
Abstract
Carbon fibre-reinforced polymers (CFRPs) are increasingly utilised in combination with plastics and metals to manufacture hybrid components. Although hybrid components provide a combination of the advantages of the constituent materials, there are some challenges for the manufacture of high-quality hybrid components, including potentially weak interfacial bonding between the constituent materials. This paper presents a study focused on enhancing the interfacial strength of hybrid components by using additive manufacturing (AM) to manipulate the surface topology of a substrate component. Specifically, the study involved conducting experiments on a polyamide/CFRP hybrid component in which the PA12 substrates were manufactured with a controlled surface topology using polymer powder bed fusion. The mechanical testing study revealed several key findings, including an increase in bonding strength by modifying the substrate surface features, and significant improvements in out-of-plane interlaminar bonding strength by adding substrate surface features such as pins or fluorite lattices. It is shown that normal strength was enhanced by up to 53% between the substrate and pure epoxy, and by 126% between the substrate and a CFRP laminate. These results highlight the potential benefits of using AM technologies to enhance the interfacial strength of hybrid components and suggest directions for future research in this area.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
For the last few decades, significant effort has been placed on the development of composite materials due to their superior mechanical properties when compared to other traditional homogenous materials such as polymers and metals. Carbon fibre-reinforced plastics (CFRPs) are the most common form of composite material that has been used for high-performance applications, such as those in the aerospace, automotive and marine industries. There are a variety of methods for manufacturing this kind of material; for instance, vacuum-assisted resin infusion (VARI), Prepreg consolidation, and, more recently, additive manufacturing (AM) of CFRPs. Manufacturing CFRPs using AM technology has recently gained attention among researchers, the main reason for which being the potential to remove the need for a mould, therefore reducing production time and cost. AM also provides some additional geometric design freedom, enabling designers to better customise their products [1]. In addition, AM has the potential to manufacture complex geometries, sometimes with shorter lead times and at a lower cost [2, 3] than traditional manufacturing techniques [4]. All of these advantages have led to AM technology being used in various industries, such as aerospace and architecture[5, 6], art [7] and the medical field [8, 9].
AM can be divided into various categories, such as material extrusion (MEX), powder bed fusion (PBF), vat photopolymerization (VPP), material jetting (MJT), binder jetting (BJT) and sheet lamination (SHL) [10]. Polymer powder bed fusion (also known as selective laser sintering (SLS)) uses a laser to successively sinter the powder needed for each layer of the part based on slices generated from the part CAD model. Polymer PBF is the most widely used production technology to make strong and functional polymer production parts [11]. Common materials used include polyamide (PA) [12], polycarbonate (PC) [13] and polystyrene (PS)[5].
Fibre-reinforced thermoplastic polymer composites are one of the most common material systems applied for 3D printing composites using MEX technologies. Three-dimensional printing of pure polymer MEX products is often for the purpose of conceptual design and prototyping rather than the production of fully functional components due to their poor mechanical properties, particularly in the vertical Z direction because of the bond weakness between the material layers, and their relatively poor surface finish. This material challenge can be improved by utilising AM technology to manufacture hybrid composite structures that lead to a product with improved mechanical and functional properties [1]. In this paper, a hybrid composite structure is defined as a component formed from a polymer substrate that is reinforced by a CFRP laminate.
In order to be of practical use, the feasibility of this hybrid polymer/CFRP composite concept, and the resulting benefits and drawbacks, needs to be investigated. One of the highly influential parameters on the performance of a hybrid structure with more than one material is the integrity of the bond between the component layers [13]. Park et al. [14] determined that presurface treatment is the main factor influencing the bonding strength between a fibre-reinforced polymer laminate and a substrate. Among existing substrate surface treatment techniques, typically defined as chemical or mechanical treatments, this study focuses on the latter. Substrate surface treatment is an approach that is used to enhance bond strength. Bonding between a substrate and an FRP laminate can be enhanced by controlling the geometry of the surface features of the substrate to generate an increased mechanical interlock between the components. For this purpose, the substrate surface needs to be prepared with specific features, such as coarse random or structured surface features, without contamination [15]. A previous study showed that the interfacial adhesion between CFRP and a 3D-printed polyamide12 (PA12) substrate using the MEX technique under tensile loads was not strong due to weak fibre and polymer substrate interaction, compared to a part that had been manufactured using traditional techniques [16]. This fact could be explained by the presence of porosity at the interface and low fibre volume fraction at the reinforced layer.
AM can play an influential role in the strengthening of bonds in a hybrid composite structure by controlling or modifying substrate surface features to mechanically enhance the bond between the substrate and the CFRP laminate. AM technology can be utilised to manufacture the substrate with complex surface structures, which would be almost impossible to manufacture with traditional techniques [17]. The novel concept of using AM to modify a substrate surface provides the flexibility to study various parameters and determine the best-performing combination to achieve significantly enhanced interfacial bonding strength between two components. Previous literature [18] has investigated the bonding strength between metallic 3D-printed substrates and CFRP laminates. Although the results showed a significant improvement in the interfacial bonding via the creation of a mechanical interlock, the material application is not comparable to this study as the mechanical properties of polymers such as PA-12 are lower than the aluminium used in that study. Additionally, another study [19] considered the interfacial bonding between resin and aluminium during the injection moulding process. In this study, the FEA method was used to predict enhanced strength due to lattice-resin interlocking.
Based on a literature survey, several mechanical testing methods have been developed to measure adhesion strength: interfacial failure and interlaminar shear strength. Despite the advantages of hybrid laminate composites, the main limitation of using these materials is the complexity of geometry, which leads to difficulties related to the manufacturing of a part [20]. In addition, the evaluation of manufactured hybrid components is very challenging as each mechanical testing method has different requirements with regard to sample geometry, adding more complexity to the manufacturing process. Although most previous studies are based on laminate composite structures in which a metal component with a flat geometry was used as the substrate, in broader applications, the substrate can be made of different materials with more complex surface geometries [19,20,21].
This paper presents an investigation into the interfacial bonding mechanisms between a polyamide substrate printed via powder bed fusion and a long-fibre carbon fibre-reinforced polymer laminate created by prepreg consolidation. The objective of this research is to identify the most influential morphological parameters of the substrate surface to enhance the interfacial bond strength of hybrid composite components, and to establish a manufacturing method for such components based on the application of continuous carbon fibre manufacturing technologies. The main goal of this study is to determine the parameters that are influential on interfacial bonding for an industrial application, which in this case is a prototype automotive roof beam to be manufactured using AM technology. The current paper is an initial part of the main research to investigate the potential parameters. To this end, two substrate surface topology modifications are considered, exploring the potential enhancement in bond strength between the substrate and laminate. A methodology is presented for the manufacture of these hybrid laminates. Results from flatwise tensile tests are presented to quantify the out-of-plane strength of the interface bond, and microscopy and post-testing specimen analysis are employed to understand the mechanisms enhancing bond strength.
2 Manufacturing procedure
2.1 Materials
Polymer powder bed fusion was used to produce the polymer substrate samples to which the CFRP laminates were subsequently added. The powder material chosen for this study was polyamide12 (PA12), supplied by EOS GmbH. The main reason behind material selection was having a similarity with the industrial roof beam case study. The particle size for this type of material is in the range of 40–90 μm which has been designed for general applications and processing via PBF method. The carbon prepreg supplied by Gurit was 0.2 mm thick and had a 0/90° woven textile architecture, and a total areal weight of 200 g/m2. The expected fibre volume fraction of the laminate was approximately 55%. The glue films that were used for the preliminary work were supplied by Gurit and had 0.1-mm layer thickness and a total areal weight of 100 g/m2. The glue layer was SA 80 epoxy resin which is compatible with the prepreg resin on the prepreg fabric.
2.2 Fabrication
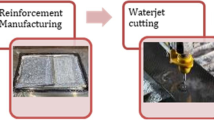
For the samples with only a glue film layer, the interface was filled with a different number of layers depending on the gap size between the two PA12 blocks. For the samples that included a carbon layer, the carbon prepreg lamination was applied directly on top of the substrate and bonded with two layers of glue film on each side to maximise interface strength and saturate the contact area between the CFRP laminate and the substrate. Figure 1 describes the steps within the specimen preparation process.

A schematic of the procedure for the manufacturing and processing prior to testing of specimens
2.2.1 Substrate manufacturing
In this research, the polymer substrate samples were manufactured out of PA12 powder, and the different surface topologies were printed with a contact surface size of 50 × 50 mm and with the same geometry as the flatwise tensile testing block’s geometry.
Some initial experiments were completed with flatwise tensile specimens having a 50 × 50 mm contact surface area. During testing, it was found that the specimens failed at an unwanted interface: the glued interface between the testing blocks and the outer surface of either the CFRP laminate or the PA12 substrate.
To overcome this issue, a new design was developed which results in having the testing block with surface topology as one part (Fig. 2). The purpose of printing the substrate and tensile testing block as a single piece was to eliminate or minimise the number of bonding surfaces, to ensure that failure would happen at the interface of the PA12 substrate and CFRP laminate. In addition, the specimens discussed in this chapter had an additional process of machining the area down to 30 × 0 mm to ensure that a failure occurred at the interface between substrate and glue film (results presented in Sect. 2.2.2) or substrate and laminate (results presented in Sect. 2.2.3). The substrate blocks were manufactured using powder bed fusion on an EOS Formiga P110 Velocis polymer 3D printer. The specifications for the machine were:
-
Laser power 30 W
-
Laser type CO2
-
Hatch spacing 0.01 mm
-
Scan speed 3 m/s
-
Layer thickness 0.05 mm
-
Print chamber temperature 168 °C

The CAD models of fluorite and pin 3D-printed substrate
The 3D lattice structures that were applied to the substrate surface were designed using the nTopology software package. A wide range of surface topologies was explored, but due to time and cost limitations, only two of the surface topologies (fluorite and pins) and three unit cell sizes were selected for this study. In addition, it was hypothesised that selected two surface topologies would provide more mechanical interaction with the carbon fibres. The fluorite lattice was chosen as it effectively created a repeating porous structure, which allowed for some resin penetration to create mechanical interlocking between the CFRP laminate and the substrate, effectively creating a controlled porous surface. The selection of pin structures was inspired by the Z-pinning technique that has been used in previous studies [22, 23].
Three unit cell sizes were applied for both structures being 5 × 5, 10 × 10 and 15 × 15 mm. These structures had a height of 1 mm, and the thickness of the lattice struts was 1 mm. Figure 2 shows the CAD models of the substrate topologies for the porous (fluorite) and non-porous (pins) geometries.
For the ease of experimental data analysis, the specimens have been coded, which is presented in Table 1.
One additional substrate was also manufactured: a 3D-printed PA12 substrate with a plain, flat surface topology. This sample was the baseline reference and enabled the effect of a 3D-printed surface bond integrity to be assessed independently of the surface topology. For all specimens used in this study, no chemical surface treatment was applied.
2.2.2 Glue film bonding
Figure 3 presents the process employed to manufacture samples to assess the normal strength of the bond between the glue film and the PA12 substrates. For the manufacture of the specimens of glue film and PA12 substrate, a different number of layers of glue film was used for each substrate surface topology. The samples with the pin topology and fluorite structures had 24 and 16 layers of glue film, respectively. The number of layers was calculated based on the gap between the two blocks. The gap size between the top and bottom substrate was 2.4 mm for the pin version and 1.6 mm for the fluorite structure version. Nine samples were placed in a hot press for 24 h at 70° under a load of 270 N, which is equivalent to one bar of vacuum pressure per specimen. As the glue’s viscosity reduced at raised temperatures, the edges of the blocks were sealed with Teflon tape to contain the resin within the sample volume.

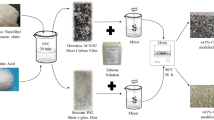
A diagram of the manufacturing steps of polymer-CFR hybrid components
2.2.3 Samples bonded with CFRP laminate
In the next experiment, carbon prepreg stacks were added in between a pair of PA12 substrate blocks. The sample assembly process was otherwise the same as depicted in Fig. 3. The number of carbon layers for each sample was calculated based on the gap size between the two blocks from the base of the pins, or the fluorite lattice when they are facing each other, and the target thickness of the CFRP laminate. For the samples with fluorite and pins structures, 7 and 11 layers of woven carbon fabric were used, respectively. The selected number of layers for the pin structures was required to be higher than that of fluorite because of the larger gap size between the baseline substrate surfaces. In addition, the odd number of layers was selected to achieve a symmetric structure in the final assembly of PA12 substrate and CFRP laminate. For the samples without surface structures (flat baseline specimens), five layers of carbon prepreg were used. The fibre volume fraction within the CFRP laminates of the baseline samples was expected to be approximately 55%, based on the manufacturer’s data. The amount of resin contained within the prepreg layers was not enough to fill cavities in and around the pins and fluorite lattices or enough to create a strong bond between the substrate and the first prepreg layer. To address these issues, two extra layers of glue film were applied on each side of the carbon prepreg stack in contact with the PA12 substrates. After assembly of the blocks, the edges were sealed, and an assembly of nine specimens was placed in a hot press for 24 h at 70° under a 270 N load. The press was a hydraulic laboratory press with hot plates made by LabTech with a maximum of 20 t of force.
3 Mechanical testing
For this study, the mechanical testing method was based on ASTM C297 for flatwise tensile testing to measure the out-of-plane strengths of the bond between the polymer substrates and the CFRP, respectively. Figure 4 shows the prepared specimens in situ for the test. As mentioned in the previous section, the substrate materials were printed with the same geometry as the testing blocks specified by ASTM C297 in order to eliminate the potential for premature debonding between the specimens and a steel block. Three specimens of each substrate topology type were manufactured and tested based on the standard for flatwise tensile testing. A universal Instron machine (Model 1186) with a 100 kN load capacity was used for this set experimental program. Each assembled specimen was mounted between a pair of steel C-section grips (see Fig. 4), and a preload of 100 N was applied. Once stable, the grips were separated at a constant speed of 2 mm/min until separation occurred at the polyamide/CFRP interface.

Specimens shown in situ for flatwise tensile 30 × 30 mm: a baseline specimen, b fluorite and c pins
3.1 Out-of-plane bonding strength evaluation of pure glue film adhesion
The out-of-plane strength results for the substrates bonded using only epoxy glue film are presented in Fig. 5. The presented data demonstrates that by adding topologies to the substrate surface, the out-of-plane strength can be increased by 18 to 53% relative to the baseline measurement.

Results from flatwise testing of PA12-epoxy samples: a examples of force–displacement histories and b resulting normal bond strength values
The samples with the pin surface treatment demonstrated a significant improvement compared to the baseline specimen in out-of-plane bonding strength. The average bonding strength values for P5, P10 and P15 are 5.6, 6.8 and 7.3 MPa, respectively. This improvement can be explained by the mechanical interaction between the pins and the glue film, as the pins penetrated into the adhesive layer and increased the contact surface area between PA12 and epoxy, leading to a greater normal tensile strength. In general, as more pins are added to the surface, increasing pin density, the bond strength increases. For instance, between the baseline and the pin structure with a unit cell size of 15 mm, there is a 43% improvement. With a unit cell size of 10 mm, there is an additional 10% increase in bond strength, which can be explained by considering the increase in contact surface area for the 10-mm cell size. Although there is a further increase in contact surface area by increasing the pins density from 10 × 10 size to 5 × 5, the bonding strength dropped by 35%. This result may be related to the glue film viscosity and the small gap size between pins, which makes it difficult for the glue to penetrate fully into the structure, preventing it from adhering well with the PA12 substrate and creating a strong bond. This result is discussed further in Sect. 3.3.
The same trend was observed for the fluorite structure, as for the pin structure, when increasing density of the features on the surface. The average strength values for F15, F10 and F5 are 6.5, 7.1 and 6 MPa, correspondingly. The bond strength increased by 35% when comparing the baseline to fluorite with a 15-mm unit cell size. An additional 14% improvement in bond strength occurred when decreasing the unit cell size from 15 to 10 mm. This trend can, again, be explained by taking the contact surface area into account. Considering the increase in out-of-plane tensile strength for the fluorite surface topology, the increases may be partially explained by the larger surface area created by the surface topology for bonding with the epoxy resin. The effective surface area increases from 900 mm2 for a flat sample to approximately 4000 mm2 for a fluorite structure with a 10 × 10 mm unit cell, contributing to the higher tensile strength value. Due to the porous nature of the fluorite lattice, the epoxy resin was also able to penetrate under the beams of the substrate surface structure during the consolidation and curing process. This created a mechanical interlock between the glue and substrate, which appears to have contributed to a further increase in the strength of the interface. However, the bond strength dropped by 23% as the cell size was reduced from 10 to 5 mm. This can again be explained by considering the point that despite increasing the contact surface area by increasing the cell size, the effective bonding area may have reduced due to epoxy resin not being able to flow easily into the larger number of cavities within the lattice structure. This result suggests a 10 × 10 mm cell size as an optimum unit cell size to achieve strong enhanced bonding between the layers. Potential reasons for this observation are discussed in Sect. 3.3.
3.2 Out-of-plane bonding strength evaluation of prepreg woven carbon fibre
Figure 6 shows the results for the specimens created by bonding PA12 substrates and prepreg CFRP laminates. As an initial observation, the normal strength value for the baseline specimens of the CFRP/polyamide was reduced by 50% relative to the results from the glue film/polyamide specimens. This can be explained by the reduced amount of epoxy resin present at the PA12 surface due to carbon fibres displacing some volume of epoxy and coming in direct contact with the PA12. However, there is still a significant strength enhancement of up to 116% by adding structured topologies on the substrate surface relative to the CFRP/polyamide baseline. Figure 6b demonstrates that the bond strength for the samples with pin surface features is independent of the size of the unit cell and that there was an average strength increase of 116% using pins. Therefore, for the range of unit cell size studied, the number of pins did not affect bond strength. The average strength values for P15, P10 and P5 are 5.1, 4.9 and 5 MPa, correspondingly. The increased mechanical interlock that has been developed can be explained by pin penetration into the carbon textile fabric, leading to stronger bonding. This mechanism is further discussed in Sect. 3.3, along with the lack of a trend in bond strength with increasing pin density.

Results from flatwise testing of PA12-CFRP samples: a examples of force–displacement graphs and b resulting stress values
Considering the results for the fluorite structure, the average bonding strength values for F15, F10 and F5 are 3.5, 5.4 and 4.8 MPa, respectively. There is a 44% increase in strength over the baseline with the 15 × 15 mm unit cell, and a further 82% increase as the unit cell is reduced to 10 × 10 mm. However, there is then a 29% reduction in strength from the 10 × 10 to 5 × 5 mm unit cell size. From the results for the fluorite structure, it can be concluded that beyond a certain lattice cell size, further decreasing the unit cell size leads to a bigger gap and less contact between the main contact edges of the CFRP and the substrate, as the fibre is unable to deform well to the structure and cover the whole surface. In addition, a smaller contact surface area leads to less interaction between the fibres and the substrate, which can reduce the potential for mechanical interlocking between those layers. In addition, by increasing the unit cell size for the fluorite, as the carbon fibres do not deform to the shape of the lattice to create an interlock, the contact surface between the CFRP and substrate surface reduces significantly. This may be the reason for the observed low interfacial bonding value for the fluorite structure with a 15 × 15 mm unit cell size compared to the smaller cell sizes.
The result is that there is a smaller bonded surface in the specimen with a 15 × 15 mm fluorite structure than in the other two specimens. From the results for the samples with fluorite structures, it can be concluded that there is an optimum unit cell size of 10 × 10 mm for this structure, unlike the pin structures. In general, adding a structured topology on the substrate surface can improve the interfacial bond strength by at least 44%.
3.3 Failure mechanisms
This section presents observations regarding the failure modes of the mechanical testing specimens. Figure 7 presents a schematic diagram describing potential interfaces or zones at which mechanical failure may occur. The failure mode for each zone can be labelled as (1) adhesion Failure, (2) cohesion failure, (3) reinforcement delamination, (4) substrate failure and (5) substrate-CFRP bonding failure. It was noted that the measured strength values for the baseline CFRP/PA12 samples were lower than those of the epoxy/polyamide samples created using only glue film. This can be explained by the fact there is a larger contact area between the epoxy resin and PA12 substrate for specimens with only glue film, as the carbon fibres at the interface displace a significant amount of epoxy in the specimens, including CFRP prepreg. The failure type for both types of baseline constructions was an adhesive failure mode. From the observations, there was a pure adhesive failure at the interface between the PA12 substrate and epoxy, with no adhesive material left on the substrate.

A schematic of different zones for the failure to occur during the tests
3.3.1 Out-of-plane bonding strength evaluation of pure glue film adhesion
Figure 8 presents images of the failure surfaces of all of the substrate-glue film flatwise tensile specimens after testing. For these samples with varying substrate topologies, a combination of different failure modes was observed, including adhesion and adhesion-cohesion failures for the specimens with fluorite structures and adhesion and adhesion-substrate failures for the pin structures. For the pin structure, as the pin density increased, the number of substrate failure modes reduced from three for the 15-mm cell size to only one adhesion-substrate failure for the specimen with a 5-mm cell size. Based on the results presented in Sect. 3.1, the substrate failure shows that the bond between epoxy and structured substrates is reasonably strong. Considering the observed drop in strength when increasing pin density from the 10 to 5-mm cell size, it is notable that some evidence is shown of resin drainage in Fig. 8d, resulting in a shiny appearance to the resin surface visible in the upper image, and reduced resin adhering to the substrate surface in the lower image. This is particularly evident for F5 × 5 sample. This is likely to have reduced the amount of bonding to the base substrate surface and reduced overall normal strength.

The failed specimens for the flatwise test: a fluorite 5 × 5 mm, b fluorite 10 × 10 mm, c fluorite 15 × 15 mm, d pins 5 × 5 mm, e pins 10 × 10 mm and f pins 15 × 15 mm. Boxes (30 × 30 mm) have been added in each image to highlight the bonded area of the specimens
For the fluorite topology, it can be seen that, as the unit cell size decreased from 15 to 5 mm, the chance of adhesive failure increased. In this case, a smaller unit cell size leads to a lower chance of having a mechanical interlock between the epoxy and the substrate. It was noted in Sect. 3.1 that measured bond strength dropped as the unit cell size was reduced from 10 to 5 mm. Considering the lower images in Fig. 8a and comparing those to the surfaces presented in Fig. 8b, c, significantly less epoxy resin remains on the lower substrate surface. This indicates that resin has not effectively flowed into the lattice features on the lower substrate component, effectively reducing the functioning bond area. For both pins and the fluorite lattice, it appears that resin flow-related issues limit the strength increase with increasing feature density, a fact that should be considered for the development of alternative surface topologies in the future.
3.3.2 Out-of-plane bonding strength evaluation of prepreg woven carbon fibre
Figure 9 shows the failure surfaces for the specimens with carbon laminates bonded between PA12 substrates. For the substrate with fluorite lattice structure, as the unit cell size decreased from 15 to 5 mm, the failure mode changed from a combination of adhesive and adhesive-cohesive failure to a pure adhesion failure, a failure between the epoxy and the substrate.

The failed specimens for the FW test: a fluorite 5 × 5 mm, b fluorite 10 × 10 mm, c fluorite 15 × 15 mm, d pins 5 × 5 mm, e pins 10 × 10 mm, f pins 15 × 15 mm. Boxes (30 × 30 mm) have been added in each image to highlight the bonded area of the specimens
This phenomenon can be explained considering the viscous flow of the resin into the lattice in the 15 × 15 mm unit cell size, which was easier than in the 5 × 5 mm cell size, which causes a mechanical interlock between the epoxy and the substrate (Fig. 9a–c). For the pin substrate topology, it can be seen (Fig. 9d–f) that, as the number of pins increases due to a decrease in unit cell size, the cohesive-adhesive failure mode in specimens with 15 × 15 mm is replaced by a pure delamination in CFRP layer for 5 × 5 mm specimens. This can be explained by considering that more pins on the substrate cause more mechanical interaction, which leads to a stronger bond strength at the interface. Improved mechanical interlocking with the substrate surface has altered the failure mode, with the out-of-plane strength of the full assembly being limited by the out-of-plane tensile strength of the CFRP laminate or pins.
Figure 10 shows a microscopy cross section captured at the interface between the PA12 substrate and CFRP laminate for three samples, each of the fluorite and pin structure topologies, at each of the three unit cell sizes. It is notable that the fibre reinforcement layers did not fully conform to the curvature of the substrate surface for the specimen with the 5 × 5 mm fluorite structure, and the majority of the ‘valleys’ in the printed topologies are filled with purely epoxy resin, thus limiting the mechanical interaction between the carbon tows and PA12 surface. However, a slight fibre deformation occurred in the specimens with the 15 × 15 mm fluorite structures. From this observation, it can be concluded that the strength of the bond between PA12/epoxy interfaces is highly influenced by the CFRP interaction with the surface topology and the measured bond strength values for these hybrid structures. For the pin structures, there is a slight difference in terms of fibre interaction with the topology. As can be seen, the gap between CFRPs and the substrate gets smaller from 5 × 5 to 15 × 15 mm unit cell sizes as fibres are affected by the local pressure from the pins. This indicates that the pins penetrated into the fabric, and the significant deformation supports this. However, in the regions where fibres are not compacted, the fibre volume fraction reduces as the gaps between carbon layers increase.

A microscopic image taken from the cross section of a hybrid laminate sample using the porous substrate topology
4 Conclusion
Research presented in this paper focused on the interfacial strength enhancement of hybrid components through the utilisation of AM technologies to manipulate the surface topology of a polymer substrate component. The experiments were conducted on a polyamide/CFRP hybrid component, with the PA12 substrates being manufactured using polymer powder bed fusion. The presented mechanical testing study demonstrated that:
-
Although the bond strength value for baseline specimens with CFRP prepregs is lower compared to the samples with only a glue film, there is an increase in bond strength by modifying the substrate surface features.
-
For the samples with only a glue film, adding substrate surface features such as pins and fluorites can improve the out-of-plane interlaminar bond strength by up to 53%.
-
The out-of-plane strength at the interface of such hybrid components, including those with carbon prepreg fabrics, can be improved by 126% through surface topology modifications of the substrate.
Application of AM technologies in industries that are high-tech and/or apply mass production enables relatively straightforward application of substrate surface topologies, to cost effectively enhance bond strength between dissimilar materials. The technique can be applied strategically to a part, without significant increase in manufacturing cost. Importantly, the strength enhancements demonstrated in this paper show that additional surface treatments can be eliminated, resulting in a significant reduction in manufacturing time and, therefore, cost. Further study is required to explore alternative surface topologies with potential for greater strength enhancement, taking into account fibre and substrate interactions, and the composite manufacturing process being used for a specific application. Development of structural numerical models will enable more efficient analysis of different types of topologies, and establish deeper understanding of failure mechanisms. In addition, studies can be broadened to different methods to implement the composite layer, such as automated fibre placement and resin infusion, to understand how substrate topologies influence fibre/substrate surface interaction in these alternative manufacturing strategies.
References
Calignano F, Lorusso M, Roppolo I, Minetola P (2020) Investigation of the mechanical properties of a carbon fibre-reinforced nylon filament for 3d printing. Machines 8(3):1–13. https://doi.org/10.3390/machines8030052
Yang S, Tang Y, Zhao YF (2015) A new part consolidation method to embrace the design freedom of additive manufacturing. J Manuf Process 20:444–449. https://doi.org/10.1016/j.jmapro.2015.06.024
Boschetto A, Bottini L (2016) Design for manufacturing of surfaces to improve accuracy in fused deposition modeling. Robot Comput Integr Manuf 37:103–114. https://doi.org/10.1016/j.rcim.2015.07.005
Baumers M, Dickens P, Tuck C, Hague R (2016) The cost of additive manufacturing: machine productivity, economies of scale and technology-push. Technol Forecast Soc Change 102:193–201. https://doi.org/10.1016/j.techfore.2015.02.015
Yang J, Shi Y, Shen Q, Yan C (2009) Selective laser sintering of HIPS and investment casting technology. J Mater Process Technol 209(4):1901–1908. https://doi.org/10.1016/j.jmatprotec.2008.04.056
Kroll E, Artzi D (2011) Enhancing aerospace engineering students’ learning with 3D printing wind-tunnel models. Rapid Prototyp J 17(5):393–402. https://doi.org/10.1108/13552541111156522
Short DB (2015) Use of 3D printing by museums: educational exhibits, artifact education, and artifact restoration, 3D Print. Addit Manuf 2(4):209–215. https://doi.org/10.1089/3dp.2015.0030
Murphy SV, Atala A (2014) 3D bioprinting of tissues and organs. Nat Biotechnol 32(8):773–785. https://doi.org/10.1038/nbt.2958
Chen H, Yang X, Chen L, Wang Y, Sun Y (2016) Application of FDM three-dimensional printing technology in the digital manufacture of custom edentulous mandible trays. Sci Rep 6(July 2015):1–6. https://doi.org/10.1038/srep19207
Melenka GW, Cheung BKO, Schofield JS, Dawson MR, Carey JP (2016) Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos Struct 153:866–875
Kruth JP, Wang X, Laoui T, Froyen L (2003) Lasers and materials in selective laser sintering. Assem Autom 23(4):357–371. https://doi.org/10.1108/01445150310698652
Ho HCH, Cheung WL, Gibson I (2003) Morphology and properties of selective laser sintered bisphenol a polycarbonate. Ind Eng Chem Res 42(9):1850–1862. https://doi.org/10.1021/ie0206352
Yan C, Hao L, Xu L, Shi Y (2011) Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos Sci Technol 71(16):1834–1841. https://doi.org/10.1016/j.compscitech.2011.08.013
Wong KV, Hernandez A (2012) A review of additive manufacturing. ISRN Mech Eng 2012:1–10. https://doi.org/10.5402/2012/208760
Critchlow GW, Brewis DM (1996) Review of surface pretreatments for aluminium alloys. Int J Adhes Adhes 16(4):255–275. https://doi.org/10.1016/S0143-7496(96)00014-0
Justo J, Távara L, García-Guzmán L, París F (2018) Characterization of 3D printed long fibre reinforced composites. Compos Struct 185(July 2017):537–548. https://doi.org/10.1016/j.compstruct.2017.11.052
Moritz J, Götze P, Schiefer T, Stepien L, Klotzbach A, Standfuß J, López E, Brückner F, Leyens C (2021) Additive manufacturing of titanium with different surface structures for adhesive bonding and thermal direct joining with fiber-reinforced polyether-ether-ketone (PEEK) for lightweight design applications. Metals (Basel) 11(2):1–14. https://doi.org/10.3390/met11020265
Fielden-Stewart Z, Coope T, Bacheva D, Kim BC (2021) Effect of the surface morphology of SLM printed aluminium on the interfacial fracture toughness of metal-composite hybrid joints. Int J Adhes Adhes 105:102779. https://doi.org/10.1016/J.IJADHADH.2020.102779
Verma S, Yang CK, Lin CH, Jeng JY (2022) Additive manufacturing of lattice structures for high strength mechanical interlocking of metal and resin during injection molding. Addit Manuf 49:102463. https://doi.org/10.1016/J.ADDMA.2021.102463
Abdullah MRR, Prawoto Y, Cantwell WJJ (2015) Interfacial fracture of the fibre-metal laminates based on fibre reinforced thermoplastics. Mater Des 66(PB):446–452. https://doi.org/10.1016/j.matdes.2014.03.058
Gonzalez-Canche NG, Flores-Johnson EA, Carrillo JG (2017) Mechanical characterization of fiber metal laminate based on aramid fiber reinforced polypropylene. Compos Struct 172:259–266. https://doi.org/10.1016/j.compstruct.2017.02.100
Wu G, Yang J-M (2005) The mechanical behavior of GLARE laminates for aircraft structures. JOM 57(1):72–79. https://doi.org/10.1007/s11837-005-0067-4
Chen Q, Guan Z, Li Z, Ji Z, Zhuo Y (2015) Experimental investigation on impact performances of GLARE laminates. Chinese J Aeronaut 28(6):1784–1792. https://doi.org/10.1016/j.cja.2015.07.002
Nanayakkara AM, Feih S, Mouritz AP (2013) Improving the fracture resistance of sandwich composite T-joints by z-pinning. Compos Struct 96:207–215. https://doi.org/10.1016/j.compstruct.2012.09.029
Francesconi L, Aymerich F (2018) Effect of Z-pinning on the impact resistance of composite laminates with different layups. Compos Part A Appl Sci Manuf 114(August):136–148. https://doi.org/10.1016/j.compositesa.2018.08.013
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions The first author of this study was funded on a University of Auckland Doctoral Scholarship.
Author information
Authors and Affiliations
Contributions
This research will provide a practical solution for manufacturing hybrid components using additive manufacturing technology. Hamed Abdoli, as a PhD candidate, undertook the bulk of the hands-on research part of the project under the supervision of Professor Simon Bickerton and Professor Olaf Diegel. Practical works were supervised by Olaf Diegel. The paper was collaboratively written by Hamed Abdoli, Olaf Diegel and Simon Bickerton.
Corresponding author
Ethics declarations
Ethics approval
This research study does not involve human participants, and is to be used for non-life science journals, hence ethical approval is not applicable.
Consent to participate
This research study does not involve human participants, and is to be used for non-life science journals, hence consent to participate is not applicable.
Consent for publication
The authors give permission for the publishing of this article.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abdoli, H., Diegel, O. & Bickerton, S. Surface topology modification using 3D printing techniques to enhance the interfacial bonding strength between polymer substrates and prepreg carbon fibre-reinforced polymers. Int J Adv Manuf Technol 131, 1867–1878 (2024). https://doi.org/10.1007/s00170-024-13217-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13217-3