
Abstract
Mortise and tenon joint is a key connecting component in timber-framed architecture. Accurately assessing the damage to joints is crucial for the structural design of wooden buildings. This study conducted fatigue tests at three stress levels (70%, 100%, and 130%) based on the maximum stress from static bending tests to analyze the impact of different stress levels on the fatigue performance of mortise and tenon joints. The results showed that the deformation increased as the stress level increased. The energy loss per cycle de-creased and then increased at 130% stress level, and remained essentially constant at 70% and 100% levels. Then, micro-CT scanning was performed on the specimens after fatigue testing. The ambient occlusion algorithm was used to identify the outer boundaries of the tenon, which can distinguish internal cracks from outside air. The sphericity index was used to differentiate between pores and cracks. Three-dimensional visualization analysis was performed on the specimens, and the obtained information on pores and cracks was quantitatively analyzed. The results indicated that deformation and fracture of the tenon were the primary causes of joint damage. The layer-by-layer porosity of the undeformed portion of the tenon remained essentially constant and was lower than that of the fractured region and higher than that of the deformed region. This study analyzed the damage behavior of mortise and tenon joints under different stress levels, contributing to the design and protection of wooden structure buildings.
Similar content being viewed by others

Introduction
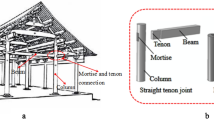
The mortise and tenon joint is a primary method of connection used in timber-framed architecture. The most commonly used joints are straight mortise joints and dovetail joints1. Mortise and tenon assembly is simpler and more environmentally friendly compared to bolt connections. In wooden structures, using mortise and tenon joints instead of bolts can effectively solve the issue of thermal bridging2. Additionally, wood has a high carbon storage capacity of 250 kg/m3 and a low carbon footprint of 15 kg/m33. As it reduces the weight of constructions, the demand for transportation equipment is lowered. Therefore, wood can significantly reduce carbon emissions from the material production phase to the construction stage4. The strength of the structure does not depend on the components, but rather on the mortise and tenon joints5,6. Due to various factors, the timber-framed architecture suffered from the accumulation of damage to mortise and tenon joints and components over time. Once it reached a certain extent, it caused severe destruction. Therefore, effectively identifying damage in mortise and tenon joints can guide the structural design of wooden buildings effectively. Due to the concealed nature of mortise and tenon joints, there has been relatively limited research on their damage evolution.
The analysis of mortise and tenon joints is mainly conducted from the perspectives of theoretical models, mechanical tests, finite element analysis, and non-destructive testing. Chang et al. developed a theoretical model that incorporates Hooke’s law and the Hankinson formula to predict the rotational performance of Nuki joints with gaps. The proposed model can predict the rotational stiffness and initial slip of the joints, showing good consistency with experimental data7. Sakata et al. proposed criteria for evaluating the bending resistance of mortise-and-tenon joints. Based on the results of local compression tests on wooden materials, they determined the moment-rotation relationship of the joints by solving simplified balance equations8. Ogawa et al. presented a theoretical estimation method for the mechanical performance of mortise-and-tenon structures, parameterized by the gap size. The estimation method was validated experimentally, and a numerical analysis was conducted to assess the impact of gap size on mechanical performance. The results demonstrated a correlation between bending resistance and deformation angle that aligns with experimental findings, thereby validating the effectiveness of the derived estimation method9. Due to the complex stress conditions of the joints, it is difficult to accurately assess their mechanical performance through mechanical models. However, with the development of computer technology, the finite element method has been applied to the structural design of wooden structures. Chui et al. established a finite element model for reinforced joints, calculating and analyzing the moment-rotation relationship of the joints. The experimental and finite element analysis results showed good agreement10. Xu et al. established a finite element model of wood joints with dowel pins using ABAQUS. Upon comparison, the analysis results were found to closely match the experimental outcomes11. Zhang et al. used ABAQUS to perform nonlinear numerical analysis to predict the deformation modes and hysteretic behavior of joints involving gaps12. The results indicated that the predictions of the theoretical and numerical models were in good agreement with the experimental outcomes. Previous research has also explored the impact of factors such as wood type, tenon shape and size, type of adhesive, application of glue, and fit on joint strength13,14,15,16,17. The aforementioned studies have demonstrated through extensive experimental testing that the Finite Element Method (FEM) is an effective way to assess the mechanical behavior of mortise and tenon joints, providing more intuitive and detailed data. However, there has not yet been an intuitive measurement of internal damage within the joints to verify the effectiveness of the FEM.
The deformation and cracking caused by the hygroexpansion of wood and complex stress conditions can adversely affect the mechanical properties of mortise and tenon joints. Therefore, it is of great significance to investigate the damage patterns of mortise and tenon joints for the safety performance of wooden structure buildings. Non-destructive testing (NDT) techniques were designed to inspect structures without causing any damage, making them a convenient and efficient method of inspection. This method is widely used in the field of timber and wooden structure construction. The common non-destructive testing techniques for timber components include pilodyn, stress wave testing, ultrasonic testing, resistograph and X-ray computed tomography18,19,20,21. R.J. Ross et al. have repeatedly used stress wave technology to detect defects in various wooden components, primarily assessing the internal damage in the tested wood components by the changes in the propagation speed of the stress waves22,23,24. However, the heterogeneity in wood density or a high moisture content can cause variations in the propagation speed of stress waves, thereby affecting the accuracy of damage detection. Ultrasonic testing technology is also commonly used to detect defects in wood, primarily utilizing the differences in ultrasonic wave speeds at sudden changes in material density to identify internal defects. Compared to stress waves, ultrasonic waves use higher frequency sound waves, which have higher sensitivity and resolution, especially in detecting minute defects. V. Bucur et al. have provided the waveform and frequency range suitable for ultrasonic testing of wood25. A. Mishiro et al. conducted an in-depth study on the factors affecting the propagation speed of ultrasonic waves in wood, concluding that the sound speed is influenced by the species of the tree, moisture content, environmental temperature, geometric dimensions, the direction of wood grain, and the pattern of annual rings20,26. Fang et al. reviewed the application of air-coupled ultrasonic (ACU) technology in wood and wood products, systematically elucidating the correlation between ACU parameters and wood defects27.However, none of these testing methods can provide detailed information about the damage.
The application of computer tomography (CT) in the field of non-destructive testing of wood began in the 1980s28. As the scanning resolution of CT equipment continues to improve, since the 1990s, this technology has been increasingly used in researching the internal structure and dynamic changes of wood, as well as in the study of wood’s mechanical properties and defect detection29,30. The internal damage of tenon-mortise joints under load is difficult to detect using conventional methods. However, it can be explored through CT equipment in the temporal dimension to investigate the failure mechanisms of tenon-mortise joints under load. X-rays have different attenuation rates for materials of different density, hence micro-CT can visualize the three-dimensional structure inside wood31. This method can be used to determine the density variation, distribution of pores, and cracks inside wood. Li et al. studied and analyzed the evolution of internal space structure of solid wood and glued laminated timber under transverse load32, which provided a theoretical basis for optimizing the wood processing technology and guiding the scientific utilization of wood.
There were few reports on the relationship between the mechanical properties of wood and its internal failure mechanisms. Bhandarkar et al. proposed a new method for detecting cracks that utilizes a crack-defining line at a significant non-zero angle to the log ring structure33. The results indicated that this method had advantages over thresholding techniques based on grayscale histograms in crack detection. Baensch et al. conducted a tensile test on micro-sized spruce specimens and monitored the initiation, propagation, and final fracture processes of cracks in the samples using AE and μCT simultaneously34. The results indicated a approximate correlation between the crack size obtained from SRμCT scanning and the crack formation detected by AE. However, there were fewer studies using CT for the internal damage mechanisms of mortise and tenon joints in wooden structure buildings.
In this study, the flexural fatigue behavior of mortise and tenon joints under different stress levels was first investigated. The dynamic modulus and energy loss during the fatigue process were studied. Subsequently, the fatigue specimens were scanned using micro-CT to analyze the influence of stress levels on the damage of the joints. A novel image processing method was proposed to separate internal voids within irregular objects from external air. Image processing included gray-scale threshold segmentation, sample boundary determination, and crack identification. The slice images could be used to obtain three-dimensional information and assess the damage status within samples. The extension and distribution of cracks within the joints were visualized and analyzed. The volume changes of pores and cracks inside the samples after fatigue at different stress levels were quantitatively analyzed. Damage to the joints was accurately analyzed by quantifying the layer-by-layer porosity along the length of the tenon.
Material and methods
Material
The wood used in this study was white oak (Quercus alba.), purchased from a commercial wood supplier (Jiaxing, China). This material is commonly used as a structural material in wooden structure buildings. The specific gravity was 0.68, measured according to ASTM D2395-17, and the moisture content was 9.95%, measured according to ASTM D4442-20.
Description of specimens
Due to the difficulty in conducting micro-CT scans on large specimens, this study involved scaling down the specimens proportionally. All specimens used in this study were machined by CNC machines. Figure 1a shows the configuration of the T-shaped mortise and tenon joint used in this study. Each joint consisted of two components, a post and a rail. Posts measured 200 mm long × 40 mm wide × 40 mm thick; rails measured 180 mm long × 40 mm wide × 40 mm thick. Figure 1b shows the dimensions of the tenon and mortise, with the tenon measuring 30 mm in length, 35 mm in width, and 16 mm in thickness, and the mortise having the same dimensions as the tenon. Wood is an orthotropic material, and Fig. 1a and b also show the grain direction of the two components. No adhesive is applied between the mortise and tenon joint. Snug fit in both width and thickness directions with a clearance of 0 mm ± 0.01.

Configuration of (a) T-shaped joint specimen and (b) mortise and tenon(mm).
Bending test and fatigue test
Static bending tests were performed on a universal mechanical testing machine, as shown in Fig. 2. A concentrated load was applied to the rail 110 mm from the edge of the post. Loading rate was 5 mm/min, 3 samples were tested. The deflection and load during loading were recorded.

The universal mechanical testing machine for bending test.
Bending fatigue tests were performed using an Instron 8872 bench-top servo-hydraulic test system, as shown in Fig. 3. The clamping and loading method was in accordance with the static bending test. The fatigue specimens were loaded according to the ratio (R) of the minimum stress to the maximum stress of 0.1. All samples were loaded with a sine wave and the load frequency was set to 0.3 Hz. The deflections and loads during the fatigue tests were recorded. The area and dynamic modulus of the hysteresis curve were calculated using Origin 2021. Fatigue tests were performed at three stress levels (70%, 100%, and 130%) of the average static strength obtained from the bending test. In order to investigate the effect of different stress levels on the damage of mortise and tenon joints, 20,000 cycles were performed at three stress levels, respectively.

The Instron 8872 bench-top servo-hydraulic test system for bending fatigue test.
Micro-CT test
After fatigue testing, micro-CT analysis was performed on the mortise and tenon joints. The micro-CT scans were performed on a Zeiss Xradia 520 Versa high-resolution X-ray microscope, as shown in Fig. 4, and the test parameters are shown in Table 1.

The micro-CT instrument.
For each scan, the sample stage was rotated 180°, resulting in 1020 2D radiographs. Voxels were normalized to 16-bit grayscale values based on the X-ray absorption coefficient of the material.
Results and discussion
Static strength and failure modes
To determine the fatigue loads, static tests were performed prior to the fatigue tests to obtain the static strength of the mortise and tenon joints. Three specimens were tested under flexural loading. Table 2 shows the average maximum bending moment capacity (BMC) and stiffness of the joints. Figure 5 shows a typical M-θ curve of the mortise and tenon joint. The failure mode was ductile failure. There were large nonlinear deformations before the joints failed. It can be divided into three stages. The first stage is the linear elastic stage OA, where the joints experienced elastic deformation up to the yield point A. In this study, the yield point A was determined with reference to the ASTM E8/E8M standard. The slope E of the linear region was obtained using Origin software, and the 0.2% offset was calculated accordingly. The offset line can be determined using the formula M = E * (θ − 0.002), and the intersection of this line with the M-θ curve is the yield point. The stiffness (K) of the joint was calculated by determining the slope of the line connecting points A and O. The second stage is the yielding stage AB, where the load exceeded the yield point A and ended at the maximum strength point B. The third stage is the failure stage BC, and it can be observed that the joints did not fail immediately and still retained a certain level of bending resistance. The undulations in the AB and BC phases of the curve were due to the fact that the wood was compressed and deformed, yet still retained its load-bearing capacity. Figure 6 shows the failure modes of the joints during the loading process. It was observed that as the displacement increased, the tenon rotated and gradually slipped out of the mortise, leading to the failure of the joint. The rotational angles at points A (Fig. 6a), B (Fig. 6b), and C (Fig. 6c) of the joint are 6°, 16°, and 28°, respectively. Therefore, the damage to the joint can be roughly assessed through its rotational angles. However, the damage inside the joint could not be visualized.

A typical M-θ curve of the joint under flexural loading.

Failure process of the joint at (a) point A, (b) point B and (c) point C.
Fatigue behavior and failure modes
The average maximum static bending failure load of the mortise and tenon joint was 950 N. The fatigue tests of mortise and tenon joints were carried out at three levels (70%, 100%, and 130%) of the average static strength. In order to investigate the effect of different stress levels on the fatigue behavior of the joints, we performed 20,000 cyclic loadings on the three samples, respectively. Sample C failed at 6806 cycles. A summary of the test conditions and the state of the specimens at the end of the test is presented in Table 3.
Figure 7 shows the state of the joints after fatigue tests at different stress levels. The results showed that the failure modes of the joints under cyclic loading were similar to those under static bending load. As shown in Fig. 7a, when the stress level was at 70%, the maximum load was 665N, corresponding to the elastic phase OA in the static loading. Since the strain fully recovered with each unloading, the joint did not deform after the cyclic loading was completed. As shown in Fig. 7b, when the stress level reached 100%, the maximum load was 950N, corresponding to the plastic phase AB in static loading. Since the strain did not fully recover upon each unloading, residual deformation remained in the joint after the cyclic loading was completed. As shown in Fig. 7c, when the stress level was at 130%, the maximum load reached 1235N, exceeding the joint’s maximum load capacity. However, the joint did not fail immediately upon loading but instead broke after 6806 cycles. This is because the cyclic loading speed was faster than that of static loading. Under rapid loading conditions, the wood exhibited a higher strain rate, which led to increased strength and toughness. Typically, the rapid loading does not allow sufficient time for the wood to adjust its internal stresses, enabling it to withstand higher forces for a short duration without fracturing.

Damage mode at stress levels of (a) 70%, (b) 100%, and (c) 130%.
Energy dissipation
The area of the force–displacement hysteresis loop represents the dissipated energy during the fatigue test due to damage to the tenon and the friction between the tenon and the mortise as it gradually slips out. This can indicate the degree of fatigue damage in the mortise and tenon joint. Figure 8 shows the typical hysteresis curves for three specimens at different stress levels. Figure 8a and b indicate that the hysteresis loop area varies less at low stress levels, suggesting minor damage to the joints. Figure 8c shows a typical fatigue curve at the 130% stress level. During the first few cycles, there were small changes in the hysteresis loop area. With the increase in the number of cycles, the loop area increased. It meant that the amount of damage varied considerably between the first and last cycles.

Typical hysteresis curves at stress levels of (a) 70%, (b) 100%, and (c) 130%.
Figure 9 illustrates the variation trend of hysteresis loop area with the number of cycles under different stress levels. The energy loss per cycle during cycling remained constant at both 70% and 100% stress levels. At the 130% stress level, the energy loss per cycle first declined and then increased. It is due to the fact that during the cyclic loading process, a work hardening process occurs in the wood, resulting in a decrease in the amount of energy loss for the first few cycles.

Energy loss per cycle of the joints at different stress levels.
The amount of deformation of the joints also reflected the magnitude of the damage. Figure 10 shows that the maximum and residual deformations of the joints increased nonlinearly with the increase in the number of cycles. The amount of deformation increased with the increase in stress level. The deformation increment is small at lower stress levels, as shown in Fig. 10a and b. Figure 10c shows that the increment of deformation increased sharply as the deformation exceeded a certain value, which was around the yield point in the static bending test. Therefore, the damage condition of mortise and tenon joints subjected to fatigue loads can also be roughly judged by the amount of deformation.

The maximum and residual deformations of the joints at stress levels of (a) 70%, (b) 100%, and (c) 130%.
Micro-CT image processing
Images acquired using Micro CT testing were processed to identify the pores and cracks in the sample. Figure 11a shows the internal structure of the joint after fatigue at 130% stress level, where it can be seen that the tenon is fractured and deformed, but the mortise is virtually undamaged. This is because the compressive strength of wood parallel to the grain is much higher than the compressive strength perpendicular to the grain. Therefore, this study focused on the damage to the tenon. Figure 11b shows a typical slice image of the cross-section of the tenon, in which the pores and cracks can be clearly identified. The area on the right side of Fig. 11b is the compressed part of the tenon. Then, the gas and solid phases in the obtained slice images were segmented. Wood is a heterogeneous material, with different components corresponding to different densities. As shown in Fig. 11b, the light gray solid parts represent wood fibers with higher density, while the dark gray parts represent parenchyma with lower density. In comparison to wood, air corresponds to a lower grayscale value. The gray histogram of the image (Fig. 12a) was used to determine the segmentation threshold. The two peaks of the solid phase represent the content of wood fibers and parenchyma in Fig. 11b. The value in the threshold interval was 1 (green), and the other field values were 0 (black). Then the image was binarized as shown in Fig. 12b.

Images acquired using Micro CT testing. (a) Internal structure of the joint after fatigue at 130% stress level. (b) Raw slice image of the cross-section of the tenon.

The interactive threshold segmentation results. (a) Gray histogram of the image and (b) the binarized image.
Outer edge identification
The cracks of the tenon were connected to the outside air, and it was necessary to identify the boundaries to distinguish the air outside the sample from the air inside (pores, cracks). However, the boundaries of irregularly shaped objects could not be identified using general outer boundary identification algorithms and basic morphology algebra operators. In this study, the ambient occlusion (AO) algorithm was used to identify the outer boundaries of the tenon. The algorithm was introduced by Zhukov et al. to simulate indirect diffuse illumination for visualization of 3D scenes35. Baum and Titschack applied the AO algorithm to segment the cavity and outer space in natural objects36. It generated smooth scalar fields, and on the basis of this smoothing property, smooth boundaries could be produced between the crack and the outside air. The schematic of the AO algorithm is shown in Fig. 13. The AO algorithm emits a predetermined number of rays with a predetermined length from each background voxel (internal cracks and outside air) of the binarized image in all directions. Then, calculate the ratio between the number of rays touching the foreground (object) and the total number of rays, which is referred to as the ambient occlusion value. The value ranges from 0 to 1, where 0 represents no rays touching the foreground, and 1 represents all rays touching the foreground. Figure 13a and b show the 3D and 2D schematics of the AO algorithm, respectively. When all rays (red) contact the object, the AO value = 1; when only some rays contact the object, 0 < AO value < 1; when all rays (blue) do not contact the object, the AO value = 0. In Fig. 13c, the AO value is represented by color, with black indicating an AO value = 0, gray indicating 0 < AO value < 1, and white indicating an AO value = 1. Figure 13d shows the result after threshold segmentation. Figure 14a shows the results after using the AO algorithm to distinguish cracks from external air. Figure 14b shows the results after interactive threshold segmentation using a threshold value of 0.59. Figure 14c shows the volume rendering results of the object with the cracks (red) identified after boundary determination. It can be observed that the boundary at the crack opening smoothly follows the curvature of the tenon.

The schematic of the AO algorithm. (a) 3D schematic of the AO algorithm, AO value = 1 when all rays (red) touch the object; 0 < AO value < 1 when only some rays touch the object; AO value = 0 when all rays (blue) do not touch the object. (b) 2D schematic of the AO algorithm. (c) Representation of AO values in color, from black (small) to white (large). (d) Results after threshold segmentation for AO values.

Results of AO algorithm for the tenon after fatigue at 130% stress level. (a) Results processed using the AO algorithm. (b) Interactive threshold segmentation using a threshold value of 0.59. (c) Volume rendering of cracks (red) and objects after boundary determination.
Crack identification
After identifying the boundaries, it is necessary to distinguish between the pores and cracks of the tenon. We applied a morphological sphericity index calculation to distinguish between pores and cracks. The index’s definition is equation:
where S is the sphericity index; V is the volume of the region; and A is the surface area of the region. When S = 1, the region is spherical; when S < 1, the region is non-spherical, and the smaller S is, the more elongated the region is.
Analysis of tenon damage
Figure 15 shows the 3D image of the tenon after fatigue at a 130% stress level, visually revealing the internal damage within the joint. The 3D image shown in Fig. 15a was obtained by overlaying sliced images. It can be categorized into undeformed, deformed and fractured regions, as shown in Fig. 15b. The processed 3D images, specifically distinguishing the vessels and cracks, were presented in Fig. 15c. In this study, three groups of samples after fatigue tests at different stress levels were scanned. As shown in Fig. 16a, at a 70% stress level, the tenon did not deform, thus the joint remained undeformed, visually illustrated by the internal morphology of the joint in Fig. 7a. As shown in Fig. 16b, at a 100% stress level, the end of the tenon underwent plastic deformation, causing the joint to deform, revealing the cause of the deformation of the joint in Fig. 7b. Wood is a porous material, and the pores are primarily composed of vessels. At lower stress levels, the damage to the tenon was primarily caused by the compression of some vessels due to pressure perpendicular to the grain direction, which compacted the material and ultimately led to the deformation of the tenon. At a stress level of 130%, cracks perpendicular to the grain appeared, as shown in Fig. 16c. The end of the tenon primarily withstood pressure perpendicular to the grain and friction parallel to the grain. As the rotational angle increased, the pressure at the tenon end increased, as did the friction between the tenon and the mortise. After part of the tenon end was crushed, cracks were produced under the tensile force parallel to the grain.

3D image of the tenon after fatigue at 130% stress level. (a) Original slice of the sample at a specific height. (b) 3D image of the sample. (c) 3D image of the pores and cracks.

3D image of the tenon after fatigue at (a) 70% stress level and (b) 100% stress level.
In order to further analyze the damage of the tenon, the Micro-CT images were quantitatively analyzed to study the pores and cracks. Typically, the volume of pores and cracks within the object was used to assess damage. However, wood is a porous biomass material, and the distribution of vessels in different logs or in different parts of the same log can vary considerably. Therefore, porosity cannot be used directly to assess the damage. Layer-by-layer porosity along the length of the tenon was used in this study to analyze the damage. Layer-by-layer porosity is the proportion of pores in each slice, and the damage can be analyzed by changes in this value. Lower porosity indicated that the area had deformed due to the collapse of vessels. Higher porosity indicated that cracks existed in the area. We scanned the materials used in the samples before testing, and the results showed that the porosity was basically consistent at different locations (Fig. 17a). The porosity of the undeformed region (point C) shown in Fig. 17b is essentially the same as the material’s porosity before testing, so it can be used as a reference to study the damage to the joint. Figure 17b shows the layer-by-layer porosity of the cross section along the length of the tenon at 130% stress level. It was observed that the porosity of the top and bottom of the tenon was relatively low, and the porosity at the bottom of the tenon was greater than that at the top. This indicated that both the top and bottom of the tenon had undergone deformation, but the deformation at the bottom of the tenon was smaller than that at the top. The porosity increased sharply at 10–12.5 mm from the top of the tenon, and the maximum porosity occurred at 11.3 mm from the head of the tenon, indicating that there were cracks in this area. Figure 17c–f show the distribution of pores and cracks at points A, B, C, and D from Fig. 17b.

Layer-by-layer porosity of the tenon at 130% stress level. (a) Layer-by-layer porosity of the material used for the tenon at a stress level of 130% (b) Porosity of the cross-section along the length of the tenon. (c) Pore distribution of the slice at point A with a porosity of 0.03. (d) Pore and crack distribution of the slice at point B with a porosity of 0.08. (e) Pore distribution of the slice at point C with a porosity of 0.056. (f) Pore distribution of the slice at point D with a porosity of 0.048.
The number of vessels directly affects the mechanical performance of the joints. At 70% and 100% stress levels, the average porosity in the undeformed region was 0.112 and 0.096, respectively, with porosity first increasing and then tending to be constant along the length of the tenon, as shown in Fig. 18a. Figure 18b and c show the distribution of pores in the undeformed regions at 70% and 100% stress levels, respectively. The porosity in the maximum deformation area decreased by 42.3% and 29% respectively compared to the undeformed area. This is due to the larger number of vessels used in the fatigue test specimens at the 70% stress level, which resulted in poorer mechanical properties and more vessels being crushed during the loading process. The deformation area of the tenon became dense, thus explaining the phenomenon of work hardening that occurred in wood when subjected to cyclic loading.

Layer-by-layer porosity of tenons at 70% and 100% stress levels. (a) Porosity of the cross-section along the length of the tenon. (b) The slice of pore distribution in the undeformed region of the sample at 70% stress level. (c) The slice of pore distribution in the undeformed region of the sample at 100% stress level.
Conclusions
This study investigated the fatigue performance and damage evolution of solid wood mortise and tenon joints. The effect of stress levels on joint damage was then investigated using micro-CT visualization. The following conclusions were drawn:
-
The failure mode of T-shaped mortise and tenon joints without adhesive under fatigue and static load is characterized by the deformation or fracture of the tenon, leading to the dislodgement of the tenon from the mortise. When the rotation angle reached approximately 16°, the load capacity of the joint reached its limit.
-
The deformation increased as the stress level increased. The energy loss per cycle decreased and then increased at 130% stress level, which was due to the work hardening that occurred in wood, and remained essentially constant at 70% and 100% levels, indicating that the joints had better fatigue resistance at lower stress levels.
-
The damage of joints after fatigue was analyzed using micro-CT visualization, and a new image processing method was used to differentiate between internal pores and external air of the object, and then pores and cracks were distinguished.
-
Layer-by-layer porosity was used to quantify the damage of the joints. The damage was categorized into deformation and fracture, where the porosity in the deformed region was smaller than that in the undeformed region, and the porosity in the fractured region was larger than that in the undeformed region.
This study is the first to analyze the fatigue damage of joints using micro-CT. For ease of analysis, a relatively simple cantilever beam structure was selected, laying the foundation for future research on simply supported beam structures. We will conduct further studies on simply supported beam structures later. The method used in this study should be applicable to porous materials in the wood domain, such as ring-porous wood, diffuse-porous wood, and semi-diffuse-porous wood. For non-porous materials without vessels, this method can also identify internal cracks. We will further investigate the quantitative analysis of deformation in non-porous materials in future work.
Data availability
The authors declare that the data supporting the findings of this study are available within the paper.
References
Xie, Q., Zhang, L., Li, S., Zhou, W. & Wang, L. Cyclic behavior of Chinese ancient wooden frame with mortise–tenon joints: friction constitutive model and finite element modelling. J. Wood Sci.64, 40–51. https://doi.org/10.1007/s10086-017-1669-5 (2018).
Chang, S. J., Wi, S. & Kim, S. Thermal bridging analysis of connections in cross-laminated timber buildings based on ISO 10211. Constr. Build. Mater.213, 709–722. https://doi.org/10.1016/j.conbuildmat.2019.04.009 (2019).
Hassanieh, A., Valipour, H. R. & Bradford, M. A. Experimental and numerical investigation of short-term behaviour of CLT-steel composite beams. Eng. Struct.144, 43–57. https://doi.org/10.1016/j.engstruct.2017.04.052 (2017).
Viot, H., Sempey, A., Pauly, M. & Mora, L. Comparison of different methods for calculating thermal bridges: application to wood-frame buildings. Build. Environ.93, 339–348. https://doi.org/10.1016/j.buildenv.2015.07.017 (2015).
Elek, L., Kovacs, Z., Csoka, L. & Agarwal, C. Evaluation of the effect of optimal fit criteria on the compressive strength of open mortise and tenon corner joints. Eur. J. Wood Wood Prod.78, 351–363. https://doi.org/10.1007/s00107-020-01509-w (2020).
Bai, F. et al. Experimental study on fracture damage and seismic performance of loose through-tenon joints in ancient timber structures. Constr. Build. Mater.394, 132228. https://doi.org/10.1016/j.conbuildmat.2023.132228 (2023).
Chang, W.-S., Hsu, M.-F. & Komatsu, K. Rotational performance of traditional Nuki joints with gap I: theory and verification. J. Wood Sci.52, 58–62. https://doi.org/10.1007/s10086-005-0734-7 (2006).
Sakata, H., Yamazaki, Y., Udagawa, H. & Ohashi, Y. Experimental study on flexural-shear behavior of mortise-tenon joint with dowel. J. Struct. Constr. Eng. Trans. AIJ77, 45–54. https://doi.org/10.3130/aijs.77.45 (2012).
Ogawa, K., Sasaki, Y. & Yamasaki, M. Theoretical estimation of the mechanical performance of traditional mortise–tenon joint involving a gap. J. Wood Sci.62, 242–250. https://doi.org/10.1007/s10086-016-1544-9 (2016).
Chui, Y. H. & Li, Y. Modeling timber moment connection under reversed cyclic loading. J. Struct. Eng.131, 1757–1763. https://doi.org/10.1061/(ASCE)0733-9445(2005)131:11(1757) (2005).
Xu, J. & Dolan, J. D. Development of nailed wood joint element in ABAQUS. J. Struct. Eng.135, 968–976. https://doi.org/10.1061/(ASCE)ST.1943-541X.0000030 (2009).
Zhang, B., Xie, Q., Hu, J., Zhang, L. & Wu, Y. Rotational performance of traditional straight mortise-tenon joints with gap: theoretical model and numerical analyses. Int. J. Archit. Herit.17, 1701–1718. https://doi.org/10.1080/15583058.2022.2069061 (2023).
Ratnasingam, J. & Ioras, F. Effect of adhesive type and glue-line thickness on the fatigue strength of mortise and tenon furniture joints. Eur. J. Wood Wood Prod.71, 819–821. https://doi.org/10.1007/s00107-013-0724-1 (2013).
Prekrat, S. & Smardzewski, J. Effect of glueline shape on strength of mortise and tenon joint. Drvna Industrija61(4), 223–228 (2010).
Smardzewski, J. Effect of wood species and glue type on contact stresses in a mortise and tenon joint. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci.222(12), 2293–2299. https://doi.org/10.1243/09544062JMES1084 (2008).
Zaborsky, V., Boruvka, V., Kasickova, V. & Ruman, D. Effect of wood species, adhesive type, and annual ring directions on the stiffness of rail to leg mortise and tenon furniture joints. Bioresources12, 7016–7031. https://doi.org/10.15376/biores.12.4.7016-7031 (2017).
Džinčić, I. & Skakić, D. Influence of type of fit on strength and deformation of oval tenon-mortise joint. WOOD Res.57, 10 (2012).
Wang, X., Wiedenbeck, J. & Liang, S. Acoustic tomography for decay detection in black cherry trees. Wood Fiber Sci.41, 127–137 (2009).
Costello, L. & Quarles, S. Detection of wood decay in blue gum and elm: an evaluation of the Resistograph® and the portable drill. Arboric. Urban For.25, 1–9 (1999).
Brashaw, B. et al. Nondestructive testing and evaluation of wood: a worldwide research update. For. Prod. J.59, 7–14 (2009).
Reiterer, A., Stanzl-Tschegg, S. E. & Tschegg, E. K. Mode I fracture and acoustic emission of softwood and hardwood. Wood Sci. Technol.34, 417–430. https://doi.org/10.1007/s002260000056 (2000).
Ross, R. J., Ward, J. C. & TenWolde, A. Identifying bacterially infected oak by stress wave nondestructive evaluation, Res. Pap. RM - US Dep. Agric. For. Serivce Rocky Mt. For. Range Exp. Stn. 6 (1992).
Ross, R. J., Degroot, R. C., Nelson, W. J. & Lebow, P. K. The relationship between stress wave transmission characteristics and the compressive strength of biologically degraded wood. For. Prod. J.47, 89–93 (1997).
Ross, R. J., Pellerin, R. F., Volny, N., Salsig, W. W. & Falk, R. H. Inspection of timber bridges using stress wave timing nondestructive evaluation tools: a guide for use and interpretation. FPL-GTR-114 114, 1–15 (1999). https://doi.org/10.2737/FPL-GTR-114.
Bucur, V. & Böhnke, I. Factors affecting ultrasonic measurements in solid wood. Ultrasonics32, 385–390. https://doi.org/10.1016/0041-624X(94)90109-0 (1994).
Mishiro, A. Effect of density on ultrasonic velocity in wood. J. Jpn. Wood Researh Soc. (1996). https://www.semanticscholar.org/paper/Effect-of-density-on-ultrasonic-velocity-in-wood-Mishiro/20b7f00b70d4641ca63bf29ee090386b4819bf71 (accessed April 17, 2024).
Fang, Y., Lin, L., Feng, H., Lu, Z. & Emms, G. W. Review of the use of air-coupled ultrasonic technologies for nondestructive testing of wood and wood products. Comput. Electron. Agric.137, 79–87. https://doi.org/10.1016/j.compag.2017.03.015 (2017).
Benson Cooper, D. M., Knowles, R. L., Thomson, F.J., Cown, D. J., Benson Cooper, D. M., Knowles, R. L., Thomson, F. J. & Cown, D. J. Computed tomographic scanning for the detection of defects within logs. FRI Bull. For. Res. Inst. N. Z. 8, 9 (1982).
Zhu, D. A feasibility study on using CT image analysis for hardwood log inspection, PhD Thesis Virginia (1993). http://hdl.handle.net/10919/38297 (accessed December 18, 2023).
Wilcox, W.W. Review of literature on the effects of early stages of decay on wood strength. Wood Fiber Sci. 252–257 (1978).
Freyburger, C., Longuetaud, F., Mothe, F., Constant, T. & Leban, J.-M. Measuring wood density by means of X-ray computer tomography. Ann. For. Sci.66, 804–804. https://doi.org/10.1051/forest/2009071 (2009).
Wanzhao, L. et al. Exploring the internal deformation of wood under loading based on X-ray CT. J. Beijing For. Univ.43, 160–164 (2021).
Bhandarkar, S. M., Luo, X., Daniels, R. & Tollner, E. W. Detection of cracks in computer tomography images of logs. Pattern Recognit. Lett.26, 2282–2294. https://doi.org/10.1016/j.patrec.2005.04.004 (2005).
Baensch, F. et al. Damage evolution in wood: synchrotron radiation micro-computed tomography (SRμCT) as a complementary tool for interpreting acoustic emission (AE) behavior. Holzforschung69, 1015–1025. https://doi.org/10.1515/hf-2014-0152 (2015).
Zhukov, S., Iones, A., Kronin, G. An ambient light illumination model. Render. Tech. 45–56 (1998).
Baum, D., Titschack, J. Cavity and Pore Segmentation in 3D Images with Ambient Occlusion 113–117 (2016).
Acknowledgements
The authors are grateful for the support of MOE Key Laboratory of Wooden Material Science and Application, Beijing Key Laboratory of Wood Science and Engineering at Beijing Forestry University.
Funding
This work was supported by the Research Center of Industry Design of Sichuan [grant number GYSJ2023-04]; the National Natural Science Foundation of China [32271787]; and the Datang Environment Industry Group Co., Ltd. [CDTHT20230120467].
Author information
Authors and Affiliations
Contributions
Conceptualization, K.L. and B.L.; methodology, K.L. and H.Z.; software, K.L. and Y.D.; investigation, X.H.; data curation, L.W.; writing—original draft preparation, K.L. and Y.D.; writing—review and editing, H.L. and B.L.; visualization, K.L.; supervision, L.L.; project administration, L.L. and B.L.; funding acquisition, K.L. and B.L. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Liu, K., Zhang, H., Du, Y. et al. Fatigue and damage evolution in wood T-shaped mortise and tenon joints. Sci Rep 14, 21515 (2024). https://doi.org/10.1038/s41598-024-72874-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-72874-2
- Springer Nature Limited