
Abstract
Fused Filament Fabrication (FFF), also known as Fused Deposition Modelling (FDM), is one of the innovative 3D printing technologies for fabricating complex components and products. Mechanical properties of 3D-printed components mostly depend on intricate process parameters of 3D printing. This study experimentally investigates the effects of four key process parameters, including layer thickness, raster angle, feed rate, and nozzle temperature, on the tensile properties and interfacial bonding behaviours of FFF printed Polylactic Acid (PLA), and their failure mechanisms. The effect of the key parameters on surface roughness is also evaluated, which is critical for enhancing manufacturing and material performance, expecting to provide a potential guide for optimisation of the FFF printing process for improving product quality. The experimental results demonstrate that tensile strength improves up to 10 and 7% with increasing nozzle temperature (200 °C to 220 °C) and low feed rate (60 mm/sec to 40 mm/sec) during the 3D printing process. The tensile strength increases up to 12% with decreasing layer thickness (0.4 mm to 0.2 mm) and 40% with decreasing raster angle (90° to 0°). The experimental findings on surface roughness indicate that FFF-printed PLA samples were significantly influenced by the layer thickness and raster angle, and an improvement in surface roughness is observed with the increase of nozzle temperature and reduction in feed rate. Microstructural SEM analysis was conducted to investigate the ruptured surfaces of the FFF printed PLA samples, focusing on the interlayer bonding quality and morphological characteristics including the effect of void formation, poor adhesion, and insufficient fusion between adjacent surface contact area with the effect of printing parameters. The feed rate and nozzle temperature were found to substantially influence the interlayer bonding between two adjacent surfaces.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive Manufacturing (AM), also known as 3D printing or rapid prototyping, is the most promising technology for fabricating functional complex components and products for mechanical, aerospace and medical engineering, and electronics [1, 2]. AM technology has a big family of various techniques including Stereolithography (SLA) [3], laminated object manufacturing (LOM) [4], fused filament fabrication (FFF)/fused deposition modelling (FDM) and selective laser sintering (SLS) [5,6,7], and Fused Granular Fabrication (FGF) [8]. Among these, FFF has been widely used for manufacturing various thermoplastics due to its cost-effectiveness, functional prototyping, and low wastage [9]. Nowadays, PLA is the most popular thermoplastic in FFF since it is biodegradable, reusable, recyclable, renewable, and sustainable with low toxicity and degradability [10,11,12].
The product quality and material properties of FFF printed samples depend on key process parameters. FFF printing parameters were categorised into machine parameters and process parameters distinctively [13, 14]. Mechanical properties of FFF printed PLA can be attributed to the machine parameters such as nozzle diameter, nozzle temperature, build temperature, and machine calibration. Moreover, process parameters, such as air gap, raster angle, raster width, layer thickness, infill style, contour width, infill density and built orientation, and feed rate, also have significant influences [15, 16]. Major drawbacks of FFF printed parts include excessively rough surfaces when contrasted with those from other manufacturing processes [17, 18], and internal voids, which are both reliant on those process parameters. The proper interpretation of these process parameters is challenging due to the intricacies and dependencies inherent in FFF [3, 19]. Moreover, several other challenges in FFF include the occurrence of void formation and layer delamination in FFF-printed parts [20,21,22,23].
The reported literatures mainly focused on the mechanical characterisation of FFF-printed PLA, considering key process parameters, including layer thickness, raster angle, build orientation, infill patten and infill density. Tensile strength increased up to 30% with changing the layer thickness from 0.24 mm to 0.06 mm [24], and with increasing layer thickness form 0.12 mm to 0.24 mm, tensile strength decreased by 71% and elastic modulus decreased by 16% [25]. With varying raster angles from 0° to 90°, the tensile strength and elastic modulus varied by 70 and 25%, respectively [26]. Tensile strength increased by 53% with varying raster angles from 0° to 90° and changing layer thickness from 0.3 mm to 0.1 mm when varying layer thicknesses and infill percentages [27]. The effect of build orientations such as flat, on-edge and up-right directions is also important. The parts printed along the flat direction were found to exhibit superior mechanical properties compared to those printed in on-edge and up-right directions [28]. For the effect of feed rate, infill pattern, and nozzle temperature of FFF-printed samples, 35% tensile strength variation was found with varying nozzle temperature from 210 °C to 250 °C with other process parameters kept constant [29]. An experimental study [30] showed that with increasing feed rate from 20 mm/sec to 60 mm/sec, tensile strength decreased up to 17%. Henceforth, it is crucial to note that those above-mentioned FFF printing parameters have significant impacts on material properties. However, limited investigations showed the interdependence of those parameters on the accuracy and reliability of the printed samples.
As for product quality, very limited studies were reported. In fact, surface roughness in FFF printed samples indicating the product quality, also depends on FFF printing process parameters such as nozzle temperature, bed temperature, infill percentage, layer thickness, and printing speed [31, 32]. It was reported that the surface roughness improved with decreasing layer thickness, infill density, and nozzle temperature [33, 34], and nozzle temperature notably influenced the surface finish of 3D printed parts when the layer height was kept constant [17]. However, the effect of nozzle temperature and feed rate, along with raster angle and layer thickness, consolidates the surface roughness properties and quality of FFF printed parts and therefore remains a knowledge gap that needs further investigation. Furthermore, the impact of interlayer separation between adjacent surfaces due to critical parameter remains a significant area of research, which has not been fully explored yet. Therefore, this research focuses on the effects of those key parameters on the mechanical performance and surface roughness of FFF-printed PLA parts.
In this study, the effects of four key FFF printing process parameters including layer thickness, raster angle, feed rate and nozzle temperature on product quality and mechanical properties of FFF printed PLA are both investigated experimentally. To quantify their tensile strength and elastic modulus, standard tensile dog-bone samples are designed and fabricated with different layer thicknesses, raster angles, feed rates and nozzle temperatures and then tested. To quantify product quality, their surface roughness is measured, and their void formation is comprehensively investigated using SEM analysis to evaluate inherent void areas and correlated with failure modes. The rest of this article is organised as follows. In Sect. 2, the FFF printing is briefly summarised for the 3D printer’s selection, filament material selection, tensile sample design, sample fabrication, FFF process parameters selection, etc. Section 3 presents the tensile testing, surface roughness testing and microstructural analysis of ruptured FFF-printed PLA samples. Sections 4 and 5 provide the results of tensile strength and elastic modulus considering the effects of selected four key process parameters and surface roughness, respectively. Section 6 examines the results of microstructural analysis and the effects of the key process parameters on void formation in FFF-printed PLA samples. Section 7 draws conclusions and recommend future work.
2 Materials, sample design and fabrication
2.1 Materials
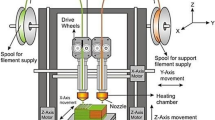
In this study, PLA material is selected as it is biodegradable and environment friendly. A commercial FFF printer (Model: PRATHAM, Manufacturer: Make3D) was used for 3D printing of the tensile test samples by using PLA. As filaments as the printer can be controlled with any open-source software and thus, Simplify3d software was used for generating G-code commanding files and controlling 3D printing process parameter. PLA Plus 3D Printing Filament manufactured by eSUN Company with a diameter of 1.75 mm was selected for this study. The material specifications of the PLA filament used in this study can be found in Table 1.
The main material properties of FFF-printed PLA materials to be tested include tensile strength and elastic modulus, which are significantly influenced by the four selected key 3D printing process parameters, including layer thickness, raster angle, nozzle temperature and feed rate. It is important to indicate that the bed temperature, infill percentage, and infill pattern were set constant throughout the experiment, and the horizontal width of the raster lines was set to be the same as the vertical layer thickness by default. Here, we considered two contours during the 3D printing of PLA samples.
The process parameters are presented in Table 2 offering a detailed exposition of the selected key process parameters and those parameters maintained at fixed values throughout the study. To make those process parameters clear, the four selected key FFF printing process parameters and their ranges adopted in this research are described as follows.
-
Layer thickness varies from 0.2, 0.3 to 0.4 mm, specifically measured from the nozzle tip.
-
Raster angle varies from 0°, 45° to 90°.
-
Feed rate has the values of 40, 50 and 60 mm/s.
-
Nozzle temperature varies from 200, 210 to 220 °C.
2.2 Sample design and fabrication
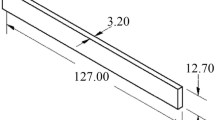
To investigate the tensile properties of FFF printed PLA material, the samples were designed according to the ASTM D638 standard for tensile testing of polymer materials. Figure 1 illustrates the standard dimensions of the dog-bone tensile samples.

Standard tensile specimen dimension according to ASTM D638 (Unit: mm)
The FFF printing of PLA tensile samples were divided into a two-step process: (1) CAD geometry development of tensile samples; and (2) 3D printing of tensile samples. In Step 1, to fabricate PLA tensile samples, the geometric model was developed in SolidWorks 3D CAD modelling software as per the ASTM D638 standard. The modelled 3D sample was then converted into a Surface Tessellation language (STL) file for slicing. Then in Step 2, Simplify3d software was used for slicing of 3D CAD model. The layer thickness and raster angle settings were incorporated into the software and adjusted with other process control parameters including bed temperature, infill pattern and infill percentage rate, as mentioned in Table 2. For this study, the PLA tensile samples were printed along the XY direction of the build platform, utilising the XYZ build coordinate system according to ASTM 52921 [36]. After completion of the printing process, the PLA samples were carefully demoulded from the build plate. A visual representation of the stepwise FFF printing process is shown in Fig 2.

FFF printing process flow chart for PLA tensile samples
In this research, each set of samples contains three identical ones for the selected group of process parameters, thus accounting for a total number of 243 samples. PLA material absorbs moisture in an open space environment which may have an adverse effect on the mechanical performance of 3D printed materials [37,38,39] therefore, after opening the vacuum-packed PLA filament, it was stored in the dry box. Additionally, the demoulded PLA samples from the build plate were also saved in the dry box in the same way as the fabricated samples prior to testing.
Since the physical properties of thermoplastic materials can change with the ambient temperature, all the tensile tests were carried out as per the standard of room temperature to overcome unwanted property changes.
3 Tensile testing and material characterisation
3.1 Tensile testing
The uniaxial tensile tests were conducted in accordance with the ASTM D638-1 standard. The testing setup employed a 600-kN FMI TM SERVO universal testing machine equipped with a 50-kN load cell, which was operated at a fixed loading rate of 2 mm/min under quasi-static loading conditions. Horizon software was utilised to enable machine control, monitor real-time data and record measured data including force and displacement. From the force and displacement graph, stress and strain values are automatically calculated in Horizon software, and the slope of the resulting stress–strain curve gives the elastic modulus value as reported in previous studies [14, 40, 41]. The graphical representation of the tensile test conducted on the FFF-printed PLA specimen is shown in Fig. 3.

Tensile testing of FFF printed PLA Samples
The PLA tensile samples were securely fixed between the top movable Jaw and the bottom fixed Jaw. It is noteworthy that ASTM D638-1 standard recommends a test speed range of 1–5 mm/min. For consistency with previous studies, a constant displacement rate of 2 mm/min was maintained throughout the entire duration of the testing [42, 43].
3.2 Surface roughness (Ra) measurement
The distribution of surface potential irregularities on FFF printed PLA specimens was measured using a contact-type AC-SR200 profilometer from ACCUD company, leveraging an optimal mix of a low contact force of 0.4 mN, a high displacement sensitivity of 0.61 nm, and a small stylus tip radius of 5 μm made of diamond material as indicated in Fig. 4.

Surface roughness measurement using profilometer
The tests were carried out using a concept that avoids wear and tear, along with high-precision positioning technology that provides a high resolution of up to 1 nm, a measurement range on the x-axis of 2.5 mm, and a maximum linear speed of 0.5 mm/s. The data was automatically adjusted and aligned with a linear least-squares (LLS) straight line, then processed using a standard low-pass filter with a cut-off wavelength of 0.8 mm. The procedure for measuring surface roughness was conducted by referencing studies from literature [44,45,46,47]. Before starting the measurements, the contact-type profilometer was calibrated for accuracy. To ensure this, ten calibration tests were performed using a standard ball with a 5-µm radius (provided by ACCUD company) as a reference. Following the calibration process, the surface roughness (Ra) of the FFF-printed PLA specimens was measured at three distinct positions. For subsequent results, the mean value of Ra was used.
3.3 Material characterisation
Microstructural analysis of the ruptured surface of PLA samples was conducted using Scanning Electron Microscopy (SEM). The SEM image analysis was performed with a JEOL 6510 low vacuum machine as shown in Fig. 5.

Ruptured PLA sample characteristics using JOEL 6510 machine
The study focused on the void formation in various PLA samples which were 3D printed with varying layer thickness and raster angle parameters. Additionally, the interlayer bonding in the contact areas of adjacent surfaces of FFF printed PLA samples was examined. Initially, PLA samples were cut into dimensions of 10 mm size and securely affixed into sample holders following the prescribed manual guidelines. During this process, we used gloves for stringent precautions and carefully placed the sample holder into the chamber. The chamber was operated under low vacuum conditions to ensure optimal imaging conditions. Here, PLA samples were prepared under well secured conditions and moderately conductive conditions for getting a clear and best image. Once the chamber reached full vacuum, the acceleration voltage and electron beam parameters were carefully adjusted to get the best possible images for the SEM analysis (Fig 5).
4 Results and discussion
The mechanical properties of the FFF printed PLA samples, including both tensile strength and elastic modulus are correlating to the feed rate values of 40 mm/sec, 50 mm/sec and 60 mm/sec. A comparison of tensile strength (\(\sigma\)) and elastic modulus (E) was conducted with four selected key printing parameters such as layer thickness (Lt), raster angle (\(\theta\)), feed rate (Fr) and nozzle temperature (Tn). The tensile strength σ of the FFF printed PLA samples has a range of 18.2–47.2 MPa while the elastic modulus E has a range of 749.6–1,007.4 MPa, respectively. It is evident that the mechanical properties of FFF printed PLA parts are significantly influenced by the FFF process parameters and those mentioned-above results are also aligned with the prior studies [42, 48, 49].
The key effects of those four key process parameters—Lt, θ, Fr, and Tn on the \(\sigma\) and E properties of FFF printed PLA samples are described in detail in the following sub-sections, respectively.
4.1 Effects of layer thickness (L t)
Tables 3, 4, 5 illustrate the \(\sigma\) and E of FFF printed PLA samples with varying Lt and compared with those with other parameters including θ, Fr and Tn. It can be observed that with the increase of the Lt from 0.2, 0.3 to 0.4 mm, both \(\sigma\) and E decrease. In contrast, greater variability in \(\sigma\) values was noted for the 0.4-mm Lt with a diverse range of raster angles and feed rates. The Lt in FFF 3D printing can have a significant impact on the \(\sigma\) and E of PLA materials due to variations in the bonding surface area. Additionally, Lt is directly proportional to the number of layers required for printing the parts and hence to printing time. Therefore, the 3D printing costs decrease with an increase of the Lt, as shown in Table 6 because of the increase in printing time.
For example, with the 0.2-mm Lt, the highest \(\sigma\) of 47.2 MPa and E of 1007.4 MPa, were observed with a combination of 0° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature. In the meanwhile, the minimum \(\sigma\) of 42.5 MPa and E of 905.8 MPa were observed with a combined setting of 0° raster angle, 60 mm/sec feed rate, and 200 °C nozzle temperature, respectively.
In continuation to the variation of the Lt, with the 0.2-mm layer thickness and 0° raster angle as shown in Fig. 6, the \(\sigma\) changes from 42.5 MPa to 47.5 MPa. Likewise, for the 0.3-mm and 0.4-mm layer thicknesses, the decrease in the \(\sigma\) is around 42.1 MPa to 44.9 MPa and 36.5 MPa to 41.6 MPa, respectively. Similarly, for the 45° raster angle, \(\sigma\) decreased by nearly 5, 8 and 12% for the 0.2-mm, 0.3-mm, and 0.4-mm layer thicknesses, respectively. In comparison with the 90° Raster angle, the \(\sigma\) decrement was around 8, 11 and 23% for the 0.2-mm, 0.3-mm, and 0.4-mm layer thicknesses, respectively. The occurrence of these phenomena is attributed to the limited surface area contact within individual single-deposited layers.

Results of FFF printed PLA samples with considering effective parameters: Lt: 0.2, 0.3, 0.4 mm; θ: 0°, 45°, 90°; Tn: 220 °C; Fr: 40 mm/sec: a tensile strength and b elastic modulus
With the change of the θ from 0° to 90°, the \(\sigma\) value varies from 47.2 MPa to 25.8 MPa and E varies from 1007.4 to 754.7 MPa (affecting other parameters Fr and Tn). Similarly, as the Tn increases from 200, 210 to 220 °C with fixed Fr and θ, \(\sigma\) and E increased by approximately 7 and 8%, respectively. Alternatively, with increasing raster angle from 0°, 45°, to 90° with constant Fr and Tn, the \(\sigma\) and E decrease by nearly 40 and 29%, respectively. Further, with increasing the Fr from 40, 50 to 60 mm/sec with constant Tn and θ, \(\sigma\) and E decreased closer to 6 and 7%.
At the 0.3-mm Lt, the optimal combination of a 0° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature resulted in the highest observed \(\sigma\) of 44.9 MPa and E of 972.2 MPa. Conversely, the lowest observed \(\sigma\) of 42.1 MPa and E of 933.7 MPa were recorded at a combined setting of 0° raster angle, 60 mm/sec feed rate, and 200 °C nozzle temperature.
In the case of fixed raster angles and different nozzle temperatures and feed rates, the percentage variation of \(\sigma\) and E is noted to be below 6 and 5%, respectively. Simultaneously, if the θ is varied from 0° to 45° and 90°, the \(\sigma\) decreases by up to 20 and 43% at a fixed Fr while E decreases by up to 12 and 23%.
Furthermore, under the condition of the 0.4-mm Lt, the highest \(\sigma\) of 41.6 MPa and E of 586.2 MPa were achieved with a combination of 0° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature. Meanwhile, the lowest \(\sigma\) of 18.2 MPa and E of 749.5 MPa were observed with a 60-mm/sec feed rate, and a 200 °C nozzle temperature, respectively. It can be noted that by increasing the θ from 0° to 45° and 45° to 90°, the \(\sigma\) decreases up to 20 and 48%. Moreover, by increasing the Tn from 200 °C to 210 °C and 220 °C, the \(\sigma\) increases up to 9 and 12%.
Therefore, it can be stated that during the FFF printing process, a phenomenon is observed in which the deposited layers generate bonds with the adjacent surface areas as shown in Fig. 7. These bonds are developed due to the effective surface contact area of single deposited layers and multiple deposited layers. Alternatively, in low Lt, the number of deposited layers increased, as reported in Table 6. Thus, the layer bonding surface area on single deposited layers and different deposited layers was increased which provided high \(\sigma\) and E. In general, high Lt values resulted in a decrease in \(\sigma\) and E, as shown in previous studies [32, 33].

Deposited layers of FFF printing process: a effective adjacent surface contact area and b void area and adjacent surface between two layers
4.2 Effects of raster angle (θ)
As described inTable 3, the highest \(\sigma\) and E obtained for 0° raster angle as compared with 45° and 90° raster angle is similar to the behaviour, as reflected with other process parameters such as Fr, Tn, and Lt.
At 0° raster angle, the highest effective surface bonding area was covered between single deposited layers and different deposited layers but when the θ increased, these areas decreased thus it had a direct effect on the mechanical properties. For 0° raster angle, the highest \(\sigma\) is observed at 47.2 MPa and the highest E is observed at 1007.4 MPa at 0.2 mm layer thickness, 40 mm/sec feed rate and 220 °C nozzle temperature while the lowest \(\sigma\) is reported at 36.5 MPa and lowest E is reported 865.4 at 0.4 mm layer thickness, 60 mm/sec feed rate and 200 °C nozzle temperature as shown in Table 3.
It can also be distinguished that for 0° raster angle with constant Lt = 0.2 mm, 0.3 mm and 0.4 mm, the variation of \(\sigma\) is from 47.2 MPa to 42.5 MPa, 44.9 MPa to 42.1 MPa and 41.6 MPa to 36.5 MPa under the variation of Tn and Fr. In other words, we can say that the variation of the \(\sigma\) is 11, 6, and 14%. Moreover, with changing the θ from 0° to 45°, for 0.2 mm Lt, the \(\sigma\) and E decreased up to 22 and 19%, while altering the θ from 45° to 90°, the \(\sigma\) and E again decreased up to 25 and 22%. Overall, the maximum variation of \(\sigma\) and E values from 0° to 90° raster angle was nearly 40 and 38%. Thus, we can say that in the case of FFF-printed PLA samples with different Tn and Fr, the variations of the maximum \(\sigma\) for different Lt of 0.2, 0.3, and 0.4 mm were marginally significant. Nevertheless, for particular Lt = 0.2 mm and \(\theta\) = 0°, the results showed the highest \(\sigma\) than the samples with Lt of 0.3 and 0.4 mm and θ of 45°, and 90°.
Therefore, the contact area between a single deposited layer mainly depends on the selection angle during the 3D printing process and it significantly affects the \(\sigma\) of the FFF printed component. The obtained results agree with those reported in earlier studies [42, 43]. During the printing process, the effective adjacent surface contact area of a single deposited layer gradually decreases with increasing raster angle and found minimum at θ = 90°. Finally, the highest \(\sigma\) and E value were obtained at θ = 0° and the lowest value at θ = 90°.
4.3 Effects of feed rate (F r)
The effects of Fr on \(\sigma\) and E are illustrated in Tables 3, 4, and 5 too. Table 6 depicts a significant drop-in printing time with increasing Fr, i.e., manufacturing costs decreased as the Fr increased. In addition, considering all other parameters, the overall \(\sigma\) decreased as the Fr increased. The obtained results agree with the investigations by Ramesh et al.[48] and Chacon et al. [24]. In the case of the FFF printed samples with Lt = 0.3 and 0.4 mm, the effect of Fr on the \(\sigma\) was slightly lower as compared with Lt = 0.2 mm. Accordingly, in relation to the ductile or brittle behaviour of the FFF printed PLA samples, the variation of ductility with the feed rate was more meaningful than the variation of \(\sigma\). The maximum tensile plastic strain at the fracture point decreased as the Fr increased but to a lesser extent than with increased Lt. The reduction of flexural plastic strain at the fracture point was negligible with an increased feed rate.
During the deposition of filament from the nozzle, the absolute temperature of the deposited layer is above the glass transition temperature and during this time it makes a strong bonding with the adjacent surfaces due to thermal fusion. With a high Fr, the deposited layer does not get enough time for making the surface bonding and this may be the reason for less \(\sigma\) with increasing the Fr. Therefore, it can be perceived that, with increasing Fr speed from 40 mm/sec to 50 mm/sec and 60 mm/sec, the percentage variation of the \(\sigma\) is nearly 5 and 8% in the same Lt and θ.
4.4 Effects of nozzle temperature (T n)
Table 3 illustrates the effects of Tn on printed samples at a Fr of 40 mm/sec. At this stage, it can be observed that with increasing the Tn from 200 °C to 220 °C the \(\sigma\) and E increased up to 7% and 8% followed by all other parameters.
During the printing process, the extrusion Tn is crucial for ensuring strong interlayer adhesion. Moreover, the melt viscosity of PLA is strongly dependent on the deposition temperature and hence, with increasing the Tn, the melt viscosity of PLA decreases, ensuring that the deposited PLA layer can create stronger interlaying adhesion with other adjacent surface areas.
Upon increasing Tn beyond 220 °C, some degradation in FFF-printed PLA tensile samples can be observed which limits the processing window to 220 °C. In addition, an optimal Tn (at 220 °C) ensures the proper fusion of each deposited layer and thus, a smoother surface finish can be achieved in all layer thicknesses, raster angles and feed rates. In other words, the excessive Tn can cause over-melting which results in poor layer definition and potential deformation. However, beyond the 200 °C nozzle temperature, the deposited layers cannot bond effectively which can lead a weak structural integrity and delamination between adjacent layers. Concisely, maintaining the range of Tn during extrusion is essential for achieving the desired \(\sigma\), surface quality and strong layer adhesion.
5 Surface roughness of FFF-printed PLA samples
Table 7 outlines the Surface Roughness (Ra) characteristics of FFF-printed PLA samples, correlating these properties with Fr of 40, 50, and 60 mm/sec. Furthermore, Fig. 8 graphically illustrates the data presented from Table 7. A comprehensive analysis compares the Ra across four critical printing parameters Lt, θ, Fr, and Tn. The surface roughness for these samples spans from 0.5 to 14.63 μm. It’s clear that the FFF printing process parameters significantly affect the surface roughness of FFF-printed PLA components, and those mentioned-above results also align with the prior studies in literature [7, 44,45,46,47, 50].

Surface roughness results of FFF printed PLA samples at key parameters: Lt: {0.2, 0.3, 0.4} mm; θ: {0°, 45°, 90°}; Tn: {200, 210, 220 °C}; Fr: a 40 mm/sec, b 50 mm/sec, and c 60 mm/sec
5.1 Influence of layer thickness on Ra
As the layer thickness in FFF printing was increased from 0.2 mm, 0.3 mm, 0.4 mm, there was a noticeable increase in the surface roughness (Ra) of FFF-printed PLA sample. Conversely, the 0.4-mm layer exhibited a wider fluctuation in Ra, affected by different raster angles and feed rates. This indicates that the layer thickness plays a crucial role in affecting the Ra of PLA materials, which is attributed to changes in the surface bonding area. For example, With the 0.2-mm layer thickness, the lowest Ra of 0.5 µm was observed with a combination of 90° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature. In the meanwhile, the highest Ra of 11.32 µm was observed with a combined setting of 0° raster angle, 60 mm/sec feed rate, and 200 °C nozzle temperature, respectively. Following the adjustments in Lt, a 0.2-mm layer thickness with a 0° raster angle showed Ra ranging between 7.36 to 11.32 µm. Similarly, when Lt were increased to 0.3 mm and 0.4 mm, the Ra escalated to ranges of approximately 8.75 µm to 12.32 µm and 8.32 µm to 14.63 µm, respectively. With the change of the θ from 0° to 90°, Ra value varies from 0.5 µm to 11.32 µm (affecting other parameters Fr and Tn). Alternatively, with increasing θ from 0°, 45°, to 90° with constant Fr and Tn, the variation in Ra decreases significantly as shown in Table 7. Further, with increasing the Fr from 40, 50 to 60 mm/sec with constant Tn and θ, Ra increases closer to 27%. At the Lt of 0.3 mm, the highest Ra measured was 12.35 µm, achieved with settings of a 0° raster angle, 60 mm/sec feed rate, and 200 °C nozzle temperature. The lowest Ra, 0.65 µm, was obtained with a 90° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature. Similarly, for a Lt of 0.4 mm, the highest Ra recorded was 14.63 µm under the same optimal settings of 0° raster angle, 60 mm/sec feed rate, and 200 °C nozzle temperature, while the lowest Ra remained at 0.65 µm for settings of 90° raster angle, 40 mm/sec feed rate, and 220 °C nozzle temperature. It was observed that increasing the θ from 0° to 45°, and then to 90°, led to a reduction in Ra by 50 and 79%, respectively. Additionally, raising the Tn from 200 °C to 210 °C and then to 220 °C resulted in a 10 and 14% decrease in Ra, respectively. The results obtained are consistent with research findings in the literature [37, 51, 52].
5.2 Influence of raster angle on Ra
At a θ of 0°, the Ra peaks at 14.63 μm for a Lt of 0.4 mm, Fr of 60 mm/sec, and Tn of 200 °C, while the minimum Ra of 7.36 μm is seen at Lt = 0.2 mm, Fr = 40 mm/sec, and Tn = 220 °C, as indicated in Table 7. Furthermore, it's highlighted that at a constant θ = 0° and Lt of 0.2, 0.3, and 0.4 mm, Ra fluctuates between 7.36 μm and 11.32 μm, 8.75 μm and 12.35 μm, and 8.32 μm to 14.63 μm respectively, due to variations in Tn and Fr, corresponding to percentage variations in Ra of 34, 29, and 43%. The obtained results agree with those reported in the literature [37, 53]. Additionally, a θ shift from 0° to 45° at Lt = 0.2 mm results in up to a 50% reduction in Ra, and further changing θ from 45° to 90° leads to a 79% decrease. The overall maximum change in Ra values across θ adjustments from 0° to 90° approaches 85%. Hence, for FFF-printed PLA samples under varying Tn and Fr, the reductions in Ra across layer thickness of 0.2, 0.3, and 0.4 mm were notably significant.
Based on the measured results with varying raster angles, it is found that the surface roughness in FFF-printed PLA samples is influenced by the anisotropic nature of the printing process and the layer-by-layer deposition technique. Adjusting the raster angles alters the orientation of the extruded filament in relation to the build platform and the subsequent layers, as illustrated in Fig. 4. Consequently, this influences the bonding strength between layers and the size of the gaps between adjacent filaments. At a 90° raster angle, the surface tends to appear smoother because the extruded lines align more uniformly, minimizing visible layer lines and gaps. Conversely, at 0° raster angle, greater misalignment and layer separation result in a rougher surface due to more pronounced stair-stepping effects and filament ridges, as depicted in Fig. 4. Optimising the raster angle is crucial for achieving the desired surface finishes in FFF-printed PLA parts. For high accuracy in these parts, it is recommended to adjust the raster angle [41, 54, 55].
5.3 Influence of feed rate on Ra
The influence of Fr on Ra is depicted in Table 7 as well. The overall Ra increase as the Fr increased and these findings are consistent with the research conducted by Sukindar et al.[37]. For the FFF printed PLA samples with a Lt of 0.2 mm, the impact of Fr on Ra was marginally less significant when compared with 0.3 mm and 0.4 mm layer thickness. This observation holds true for other parameters such as θ and Tn as well. In FFF-printed PLA specimens, high Fr may result in weaker layer adhesion as the deposited material is not given sufficient time to melt and fuse effectively with the previously deposited layers thus it creates rough surfaces.
5.4 Influence of nozzle temperature on Ra
To examine the Ra of the FFF printed PLA sample, the Tn also has a minor impact. By adjusting the Tn from 200 °C to 210 °C, there was an up to 8% reduction in the Ra value, and further increasing the temperature to 220 °C led to about a 12% reduction in Ra, considering all other factors such as Lt, θ, and Fr. In summary, altering the Tn from 200 °C to 220 °C resulted in a total decrease of up to 21% in the Ra value as shown in Table 7. These findings are corroborated by previous research [44, 56]. During the FFF printing process, the quality of the bond formed with the previous layer heavily relies on the nozzle temperature used for deposition. At lower temperatures, the material may not become fluid enough to establish a strong bond between layers, leading to weaker spots and negatively affecting the Ra value. Additionally, insufficient fusion due to low temperature causes a poor bond between layers, resulting in a rougher surface as the filaments fail to completely melt and blend together, thus creating an uneven or bumpy appearance.
6 Defect and failure analysis
In FFF technology, integrity and performance of FFF-printed PLA specimens are critically influenced by various defect formations and failure mechanisms inherent to its effective parameters. This section delves into a comprehensive defect and failure analysis of FFF-printed PLA samples with effective key process parameters.
6.1 Defect analysis of FFF printed PLA samples
During the FFF printing process, the most challenging defect observed was void formation which can be categorised into two parts i) voids generated between the contour and in-fills and among deposited layers as debonding defects (Figs. 9 and 10), and ii) voids generated among in-fills as shaped gaps of the FFF printed PLA samples (Fig. 10).

Void formation in FFF printed PLA samples for Fr = 40 mm/s, Tn = 220 °C, \(\theta\) = 0° and Lt = a 0.2 mm; b 0.3 mm; and c 0.4 mm

SEM Analysis of Void Formation in FFF printed PLA sample for \(\theta\) = 0°, Tn = 210 °C, Fr = 50 mm/sec and Lt of a 0.2 mm; b 0.3 mm; and c 0.4 mm
Figure 9 shows the presence of debonding voids as a typical defect between the contour and in-fills in FFF-printed PLA samples with different layer thicknesses. It can be observed that the presence of voids was increased with the increase of the Lt. The occurrence of void formation defects in FFF printed PLA specimens is influenced by the precision of the printing machine and the set parameters of the 3D printer. In our research, we prepared FFF-printed PLA specimens with considering two boundary contours, also known as outer layers. Consequently, these voids were identified between the internal layers and the boundary contours, as depicted in Fig. 9. The formation of voids in FFF-printed PLA specimens is greatly influenced by printing parameters like Fr and Tn. This is because the PLA filament is extruded at temperatures well above its glass transition point, keeping it in a semi-liquid state that facilitates bonding with surrounding layers. Therefore, the Fr and Tn play crucial roles in ensuring effective bonding between adjacent layers in the deposited material. Thus, the printed samples with high Tn and low Fr could develop an appropriate melting and bonding between the adjacent layers and thus, the \(\sigma\) and E were obtained. This interpretation is also experimentally validated as explained in Tables 3, 4, 5.
Moreover, the creation of voids in FFF-printed PLA samples is influenced by the choice of Lt. For the PLA tensile sample printed with the 0.2-mm Lt, the obtained void area is 7,195 µm2 which increases by 49% for the 0.3-mm Lt and 77% for the 0.4-mm Lt as shown in Fig. 11. During the printing process, void formation occurs due to insufficient fusion between adjacent contours and in-fills. Thus, weak bonds were created during layer-by-layer deposition. Moreover, poor interlayer adhesion can be observed with increasing the Lt.

Void formation areas with changing layer thickness
The assessment of void regions within the FFF printed PLA samples was conducted utilising the dimension measurement feature of the SEM machine. This functionality permits the precise detection and quantification of voids by enabling manual delineation of their boundaries as observed in the SEM images as shown in Fig. 10. The analysis was performed at a working distance of 15 mm and a magnification level of 500 µm, offering an optimal compromise between the field of view and resolution necessary for the identification and quantification of even the minutest voids of interest. To ensure uniformity in the measurement process, data were collected from three distinct areas on each sample, addressing the potential for uneven void distribution. Subsequently, the average area of the voids was determined for each sample, with the findings adjusted to the total area examined, facilitating a comparative analysis among samples produced with different layer thicknesses.
The shaped gap voids generated in FFF-printed PLA samples were further studied by using SEM images. To investigate the microstructures of ruptured FFF printed PLA samples, SEM images were captured from the ruptured surface as shown in Fig. 10. The SEM images were captured with different Lt of 0.2, 0.3, and 0.4 mm and \(\theta\) = 0°. Thereafter, it was observed that the internal void geometry varies with changing the Lt. For example, the internal void geometries for the layer thicknesses at 0.2, 0.3, and 0.4 mm were found triangular and diamond-shaped, due to different Lt, respectively, as shown in Fig. 10a–c.
Figures 12 and 13 illustrate that interlayer debonding in FFF-printed PLA specimens is influenced by the Fr and Tn. In the context of enhancing the Fr, it was observed that the incidence of layer debonding escalates correspondingly. This phenomenon suggests a direct correlation between the rate of material feed and the structural integrity of the layered composition, highlighting a critical consideration for the optimization of process parameters in manufacturing and material science applications. Figure 12 presents SEM images depicting the fractured surfaces of FFF printed PLA samples at θ of 45°, Tn of 220 °C, Lt of 0.3 mm and Fr of (a) 40 mm/sec; (b) 50 mm/sec; (c) 60 mm/sec. It is evident from the images that specimens printed with an Fr of 40 mm/sec exhibit superior interlayer bonding and adhesion, which diminishes as the Fr increases. FFF-printed PLA specimens produced at 60 mm/sec demonstrate notably weaker layer adhesion, resulting in reduced \(\sigma\) compared to those fabricated at Fr = 40 mm/sec.

Printing speed effect on Interfacial void between two layers for \(\theta\) = 45°, Tn = 220 °C, Lt = 0.3 mm and Fr = a 40 mm/sec; b 50 mm/sec; and c 60 mm/sec

Nozzle temperature effect on Interfacial void between two layers for \(\theta\) = 45°, Lt = 0.3 mm, Fr = 50 mm/sec and Tn = a 200 °C; b 210 °C; and c 220 °C
The bond strength between adjacent layers is crucial during tensile testing. Figure 12 clearly shows both the area of close contact (adjacent surface area) and the gaps (void area) between layers. The adjacent surface area refers to the contact zone formed between two adhering layers, whereas the void area indicates the existence of gaps, contributing to the variability in \(\sigma\) of the FFF printed PLA specimens. Observations from Fig. 12 reveal that at lower Fr (e.g., 40 mm/sec), the adjacent surface area is uniform and linear, which becomes irregular with increasing feed rates, as depicted in Fig. 12c.
Figure 13 demonstrates the impact of Tn on the formation of interfacial voids between layers of FFF-printed PLA samples at θ = 45°, Lt = 0.3 mm, Fr = 50 mm/sec, and Tn = (a) 200 °C, (b) 210 °C, and (c) 220 °C. It is evident that specimens produced using an Tn of 220 °C exhibit enhanced interlayer cohesion and adhesion, qualities that diminish as the Tn decreases. Moreover, specimens processed at a Tn of 200 °C show compromised layer adhesion and consequently inferior \(\sigma\) compared to those manufactured at 220 °C temperature. The critical role of the adjacent surface area becomes apparent during tensile testing, serving as the key interface for layer bonding. In Fig 14, the delineation between the adjacent surface area and the void area is distinct. The adjacent surface area is characterised by the bonding interface of two connected layers, while the void area highlights the presence of unconnected, porous regions contributing to the variance in \(\sigma\) observed in the FFF printed PLA specimens. Upon a detailed examination of Fig. 13, a consistent and linear pattern of the adjacent surface area is noticeable in specimens fabricated at a higher Tn of 220 °C. However, this pattern becomes disrupted as decreasing nozzle temperature, as illustrated in Fig. 13a, indicating a direct influence of process parameters on the structural consistency of FFF-printed PLA specimens.
6.2 Failure modes of ruptured FFF printed PLA tensile samples
Before conducting failure analysis of experimental samples, two failure modes were defined as in-layer failure and inter-layer failure, which are illustrated in Fig. 14. In-layer failure occurs when the layer bonding failure plane is not parallel to the raster angle while inter-layer failure occurs when layer bonding failure plane is parallel to the raster angle. In an inter-layer failure, the layer bonding failure plane angle varies with changing the layer thickness for particularly 0° raster angle and inter-layer failure mode was observed for 45° and 90° raster angle, those results were also validated with experimentally ruptured FFF printed PLA samples as shown in Fig. 15.

Failure modes of ruptured FFF printed PLA samples: a \(\theta\) = 0°; b \(\theta\) = 45°; and c \(\theta\) = 90°

Ruptured FFF printed PLA samples of 220 °C Tn with Lt = a 0.2 mm; b 0.3 mm; and c 0.4 mm
In a comparison of different failure modes with microstructure SEM images, it was observed that in-layer failure of the samples occurred because of interfacial void and in-plane void (e.g., diamond and triangular shape) as shown in Fig. 10, respectively. On the other hand, inter-layer failure occurred because of interfacial void only which is described in Figs. 12 and 13, respectively.
7 Conclusion
This study experimentally investigates the effects of layer thickness, raster angle, nozzle temperature and feed rate on the mechanical properties of FFF-printed PLA samples manufactured with open-source desktop 3D printer using FFF technology. Four key FFF process parameters were selected and studied with different ranges—layer thickness Lt of 0.2, 0.3, and 0.4 mm, raster angle \(\theta\) of 0°, 45°, and 90°, nozzle temperature Tn of 200, 210, 220 °C, and feed rate Fr of 40, 50, and 60 mm/sec, respectively. The obtained results show these parameters significantly affect both tensile strength, elastic modulus and surface roughness. Additionally, the role of interlayer bonding and adhesion, influenced by these parameters, was also examined. Based on the research findings, the following conclusions can be drawn.
-
By varying four key FFF process parameters, the tensile strength σ of the 3D printed PLA samples has a variation range of 18.2–47.2 MPa and their elastic modulus E has a range of 1007.4–749.59 MPa, respectively. It demonstrated that the four key FFF process parameters have significant impacts on the material properties of 3D-printed PLA materials.
-
The adjacent surface area between the deposited layers were drastically changed with changing layer thickness and raster angle, and thus, tensile strength and elastic modulus values were also fluctuated.
-
Nozzle temperature during the deposition of PLA material plays an important role in creating stronger interlaying adhesion with other adjacent surface area, and thus tensile strength increases with increasing nozzle temperature. With increasing the feed rate, the tensile strength and elastic modulus both decrease because of the poor surface bonding with adjacent surface area. Thus, nozzle temperature and feed rate parameters are importantly affect on performance and reliability in the context of FFF printed PLA parts. Both in-layer failure and inter-layer failure modes can be observed for different raster angles.
-
From the SEM images, it can be observed that void geometry can be changed by changing the raster angle values, e.g., from triangular to diamond shape by increasing the layer thickness.
-
The critical influences of feed rate and nozzle temperature on the interlayer bonding and tensile strength of FFF-printed PLA specimens were investigated. It establishes a direct link between increased feed rates and reduced interlayer adhesion, alongside the positive impact of higher nozzle temperatures on material cohesion.
-
These insights emphasise the necessity of optimising these parameters in FFF technology to enhance the mechanical properties of FFF printed PLA components, offering significant implications for improving manufacturing efficiency and material performance in AM-based applications.
-
Furthermore, manufacturing cost decreases as the layer thickness and feed rate increase as the cost is directly connected to the printing time.
-
The surface roughness (Ra) of FFF-printed PLA sample is also influenced by four key process parameters. The effects of layer thickness and raster angle on Ra are notably more substantial than those of feed rate and nozzle temperature. Achieving a lower Ra is possible through the optimization of process parameters, specifically by maintaining a low feed rate and layer thickness combined with a high nozzle temperature. Furthermore, The Ra value decreases when the raster angle closely aligns with the direction in which roughness is measured.
As the future work of this study, the research team is working on numerical modelling and simulations of the 3D printing process and 3D printed materials for further optimising the FFF process for PLA materials and other thermoplastic materials.
Data availability
Data will be made available on request.
References
Gibson I, Rosen D, Stucker B (2015) Additive manufacturing technologies. Springer, New York, New York, NY
Wong KV, Hernandez A (2012) A review of additive manufacturing. ISRN Mech Eng 2012:1–10. https://doi.org/10.5402/2012/208760
Xing H, Zou B, Liu X et al (2020) Effect of particle size distribution on the preparation of ZTA ceramic paste applying for stereolithography 3D printing. Powder Technol 359:314–322. https://doi.org/10.1016/j.powtec.2019.09.066
Chang B, Parandoush P, Li X et al (2020) Ultrafast printing of continuous fiber-reinforced thermoplastic composites with ultrahigh mechanical performance by ultrasonic-assisted laminated object manufacturing. Polym Compos 41:4706–4715. https://doi.org/10.1002/pc.25744
Huang W-C, Chang K-P, Wu P-H et al (2016) 3D printing optical engine for controlling material microstructure. Phys Procedia 83:847–853. https://doi.org/10.1016/j.phpro.2016.08.088
Joshi SC, Sheikh AA (2015) 3D printing in aerospace and its long-term sustainability. Virtual Phys Prototyp 10:175–185. https://doi.org/10.1080/17452759.2015.1111519
Dwivedi K, Joshi S, Nair R et al (2024) Optimizing 3D printed diamond lattice structure and investigating the influence of process parameters on their mechanical integrity using nature-inspired machine learning algorithms. Mater Today Commun 38:108233. https://doi.org/10.1016/j.mtcomm.2024.108233
Nguyen PQK, Panta J, Famakinwa T et al (2024) Influences of printing parameters on mechanical properties of recycled PET and PETG using fused granular fabrication technique. Polym Test 132:108390. https://doi.org/10.1016/j.polymertesting.2024.108390
Farhan Han SNM, Mastura MT, Mansor MR (2021) Recent progress on fused filament fabrication research: sustainable materials and processing parameters. Design for sustainability. Elsevier, pp 371–393
Assaad JJ, Hamzeh F, Hamad B (2020) Qualitative assessment of interfacial bonding in 3D printing concrete exposed to frost attack. Case Stud Constr Mater 13:e00357. https://doi.org/10.1016/j.cscm.2020.e00357
Chatterjee K, Ghosh TK (2020) 3D printing of textiles: potential roadmap to printing with fibers. Adv Mater. https://doi.org/10.1002/adma.201902086
BermudoGamboa C, Martín Béjar S, Trujillo Vilches FJ, Sevilla Hurtado L (2023) Geometrical analysis in material extrusion process with polylactic acid (PLA)+carbon fiber. Rapid Prototyp J 29:21–39. https://doi.org/10.1108/RPJ-09-2022-0294
Zohdi N, Yang R, (Chunhui), (2021) Material anisotropy in additively manufactured polymers and polymer composites: a review. Polymers (Basel) 13:3368. https://doi.org/10.3390/polym13193368
Nguyen PQK, Zohdi N, Kamlade P, Yang Chunhui R (2022) Predicting material properties of additively manufactured acrylonitrile butadiene styrene via a multiscale analysis process. Polymers (Basel) 14:4310. https://doi.org/10.3390/polym14204310
Abdulwahab M, Bijanzad A, Khan SA, Lazoglu I (2022) Effects of polyurea coating on the elastoplastic behavior of additively manufactured PLA specimens. Prog Addit Manuf 7:543–550. https://doi.org/10.1007/s40964-021-00242-x
Ganesan VV, Adnan A, Jain A (2024) Effect of crack tip geometry and in situ compression rolling on fracture failure mechanisms in poly-lactic acid (PLA) extrusion-based additive manufacturing. Prog Addit Manuf. https://doi.org/10.1007/s40964-024-00586-0
Nadeem H, Ghazali N, Nabeel M et al (2024) Experimental assessment of surface roughness of fused deposition modelling parts and method of improvement. J Thermoplast Compos Mater 37:1187–1201. https://doi.org/10.1177/08927057231193378
Abdulridha HH, Abbas TF, Bedan AS (2024) Investigate the effect of chemical post processing on the surface roughness of fused deposition modeling printed parts. Adv Sci Technol Res J 18:47–60. https://doi.org/10.12913/22998624/183528
Choppara D, Garmulewicz A, Pearce JM (2023) Open-source 3-D printing materials database generator. J Manuf Technol Manag 34:1051–1069. https://doi.org/10.1108/JMTM-01-2023-0010
Zhou Y, Zou J, Wu H, Xu B (2020) Balance between bonding and deposition during fused deposition modeling of polycarbonate and acrylonitrile-butadiene-styrene composites. Polym Compos 41:60–72. https://doi.org/10.1002/pc.25345
de Pastre M-A, Quinsat Y, Lartigue C (2022) Effects of additive manufacturing processes on part defects and properties: a classification review. Int J Interact Design Manuf (IJIDeM) 16:1471–1496. https://doi.org/10.1007/s12008-022-00839-8
Tran TQ, Ng FL, Kai JTY et al (2022) Tensile strength enhancement of fused filament fabrication printed parts: a review of process improvement approaches and respective impact. Addit Manuf 54:102724. https://doi.org/10.1016/j.addma.2022.102724
Wickramasinghe S, Do T, Tran P (2020) FDM-based 3D printing of polymer and associated composite: a review on mechanical properties, defects treatments. Polymers (Basel) 12:1529. https://doi.org/10.3390/polym12071529
Chacón JM, Caminero MA, García-Plaza E, Núñez PJ (2017) Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater Des 124:143–157. https://doi.org/10.1016/j.matdes.2017.03.065
Szust A, Adamski G (2022) Using thermal annealing and salt remelting to increase tensile properties of 3D FDM prints. Eng Fail Anal 132:105932. https://doi.org/10.1016/j.engfailanal.2021.105932
Wang S, Ma Y, Deng Z et al (2020) Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym Test 86:106483. https://doi.org/10.1016/j.polymertesting.2020.106483
Hasan A, Fahad M, Khan MA (2024) Effect of print parameters on the tensile strength and built time of FDM-printed PLA parts. Int J Adv Manuf Technol 132:3047–3065. https://doi.org/10.1007/s00170-024-13506-x
Patadiya NH, Dave HK, Rajpurohit SR (2020) Effect of Build Orientation on Mechanical Strength of FDM Printed PLA. pp 301–307
de Freitas F, Pegado H (2023) Impact of nozzle temperature on dimensional and mechanical characteristics of low-density PLA. Int J Adv Manuf Technol 126:1629–1638. https://doi.org/10.1007/s00170-023-11236-0
Pachauri S, Gupta NKr, Gupta A, (2023) Influence of 3D printing process parameters on the mechanical properties of polylactic acid (PLA) printed with fused filament fabrication: experimental and statistical analysis. Int J Interact Design Manuf (IJIDeM). https://doi.org/10.1007/s12008-023-01424-3
Abas M, Habib T, Noor S, Khan KM (2023) Comparative study of I-optimal design and definitive screening design for developing prediction models and optimization of average surface roughness of PLA printed parts using fused deposition modeling. Int J Adv Manuf Technol 125:689–700. https://doi.org/10.1007/s00170-022-10784-1
Pulipaka A, Gide KM, Beheshti A, Bagheri ZS (2023) Effect of 3D printing process parameters on surface and mechanical properties of FFF-printed PEEK. J Manuf Process 85:368–386. https://doi.org/10.1016/j.jmapro.2022.11.057
Mani M, Karthikeyan AG, Kalaiselvan K et al (2022) Optimization of FDM 3-D printer process parameters for surface roughness and mechanical properties using PLA material. Mater Today Proc 66:1926–1931. https://doi.org/10.1016/j.matpr.2022.05.422
Radhwan H, Shayfull Z, Farizuan MR, et al (2019) Optimization parameter effects on the quality surface finish of the three-dimensional printing (3D-printing) fused deposition modeling (FDM) using RSM. p 020155
Rajpurohit SR, Dave HK (2021) Impact strength of 3D printed PLA using open source FFF-based 3D printer. Prog Additive Manuf 6:119–131. https://doi.org/10.1007/s40964-020-00150-6
(2023) ISO 17295:2023 (Additive manufacturing General principles Part positioning, coordinates and orientation)
Sukindar NA, MdYasir ASH, Azhar MD et al (2024) Evaluation of the surface roughness and dimensional accuracy of low-cost 3D-printed parts made of PLA–aluminum. Heliyon 10:e25508. https://doi.org/10.1016/j.heliyon.2024.e25508
KrapežTomec D, Schöflinger M, Leßlhumer J et al (2024) (2024) Effect of thermal modification of wood on the rheology, mechanical properties and dimensional stability of wood composite filaments and 3D-printed parts. Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2024.2316740
Tablit S, Krache R, Amroune S et al (2024) Effect of chemical treatments of arundo donax L. fibre on mechanical and thermal properties of the PLA/PP blend composite filament for FDM 3D printing. J Mech Behav Biomed Mater 152:106438. https://doi.org/10.1016/j.jmbbm.2024.106438
Rajpurohit SR, Dave HK (2018) Effect of process parameters on tensile strength of FDM printed PLA part. Rapid Prototyp J 24:1317–1324. https://doi.org/10.1108/RPJ-06-2017-0134
Rajan K, Samykano M, Kadirgama K et al (2022) Fused deposition modeling: process, materials, parameters, properties, and applications. Int J Adv Manuf Technol 120:1531–1570. https://doi.org/10.1007/s00170-022-08860-7
Rajpurohit SR, Dave HK (2019) Analysis of tensile strength of a fused filament fabricated PLA part using an open-source 3D printer. Int J Adv Manuf Technol 101:1525–1536. https://doi.org/10.1007/s00170-018-3047-x
Li H, Wang T, Sun J, Yu Z (2018) The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties. Rapid Prototyp J 24:80–92. https://doi.org/10.1108/RPJ-06-2016-0090
Mohammad AS, Abdulrhman EE (2017) How surface roughness performance of printed parts manufactured by desktop FDM 3D printer with PLA+ is influenced by measuring direction. Am J Mech Eng 5:211–222
Mohammad AS, Tahani BM (2015) The effect of aggressive biological materials on a painted automotive body surface roughness. Am J Nano Res Appl 3:17–26
Mohammad AS, Dhia SK, Abdulaziz AS, Sufyan A (2016) Experimental study of surface roughness and micro-hardness obtained by cutting carbon steel with abrasive waterjet and laser beam technologies. Am J of Mech Eng 4:173–181
Alsoufi MS, Dhia SK, Abdulaziz AS, Sufyan A (2016) Experimental study of surface roughness and micro-hardness obtained by cutting carbon steel with abrasive waterjet and laser beam technologies. Am J of Mech Eng 4:173–181
Ramesh M, Panneerselvam K (2020) PLA-Based Material Design and Investigation of Its Properties by FDM. pp 229–241
Yao T, Ye J, Deng Z et al (2020) Tensile failure strength and separation angle of FDM 3D printing PLA material: experimental and theoretical analyses. Compos B Eng 188:107894. https://doi.org/10.1016/j.compositesb.2020.107894
Sood AK, Ohdar RK, Mahapatra SS (2009) Improving dimensional accuracy of fused deposition Modelling processed part using grey taguchi method. Mater Des 30:4243–4252. https://doi.org/10.1016/j.matdes.2009.04.030
Singaravel B, Niranjan T, VasuBabu M, Nagarjuna K (2024) Optimization of fused deposition modeling control parameters using hybrid taguchi and TOPSIS method. Sustainable machining and green manufacturing. Wiley, pp 289–304
Kónya G (2024) Investigating the impact of productivity on surface roughness and dimensional accuracy in FDM 3D printing. Period Polytech Transp Eng 52:128–133. https://doi.org/10.3311/PPtr.22952
El Azzouzi A, Zaghar H, Lasri L, Moujibi N (2023) Experimental investigation to optimize build orientation and raster angle for PLA and ABS specimens generated by FDM technology. Int J Eng Res Afr 65:1–20. https://doi.org/10.4028/p-5vBIxb
Golhin AP, Tonello R, Frisvad JR et al (2023) Surface roughness of as-printed polymers: a comprehensive review. Int J Adv Manuf Technol 127:987–1043. https://doi.org/10.1007/s00170-023-11566-z
Çakan BG (2021) Effects of raster angle on tensile and surface roughness properties of various FDM filaments. J Mech Sci Technol 35:3347–3353. https://doi.org/10.1007/s12206-021-0708-8
Kim MK, Lee IH, Kim H-C (2018) Effect of fabrication parameters on surface roughness of FDM parts. Int J Precis Eng Manuf 19:137–142. https://doi.org/10.1007/s12541-018-0016-0
Acknowledgements
Financial support from the ARC Discovery Project (DP190102354) and Graduate Studies School, Western Sydney University via its Sustainable Development Goals Project Allowance Grant are gratefully acknowledged.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. The work of Yixia Zhang was funded by Australian Research Council, under Grant No. DP190102354.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gajjar, T., Yang, R., Ye, L. et al. Effects of key process parameters on tensile properties and interlayer bonding behavior of 3D printed PLA using fused filament fabrication. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00704-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00704-y