.56 | 0.25 | 0.99 | 10 | 0.2 | 120 |
Additive Industries | MetalFAB G2 | – | 70.56 | 150 | ||||
Renishaw | RenAM 500M | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 21.875 | 150 | ||||
Renishaw | RenAM 500Q | Stainless steel alloys, titanium alloys, cobalt chrome alloys, steel alloys, nickel alloys, and aluminum alloys | 20.11 | 150 | ||||
SLM Solutions | SLM 800 | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 81.76 | 171 | ||||
ADIRA | AddCreator AC210 | – | 520.2 | 180 | ||||
Additive Industries | MetalFAB600 | – | 360 | 1000 | ||||
SLM Solutions | NXG XII 600 | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 216 | 1000 | ||||
3D MicroPrint | DMP50 GP | – | ||||||
3D MicroPrint | DMP60 series | – | 0.08 | |||||
3D Systems | ProX DMP 200 | Cobalt chrome alloys, steel alloys, stainless steel alloys, and aluminum alloys | 1.96 | 0.1 | 0.02 | |||
3D Systems | ProX DMP 200 Dental | Cobalt chrome alloys, steel alloys, stainless steel alloys, and aluminum alloys | 1.96 | 0.02 | ||||
3D Systems | ProX DMP 300 | Cobalt chrome alloys, steel alloys,stainless steel alloys, and aluminum alloys | 20.625 | |||||
3D Systems | ProX DMP 320 | Titanium alloys, nickel alloys, cobalt chrome alloys, steel alloys, stainless steel alloys, and aluminum alloys | 31.7625 | 0.02 | ||||
3D Systems | DMP Dental 100 | Cobalt chrome alloys | 0.81 | 0.05 | ||||
3D Systems | DMP Flex 100 | Cobalt chrome alloys, and stainless steel alloys | 0.8 | 0.02 | ||||
3D Systems | DMP Flex 350 | – | 28.74 | |||||
3D Systems | DMP Factory 350 | Stainless steel alloys, steel alloys, cobalt chrome alloys, titanium alloys, aluminum alloys, gold, and silver | 31.7625 | 0.1 | 0.99 | 0.05 | ||
3D Systems | DMP Factory 500 | – | 125 | |||||
3D Systems | DMP Flex 200 | Cobalt chrome alloys, steel alloys, stainless steel alloys, and aluminum alloys | 2.25 | |||||
3D Systems | DMP Flex 350 Dual | – | 31.76 | |||||
3D Systems | ProX DMP 100 | – | 1 | |||||
3DSLA.RU | PRO/ProM | – | 15.625 | 0.002 | ||||
3DSLA.RU | RussianSLM 125/150 | – | 3.375 | 0.002 | ||||
3DSLA.RU | RussianSLM 200 | – | 8 | 0.002 | ||||
3DSLA.RU | RussianSLM 250 | – | 15.625 | 0.002 | ||||
3DSLA.RU | RussianSLM FACTORY | – | 4.046 | 0.011 | ||||
Aconity3D | AconityMICRO | – | ||||||
Additive Industries | MetalFAB1 | Titanium alloys, aluminum alloys, stainless steel alloys, steel alloys, and nickel alloys | 70.56 | 0.995 | 0.05 | |||
AddUp | FormUp 350 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | 42.875 | 0.03 | ||||
AddUp | FormUp 200 | 14.175 | ||||||
Aerosud/CSIR | Aeroswift | 720 | ||||||
AmPro Innovations | SP330 | 20 | 0.05 | |||||
AmPro Innovations | SP500 | 31.25 | 0.05 | |||||
Arcam | Q20 | 36.56 | ||||||
Arcam | Q10 | 7.2 | ||||||
Arcam | Arcam EBM Spectra A2X | Titanium alloys, cobalt chrome alloys, and nickel alloys | 15.2 | |||||
Auroraabs | STitanium Pro | 10 | 0.05 | |||||
Auroraabs | RMP1 | 81 | ||||||
BLT (Bright Laser Technologies) | BLTA300 | Titanium alloys, steel alloys, stainless steel alloys | 150 | 0.99 | ||||
BLT (Bright Laser Technologies) | S200 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | 4.5 | |||||
BLT (Bright Laser Technologies) | S300 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, steel alloys | 20 | |||||
Chamlion | NCLM2150D | 2.120575041 | ||||||
Chamlion | NCLM2150T | 2.120575041 | ||||||
Chamlion | NCLM2150X | Cobalt chrome alloys, stainless steel alloys | 1.489173823 | 0.1 | ||||
Chamlion | NCLM3250D | 18.75 | ||||||
CHIRON | AM Cube | |||||||
Concept Laser GmbH | M3 | 0.01 | ||||||
Concept Laser GmbH | ATLAS | 363 | ||||||
Concept Laser GmbH | Mine Factory | Stainless steel alloys, titanium alloys, nickel alloys | 68 | |||||
Dedibot | DS2MIX | 4.1905 | ||||||
Dentas | Arrow | 0.57 | ||||||
DMG Mori | LASERTEC 12 DUAL SLM | 3.125 | ||||||
DTM | SinterStation 2000 | 26.95373115 | 0.7 | |||||
DTM | SinterStation 2500 | 57.684 | 0.7 | 0.15 | ||||
EOS | EOS M 250 | 11.5625 | 0.05 | |||||
EOS | EOS M 270 | 13.4375 | ||||||
EOS | EOS M 300–4 | Nickel alloys, steel alloys, titanium alloys, aluminum alloys, and stainless steel alloys | 36 | |||||
Eplus3D | EPM150 Pro | 4.24 | ||||||
Eplus3D | EPM450H | 227.73 | ||||||
Eplus3D | Stainless steel alloys, cobalt chrome alloys, titanium alloys, steel alloys, aluminum alloys, and copper alloys | 19 | 0.999 | |||||
Ermaksan | ENAVISION | 18.75 | ||||||
Evobeam | Index | |||||||
Farsoon | FS301M | Nickel alloys, copper alloys, stainless steel alloys, steel alloys, aluminum alloys, titanium alloys, and cobalt chrome alloys | 37.21 | 0.99 | ||||
Farsoon | FS273M | 26.92 | ||||||
Farsoon | FS271M | 0.02 | ||||||
Farsoon | FS421M | |||||||
Fonon | 3D FUSION | |||||||
Freemelt | Freemelt One | |||||||
GE Additive | Arcam EBM Spectra L | 0.24 | ||||||
GE Additive | Conceptaser M2 Series 5 | 30.0125 | ||||||
GE Additive | Mine Factory | 100 | ||||||
GE Additive | Mlab | 0.648 | ||||||
GE Additive | Mlab 200R | 1 | ||||||
GE Additive | Mlab R | 0.648 | ||||||
GE Additive | Xine 2000R | 160 | ||||||
Huake 3D | HK M125 | |||||||
Huake 3D | Titanium alloys, nickel alloys, aluminum alloys, and cobalt chrome alloys | 16 | 0.999 | 0.1 | ||||
Itri | AM100/AM250 | 1 | ||||||
JEOL | JAM5200EBM | 19.63 | ||||||
Longer3D | LGS300 | 26.25 | ||||||
MarKforged | Metal X | 11.88 | ||||||
MCP Tooling Technologies | SLM Realizer 100 | 1.5625 | ||||||
Mectronic | 3DMAMS 800 | Stainless steel alloys, steel alloys, titanium alloys, cobalt chrome alloys, nickel alloys, and aluminum alloys | ||||||
MTT | SLM 250 | 20 | ||||||
Nikon | LasermeisterM100A | 12.47 | ||||||
Nikon | LasermeisterM101A | 2.65 | ||||||
Nikon | LasermeisterM102A | 2.65 | ||||||
One Click Metal | MPrint | 3.38 | 0.005 | |||||
Open Additive | 0.01 | 24.9312 | ||||||
OPMaboratory | OPM350L | Steel alloys, stainless steel alloys, nickel alloys, and aluminum alloys | 16 | 0.02 | 0.997 | 1.5 | 0.01 | |
Prima Additive | Laserdyne 430 | |||||||
Prima Additive | Print Genius 250 | 23.3 | ||||||
QuickBeam Tech.Co | Titanium alloys, cobalt chrome alloys, tantalum alloys, copper alloys, molybdenum alloys, and titanium alloys | 49 | 0.99 | 0.2 | ||||
RPM Innovations | RPMI 535XR | 0.2 | 0.998 | 2 | 0.05 | |||
Sharebot | metalONE | 0.42 | 0.2 | |||||
Sisma | MYSINT100 | 0.79 | 0.055 | |||||
Sisma | EVEMET 200 | Stainless steel alloys, steel alloys, aluminum alloys, nickel alloys, titanium alloys, copper alloys, silver, gold, and copper alloys | 6.28 | 0.995 | 0.055 | |||
Sisma | MYSINT300 | Cobalt chrome alloys, titanium alloys, stainless steel alloys, steel alloys, nickel alloys, and aluminum alloys | 36 | |||||
Sodick | OPM250L | Stainless steel alloys, steel alloys | 15.625 | |||||
Sodick | OPM350L | Stainless steel alloys, and steel alloys | 42.875 | |||||
SondaSys | M150 | 4.5 | ||||||
SondaSys | M300 | 26.25 | ||||||
TRUMPF | TruPrint 3000 | Stainless steel alloys, steel alloys, cobalt chrome alloys, aluminum alloys, nickel alloys, titanium alloys, silver, gold, and copper alloys | 36 | 0.995 | 0.02 | |||
TRUMPF | TruPrint 2000 | Stainless steel alloys, steel alloys, cobalt chrome alloys, aluminum alloys, nickel alloys, titanium alloys, silver, gold, and copper alloys | 8 | |||||
Tytus3D | AccuMetal | 29.79 | ||||||
Velo3D | Sapphire | 77.93 | ||||||
Wiiboox | SLM150 | 1.152 | ||||||
Wiiboox | SLM250 | 18.75 | ||||||
Wiiboox | SLM280 | 26.25 | ||||||
Xact Metal | XM300C | Stainless steel alloys, steel alloys, cobalt chrome alloys, and copper alloys | 27.6606 | 0.999 | ||||
Xact Metal | XM200C | 2.05 | ||||||
Xact Metal | XM200G | Steel alloys, stainless steel alloys, cobalt chrome alloys, nickel alloys, titanium alloys, aluminum alloys, and copper alloys | 3.38 | |||||
Xi'an Brightaser Technologies | BLTA100 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | ||||||
Xi'an Brightaser Technologies | BLTA300 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | ||||||
Xi'an Brightaser Technologies | BLTS210 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | ||||||
Xi'an Brightaser Technologies | BLTS310 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | ||||||
Xi'an Brightaser Technologies | BLTS320 | Titanium alloys, stainless steel alloys, nickel alloys, aluminum alloys, and steel alloys | ||||||
ZRapid Tech | SLM300 | 26.25 | ||||||
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ferreira, B.T., de Campos, A.A., Casati, R. et al. Technological capabilities and sustainability aspects of metal additive manufacturing. Prog Addit Manuf 9, 1737–1773 (2024). https://doi.org/10.1007/s40964-023-00534-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00534-4