
Abstract
Additive manufacturing (AM) is a developing manufacturing technology, which provides excellent attributes compared to other manufacturing techniques. However, one of the critical challenges is the presence of defects that hinder the mechanical properties of the parts, particularly the fatigue life. Experimental understanding of fatigue is a cumbersome process. Therefore, numerical prediction based on specified conditions (such as porosity and applied load) can be an alternative to experimental analysis at the design stage of AM parts. In this study, elastic–plastic finite element analysis (FEA) is performed to obtain the stress distribution around pores, and their resultant effect on fatigue life for L-PBF (laser powder bed fusion) produced AlSi10Mg alloy samples. The stress field is calculated for both single and multiple pore models, where stress concentration is evaluated as a function of the pore’s location and its size. It is found that both pore location and size affect the stress field; however, location effects dominate over pore size. For the same remote applied stress level, the stress concentration around the pore increases with an increase in pore size, and the local maximum stress occurs near the pores that are closest to the surface. The current study also evaluates the relative effect of porosity fraction, average pore size, and location. It is found that the magnitude and sensitivity of stress concentration are hierarchically controlled by porosity location, pore size, and porosity density. A multi-scale finite element (FE) model is proposed based on inherent porosity data measured using Computed Tomography (CT) to predict overall fatigue life. The fatigue cycles are calculated using the rainflow counting algorithm in FE Safe using the stress–strain data obtained from the proposed FEA model. Using the proposed model, it is possible to generate S–N curves for any loading condition for a given porosity condition (porosity density and average pore size). The S–N curve results obtained from the FE model are compared to the experimental observations. The predicted fatigue life shows approximately 5% error with experimental results at high stress loading conditions. However, the proposed model overpredicts the fatigue life at low stress loading by almost 30%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive Manufacturing (AM) is a process in which parts are built up in a layer-by-layer fashion by progressively joining the raw materials, such as powder or wire, through a rapid heating and cooling mechanism. It is a relatively new and promising technique that was developed only a few decades ago and caught the attention of manufacturers and researchers worldwide. One primary benefit of AM is that it can build parts of complex geometry with reduced weight and desired mechanical and structural properties, which would otherwise involve a substantial effort using other conventional methods, such as casting or forging [1,2,3,4]. Because of the high geometric freedom offered by the AM technology, many popular alloys, such as titanium, aluminium, and steel are being used to produce AM components. These structural components or parts have applications in aerospace, automotive, marine, machinery, biomedical, and other various fields [1, 5]. The current expenditure by the automotive industry on AM is $1.4 billion, which is expected to rise to $12.6 billion by 2028 [6]. However, AM’s crucial challenge is improving the mechanical reliability and durability of AM components under static and dynamic loading conditions [1, 7,8,9].
AM produced parts provide higher yield strength and tensile strength accompanied by a lower elongation to failure, compared to those produced by conventional manufacturing processes [7, 8]. However, the fatigue strength is usually lower in the as-built condition because of higher surface roughness [10] and higher near-surface porosity [11]. Many studies have confirmed that fatigue life can be improved significantly by applying various post-processing surface treatments, such as machining, electro-polishing, and shot-peening [12,13,14]. Even then, a high scatter is observed in the fatigue S–N curves for polished or machined samples, which is often caused by internal porosity [15, 16]. The initiation of multiple fatigue cracks from pores is one of the reasons for the high scatter in the S–N curve [17]. Pore size and distance from the surface vary among samples, which causes high scatter in fatigue life at similar loading conditions. Therefore, understanding the types and morphology of remnant porosity, and their effect on mechanical properties is necessary for the structural analysis and design of any component manufactured by the AM process. Before stating the aim of this paper, a brief description of AM-induced porosity and corresponding finite element (FE) research has been discussed in the following two sections.
1.1 AM-induced defects
The AM process imparts inherent defects to materials, such as internal pores because of a lack of fusion of powders or gas inclusion [18]. Furthermore, finished parts may have a high surface roughness if powder from the powder bed is partially melted or unmelted. However, among AM parts, bulk porosity is the most common defect [2, 19, 20]. In AM parts, there are mainly two types of defects: metallurgical pores and lack of fusion pores (LOF) [21]. Metallurgical pores are usually spherical, which are also called gas pores [22], and are smaller than 100 µm in size [23, 24]. Moisture on the surface of powder feedstock can produce gas pores [22, 25]. Conversely, LOF pores occur when low energy input prevents the metal powder from melting completely [26, 27]. LOF pores tend to be irregular in shape and generally located near melt pool boundaries or between scanning layers. The presence of defects on the previous layer can also cause interlayer defects, due to the fact that the previous layer cannot be remelted to adhere to the new layer, resulting in weak bonding between the layers.
The variation in laser power, scan speed, layer thickness [28,29,30] and powder properties [31] is responsible for controlling the porosity observed in AM parts [32]. AM parts with rapid scan speeds and low heat input tend to have irregular and elongated pores, suggesting an appearance of higher LOF pores [33, 34]. High energy density, however, results in nearly spherical pores, implying that metallurgical pores are more likely to form [26]. Parts with excessive porosity, especially when the pores are concentrated around the surface, are likely to perform poorly in terms of mechanical properties, such as fracture toughness and fatigue strength [35]. Additionally, crack propagation behaviour in AM alloys differs due to fine columnar grains and grain orientation relative to build orientation [36]. It is evident that the presence of porosity is an unavoidable phenomenon for AM alloys. Both the LOF pore and the gas pores can be critical depending on their location and size. However, this study only considers regular gas pores (spherical in shape) to reduce mesh size and computation time, and that, the Al-Si10-Mg alloy has a higher concentration of gas pores, as seen in Fig. 1.

Secondary electron microscope (SEM) images showing regular gas pores at the cross section of the L-PBF produced AlSi10Mg fatigue sample
1.2 Porosity modelling
In the case of conventionally manufactured (other than AM manufacturing, such as cast or wrought) parts, researchers have analysed the effect of pore morphology, pore location, and their orientation on the initiation and propagation of cracks under fatigue loading both experimentally and numerically [37, 38]. The fatigue resistance and crack initiation in structural materials are determined by the most critical defects. A simple parameter that describes the critical defect is the area (√area) of pores, also known as the Murakami’s area parameter [39]. However, the porosity location, defect coalescence phenomenon, and plastic-strain concentration also affects the critical defect parameter [40]. Most experimental and numerical studies confirm that the fatigue crack preferably initiates at pores on a surface or close to a surface [11, 41,42,43]. A higher stress concentration associated with surface pores is the reason for localised deformation, which leads to crack initiation. Fan et al. [44] studied pores located at different distances from the surface using finite element analysis (FEA). They evaluated the plastic strain around pores, which is found to increase significantly as a pore approaches the surface of a part. Li et al. [45] analysed the pore location effect using FE, demonstrating that pore locations located immediately underneath surfaces have the highest stress concentrations. According to the authors, pores near the surface with diameters below 200 µm produce minimal stress or strain concentrations due to the location effect. The authors also concluded pore shape as more important factor than pore distribution. In contrast, in a numerical prediction by Xu et al. [41], even pores smaller than 200 µm, which are just beneath or intersecting the surface, are as critical as larger pores for fatigue crack initiation. They also include the effect of pore size and confirmed that with an increase in pore size, the stress around the pore also increases. Murakami [39] also demonstrated that the shape and location of a pore has a strong influence on crack initiation. However, according to the author, pore size considerably affects the fatigue limit but not the maximum stress value.
Ahmed et al. [46] studied the effect of defect coalescence in an Al alloy on high cycle fatigue (HCF) behaviour using FEA. According to this study, the coalescence phenomenon occurs when the defects/pores are aligned perpendicular to the load axis, whilst the interaction between pores is negligible when the distance between pores is very large compared to the defect size. On the other hand, when the defects are aligned parallel to the load axis, they show no coalescence effects, even if the distance between them is small. Hardin and Backermann [47] showed a decrease in local elastic properties with an increase in porosity. According to the authors, the most noticeable effect of porosity is the reduction in the elongation to failure property, which is due to the overall porosity distribution. Alam et al. [48] included an analytical summary of different types of defects, with a conclusion that the LOF pores or hot cracks (irregular in shape) are more critical for fatigue crack initiation. Gas pores or spherical pores have a relatively negligible effect on the stress raiser property. Non-spherical pores having sharp corners contribute more to crack initiation. However, little attention has been paid to investigate the effect of non-spherical pores on the stress–strain response of the AM produced materials through numerical simulations.
Compared to traditional manufacturing, limited experimental and numerical studies have addressed the effect of pore morphology on the fatigue life of AM alloys. The formation of porosity is an unavoidable phenomenon in AM manufacturing. Many AM studies reported a reduction of overall part porosity by changing process parameters or applying post-processing heat treatment to increase fatigue life [11, 49, 50]. Yet, the remnant porosity of AM parts can be critical for load-bearing applications. Therefore, understanding the effect of porosity is critical for structural integrity assessment of AM components. Fatigue failure analysis on AM Ti–6Al–4 V shows crack initiation from surface pores in as-built samples and from internal pores in polished samples [51, 52]. The presence of pores, inclusions, or defects cause a higher stress concentration which in turn is responsible for crack initiation. Tammas et al. [40] showed that crack initiation occurs mostly from the pores near a surface, and fatigue life is significantly influenced by pore size and aspect ratio compared to the overall pore volume. A study by Brandl et al. [53] found both surface and subsurface cracks as a reasons for fatigue failure in AlSi10Mg alloy.. Tang et al. [54] have assessed oxide pores to be more critical than gas pores on fatigue performance. In a FEA study by Siddique et al. [55], the author measured the equivalent plastic strain under static loading for two pores—a large one well below the surface (near the centre part) and a relatively smaller one near the surface. At a similar loading condition, the plastic strain observed in the smaller (90 µm) pore near the surface is much higher compared to the larger pore (110 µm) away from the surface. The authors point out that smaller surface pores are more critical than pores further away from the surface. However, the relative effects of pore size, location and shape under fatigue loading conditions have not been extensively studied for AM alloys either experimentally or numerically.
Since an experimental fatigue study is a lengthy and time-consuming process, numerical simulation can be an effective way to predict crack initiation sites and fatigue properties prior to a comprehensive fatigue test programme. However, a little research is available for AM parts to predict fatigue life based on numerical modelling of pores in AM specimens under loading. Therefore, this research aims to perform elastic–plastic stress analysis of AM test components, through incorporating the actual porosity data from micro-CT (porosity fraction and pore size) and FEA, to understand the stress generation in the presence of porosity in AM parts. The present study shows the relative effect of porosity density, pore size, and pore location on stress concentration and the resultant fatigue life. This paper then proposes a FEA model to predict the fatigue life and generate S–N curves for a full-scale test specimen. For this purpose, FEA analysis is performed in Abaqus to attain stress–strain data. The FEA outputs are used in FE-Safe (fatigue analysis software) to attain the fatigue life. The material used for this analysis is L-PBF AlSi10Mg. The obtained FEA fatigue life prediction data is validated with experimental results for the same alloy. Thus, understanding the effect of porosity on stress generation and associated (worst) fatigue life data can be used as input parameters for structural integrity assessment and design of AM components in load-bearing structural applications.
2 Finite element modelling
The AM metal alloy modelled in this work is an L-PBF produced aluminium (AlSi10Mg) alloy, having material properties as in Table 1. These material properties are for AlSi10Mg alloy printed and tested at AMP (Additive Manufacturing Precinct), RMIT University. FEA is performed by considering two different types of models as described in the following sections.
2.1 General porosity modelling
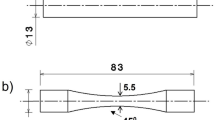
A general porosity model was developed to quantify the stress concentration effect of individual pores and implemented using a python script (Python 2.7). As shown in Fig. 2a, the FEA simulation is performed on the cylindrical dog-bone shaped fatigue specimen with a radius of curvature of 45 mm. The full specimen follows the specification of ASTM 466 [56], with a total length of 100 mm and gauge section diameter of 5.5 mm. A precisely similar specimen is used in the experimental study, which has been used for the validation of the FE model. To reduce the computation time, only the gauge length of the cylindrical sample is considered, which is 10 mm long along the vertical axis (Y-axis) and has a diameter of 5.5 mm (Fig. 2a). Spherical pores of different diameters and locations are taken into consideration to understand the resultant stress variation. Figure 2b shows a general porous specimen model with spherical pores inside and their locations along the horizontal axis (X-axis). For the single-pore model, remote unit stress (1 MPa) is applied in all conditions to perform elastic–plastic analysis.

a Full scale sample and gauge length showing porosity model containing 3D spherical pores, and b Locations of the pores along the X-axis
Since pore locations are not symmetric in general, the entire gauge section with multiple pores has been modelled in this study, without any symmetry boundary conditions being applied. The yield strength and modulus of elasticity is taken from a set of experimental tests performed at room temperature and tabulated in Table 1.
2.2 Mesh convergence study
A mesh convergence study was performed to ensure the discretisation in the FE mesh chosen was sufficiently accurate for computation of the stress and strain fields. A tetrahedral mesh with an element of size 0.25 mm is used for this analysis. A mesh convergence study is performed for two different pore sizes of diameters 0.3 mm and 0.6 mm. From Fig. 3, the results are converged for 0.15–0.50 mm mesh size for the pore size of 0.3 mm diameter, while within 0.15–0.25 mm mesh size for the pore size of 0.6 mm diameter. Within this range of mesh size, the FEA results show a 3–4% variation. Therefore, the selected mesh size was equal to 0.25 mm, which leads to convergence of the results for both the pore diameters and saves around 70% simulation time compared to the fine mesh (0.15 mm).

a Mesh convergence for single-pore model having diameter of 0.3 mm and 0.6 mm; b Zoomed view of the highlighted section of figure a
2.3 Representative volume element (RVE) modelling
To calculate the fatigue stress for an inhomogeneous specimen (with interior porosity distribution), a multi-scale modelling concept was used. In this study, a representative volume element (RVE) model has been used as a micro-scale model and a full-scale specimen model is used as a macro-scale model. Figure 3 shows the RVE and full-scale models which have been used in this study. The dimensions of the RVE model are 1 mm × 1 mm × 1 mm. The full-scale model has the dimension of fatigue test specimen, which complies with ASTM 466 standard. The RVE porosity model was created using a python script, where the porosity fraction and the average pore size were taken from computed tomography (µ-CT) data performed on AM fatigue test samples. The location of the pores inside the sample was assigned randomly. However, for size of the pores inside the RVE model, the Rayleigh distribution was used, having the probability density function defined in (1), which is scaled based upon the average pore size observed in AM produced specimens.
where, σ is the scale parameter of the distribution.
The micromechanics plugin in Abaqus was used to obtain homogenized material properties from the RVE model. The mesh of the RVE model is created manually. To analyse the RVE model, uniform surface gradient (Taylor) boundary condition was applied, where the solution field (the displacement in this case) at the RVE’s boundary node is related to the far-field solution gradient by the following relation:
where, \({x}_{j}\) is the coordinate and \(\frac{\partial \varphi }{\partial {x}_{j}}\) is the far-field displacement gradient.
The material property, such as elasticity of the porous RVE model (Fig. 4a) can be directly obtained from the RVE analysis. However, the homogenised response of the RVE-model was used instead of the test data (stress–strain data) to define the full-scale model to analysis in Abaqus. Finally, the results were homogenised to get effective tensor compliance for full-scale model having similar porosity of the RVE model. The effect tensor compliance in presence porosity can be written as,
where, the \({S}_{a}\) is the material properties from the full-scale model and \({S}_{rve}\) counts the contribution of all pores within the RVE model.

a Micro-scale RVE model, b Homogenized full-scale model
2.4 FE-safe
After the FE solver (Abaqus) determines the stress field, the fatigue solver (FE-Safe) determines the fatigue life in terms of cycles. The following steps were followed in the fatigue solver (FE-Safe):
-
The stress tensors from Abaqus were multiplied by the corresponding time history of the applied loading. This was performed to get a time history for each stress tensor component.
-
Time histories were calculated for the in-plane principal stresses and strains.
-
Elastic stress–strain histories were converted into elastic plastic stress–strain histories using a multiaxial cyclic plasticity model.
-
A ‘critical plane’ method was used to identify the most damaging plane by calculating the damage on planes at 10° intervals between 0° and 180° in the surface of the component.
-
The time history and cycle of the damage parameter (which in this case, using the Brown-Miller algorithm, is the normal strain) was counted.
-
Individual fatigue cycles are identified using a ‘Rainflow’ cycle algorithm, the fatigue damage for each cycle is calculated and the total damage is summed.
-
The plane with the shortest life defines the plane of crack initiation, and this life was written to the output file.
During this calculation, FE-Safe may modify the endurance limit amplitude. If all cycles (on a plane) are below the endurance limit amplitude, there is no calculated fatigue damage on this plane. If any cycle is damaging, the endurance limit amplitude is reduced to 25% of the constant amplitude value, and the damage curve extended to this new endurance limit.
2.5 Experimental details
The predicted fatigue life from FE analysis is compared and validated with experimental findings. The dog-boned shaped [56] fatigue samples were tested for High Cycle Fatigue (HCF) using a servo-hydraulic testing machine MTS100 KN, according to the test standard ASTM 466 [56]. The samples were tested at room temperature for tension–compression (R = − 1) at stress levels 200, 150, 120, 100 and 80 MPa. All tested samples were machined and polished, achieving a surface roughness of around 500–900 nm. However, the surface effects were not considered for the FE model prediction.
3 Results
3.1 Single pore results
In this section, the stress concentration near pores is examined to understand their effect on the overall stress increase of the part. The stress tensor results are then used to predict fatigue life under given loading conditions. This is accomplished by considering a single-pore model. The following sections describe the relative effects of pore size, location, and density.
3.1.1 Effect of pore size
To understand the effect of porosity, the pore size is considered. In this section, a singular pore is considered with two different diameters, 0.3 mm and 0.6 mm. For these two different diameters, the locations of the pores are same, which is close to the centre (0.5 mm from the centre). A unit remote load is applied along the vertical axis (Y-axis) for each condition. The locations of maximum stress and their corresponding values are shown in Fig. 5.

Abaqus CAE images showing the effect of pore size on maximum principal stress for (a) 0.3 mm pore at 0.5 mm from the centre, b 0.6 mm pore at 0.5 mm from the centre
The stress concentration factor can be calculated as
where \({\sigma }_{max}\) is the maximum stress obtained from FE analysis in Abaqus and \({\sigma }_{nom}\) is the applied stress, which is 1 MPa in this case. Therefore, the maximum principal stress and stress concentration is the same where unit stress (1 MPa) is applied.
From Fig. 5, the maximum stress concentration occurs near the pore for both the pores (0.3 mm and 0.6 mm). Here, in both cases, the pore centre is at the same location, 0.5 mm from the centre of the sample. With an increase in pore size, an increase in stress concentration is observed. However, the stress increase is small (only 4%) for an increase in the pore size from 0.3 mm to 0.6 mm.
3.1.2 Effect of pore location
In this section, the effect of pore location on stress concentration is evaluated. In this regard, a singular pore (0.3 mm in diameter) is considered while shifting its location along in the horizontal (X-axis) direction (along x-axis), as shown in Table 1. A unit (1 MPa) remote load is applied along the vertical (Y-axis) direction to understand the effect of stress concentration around the pore. The change in maximum principal stress as well as the stress concentration has been plotted in Fig. 6.

Relation between the maximum principal stress (maximum stress concentration) and the pore location (from the centre of the part). Location 1: pore near the centre, Location 2: pore between the centre and surface, Location 3: pore underneath the surface, Location 4: pore intersecting the surface, Location 5: more than half of the pore is outside the surface
From Fig. 6, the change in stress concentration for five distinct locations can be described as follows
-
Shifting the pore within location 1 of the sample (light green points) does not change the stress concentration around it.
-
Stress concentration starts to increase (5–15%) when the pore centre is within 1 mm from the surface (refers to the dark green points at location 2, which are 1.6 mm- 2.0 mm away from the centre).
-
A steep increase in stress concentration (~ 40%) is found when the pore is within 0.30–0.35 mm of the surface (the redpoint at location 3).
-
The maximum stress concentration occurs (nearly 70% higher than locations 1 and 2) when the pore partially intersects the surface of the sample (the purple Point at location 4).
-
When more than half of the pore (the blue point at location 5) is outside the free surface, then no change in stress concentration is observed.
For all these cases, the maximum principal stress and strain values, obtained from FE analysis are tabulated in Table 2. It shows a similar change in the maximum principal strain value.
Figure 7 represents the pore which has been considered in Table 2. Form these images, it can be seen that stress concertation occurs near the pore in all locations. The stress concentration starts to increase for the pore at 1.8 mm from the centre, which is around 0.6–0.7 mm from the surface. A significant increase is observed at pore location 2.0 mm and 2.05 mm (from the centre) compared to pore location at 1.8 mm (from the centre). These two locations are within 0.5 mm from the surface. However, the maximum stress concentration is occurring at location 2.1 mm (from the centre) when less than half of the pore is intersecting the surface. Therefore, it can be concluded that the porosity within 0.5 mm of the surface is more critical compared to centre location pores. The worst situation is when a small portion of the pore intersects the surface.

Abaqus CAE generated images showing the variation in maximum principal stress/ stress concentration for different locations of a pore having diameter of 0.3 mm
3.1.3 Effect of pore location and size
In this section, a singular pore having two different diameters is considered at two different locations in the sample, one near the surface and the other near the centre. Pore diameters and their locations are listed in Table 3. A unit load is applied for all the four conditions. Figure 8a, b represents the 0.3 mm and 0.6 mm pore respectively at a location 1.5 mm from the centre. The maximum principal stress at location 0.5 mm for these two different sized pores are represented in Fig. 5.

The Abaqus CAE images showing the maximum principal stress/stress concentration: a 0.3 mm pore at 1.5 mm from the centre, b 0.6 mm pore at 1.5 mm from the centre
From Fig. 5 and 8, it can be seen that the maximum stress always occurs near the pore surface in all four pore conditions, involving a combination of location and size. However, the magnitude of the stress varies with pore size and location. Table 3 shows an increase in the maximum principal stress with an increase in pore size. However, the percentage increase in stress concentration due to an increase in pore size is ~ 15% higher when the pore is near the surface compared to the case when it is at the centre of the sample. This finding confirms the hypothesis given by Murakami et al. [39], where the driving force to propagate a crack under fatigue loading have been expressed as follows:
where \(\Delta \sigma \) is the applied stress, and \(\sqrt{area}\) is the effective crack length. Here, Murakami et al. have chosen the value of Y = 0.5 for an internal pore, and Y = 0.65 for a surface or subsurface pore. This implies that for the same diameter, surface pores can be 30% more critical compared to internal pores.
3.1.4 Effect of average pore size
This section studies the effect of average pore size while keeping the overall porosity same. For this purpose, 1 pore, 2 pores 4 pore, and 8-pore conditions are considered while the overall porosity remains constant at 0.15%. Table 4 shows the stress values for eight different cases. The location changes along the horizontal axis (X-axis). For a higher number of pores, such as 4 or 8-pore models, the location of pores along the Y and Z-axis were slightly adjusted to avoid overlap of the pores. An example of how the locations of the pores were chosen, can be seen from Fig. 9. Figure 9a, b show FE mesh with the location of pores in a 2-pore and 8-pore model. The X coordinate of these pores is tabulated in Table 4. However, in the case of the 8-pore model, the Y and Z coordinates are chosen 0.5/− 0.5 to avoid pore overlaps. For all the cases, a remote unit load was applied. In Table 4, for cases 1–4, the pores are located near the centre. The porosity is the same here for all these 4 cases (1–4) while changing the number of pores and corresponding pore diameter. It can be seen that changing the pore size while keeping porosity the same does not significantly alter the overall maximum stress when pores are near the centre of the sample. However, when the pores are very close to surface (case 7 and case 8), a significant increase is observed in the maximum stress, and it varies with the change in average pore size.

Abaqus images showing the location of pores for (a) the FE mesh of 2-pore model (case 7) and the maximum principal stress, c the FE mesh of the 8-pore model (case 8) and the maximum principal stress
To better understand the relative effect of average pore size and location on stress concertation, the stress concentration data is plotted in Fig. 10 for three locations: one near the centre, one between the centre and the surface, and one near the surface. The overall porosity is the same for all the cases.

Relative effect of pore average size, overall porosity and locations of the pore (here the porosity is 0.15% for all the cases)
From Fig. 10, for similar loading condition and the same porosity:
-
The average pore size has no significant effect when porosity is within the centre region.
-
The stress concentration increases by nearly 15% when the pore size changes from 0.3 mm to 0.6 mm. It implies that the increase in pore size affects stress concentration when pore locations are shifted towards the surface.
-
Significant stress concentration occurs for pores at the surface. The increment is similar for all three average pore sizes.
Therefore, it can be said that the effect of pore location is higher than the average pore size, which is higher than the overall porosity.
3.1.5 Effect of pores on fatigue life
This study focuses on understanding and evaluating the relative effects of pore size (diameter) and location on fatigue performance. Fatigue life and possible fatigue failure location are calculated for single and multiple pore cases using the finite element programme FE-Safe. Table 5 shows the calculated fatigue life (in cycles) for a single pore in two different locations. Consistent with the stress concentrations found in Table 3, the pore nearer the surface survives fewer loading cycles, resulting in a lower fatigue life. Besides, the effect of pore location on fatigue life is more significant compared to pore size.
The fatigue life and failure location for a single pore having the same diameter, 0.3 mm but located at three different locations are shown in Fig. 11. A stress of 120 MPa is applied to used calculate the fatigue life. The minimum fatigue life location is identified near the pores for all these cases.

Fatigue life for a specific size (0.30 mm diameter) pore at different locations (a) 0.5 mm from the centre (away from the surface) (b) 2.05 mm from the centre (just beneath the surface), c 2.10 mm from the centre (intersecting the surface)
From Fig. 11a, the pore near the centre has the highest fatigue life, N = 34,593. While the subsurface (Fig. 11b) and surface pore (Fig. 11c) have much lower fatigue life, 2172 and 948 cycles, respectively. The decrease in fatigue life is nearly 90% (Fig. 11b) and 95% (Fig. 11c) at the subsurface and surface pore, respectively, compared to a pore near the centre for a similar loading condition and similar pore size.
3.1.6 Pore coalescence/ clustering
In Fig. 12a, the region between the pores, has a maximum principal stress of around 0.318 MPa. The overall maximum principal stress in this case is 3.244 MPa. Therefore, no stress concentration or pore clustering effect is observed when two pores are aligned in the load direction. The maximum stress observed between two pores in Fig. 11b is 2.319 MPa lower than the maximum principal stress. This implies that pore clustering only occurs when the two or more mores are aligned perpendicular to the load direction.

Pore cluster at (a) Pores aligned along the load direction (Y-axis) and (b) Pores aligned perpendicular the load direction (X-axis)
To understand the effect of distance (S) between two pores on the variation in stress concentration, four cases are considered, as shown in Fig. 13.

Porosity cluster between two pores having distance (S) of a 50 µm, b 100 µm, c 150 µm, and d 200 µm
Figure 13 shows the stress field between two pores, when the distance between these pores is 50 µm, 100 µm, 150 µm, and 200 µm. A significant stress concentration is observed in the region between two pores, when the distance between the pores is 50 µm and 100 µm, as shown in Fig. 13a and Fig. 13b, respectively. The porosity clustering phenomena is very clear in these two cases. When the distance between the pores is equal to the radius of the pores (150 µm), a relatively lower stress is observed compared to the other two cases. A necking area is shown in Fig. 13c in the region between the pores confirms the porosity clustering phenomena. Figure 13d shows the stress field, when the distance between the pore is 200 µm (greater than the radius of the pores). In this case, a peak is not observed between the pores, and stress field of one pore does not affect the stress field of another pore. Therefore, it can be said that the porosity clustering phenomena depends on the edge distance between pores and their size. Porosity clustering happens when the edge distance between the pores (S) is greater than equal to the radius (r) between the pores.
3.2 RVE model for S–N curve
To understand the effect of porosity on the fatigue life, a full-scale FE model was developed using Abaqus CAE, as described in Sect. 2.2. The RVE-model results are used in FE-Safe to calculate the fatigue life at different loading. The results obtained from the proposed RVE model are discussed in the following sections.
3.2.1 FE model prediction of S–N curve
For the prediction of fatigue life in a full-scale model, CT scan data is used to measure the average porosity and used as an input parameter in the FE RVE model. In this study, a modified Young’s modulus is used to incorporate the effect of material cross-sectional area associated with defects. As in the first instances, fatigue life has been calculated for a range of loading conditions, with the same overall porosity density, but different average pore sizes. Figure 14 shows the S–N curve generated based on the proposed RVE model.

FE prediction of fatigue life of AlSi10Mg for variable average pore size with a porosity fraction of 0.2%
Figure 14 shows the prediction of fatigue life for different average pore sizes (same overall pore density) at three different stress loading conditions. For each stress loading and pore size, 10 RVE models are run. However, the location of the pores is random and not the same for all these 10 runs at any particular porosity and pore size. At similar loading conditions, the change in average pore size does not have any significant effect on the fatigue life. However, a higher scatter is observed particularly at the 180 MPa and 160 MPa loading conditions, since the location of pores are random. For each loading condition, the scatter in the fatigue life is not linearly affected by the pore size, when the porosity of the bulk samples is same.
3.2.2 Comparison with experimental results
To validate the proposed model, the predicted FE results for fatigue life are compared with experimental results as shown in Fig. 15. The experimental details are given in Sect. 2. In this case, for the FE model, the porosity and pore size were determined on the actual samples tested for fatigue. It is noteworthy that the FE results show good agreement with the experimental findings.

Comparison between the S–N curves of FE model predictions and the experimentally determined fatigue life (for tension–compression R = − 1)
From Fig. 15, a reasonable FE prediction is observed for the high stress loading condition (200 MPa and 150 MPa). At high stress loading, it predicts fatigue life with an error of 9%. However, at low stress loading condition, such as 120 MPa, the FE model overpredicts the average fatigue life compared to the experimental findings. The average fatigue life calculated by the FE model is nearly 43% higher than that of the experimental fatigue life at 120 MPa. In contrast, the average fatigue life of FE prediction is 18% lower than the experimental fatigue life at 100 MPa. Furthermore, the scatter in the S–N curve is also higher in these regions both in experimental and numerical findings.
4 Discussion
The effects of porosity density, pore size, and location on stress concentration and corresponding fatigue life are analysed using FE analysis for a single-pore model. Based on the findings of this paper, for the single-pore model, the following conclusions can be drawn.
Pore location has the most significant effect on stress concentration and fatigue life. The stress concentration around a pore increases sharply when the pore is located near the surface (within 200–300 µm) of a sample. It is observed that the maximum stress concentration occurs when a small portion of the pore intersects the surface (Fig. 6). However, no significant stress concentration change is observed when the pore location changes within the centre portion of a component away from the surface. The pore size also increases stress concentration around the pore. However, this effect is insignificant when the pore is located near the centre of the sample compared to the near-surface pores.
A comparative study on porosity, pore size and location shows that when the porosity is similar, the pore location has a greater contribution to stress concentration than the pore size. For similar sized pores, higher stress concentration occurs near the pores located at the surface compared to pores at the centre. Furthermore, stress concertation is similar at the surface if there is only a small variation in average pore size. Therefore, the effect of pore location is greater than the average pore size, which is greater than the overall porosity. The fatigue life calculation for the single-pore model shows that the maximum stress concentration occurs near the pore in all cases. This indicates that the potential crack initiation sites could be at the pores, which comply with experimental findings [40]. Surface and subsurface pores can reduce the fatigue life by nearly 90% compared to a similar pore located at the centre.
Pore clustering is another phenomenon which is found to increase stress concentration. However, pore clustering occurs for pores aligned perpendicular to the load axis. The porosity clustering depends on the edge distance between pores and their size. The effect of porosity is prominent when the distance between the pores is smaller than the radius of the pores.
It is also noted that a FE model is proposed based on known porosity data of actual experimental samples to calculate the stress concentration and the overall fatigue life using a solver Fe-Safe. The fatigue life prediction is based on RVE analysis, which is described in Sect. 2. The proposed FE model reasonably predicts the fatigue life and generates an S–N curve for the known value of porosity, and pore size, Fig. 15. The FE prediction of fatigue life shows an error of nearly 9% at the high stress loading condition (200/150 MPa). However, over or under prediction of fatigue life is observed compared to experiments at the low loading zone (120 MPa and 100 MPa). The reason for overprediction/underprediction could be associated with the location of pores. In the RVE model, the pores' locations are random and include edge effects. The experimental sample could have more near-surface pores, which can cause early failure, as demonstrated in Sect. 3.5. Besides, in this study, only regular shaped pores (circular pores) are considered, while in the actual experiment, there could also be irregularly shaped pores. In the numerical prediction, the surface roughness of the samples is also not considered, while experimental samples show nearly 500–900 nm roughness even after machining. This could be another reason for over prediction in the FE results.
5 Conclusions
In this study, the stress concertation and fatigue life of L-PBF AlSi10Mg alloy are analysed using FE analysis considering the porosity, pore size and location. It has been found that stress concentration increases, and fatigue life decreases with an increase in pore size. However, this effect is significant when the pores are located near the surface compared to centre pores when the pore size is the same. The highest stress concentration occurs in the pore, of which a small portion intersects the surface. It is also found that the pores which intersect the surface or are located underneath the surface can reduce the fatigue life by about 90–95% of compared to a similar pore located at the centre. Pore clustering is confirmed for pores perpendicularly aligned to the load axis when their edge distance is smaller than their radius. A FE model based on known porosity and pore size is proposed to generate an S–N curve of L-PBF AlSi10Mg alloy for R = − 1. The proposed FE model reasonably predicts the fatigue life and shows only a 9% error with experimental findings under the high stress loading conditions (200/150 MPa). However, over prediction is observed in the low loading cycles (120 MPa and 100 MPa).
References
Herzog D et al (2016) Additive manufacturing of metals. Acta Mater 117:371–392. https://doi.org/10.1016/j.actamat.2016.07.019
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23(6):1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Barroqueiro B et al (2019) Metal additive manufacturing cycle in aerospace industry: a comprehensive review. J Manuf Mate Process 3(3):52. https://doi.org/10.3390/jmmp3030052
Craig A. Giffi BG, Pandarinath Illinda (2014) 3D opportunity for the automotive industry. Accessed 4 October 2019 Available from. https://www2.deloitte.com/us/en/insights/focus/3d-opportunity/additive-manufacturing-3d-opportunity-in-automotive.html#endnote-sup-35.
Gurrappa I (2003) Characterization of titanium alloy Ti-6Al-4V for chemical, marine and industrial applications. Mater Charact 51(2–3):131–139. https://doi.org/10.1016/j.matchar.2003.10.006
Goehrke S (Dec 5, 2018) Additive Manufacturing Is Driving The Future Of The Automotive Industry. 2019 Available from. https://www.forbes.com/sites/sarahgoehrke/2018/12/05/additive-manufacturing-is-driving-the-future-of-the-automotive-industry/#5d7a20da75cc.
Trevisan F et al (2017) On the selective laser melting (SLM) of the AlSi10Mg alloy: process, microstructure, and mechanical properties. Materials 10(1):76. https://doi.org/10.3390/ma10010076
Shamsaei N et al (2015) An overview of direct laser deposition for additive manufacturing; part ii: mechanical behavior, process parameter optimization and control. Addit Manuf 8:12–35. https://doi.org/10.1016/j.addma.2015.07.002
Afroz L et al (2022) Fatigue behaviour of laser powder bed fusion (L-PBF) Ti–6Al–4V, Al–Si–Mg and stainless steels: a brief overview. Int J Fract 235(1):3–46. https://doi.org/10.1007/s10704-022-00641-3
Cao F, Ravi Chandran KS (2017) The role of crack origin size and early stage crack growth on high cycle fatigue of powder metallurgy Ti-6Al-4V alloy. Int J Fatigue 102:48–58. https://doi.org/10.1016/j.ijfatigue.2017.05.004
Wycisk E et al (2014) Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties. Phys Procedia 56:371–378. https://doi.org/10.1016/j.phpro.2014.08.120
Aboulkhair NT et al (2016) Improving the fatigue behaviour of a selectively laser melted aluminium alloy: influence of heat treatment and surface quality. Mater Des 104:174–182. https://doi.org/10.1016/j.matdes.2016.05.041
Larrosa NO et al (2018) Linking microstructure and processing defects to mechanical properties of selectively laser melted AlSi10Mg alloy. Theoret Appl Fract Mech 98:123–133. https://doi.org/10.1016/j.tafmec.2018.09.011
Uzan NE et al (2017) Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater Sci Eng, A: Struct Mater: Prop, Microstruct Process 704:229–237. https://doi.org/10.1016/j.msea.2017.08.027
Wycisk E et al (2015) Fatigue performance of laser additive manufactured Ti–6Al–4V in very high cycle fatigue regime up to 109 cycles. Frontiers Materials. https://doi.org/10.3389/fmats.2015.00072
Günther J et al (2017) Fatigue life of additively manufactured Ti–6Al–4V in the very high cycle fatigue regime. Int J Fatigue 94:236–245. https://doi.org/10.1016/j.ijfatigue.2016.05.018
Siddique S et al (2015) Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater Des 83:661–669. https://doi.org/10.1016/j.matdes.2015.06.063
Lewandowski JJ, Seifi M (2016) Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res 46(1):151–186. https://doi.org/10.1146/annurev-matsci-070115-032024
Banerjee R et al (2005) Nanoscale TiB precipitates in laser deposited Ti-matrix composites. Scripta Mater 53(12):1433–1437. https://doi.org/10.1016/j.scriptamat.2005.08.014
Sola A, Nouri A (2019) Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J Adv Manuf Process. https://doi.org/10.1002/amp2.10021
Ng GKL et al (2009) Porosity formation and gas bubble retention in laser metal deposition. Appl Phy a-Materials Sci Process 97(3):641–649. https://doi.org/10.1007/s00339-009-5266-3
Weingarten C et al (2015) Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J Mater Process Technol 221:112–120. https://doi.org/10.1016/j.jmatprotec.2015.02.013
Zhang B, Li Y, Bai Q (2017) Defect formation mechanisms in selective laser melting: a review. Chin J Mech Eng 30(3):515–527. https://doi.org/10.1007/s10033-017-0121-5
Yang KV et al (2018) Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater Sci Eng, A: Struct Mater: Prop, Microstruct Process 712:166–174. https://doi.org/10.1016/j.msea.2017.11.078
Gong H et al (2014) Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit Manuf 1–4:87–98. https://doi.org/10.1016/j.addma.2014.08.002
Vilaro T, Colin C, Bartout JD (2011) As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall Mater Trans A 42(10):3190–3199. https://doi.org/10.1007/s11661-011-0731-y
Carter LN, Essa K, Attallah MM (2015) Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyping J 21(4):423–432. https://doi.org/10.1108/Rpj-06-2013-0063
Khairallah SA et al (2016) Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 108:36–45. https://doi.org/10.1016/j.actamat.2016.02.014
Thijs L et al (2013) Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater 61(5):1809–1819. https://doi.org/10.1016/j.actamat.2012.11.052
Gu D, Shen Y (2009) Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater Des 30(8):2903–2910. https://doi.org/10.1016/j.matdes.2009.01.013
Liu B et al (2011) Investigaztion the effect of particle size distribution on processing parameters optimisation in selective laser melting process. https://doi.org/10.26153/tsw/15290
Buchbinder D et al (2011) High power selective laser melting (HP SLM) of aluminum parts. Phys Procedia 12:271–278. https://doi.org/10.1016/j.phpro.2011.03.035
Gong H et al (August 2013) Defect morphology of Ti-6Al-4V parts fabricated by selective laser melting and electron beam melting, in 24th Annual International Solid Freeform Fabrication Symposium.
Kang N et al (2018) Controllable mesostructure, magnetic properties of soft magnetic Fe-Ni-Si by using selective laser melting from nickel coated high silicon steel powder. Appl Surf Sci 455:736–741. https://doi.org/10.1016/j.apsusc.2018.06.045
Wilby A, Neale D (2009) Defects introduced into metals during fabrication and service. Mater Sci Eng 3:48–75
Riemer A et al (2014) On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng Fract Mech 120:15–25. https://doi.org/10.1016/j.engfracmech.2014.03.008
D’armas H et al (2000) Tempering effects on the tensile response and fatigue life behavior of a sinter-hardened steel. Mater Sci Eng, A: Struct Mater: Prop, Microstruct Process 277(1):291–296. https://doi.org/10.1016/S0921-5093(99)00533-X
Chawla N et al (2001) Axial fatigue behavior of binder-treated versus diffusion alloyed powder metallurgy steels. Mater Sci Eng, A: Struct Mater: Prop, Microstruct Process 308(1):180–188. https://doi.org/10.1016/S0921-5093(00)01990-0
Murakami Y (2002) Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions Elsevier. Elsevier, Oxford
Tammas-Williams S et al (2017) The influence of porosity on fatigue crack initiation in additively manufactured titanium components. Scientific Rep. https://doi.org/10.1038/s41598-017-06504-5
Xu Z, Wen W, Zhai T (2012) Effects of pore position in depth on stress/strain concentration and fatigue crack initiation. Metall and Mater Trans A 43(8):2763–2770. https://doi.org/10.1007/s11661-011-0947-x
Romano S et al (2018) Fatigue properties of AlSi10Mg obtained by additive manufacturing: defect-based modelling and prediction of fatigue strength. Eng Fract Mech 187:165–189. https://doi.org/10.1016/j.engfracmech.2017.11.002
Cao F et al (2018) A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM (1989) 70(3):349–357. https://doi.org/10.1007/s11837-017-2728-5
Fan J et al (2003) Cyclic plasticity at pores and inclusions in cast Al–Si alloys. Eng Fract Mech 70(10):1281–1302. https://doi.org/10.1016/s0013-7944(02)00097-8
Li P et al (2009) Quantification of the interaction within defect populations on fatigue behavior in an aluminum alloy. Acta Mater 57(12):3539–3548. https://doi.org/10.1016/j.actamat.2009.04.008
Ben Ahmed A et al (2019) The effect of interacting defects on the HCF behavior of Al-Si-Mg aluminum alloys. J Alloy Compd 779:618–629. https://doi.org/10.1016/j.jallcom.2018.11.282
Hardin RA, Beckermann C (2013) Effect of porosity on deformation, damage, and fracture of cast steel. Metall and Mater Trans A 44(12):5316–5332. https://doi.org/10.1007/s11661-013-1669-z
Alam MM et al (2013) Analysis of the stress raising action of flaws in laser clad deposits. Mater Des 46:328–337. https://doi.org/10.1016/j.matdes.2012.10.010
Greitemeier D et al (2016) Effect of surface roughness on fatigue performance of additive manufactured Ti–6Al–4V. Mater Sci Technol 32(7):629–634. https://doi.org/10.1179/1743284715y.0000000053
Brandl E et al (2012) Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater Des 34:159–169. https://doi.org/10.1016/j.matdes.2011.07.067
Chen B et al (2017) Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scripta Mater 141:45–49. https://doi.org/10.1016/j.scriptamat.2017.07.025
Edwards P, Ramulu M (2014) Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater Sci Eng, A 598:327–337. https://doi.org/10.1016/j.msea.2014.01.041
Brandl E et al (2011) Mechanical properties of additive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid-state laser and wire. Mater Des 32(10):4665–4675. https://doi.org/10.1016/j.matdes.2011.06.062
Tang M, Pistorius PC (2017) Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int J Fatigue 94:192–201. https://doi.org/10.1016/j.ijfatigue.2016.06.002
Siddique S, Imran M, Walther F (2017) Very high cycle fatigue and fatigue crack propagation behavior of selective laser melted AlSi12 alloy. Int J Fatigue 94:246–254. https://doi.org/10.1016/j.ijfatigue.2016.06.003
Standard A (2021) ASTM standard E466–21, standard practice for conducting force-controlled constant amplitude axial fatigue tests of metallic materials.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. Royal Melbourne Institute of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Afroz, L., Inverarity, S.B., Qian, M. et al. Analysing the effect of defects on stress concentration and fatigue life of L-PBF AlSi10Mg alloy using finite element modelling. Prog Addit Manuf 9, 341–359 (2024). https://doi.org/10.1007/s40964-023-00457-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00457-0