
Abstract
Pressure equipment poses a high risk of harming people and the environment in case of failure. They are, therefore, highly regulated by the Pressure Equipment Directive. To enable laser powder bed fusion of metals (PBF-LB/M) for the manufacturing of such components, component appearance and quality need to be characterized and qualified for each specific system. In this study, the surface roughness of wall structures out of austenitic stainless steel (316L) is investigated. Wall structure specimens were produced by four manufacturing systems on different PBF-LB/M machines and with different powder materials. Surface roughness of specimens are compared in the upskin and downskin areas in relation to different slope angles and wall thicknesses. Although different process setups, parameters and powder feedstocks have been used, similarities in the dependency of the surface roughness related to the slope angle and wall thickness can be observed. This work furthermore presents a mechanism-based analytical approach to predict system-specific surface roughness. Particularly, the analytical approach on the influence of slope angle on the surface roughness of the downskin areas has not been covered in publications about PBF-LB/M before. The results of this work enable the prediction of system-specific surface roughness, which is especially important for parts with downskin areas and hidden surfaces without the possibility of additional surface treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) technologies are increasingly becoming popular and are on the brink of being utilized as mass production technology. One of the commonly used AM technologies is metal laser powder bed fusion (PBF-LB/M according to DIN EN ISO/ASTM 52900:2018-06 [1] and DIN 8580:2020-01 [2]). While AM offers advantages like increased freedom of geometry compared to conventional manufacturing processes, it also presents certain process-specific difficulties, such as those related to surface quality of as-built components.
1.1 Powder bed fusion of metals via laser beam
PBF-LB/M is an AM technology that uses metal powder particles and a laser beam to fuse them together into a solid part. The parts are sliced into multiple horizontal layers. Each layer is applied as powder material on top of the others on a building platform and each layer is melted and fused with the underlying layers below using a laser beam [3, 4]. While the term PBF-LB/M system is often associated with the machine and its process parameters only, part quality depends on multiple additional factors such as powder feedstock, machine operator, job geometries and job nesting [5, 6]. Previous studies of the authors have shown that two seemingly identical manufacturing systems with the same machine type, process parameters and powder feedstock at different locations can result in different mechanical properties from geometrically identical specimens [7].
1.2 Powder feedstock
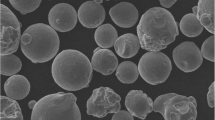
The powder feedstock properties include particle size distribution, morphology, density, moisture, chemical composition, and impurities, which may vary from batch to batch. Different powder feedstock properties may result in different processability behavior and, hence, in different material and part properties [8]. Publications have investigated the re-use of powder feedstock and stated the general possibility of powder feedstock re-use [9]. However, an increase of particle size and oxygen content has been observed, especially after multiple re-uses [10]. In turn, it can be observed, that a higher proportion of coarse powder particles has a negative effect on mechanical properties and the surface quality of PBF-LB/M specimens [11]. Regarding the effect of powder feedstock on surface roughness, it has been shown that unmolten or only partially molten powder particles tend to attach to as-built surfaces, increasing surface roughness and complexity [12]. Previous studies of the author confirm the attachment of powder particles. It has been shown that the attachment of powder particles is much higher in the downskin at higher slope angles [7].
1.3 Process parameters
Several publications have investigated the effect of process parameters on surface roughness [13,14,15,16,17,18,19]. An important process parameter is the energy density, which is described using laser power, spot size, scanning velocity, hatch distance and layer thickness. It has been found to influence not only microstructure and mechanical properties [9, 20,21,22], but also surface roughness [16, 17, 19]. While [13] could not determine a significant correlation between process parameters and the arithmetical mean roughness Ra, several publications observed that optimal surface roughness can be obtained using optimized process parameters in a limited process window [14, 18]. For example, [15] assumed scanning speed to be the significant process parameter to affect surface roughness, while [14] observed dependencies between process parameters and surface morphology based on phenomena such as balling and unstable melt pools. According to [23], the layer thickness plays a key role in surface roughness. The layer thickness is also used for the calculation of the stair-case effect, which is used for the modelling of the theoretical Ra in the upskin [24]. On the other hand, [25] claims, that the process strategy is the dominant factor for the surface roughness.
1.4 Arrangement and orientation in building chamber
While [26] found no evidence of an effect of the arrangement of parts in the building chamber on the roughness of upskin surfaces, [27] observed differences in surface quality depending on different arrangements due to heat accumulation and suggested a logarithmic regression equation for the dependencies between surface roughness and spacing distance. [16] claims that scan direction, gas flow direction and wiper movement direction significantly influence surface roughness. Furthermore, melt pools are found to be asymmetric depending on the direction of the laser tracks, resulting in different particle attachment and surface quality [12].
1.5 Slope angle
Most publications about surface roughness describe the upskin surface and only a few publications discuss the surface roughness of the downskin. Even fewer publications suggest an analytical approach for surface roughness, as most publications only qualitatively describe surface roughness.
It has been shown that the upskin surface appears to be less rough compared to the downskin surface [7, 26]. Melt pools at downward-facing surfaces were observed to be partly or entirely supported by powder bed, increasing the attachment of powder particles [12]. Models describing only the stair-case effect show consistency of the theoretical model of Ra in upskin to the experimental data at slope angles between 15° and 75°, but inconsistency outside these angles for slope angle 0° and 90° to the building platform [24]. Zhang et al. [25] observed that partially molten powder particles can effectively fuse to the upskin surface until a slope angle of 60° to the building platform and that the surface roughness is also increasing with the slope angle till this point. For slope angles from 60° to 90° related to the building platform, [25] observed a decrease in surface roughness, with decrease in overlapping melt tracks and attached powder particles on the upskin. Ra has been found to be higher on the sides compared to the top of PBF-LB/M manufactured components due to the filleting and stair-case effect [15]. For upskin surfaces, [26] suggests a linear model for Ra as well as for the root mean square deviation (Rq) for surfaces manufactured by electron beam melting (EBM). Meanwhile, despite observing increased values for downskin surfaces compared to upskin surfaces, [12] has not found Ra to be an appropriate parameter for describing surface roughness of PBF-LB/M manufactured components. [24], for example, showed that Ra of the downskin cannot be described by a model based on the theoretical stair-case effect alone. [12] observed that the mean width of the profile elements (RSm) is two times the hatch distance for upskin surfaces with inclinations less than 10°, while powder particles interfere with RSm values for higher inclinations and downskin surfaces. Additionally, [12] was able to show that skewness seems to follow a sinusoidal trend with regard to slope angle, with positive skewness for upskin surfaces and negative skewness for downskin surfaces, rendering skewness a discriminating parameter for PBF-LB/M surfaces describing the stair-case effect. Similar findings of [13] show that peak density (Rpc), RSm and mean height of profile elements (Rc) can indicate a shift in underlying mechanisms. Surfaces can be dominated by attached powder particles or by melt tracks. [28] observed, that the upskin surface roughness is significantly influenced by attached powder particles, which attach to the valleys of the stair-cases. [28], therefore, developed a new model to describe Ra of the upskin by adding a term for the fraction of attached powder particles to the cosine function of the stair-case effect. The prediction of the model showed a good match for Ra of the upskin. Despite all these findings, the manufacturing of structures with controlled surface roughness remains a major obstacle of the PBF-LB/M process [29].
1.6 Objective of this work
Previous investigations on the material properties of PBF-LB/M wall structures out of austenitic steel 316L have been conducted by the authors of this work. While dependencies of mechanical properties, porosity and surface roughness on the manufacturing system, wall thickness and slope angle could be identified, in-depth explanations for the underlying mechanisms are not fully described [7].
This work thoroughly investigates the surface roughness of wall structure specimens with different wall thicknesses and slope angles, which were manufactured by four different manufacturing systems. Based on the results, mechanisms for the formation of PBF-LB/M surfaces are identified and analytical approaches are developed for the prediction of system-specific surface roughness of wall structures.
2 Materials and methods
2.1 Geometry
Wall segments with varying wall thicknesses and slope angles relative to the building platform were manufactured using PBF-LB/M. The overall height of the wall specimens and with it the overall length (L) of the investigated surfaces in the upskin and downskin vary between different manufacturing systems. The examined surface lengths are L = 12 mm for M1 and M3, L = 16 mm for M2 and L = 20 mm for M4. Multiple wall segments were connected to each other to ensure successful manufacturing. Metallographic micro-specimens for optical microscopy analysis were made from each wall segment. An overview of all 296 wall specimens with different slope angles and wall thicknesses is shown in Table 1. Specimens from manufacturing system M1 are the same as those in previous investigations [7].
2.2 PBF-LB/M systems
The specimens were manufactured using PBF-LB/M with four different manufacturing systems. Specifications for all machines and processes can be seen in Table 2.
The specimens were built on a square platform with a length of 250 mm and each powder layer has been applied in the x direction. Argon was used as the process gas. The specimen parameters slope angle (N) and wall thickness are described in Fig. 1a. Figure 1b and c show an exemplary completed building job of M4 with manufacturing arrangements of packed wall and arch specimens. While the wall specimens are investigated in this study, the arch specimens are subject to further investigations.

a Schematic overview of the specimen parameters slope angle (N) and wall thickness (t) as well as the section plane for metallographic micro-specimens (red) used in this study; b and c exemplary images of manufacturing arrangements of wall and arch specimens on the building platform with powder deposition from the x direction (black arrow)
2.3 Material
Gas-atomized stainless steel 316L powder was used as the feedstock. The nominal particle size distribution D10/D90 of the used powder materials in each manufacturing system can be seen in Table 3. As a blend of multiple powder batches was used in manufacturing system M4 the nominal particle size is not known. All powder materials were sieved before usage to remove coarse particles much bigger than nominal particle size D90. For manufacturing systems M1 and M4, the particle size distribution was measured by count after sieving using laser diffraction particle size analyzer Mastersizer 3000 and wet dispersion unit Hydro EV (Malvern Panalytical Ltd) based on to DIN EN ISO/ASTM 52907:2020-05 [30] and DIN ISO 13320:2022-12 [31]. The average particle size distribution of the used powder feedstocks was obtained from 15 measurements, respectively and can be seen in Table 4. The sample sizes for every 5 measurements were 2 g, respectively with a total of 3 samples for each examined powder material.
2.4 Examination methods
Specimens were separated from the building platform by a band saw and vertical sections were made as depicted in Fig. 1a. Specimens were then compression-mounted, ground and polished into metallographic micro-specimens for analysis using an optical microscope.
All optical microscope images (OM-images) of the specimens were taken at 50 × magnification using an optical microscope Leica DM 4000 M. For the measurement and quantification of the surface roughness, the OM-images were binarized by grayscale analysis and evaluated using the software MATLAB® R2018b by The MathWorks, Inc. Surface analysis was performed and surface characteristics were derived from roughness profiles based on DIN EN ISO 13565-1:1998-04 [32] and DIN EN ISO 13565-2:1998-04 [33]. Investigated surface characteristics include arithmetical mean height (Ra), maximum height of profile (Rz) and mean width of the profile elements (RSm), which were derived from multiple sampling lengths (lR) per specimen. The amount (n) of lR in each specimen is n = 4 for M1 and M3, n = 5 for M2 and n = 6 for M4. A sampling length of lR = 2.5 mm was used for all specimens.
A schematic overview of the used surface characteristics Ra, Rz and RSm in relation to lR can be seen in Fig. 2. Ra hereby is calculated as the arithmetic average of the absolute deviation from the center line within lR. Rz is calculated as the differences between the maximum and minimum values for each lR and Rsm is calculated as the average length of the profile elements along lR. Each surface characteristic of each specimen used in this study represents the averaged calculated surface characteristics over all lR of a specimen.

Schematic overview of used surface characteristics arithmetical mean height Ra, maximum height of profile Rz and mean width of the profile elements RSm in this work
The obtained surface characteristics were evaluated in dependency on wall thickness and slope angle. Since specimens of M4 only include wall thicknesses between 1.5 mm and 2.5 mm, the results are not included in evaluations regarding dependencies on the wall thickness.
Maximum standard deviations are calculated exemplarily for specimens of M2. The maximum standard deviations represent the highest standard deviation of all specimens from the manufacturing system. The relative maximum standard deviation describes the maximum ratio of standard deviation to average surface characteristics value.
Two-way analyses of variance (ANOVA) have been exemplarily conducted on the results of Ra, Rz and RSm for specimens of M2 to examine the significance of investigated effects of wall thickness and slope angle. The effects of the manufacturing system has been analyzed exemplarily for manufacturing system M2 and M3. A significance level of α = 0.05 has been used for all conducted ANOVA and the significance of observed effects were evaluated with regard to the maximum standard deviations and the absolute impact of the effects respectively.
2.5 Regression
Based on the observed trends of Ra, Rz and RSm mechanism-based approaches for the quantitative description of each surface characteristic for the upskin and downskin have been developed. Therefore, underlying geometrical dependencies of the process were examined. System parameters, namely laser thickness, particle size diameter and the energy distribution over the laser spot as well as laser spot diameter were considered for the geometrical dependencies of surface characteristics. For the modeling of the surface characteristics of the upskin and downskin, schematic abstractions of the upskin and downskin surfaces have been used, which can be seen in Fig. 2.
As the upskin features no overhanging areas, melt pool depth is assumed to have no effect on the surface characteristics. Surface characteristics therefore are assumed to be only dependent on the geometrical process parameters slope angle (\(\mathrm{\alpha }\)) and layer thickness (d). Models of Rz, Ra and RSm, therefore, are derived from these geometrical dependencies only.
In comparison to the upskin, the downskin shows overhanging areas. Overhanging areas result in the penetration of laser energy into the powder bed and hence result into the formation of surface topology. This leads to the assumption that laser penetration depth has a higher effect on surface roughness in the downskin than in the upskin. Therefore, laser energy input is considered in the regression models of Rz and thus also of Ra using the laser spot size and the laser energy distribution. The distribution of the energy over the laser spot is the same for all systems used in this study and can be described using a Gauss function:
with standard deviation σ and peak position µ.
For the description of the laser energy distribution, the center of the laser spot represents the peak position, while the center of the coordinate system is defined to be the most right edge of the laser spot as depicted in Fig. 3b.

Schematic overview of surface characteristics Rz and RSm as well as process parameters slope angle \(\mathrm{\alpha }\) and layer thickness d in (a) the upskin and (b) the downskin
The equation for the laser energy distribution can then be formulated as follows:
with the radius of the laser spot r.
The derived models are furthermore assumed to be dependent on the system. Since systems are considered as a holistic influence on the surface characteristics in this study, system-specific constants are introduced for the individual application of the model for each system. The models were then fitted to the obtained data with a least mean square error approach using a downhill algorithm.
3 Results
The results of this work are divided into two parts. In the first part, surface characteristics, namely Ra, Rz and RSm, are presented, which were obtained from surface profiles in OM-images. The second part addresses the analytical modeling of surface characteristics using mechanism-based approaches.
3.1 Surface characteristics
The following results represent average values over all sampling lengths per specimen and over all specimens with the same parameter combination of wall thickness and slope angle. These average values are represented by single data points in the following figures. Standard deviations are typically low for all investigated surface characteristics and are therefore not included for visibility reasons. Exemplary maximum standard deviations for the specimens of M2 can be seen in Table 5.
3.1.1 Dependency on the manufacturing system
The results of ANOVA for the effects of the manufacturing system can be seen in Table 6. The maximum effect of the manufacturing system on Rz, Ra and RSm on the upskin and downskin can be seen in Table 7. The calculated p-values indicate significant dependencies for most of the combinations of examined surface characteristic and slope angle on the manufacturing system. While the effects of the manufacturing system are more pronounced in the downskin, the significance for the upskin is not negligible. Furthermore, most maximum effects of the manufacturing system on Ra and Rz for both upskin and downskin are higher than the maximum absolute standard deviations of the surface characteristics, respectively. For that reason, the effects of the manufacturing system on Ra and Rz in this study are considered to be significant. On the other hand, while the p-values of RSm are higher than the significance level of α = 0.05 for most of the examined slope angles, all maximum effects of RSm over all slope angles are lower than the maximum absolute standard deviations of RSm. The effect of the manufacturing system on RSm is therefore considered to be negligible in this study. As manufacturing systems used in this study are very similar, the effect of the manufacturing system on the surface characteristics is very small. Therefore, no general conclusions can be made about the effect of the manufacturing system on RSm in this study. In this study, a general dependency of all surface characteristics, including RSm, on the manufacturing system is hypothesized. The effects of the manufacturing system on each surface characteristic in the upskin and downskin, respectively, is described in following sections. Further investigations on the detailed effect of system parameters such as process parameters or machine specifications on the surface characteristics have not been conducted in this study and need to be included in further studies to make definite statements on the effect of the manufacturing system.
3.1.2 Dependency on the wall thickness
In the following sections, the results of the examined surface characteristics are presented in dependency on the wall thickness. A conclusion about the significance of the effects of the wall thickness is then presented based on the results of the conducted ANOVA.
3.1.2.1 Maximum height of profile Rz
An overview of the determined Rz of the upskin and downskin of the wall specimens from different manufacturing systems M1, M2, and M3 in dependency on the wall thickness can be seen in Fig. 4. The Rz values for the manufacturing system M1 are the same as in previous investigations [7]. Rz values of the downskin are noticeably higher than those of the upskin. While the upskin exhibit approximately Rz = 70 µm with relatively low differences across different slope angles, the downskin exhibits approximately Rz = 110 µm and show huge differences across different slope angles. This difference is attributed to a more pronounced effect of the slope angle in the downskin than in the upskin. This is caused by both an increasing amount of randomly attached powder material and a higher laser penetration depth in the downskin. During the PBF-LB/M process, melt pools with melt pool boundaries form in a partially overlapping pattern depending on the scan strategy. Internal melt pool boundaries are bordered by solid part material, while external melt pool boundaries are either bordered by process gas or by unmolten powder particles. The entirety of all external melt pool boundaries forms the surface topology of the structure. While there are only a few powder particles bordering the external melt pool boundaries in the upskin, all the melt pool boundaries in the downskin are surrounded by powder particles. Consequently, the likelihood of heat transfer to adjacent powder particles, and thus the likelihood of attached powder particles, is therefore much higher in the downskin than in the upskin. Additionally, heat dissipation from the melt pool through the solid material is smaller in the downskin than in the upskin, as the ratio between external and internal area of melt pool boundaries is higher in the downskin than in the upskin. This leads to more energy being absorbed by the powder material, resulting in a higher laser penetration depth. This varies stochastically depending on local distribution of powder particles and related heat transfer and absorption, causing more complex surface topology and increased surface roughness in the downskin. Average Rz values for different manufacturing systems exhibit minor differences for the upskin and downskin. Especially specimens with higher slope angles show noticeable differences in Rz values of the downskin. A dependency of Rz on the manufacturing system can therefore be concluded. As differences in manufacturing systems are small in general, differences in Rz values generally are also small. Rz values of both sides show no significant dependency on the wall thickness. It is hypothesized that, within the investigated range of wall thicknesses and geometry, the effect of minor differences in heat transfer and heat accumulation throughout the wall structure is negligible with regard to the very high temperature gradient in the surroundings and inside the melt pool. Therefore, as long as the properties of the direct proximity of the melt pool is not vastly changed, a similar result is expected for every wall thickness.

Overview of the determined maximum height of profile Rz of the upskin and downskin of the wall specimens from four different manufacturing systems in dependency on the wall thickness
3.1.2.2 Arithmetical mean height Ra
An overview of the determined Ra of the upskin and downskin of the wall specimens from different manufacturing systems M1, M2 and M3 in dependency on the wall thickness can be seen in Fig. 5. Ra values of the downskin are noticeably higher than those of the upskin. While the upskin exhibits approximately Ra = 10 µm and show relatively small differences across different slope angles, the downskin exhibits approximately Ra = 18 µm and shows noticeable differences across different slope angles. The underlying effect causing these differences are same as for the Rz values of the upskin and downskin. Like Rz, Ra values from different manufacturing systems minor exhibit differences for the upskin and downskin. Ra values of both sides also show no significant dependency on the wall thickness. A similar reason for Rz is hypothesized.

Overview of the determined arithmetical mean height Ra of the upskin and downskin of the wall specimens from three different manufacturing systems in dependency on the wall thickness
3.1.2.3 Mean width of the profile elements RSm
An overview of the determined RSm in the upskin and downskin of the wall specimens from different manufacturing systems M1, M2 and M3 in dependency on the wall thickness can be seen in Fig. 6. In comparison to Ra and Rz, RSm values in both the downskin and upskin show slightly higher variance. This increased variance is caused by the relatively stochastic surface topology resulting out of the manufacturing process. RSm is designed for periodic surfaces and therefore, show lower precision for PBF-LB/M manufactured surfaces. RSm values of the downskin are slightly higher than those of the upskin. While the upskin exhibits approximately RSm = 200 µm, the downskin exhibits approximately RSm = 230 µm. A specific reason for the differences in RSm between the upskin and the downskin cannot be determined solely from observations related to the wall thickness alone. Variance again appears to be occurring between different slope angles, indicating a dependency on the slope angle. Apart from variance, absolute RSm values show no obvious differences between different manufacturing systems. RSm values of both sides also show no significant dependency on the wall thickness. As RSm is mainly influenced by layered built-up and alternating laser patterns, it is hypothesized to be independent on any wall thickness related effects.

Overview of the determined mean width of the profile elements RSm of the upskin and downskin of the wall specimens from four different manufacturing systems in dependency on the wall thickness
3.1.2.4 Analysis of variance
The results of ANOVA for the effect of the wall thickness can be seen exemplarily for specimens of manufacturing system M2 in Table 8 and the maximum effect of the wall thickness on the surface characteristics for the same specimens can be seen in Table 9. While the calculated p-values indicate significant dependencies of Rz in upskin as well as Ra and Rz in downskin on the wall thickness, the maximum effects of the wall thickness on the surface characteristics are lower than the maximum absolute standard deviations of the surface characteristics, respectively. For that reason, the effects of the wall thickness on Ra and Rz are considered to be negligible in this study. Results of ANOVA for RSm confirm the hypothesis, that RSm is not dependent on effects related to the wall thickness.
3.1.3 Dependency on the slope angle
In analogy to the previous sections, the dependencies of the surface characteristics on the slope angle are presented in the following sections. A conclusion about the significance of the effects of the slope angle is then presented based on the results of the conducted ANOVA.
3.1.3.1 Maximum height of profile Rz
An overview of the determined Rz in the upskin and downskin of the wall specimens from all four different manufacturing systems in dependency on the slope angle can be seen in Fig. 7. Rz values are the same for the upskin and downskin for slope angle N = 0° at approximately Rz = 60 µm. However, Rz values show increasing discrepancies at increasing slope angles with approximately Rz = 60 µm for the upskin and Rz = 240 µm for the downskin at the slope angle N = 45°.

Overview of the determined maximum height of profile Rz of the upskin and downskin of the wall specimens from four different manufacturing systems in dependency on the slope angle
It is hypothesized, that at the slope angle N = 0°, both sides of the wall structure are parallel to the building direction and are therefore exposed equally to the same mechanisms. With increasing slope angle, the stair-case effect also increases, increasing surface characteristics for both the upskin and downskin. However, while Rz values show only slightly increasing tendencies for the upskin, increasing tendencies for the downskin are much higher. This difference in tendencies can be explained by the ratio of external melt pool boundary area and by the presence of powder particles. The ratio of external to internal area of melt pool boundaries apparent in the downskin is much higher than that in the upskin. Furthermore, external melt pool boundaries of the downskin are more surrounded by powder particles than that of the upskin. These differences between the upskin and downskin increase with higher slope angles resulting in increased differences in tendency observed for Rz. In the downskin, these effects dominate over the stair-case effect for higher slope angles.
Both Rz values for the upskin and downskin show relatively small variance. Rz values of different manufacturing systems show minor differences for the upskin and downskin. Especially for the downskin, differences over different manufacturing systems are noticeable for higher slope angles. For the downskin a significant increase of Rz values with increasing slope angles can be observed for all manufacturing systems.
3.1.3.2 Arithmetical mean height Ra
An overview of the determined Ra in the upskin and downskin of the wall specimens from all four different manufacturing systems in dependency on the slope angle can be seen in Fig. 8. Similar to Rz, Ra values are the same for the upskin and downskin at the slope angle N = 0° with approximately Ra = 10 µm. Ra values also show increasing discrepancies at increasing slope angles with approximately Ra = 12 µm for the upskin and Ra = 35 µm for the downskin at the slope angle N = 45°. The underlying effects are assumed to be the same as for Rz. Both Ra values for the upskin and downskin show relatively small variance. Ra values of different manufacturing systems show minor differences for the upskin and downskin. Similar to Rz, Ra values of the downskin show a significant dependency on the slope angle resulting in rapidly increasing Ra values at higher slope angles.

Overview of the determined arithmetical mean height Ra of the upskin and downskin of the wall specimens from four different manufacturing systems in dependency on the slope angle
3.1.3.3 Mean width of the profile elements RSm
An overview of the determined RSm in the upskin and downskin of the wall specimens from all four different manufacturing systems in dependency on the slope angle can be seen in Fig. 9. The downskin exhibits slightly higher RSm values than the upskin across all slope angles. Starting from N = 0°, the upskin exhibits approximately RSm = 160 µm, while the downskin exhibits approximately RSm = 190 µm. At the slope angle of N = 45° the upskin exhibits approximately RSm = 260 µm and the downskin exhibits approximately RSm = 330 µm. Since RSm values for the downskin are also higher than those for the upskin at a slope angle of N = 0°, it is hypothesized, that the slightly higher RSm values for the downskin result from orientation dependent mechanisms regarding scan direction and scan strategy. RSm values for both the upskin and downskin show higher variance compared to Ra and Rz. Nonetheless, RSm values are observed to have a significant dependency on the slope angle with similar tendencies for upskin and downskin at lower slope angles. This leads to the conclusion that RSm is only dependent on process parameters, which influence upskin and downskin surface topologies in a similar way. It is concluded that energy related effects therefore do not have significant influence on RSm values as they would impact one side more over the other due to different energy absorption conditions such as powder particles. Assuming static geometrical process parameters and a static manufacturing system, RSm values are therefore hypothesized to be influenced solely by the stair-case effect regarding the slope angle. Variation of tendencies at higher slope angles are hypothesized to be caused by both increasing complexity and increasing surface roughness in the downskin. As the computation of RSm is defined with dependency on Rz, it is hypothesized, that differences in RSm values at higher slope angles are caused by increased irregularities and higher Rz values for the downskin. RSm values of the used manufacturing systems show only slight differences for specimens of M1 at the slope angle N = 45° compared to the other manufacturing systems. Apart from that, no significant differences can be observed between RSm values of different manufacturing systems.

Overview of the determined mean width of the profile elements RSm of the upskin and downskin of the wall specimens from four different manufacturing systems in dependency on the slope angle
3.1.3.4 Analysis of variance
The results of ANOVA for the effect of the slope angle can be seen exemplarily for specimens of manufacturing system M2 in Table 10 and the maximum effect of the slope angle on the surface characteristics for the same specimens can be seen in Table 11. The calculated p-values indicate significant dependencies of all the examined surface characteristics on the slope angle. Furthermore, the maximum effects of the slope angle on the surface characteristics are significantly higher than the maximum absolute standard deviations of the surface characteristics, respectively. For that reason, the effects of the slope angle on Ra, Rz and RSm in this study are considered to be significant.
3.2 Regression
The following sections present the mechanism-based models for the quantitative description of the surface characteristics Ra, Rz and RSm for both the upskin and downskin. Fitted models are shown for Ra, Rz and RSm for each manufacturing system, respectively.
3.2.1 Upskin
Since the upskin shows no overhanging areas, melt pool boundaries in the upskin are mainly internal. Dissipation of laser energy therefore is mainly through solid material, resulting in a decreased effect of the laser energy input on the surface topology. Furthermore, the amount of loose powder particles in the proximity of melt pool boundaries is low, resulting in a lower amount of particle attachment. Dependencies are therefore hypothesized to be purely based on geometrical conditions of the process parameters.
3.2.1.1 Maximum height of profile Rz
Based on the experimental data and the schematic abstraction made for the upskin, Rz of the upskin is hypothesized to be caused only by the stair-case effect and attached powder particles, resulting in following model:
with height of the stair-case effect \({{\text{h}}}_{2}\), layer thickness d and particle size diameter \({{\text{d}}}_{{\text{K}}}\).
The regressions of Rz for the upskin from all four different manufacturing systems with this model can be seen in Fig. 10. While the stair-case effect is solely dependent on the slope angle and layer thickness, which remain mostly constant over the duration of one manufacturing process, the attachment of particles with particle size \({{\text{d}}}_{{\text{K}}}\) on the upskin is random. As Rz represents the maximum height of profile, the particle size D90 of powder material will give a first guess about which particle size to use for the model. As Rz according to DIN EN ISO 13565-1:1998-04 [32] and DIN EN ISO 13565-2:1998-04 [33] is calculated as mean value of multiple sample lengths and Rz values used in this paper additionally are mean values of multiple specimens, \({{\text{d}}}_{{\text{K}}}\) of this model should be smaller than maximum particle size of the used powder material. Considering the variance of Rz due to measurement tolerances, the regressions show a high compatibility of the model with the actual phenomena observed in this study.

Overview of data points, mean data points and regressions using a mechanism-based model for maximum height of profile Rz of the upskin of all four manufacturing systems
3.2.1.2 Arithmetical mean height Ra
Ra is defined as the arithmetical mean height of several sample lengths of the surface profile. It, therefore, results out of the superposition of both the stair-case effect and randomly attached powder particles. However, it is observed that the number of attached powder particles in the upskin is relatively low and valleys of stair-cases have a higher tendency to be filled up with powder particles than powder particles being attached to peaks of stair-cases. In addition, the surface topology is smoothed out by the formation of round melt pools, decreasing the effect of slope angle on Ra. Therefore, the stair-case effect has a much smaller impact on Ra of the upskin and the following model can be hypothesized:
with slope angle \(\mathrm{\alpha }\), layer thickness d, particle size diameter \({{\text{d}}}_{{\text{K}}}\) and constants \({{\text{C}}}_{1}\) and \({{\text{C}}}_{2}\).
As the underlying effects are the same as for Rz, the model is commonly represented in a simplified form in following estimation of Ra out of Rz:
with constant \({{\text{C}}}_{1}\).
The regressions of Ra for the upskin from all four different manufacturing systems with this model can be seen in Fig. 11. The estimation of Ra out of Rz shows an accurate fit of the model. Constant \({{\text{C}}}_{1}\) is approximately \({{\text{C}}}_{1}\) = 7.25–1, which is in the commonly assumed range of approximately \({{\text{C}}}_{1}\) = 7–1.

Overview of data points, mean data points and regressions using a mechanism-based model for arithmetical mean height Ra of the upskin of all four manufacturing systems
3.2.1.3 Mean width of the profile elements RSm
RSm is obtained from the average value of the profile element length along the sampling length, representing the length of periodic appearing patterns in the surface roughness. In building direction, it is therefore assumed to be caused by the stair-case effect. In addition to the stair-case effect which occurs at each layer, the periodic change of the laser pattern orientation also is assumed to have an impact. Therefore, RSm can be assumed to include a multitude of stair-cases, resulting in the following model:
with slope angle \(\mathrm{\alpha }\), layer thickness d, and constant \({{\text{C}}}_{2}\).
The regressions of RSm for the upskin from all four different manufacturing systems with this model can be seen in Fig. 12. The estimation of RSm for the upskin shows a high compatibility of the model with the actual phenomena observed in this study.

Overview of data points, mean data points and regressions using a mechanism-based model for mean width of the profile elements RSm of the upskin of all four manufacturing systems
3.2.2 Downskin
In comparison to the upskin, the downskin shows overhanging areas and the laser energy in overhanging areas is primarily absorbed by the powder bed. Powder particles melt and fuse in a highly stochastic way. Furthermore, melt pool boundaries are mainly external and are surrounded by loose powder bed, leading to increased attachment of particles. Altogether, this results in the creation of a complex surface topology.
3.2.2.1 Maximum height of profile Rz
In addition to the model for Rz of the upskin, the model for Rz of the downskin includes the consideration of the laser penetration depth z. Part of the laser energy is absorbed by adjacent powder particles in overhanging areas and transferred to other powder particles in the proximity, representing the laser penetration depth. This effect overlays on top of the stair-case effect, resulting in the following model:
with height of laser penetration depth \({{\text{h}}}_{1}\), height of the stair-case effect \({{\text{h}}}_{2}\), slope angle \(\mathrm{\alpha }\), laser penetration depth z, layer thickness d, particle size diameter \({{\text{d}}}_{{\text{K}}}\) and constant \({{\text{C}}}_{3}\).
The laser penetration depth z is thereby hypothesized to be dependent on the laser spot size and the energy distribution of the laser. As the laser continuously scans over a specific area, the maximum laser energy is assumed to be crucial for the laser penetration depth. The laser penetration depth z is derived from the accumulation of the laser energy in the overhanging area of the upskin and can be described as follows:
with width of the stair-case effect h, width of the laser spot s at position x, laser energy distribution function \({f}_{laser}\) for a Gauss laser energy distribution at position x, slope angle \(\mathrm{\alpha }\), layer thickness d and radius of the laser spot r.
The regressions of Rz for the downskin from all four different manufacturing systems with this model can be seen in Fig. 13. The estimation of Rz for the downskin shows an accurate fit of the model. As the amount of powder particles attached on the surface is increased, the probability for the attachment of a larger particle with higher particle size diameter is increased as well. As absolute height differences are calculated for Rz, attached particle size diameter is directly translated into Rz values. This can be observed in the fit for particle size diameter \({{\text{d}}}_{{\text{K}}}\), as values on average are slightly higher compared to upskin.

Overview of data points, mean data points and regressions using a mechanism-based model for maximum height of profile Rz of the downskin of all four manufacturing systems
3.2.2.2 Arithmetical mean height Ra
As in the upskin, Ra of the downskin is approximated using the values of Rz, resulting in following model:
with constant \({\text{C}}_{4}\).
The regressions of Ra for the downskin from all four different manufacturing systems with this model can be seen in Fig. 14. The estimation of Ra for the downskin shows an accurate fit of the model. Constant factor \({{\text{C}}}_{4}\) for the downskin is slightly higher than constant factor \({{\text{C}}}_{1}\) for the upskin due to increased amount of peaks and valleys in the downskin compared to upskin. This results in higher complexity of the surface.

Overview of data points, mean data points and regressions using a mechanism-based model for arithmetical mean height Ra of the downskin of all four manufacturing systems
3.2.2.3 Mean width of the profile elements RSm
Like RSm of the upskin, RSm of the downskin is assumed to be only dependent on the stair-case effect and pattern orientation and can therefore be derived solely from geometrical parameters, resulting in the following model:
with slope angle \(\mathrm{\alpha }\), layer thickness d, and constant \({{\text{C}}}_{5}\).
The regressions of RSm for the downskin from all four different manufacturing systems with this model can be seen in Fig. 15. The estimation of RSm for the downskin shows an accurate fit of the model for M1 and M4. For M2 and M3, deviations from the measured data can be seen for high slope angles. RSm values are slightly higher in the downskin than in the upskin due to orientation dependent effects of the manufacturing system like scan direction. Therefore, the fitted constants \({{\text{C}}}_{5}\) are slightly higher for the downskin than the constants \({{\text{C}}}_{2}\) for the upskin. Furthermore, fits for M2 and M3 show slight deviations from measured data for higher slope angles. This can be explained by the increasing stochastic appearance of surface topology with increasing slope angles. As RSm is defined for periodic surface topology, the dominating attachment of powder particles interfere with the periodic characteristics and their measurement.

Overview of data points, mean data points and regressions using a mechanism-based model for mean width of the profile elements RSm of the downskin of all four manufacturing systems
4 Discussion
In this work, the manufacturing system has been treated as a static influence factor on the manufactured parts surface. A manufacturing system hereby includes PBF-LB/M machines, process parameters, scan strategies, powder materials, process handling and the environment. This is an approximation, as it is not proven, that manufacturing systems including manufacturing conditions such as oxygen level or heat accumulation may not change partly during the manufacturing process. The effect of building height is not discussed in this work.
4.1 Surface characteristics
The results of the measured surface characteristics are consistent to the findings in the literature referenced in this work. The findings of this study regarding the absolute values of the surface characteristics are hypothesized to be only applicable for similar manufacturing systems as used in this work. Only small differences were observed between surface characteristics of the four manufacturing systems used in this study. It can be hypothesized that different manufacturing systems result in different absolute values of surface characteristics. On the other hand, the tendencies described in this work regarding dependencies on the wall thickness and the slope angle are likely to be observable for different manufacturing systems with some confines.
4.1.1 Upskin vs. downskin
Values for Rz and Ra are much higher in the downskin than in the upskin. Downskin values furthermore show higher absolute variance than upskin values. This is caused by both an increasing amount of randomly attached powder material and a higher laser penetration depth in the downskin.
RSm values are slightly higher for the downskin compared to the upskin. It is hypothesized that this is caused by orientation dependent mechanisms with regard to scan direction and scan strategy. Furthermore, as the computation of RSm is defined with dependency on Rz, it is hypothesized, that differences in RSm values at higher slope angles are additionally caused by increased irregularities and higher Rz values for the downskin. As RSm is designed for periodic surface topology, which only partly is the case for PBF-LB/M manufactured surfaces, variance for RSm values is high in both downskin and upskin.
4.1.2 Dependency on the wall thickness
Based on the results of the measured surface characteristic values over different wall thicknesses in this study, it can be assumed that the effect of the wall thickness on Rz and Ra in the upskin as well as the downskin is negligible within the scope of this study. This applies to wall thicknesses between 1.5 mm and 5 mm. Based on the conducted ANOVA, it can be concluded that the effect of the wall thickness on RSm is not significant.
4.1.3 Dependency on the slope angle
Rz and Ra show significant dependencies on the slope angle for both, the upskin and downskin. Rz and Ra are the same for both sides for slope angle N = 0°. It can be concluded that both sides are exposed equally to the same mechanisms in vertical position. At increasing slope angle, the surface characteristics for both the upskin and downskin increases with the stair-case effect. Increasing tendencies for the downskin are much higher than for the upskin, which is caused by the increasing effect of the laser penetration depth at higher slope angles.
RSm show similar increasing tendencies for both the upskin and downskin in dependency on the slope angle. It is concluded that RSm, therefore, is only dependent on the process parameters and hence the stair-case effect only regarding the slope angle. The increased variation of the tendencies at higher slope angles are assumed to be caused by both the increasing complexity and the increasing surface roughness in the downskin.
4.2 Regression
Models for the approximation of the surface characteristics derived from the data in this work are hypothesized to be applicable on similar manufacturing systems. The applicability of the models for differing manufacturing systems has been shown for the four manufacturing systems used in this study. Other than that, the applicability for other manufacturing systems has still to be proven. While laser and energy parameters vary over the four used manufacturing systems, the laser energy distribution can be described with a gauss function for all manufacturing systems used in this work. This may vary for other manufacturing systems, changing the modeling term for the laser energy input and thus the laser penetration depth.
As manufacturing systems are represented as static constants in this study, the models with solely geometrical dependencies and with no relation to the energy input are hypothesized to be also applicable for differing manufacturing systems. Hereby, individual constants are needed to be obtained for each manufacturing system.
4.2.1 Upskin
Since the effect of the wall thickness on the surface characteristics Rz, Ra and RSm is negligible in this study, only models for the influence of the slope angle have been derived and analyzed. Thereby, the influence of the slope angle has proven to be described best using trigonometrical functions.
Tendencies of the upskin surface characteristics have found to be independent of the melt pool depth and thus the laser energy input. It has been shown that surface characteristics can be described in models using only geometrical parameters such as slope angle (\(\mathrm{\alpha }\)), layer thickness (d) and particle size diameter (\({{\text{d}}}_{{\text{K}}}\)) while other parameters of the manufacturing system can be seen as constants. This is consistent to the models for Ra in upskin in the current literature [24, 28].
Tendencies of surface characteristics Rz, Ra and RSm of the upskin observed in this study have shown to be dominantly influenced by the stair-case effect in relation to the layer thickness. Additionally, starting values of surface roughness Rz and Ra at the slope angle N = 0° have shown to be mainly defined by powder particle attachments and thus by the particle size diameter. While the upskin shows a higher ratio of melt pool boundaries surrounded by solid material or process gas, a small part of the external melt pool boundary is also in contact with powder particles. This depends on the layer thickness but leads to small amounts of powder particle attachment on the surface. Under the hypothesis, that a maximum of one layer of powder particles is attached to the upskin surface, the theoretical maximum of surface roughness is considered to be the maximum particle size attached to the peak of the stair-case effect. As Rz and Ra are defined by mean values, the particle size diameters fitted in the models are smaller than the maximum particle sizes included in the maximum values for surface roughness in theoretical thoughts about stair-case effect and powder particle attachment.
All models derived from the geometrical constraints of the stair-case effect have shown an accurate fit to the actual surface characteristics obtained from the specimens of this study. The commonly used simplified approximation of Ra as a fracture of Rz has also shown to be accurate for specimens of this study with a constant factor \({{\text{C}}}_{1}\) of approximately \({{\text{C}}}_{1}\) = 7.25–1. The constant dependency of Ra and Rz may be explained by the geometrical boundaries of the mechanisms, mostly the stair-case effect, which result in the formation of the surface topology and thus Rz. As Ra is derived from the same and consistent geometrical boundaries, dependencies between Ra and Rz are also constant.
RSm furthermore has shown to include a multitude of stair-cases and thus layers. This can be explained by the scan strategies used in this work. Each layer is divided into stripes, which are rotated with every layer to reduce the formation of an anisotropic texture. Therefore, the surface topology occurs to be periodic in a multitude of layers. It can be assumed that the constant factor is dependent on the used manufacturing system including its parameters such as the laser pattern orientation in the scan strategy.
4.2.2 Downskin
In addition to the stair-case effect observed in the upskin, the models in this study for the downskin surface characteristics Rz and Ra include the laser penetration depth in the exposed powder bed. The laser penetration depth has been modeled as a function of the area of the laser exposure in powder material and thus in overhanging areas. This represents the laser energy input considering the energy distribution in the laser spot. The laser energy input outside of overhanging areas and over solid material thereby is assumed to be dissipated through solid material and is not included in this model. Since the overhanging area increases with increasing slope angles and with it the laser energy input in the powder material and the laser penetration depth, this model has shown an accurate fit for the rapidly increasing Rz.
It has been shown, that also for the downskin, tendencies of Ra in dependency on the slope angle can be accurately approximated as a fracture of Rz. The constant dependency of Ra to Rz can also be explained by the consistency of the geometrical boundaries, which the effects of laser energy input and staircase effect have during the formation of the surface topology.
It has been shown that the same models for RSm of the upskin can be accurately used to fit RSm of the downskin. However, fits for M2 and M3 show slight deviations from the measured data for higher slope angles, which can be explained by the increasing stochastic surface topology with increasing slope angle.
5 Conclusions
5.1 Findings of this study
This work investigates surface characteristics of wall structures with different slope angles and wall thicknesses manufactured by PBF-LB/M using different manufacturing systems. The models for the surface characteristics have been derived from underlying mechanisms for the formation of the surface topology and their dependencies on each other. Based on the conducted investigations of this work, the following statements can be made:
-
Rz and Ra values are much higher for the downskin compared to the upskin.
-
RSm values are slightly higher for the downskin compared to the upskin, this may be caused by orientation dependent mechanisms such as the laser pattern.
-
Rz, Ra and RSm values for the downskin show higher absolute variance than values of the upskin, this may be caused by higher stochastic effects in the downskin such as the attachment of powder particles and heat transfer through particles.
-
The effect of the wall thickness on Rz and Ra in the upskin as well as the downskin is negligible in this study for wall thicknesses between 1.5 mm and 5 mm.
-
The wall thickness has no significant effect on RSm.
-
Rz, Ra and RSm show significant dependencies on the slope angle in the upskin as well as the downskin.
-
Both upskin and downskin surfaces are influenced by the stair-case effect.
-
The increasing tendencies for Rz and Ra of the downskin are higher than those of the upskin, which can be explained by the higher presence of powder particles at melt pool boundaries in the downskin. The dominating influences on the surface roughness of the downskin at higher slope angles are powder particle attachment and laser penetration.
-
RSm shows similar increasing tendencies for both the upskin and downskin in dependency on the slope angle, which leads to the assumption that tendencies of RSm regarding the slope angle are influenced by the stair-case effect only.
-
The models for the approximation of Rz, Ra and RSm fit the measured data accurately.
-
The influence of different manufacturing systems can be approximated as constant factors for each manufacturing system, respectively. The applicability of the models on differing manufacturing systems therefore can be hypothesized with respect to different laser energy distributions in the laser spot.
-
The tendencies of Rz of the upskin in dependency on the slope angle can be modeled accurately using only geometrical parameters representing the stair-case effect.
-
The tendencies of Rz of the downskin in dependency on the slope angle can be modeled accurately using additional approaches for the laser energy input and the laser penetration in the powder bed for overhanging areas.
-
Ra in dependency on the slope angle can be approximated accurately as a fracture of Rz using different constant factors for the upskin and downskin.
-
RSm in dependency on the slope angle can be modeled accurately using only geometrical parameters representing the stair-case effect for both the upskin and downskin.
-
Modeled RSm values of the downskin deviate slightly from measured values for higher slope angles. This can be explained by increasing stochastic effects at higher slope angles, decreasing the validity and the measurability of RSm.
5.2 Impact of the findings in this publication
The findings of this work give profound insights on the underlying mechanisms for the formation of the surface topology in PBF-LB/M manufactured surfaces and provide accurate models for the approximation of the surface characteristics Rz, Ra and RSm and their tendencies in dependency on the wall thickness and slope angle.
Especially regarding the rougher downskin, these insights are crucial for the design of PBF-LB/M manufactured components. The surface roughness not only impacts the appearance but also the functionality of components. Therefore, being able to predict surface roughness for a specific manufacturing system is a major step for resource efficient construction as well as for qualification processes needed for component safety and regulations.
The findings of this work go along with recent normative regulations for the qualification of PBF-LB/M manufacturing systems such as the DIN/TS 17026:2020-10 [34] and add to the assortment of tools to ensure a high and reproducible component quality.
5.3 Further investigation
To further extend the impact of the findings of this work, the investigations on the influence of the surface roughness on material properties especially the fatigue behavior will be topics of future publications. Furthermore, the transferability of the findings in this publication onto different PBF-LB/M-manufacturing systems with different laser energy distributions over the laser spot are to be investigated. Additionally, the applicability of surface characteristics derived from quasi-infinite walls with the same wall parameters onto real-life surfaces of components with small measurement lengths and varying slope angles has to be proven in further studies.
Data availability
The data presented in this study are available from the corresponding author on request.
References
Deutsches Institut für Normung e.V. (2018) DIN EN ISO/ASTM 52900:2022-03, Additive Fertigung—Grundlagen—Terminologie (ISO/ASTM 52900:2021); Deutsche Fassung EN ISO/ASTM 52900:2021
Deutsches Institut für Normung e.V. (2020) DIN 8580:2020-01, Fertigungsverfahren—Begriffe, Einteilung
Dev Singh D, Mahender T, Raji Reddy A (2020) Powder bed fusion process: a brief review. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2020.08.415
Meiners W, Wissenbach K, Poprawe R (1998) Direct generation of metal parts and tools by selective laser powder remelting (SLPR). International congress on applications of lasers & electro-optics. Laser Institute of America, Orlando, pp E31–E37
Rehme O (2010) Cellular Design for Laser Freeform Fabrication. Schriftenreihe Lasertechnik v.4
Lutter-Günther M, Horn M, Seidel C et al (2017) Einfluss der Korngrößenverteilung auf Fließfähigkeit und Bauteilqualität beim Laserstrahlschmelzen. Carl Hanser Verlag GmbH & Co KG, München. https://doi.org/10.3139/9783446454606.022
Vu HM, Meiniger S, Ringel B et al (2022) Investigation of material properties of wall structures from stainless steel 316L manufactured by laser powder bed fusion. Metals 12:285. https://doi.org/10.3390/met12020285
Vock S, Klöden B, Kirchner A et al (2019) Powders for powder bed fusion: a review. Prog Addit Manuf 4:383–397. https://doi.org/10.1007/s40964-019-00078-6
Röttger A, Geenen K, Windmann M et al (2016) Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater Sci Eng, A 678:365–376. https://doi.org/10.1016/j.msea.2016.10.012
Sutton AT, Kriewall CS, Karnati S et al (2020) Evolution of AISI 304L stainless steel part properties due to powder recycling in laser powder-bed fusion. Addit Manuf 36:101439. https://doi.org/10.1016/j.addma.2020.101439
Yang X, Ren Y, Liu S et al (2020) Microstructure and tensile property of SLM 316L stainless steel manufactured with fine and coarse powder mixtures. J Cent South Univ 27:334–343. https://doi.org/10.1007/s11771-020-4299-9
Cabanettes F, Joubert A, Chardon G et al (2018) Topography of as built surfaces generated in metal additive manufacturing: a multi scale analysis from form to roughness. Precis Eng 52:249–265. https://doi.org/10.1016/j.precisioneng.2018.01.002
Fox JC, Moylan SP, Lane BM (2016) Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia CIRP 45:131–134. https://doi.org/10.1016/j.procir.2016.02.347
Deng Y, Mao Z, Yang N et al (2020) Collaborative optimization of density and surface roughness of 316L stainless steel in selective laser melting. Materials. https://doi.org/10.3390/ma13071601
Refaai MRA, Prakash D, Jaya Christiyan KG et al (2022) Experimental investigation on the average surface roughness (Ra) of AlSi10Mg alloy manufactured by laser powder bed fusion method. Adv Mater Sci Eng. https://doi.org/10.1155/2022/5874875
Li B-Q, Li Z, Bai P et al (2018) Research on surface roughness of AlSi10Mg parts fabricated by laser powder bed fusion. Metals 8:524. https://doi.org/10.3390/met8070524
Wang L-Z, Wang S, Jiao-jiao Wu (2017) Experimental investigation on densification behavior and surface roughness of AlSi10Mg powders produced by selective laser melting. Opt Laser Technol. https://doi.org/10.1016/j.optlastec.2017.05.006
Abele E, Kniepkamp M (2015) Analysis and optimisation of vertical surface roughness in micro selective laser melting. Surf Topogr: Metrol Proper. https://doi.org/10.1088/2051-672X/3/3/034007
Charles A, Elkaseer A, Paggi U et al (2021) Down-facing surfaces in laser powder bed fusion of Ti6Al4V: effect of dross formation on dimensional accuracy and surface texture. Addit Manuf 46:102148. https://doi.org/10.1016/j.addma.2021.102148
Ahmadi A, Mirzaeifar R, Moghaddam NS et al (2016) Effect of manufacturing parameters on mechanical properties of 316L stainless steel parts fabricated by selective laser melting: a computational framework. Mater Des 112:328–338. https://doi.org/10.1016/j.matdes.2016.09.043
Yakout M, Elbestawi MA, Veldhuis SC (2019) Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J Mater Process Technol 266:397–420. https://doi.org/10.1016/j.jmatprotec.2018.11.006
Liverani E, Toschi S, Ceschini L et al (2017) Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J Mater Process Technol 249:255–263. https://doi.org/10.1016/j.jmatprotec.2017.05.042
Guan K, Wang Z, Gao M et al (2013) Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater Des 50:581–586. https://doi.org/10.1016/j.matdes.2013.03.056
Covarrubias EE, Eshraghi M (2018) Effect of build angle on surface properties of nickel superalloys processed by selective laser melting. JOM 70:336–342. https://doi.org/10.1007/s11837-017-2706-y
Zhang J, Chaudhari A, Wang H (2019) Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J Manuf Process 45:710–719. https://doi.org/10.1016/j.jmapro.2019.07.044
Galati M, Minetola P, Rizza G (2019) Surface roughness characterisation and analysis of the electron beam melting (EBM) process undefined. Materials. https://doi.org/10.3390/ma12132211
Jamshidinia M, Kovacevic R (2015) The influence of heat accumulation on the surface roughness in powder-bed additive manufacturing. Surf Topogr Metrol Prop 3:14003. https://doi.org/10.1088/2051-672X/3/1/014003
Strano G, Hao L, Everson RM et al (2013) Surface roughness analysis, modelling and prediction in selective laser melting. J Mater Process Technol 213:589–597. https://doi.org/10.1016/j.jmatprotec.2012.11.011
Pyka G, Kerckhofs G, Papantoniou I et al (2013) Surface roughness and morphology customization of additive manufactured open porous Ti6Al4V structures. Materials (Basel) 6:4737–4757. https://doi.org/10.3390/ma6104737
Deutsches Institut für Normung e.V. (2020) DIN EN ISO/ASTM 52907:2020-05, Additive Fertigung—Ausgangswerkstoffe—Verfahren zur Charakterisierung von Metallpulvern
Deutsches Institut für Normung e.V. DIN ISO 13320:2022-12, Partikelgrößenanalyse—Laserbeugungsverfahren (ISO 13320:2020)
Deutsches Institut für Normung e.V. (1998) DIN EN ISO 13565-1:1998-04, Geometrische Produktspezifikationen (GPS)—Oberflächenbeschaffenheit: Tastschnittverfahren—Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften—Teil 1: Filterung und allgemeine Meßbedingungen
Deutsches Institut für Normung e.V. (1998) DIN EN ISO 13565-2:1998-04, Geometrische Produktspezifikationen (GPS)—Oberflächenbeschaffenheit: Tastschnittverfahren—Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften—Teil 2: Beschreibung der Höhe mittels linearer Darstellung der Materialanteilkurve
Deutsches Institut für Normung e.V. (2020) DIN/TS 17026:2020-10, Unbefeuerte Druckbehälter—Zusätzliche Anforderungen an additiv gefertigte Druckgeräte und deren Bauteile
Acknowledgements
The research project "QuaKoM-3D" with IGF project no. 22839 N of the Forschungsvereinigung Forschungs-Gesellschaft Verfahrens-Technik e.V. (GVT), which forms the basis of this work, is funded by the Federal Ministry for Economic Affairs and Energy via the AiF within the framework of the program for promotion of joint industrial research (IGF) based on a resolution of the German Bundestag.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research received no external financial or non-financial support.
Author information
Authors and Affiliations
Contributions
Conceptualization, VHM, MS and RB; methodology, VHM, MS and RB; investigation VHM, MS and RB; resources, VHM, MS and RB; writing—original draft preparation, VHM, MS and RB; writing—review and editing, HH, OM, WM and SC; supervision, HH; project administration, HH; All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflicts of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vu, H.M., Meiniger, S., Ringel, B. et al. Investigation on surface characteristics of wall structures out of stainless steel 316L manufactured by laser powder bed fusion. Prog Addit Manuf 9, 2041–2060 (2024). https://doi.org/10.1007/s40964-023-00559-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00559-9