
Abstract
Large format additive manufacturing (LFAM) technologies are rapidly growing with significant potential for application in multiple technological sectors like aerospace, tooling, automotive, marine, construction, and energy. LFAM processes offer significant advantages including reduced lead time, cost, and material waste, which are further amplified due to the increased volume of the components. This review paper focuses on LFAM technologies with the highest technology readiness level, i.e., metal Directed Energy Deposition (DED), polymer extrusion, and solid-state deposition (i.e. cold spray additive manufacturing (CSAM)). Common system setups, the maximum deposition rate, and the range of processable materials, along with the achievable mechanical properties and geometrical characteristics, are outlined for each technology, both in individual and hybrid manufacturing formats. The main technological challenges are gathered and discussed to highlight the areas that require further development. Finally, the current industrial applications for LFAM technologies and the expected future developments are outlined. This review provides an overview of LFAM technologies’ current status and discusses their potential in improving the manufacturing of complex and large geometries, with a significant reduction in material and energy consumption, while ensuring high-quality and high-performance components.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The Additive Manufacturing (AM) market is experiencing extremely fast growth covering a wide range of applications and technological sectors that are continuously expanding. The global size of this market was evaluated at USD 13.84 billion in 2021 and is expected to reach USD 76.16 billion by 2030, according to Grand View Research reports Grand View Research [1]. In recent years, AM applications have been moving from prototyping to high performance structural components. This is demonstrated also by the interest of various national and international funding agencies, in opening new calls on topics such as HIPERLAM (High-Performance Laser-based Additive Manufacturing) [2].
In this context, the Large Format Additive Manufacturing (LFAM) market is following a growth path, which is perfectly in line with other AM technologies. According to Tauscher et al. [3], large components, in the field of AM processes can be defined as structures the size of which exceeds the build volume of conventional AM setups that are also known as desktop printers and have a build volume below 1 m3 as stated by Moreno Nieto and Molina [4]. The main advantages of LFAM are the same as common AM techniques of smaller size such as reduction if not elimination of assembly procedure, as well as reducing material waste and lead time. Material waste reduction derives from an inherent characteristic of LFAM processes, namely the additive principle. While subtractive processes are based on material removal, hence naturally leading to material waste; the material waste in the case of LFAM and AM techniques mainly derives from finishing operations and support removal. To quantify this effect, the Buy-To-Fly (BTF) ratio can be employed. This quantity is defined as the weight of metal bought divided by the final part weight [5] and has typical values of 12:1 to 25:1, for example, in the case of titanium components for aircrafts [6]. Barz et al. [7] conducted a literature review and identified a common buy-to-fly ratio of 1:1 to 3:1 for AM components. In contrast, subtractive production methods exhibit a much higher ratio of 10:1 to 40:1. This significant difference underscores the substantial reduction in material waste achieved by AM technologies compared to traditional subtractive methods. The reduction in lead time is instead particularly evident when AM and LFAM technologies are compared with methods requiring complex tooling such as molds [8] as well as machining processes, which often necessitate specific jigs or fixtures unique to each part design [9]. Additionally, AM and LFAM technologies reduce lead time by minimizing the number of assembly components, thereby decreasing assembly time, allowing for parallel processing of multiple parts, and simplifying the supply chain. Chiu et al. [10] and Ozceylan et al. [11] developed simulation models that support these qualitative observations. Most, if not all these advantages are further emphasized for LFAM with respect to the traditional AM techniques, e.g., a single large component substituting an assembly of bigger dimensions will typically allow for a greater reduction in the number of components and the assembly time. Moreover, the high-volume components, which are currently produced through traditional techniques and could be replaced with LFAM, are typically critical components with high costs and lead times; thus, implementing LFAM for their fabrication can result in crucial improvement. SmarTech Analysis [12] forecasts a growth from USD 117.7 million in 2021 to USD 619.3 million in 2030 for the metal Directed Energy Deposition (DED) and LFAM market, a more than fivefold growth in 10 years. The trend is represented in Fig. 1. This analysis also includes hybrid additive–subtractive manufacturing techniques. LFAM and hybrid techniques are indeed strictly related, especially when high performance and tight tolerances are needed.

Chart representing LFAM market growth from 2021 to 2030 inspired by SmarTech Analysis [12]
In literature and the industrial environment, manufacturing of large-format components through various AM processes is identified with different acronyms. Some of the most common acronyms of this type are:
-
Large-Scale Additive Manufacturing (LSAM), which is also the commercial name of an AM system from the US-based company Thermwood as cited by Wang et al. [13].
-
Big Area Additive Manufacturing (BAAM), a term coined by Cincinnati Incorporated and Oak Ridge National Laboratory appears in the studies by Duty et al. [14, 15] who studied the effect of infrared preheating on components produced with this technology and Roschli et al. [15] who developed strategies and guidelines for BAAM.
-
Large Format Additive Manufacturing (LFAM) is typically used to identify other classes of technologies with a weaker connection to the market. Ajinjeru et al. [16] used this acronym to identify high-performance extrusion-based thermoplastics additive manufacturing, Borish et al. [17], instead, used it for describing various large format metal additive manufacturing DED technologies.
In the present article, the LFAM acronym will be used to identify all the AM processes and technologies able to produce large components, regardless of the materials employed. While some LFAM technologies are not fully industrialized yet, a few others have already reached a high maturity level with integrated systems already on the market. In this paper, when citing maturity level, the authors are referring to the European Commission’s definition of Technology Readiness Level (TRL) [18] which is an index used to assess the maturity level of a particular technology. To identify the processes of major interest here, first, a common classification is proposed. According to ASTM52900-15 [19] standard, AM processes can be categorized into seven different main groups of VAT photopolymerization, sheet lamination, binder jetting, material extrusion, material jetting, powder bed fusion, and Directed Energy Deposition (DED). As reported by Bhatt et al. [20], the most common technologies applied for robotic LFAM processes belong to the categories of material extrusion and DED, followed by VAT photopolymerization and sheet lamination. In addition to the abovementioned categories, Cold Spray Additive Manufacturing (CSAM) has been also considered, although not officially included in the ASTM categories; CSAM is distinguished from the other metal AM technologies for being a non-thermal process, inducing bonding based on kinetic energy as described by Bagherifard et al. [21].
In the present study, the focus of the analysis will be on the individual and hybrid technologies, which are more often associated with LFAM, and show a high potential for reaching full industrial maturity in the coming years. These technologies can be grouped into the categories of DED, material extrusion, and CSAM. A subcategorization of these technologies, together with a brief description of the processes is provided here to better identify the focus of the present study.
Svetlizky et al. [22] categorize DED techniques according to the feedstock material type (in the form of powder or wire) and the energy source such as laser beam, electron beam, or plasma/electric arc. The main processes that are often integrated into LFAM setups are Wire Arc Additive Manufacturing (WAAM), Wire-Laser Additive Manufacturing (WLAM), and Powder Laser Additive Manufacturing (PLAM). This category of technology and, in particular, WAAM technology, represents a prominent example of high maturity level LFAM technology. Norsk Titanium company (Norway), indeed, reached a TRL 8 on a WAAM aerospace component, which means the component was flight-qualified. Gradl et al. [23], instead, identified TRL 6 as an absolute minimum for PLAM technology.
When applied to large formats, material extrusion, in the case of thermoplastics, typically corresponds to Fused Granulate Fabrication (FGF), which is an extrusion-based technology. FGF employs pellet material as feedstock with a lower price, higher material throughput, and improved mechanical properties if compared to technologies like Fused Filament Fabrication (FFF) as explained in the review by Pignatelli and Percoco [24]. FGF typically uses single screw extruders to process and extrude the thermoplastic or composite material. Cincinnati Incorporated (United States of America) partnered up with Oak Ridge National Laboratory (United States of America) and claimed they reached a TRL 7–8 for their FGF machine [25].
Contrary to the above technologies, CSAM is a non-thermal deposition technology in which the bonding of the powder particles takes place when they are accelerated by a high-pressure supersonic gas stream as defined in the review by Li et al. [26]. In recent years, different groups are paving the way to establish this technology thanks to the possibility of generating 3D shapes in a fast and scalable fashion; in Yin et al. [27] review the authors highlighted the notable flexibility in material selection and attractive deposition rates. In 2019, after a 5-year project, the European Space Agency (ESA) declared an increase from TRL 1 to TRL 4 for CSAM [28]; this has further matured in the following years.
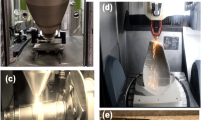
The abovementioned processes differ substantially in terms of feedstock type, deposition rate, spot size accuracy, and the range of chemical composition of treatable materials, to name a few. The data about deposition rate and materials processable by each technology are summarized in Table 1 and a representation of a system setup for each technology is shown in Fig. 2. CSAM is categorized as a metal technology even if it can also be employed for polymers as stated by Prashar and Vasudev [29] who also highlighted the potential of polymers as substrates for metal CSAM deposition.

Robotic support LFAM system setups; a WAAM setup including a welding torch, wire feeder, power source, 2-axis positioner, and robot [54]; b WLAM setup illustrating a fibre laser, head, wire feeder, 2-axis positioner, and robot [55]; c PLAM setup featuring a head, fibre laser, vacuum system, powder feeder, 2-axis positioner, and robot [56]; d CSAM setup including a CS gun with CS nozzle, two powder feeders, a robot, and a 2-axis positioner (courtesy of Impact Innovations Gmbh), e FGF setup including feeding system, pellet extruder, dehumidifying system, printing bed, and robot arm (courtesy of Caracol AM Srl); and f illustration of a 6-axis robotic arm work envelope, representing the spatial reach and movement capability of the robotic arm and g gantry system work envelope, visualizing the operational area and movement range of the gantry system
For high-end components, heat treatments and other post-processing technologies are often required to reach the desired mechanical properties, geometrical tolerances, and/or surface characteristics. This implies the necessity of developing hybrid processes. In the literature, the terms “hybrid manufacturing” and “hybrid additive manufacturing” are associated with various topics such as:
-
1.
Fabrication of a multi-material component using a single AM process, which can be either material of the same family, as in the case of different metals as performed by Wu et al. [39] who benefited from the flexibility of CSAM to this aim, or combinations of material belonging to different families, e.g., metals and polymers as Hertle et al. [40] demonstrated by combining polypropylene with aluminum.
-
2.
Combinations of additive and traditional subtractive manufacturing cited by Flynn et al. [41] with a focus on industrial applications, by Korkmaz et al. [42] who provided a technical overview of the process and by Sefene et al. [43] who drew a general picture of the state of the art of these technologies.
-
3.
Combination of AM processes and various post-processing methods applied to powder-based processes in Jiménez et al. [44].
-
4.
Multiple AM processes as explained by Silva et al. [45].
-
5.
Inherently hybrid AM processes (e.g., the direct ink write, and fiber placement process operated by Armstrong et al. [46]).
-
6.
AM utilizing different energy forms as shown by Fraunhofer Institute for Laser Technology ILT [47] which combined the laser and arc energy sources for the melting of metal wire.
Often, two or more of the abovementioned conditions are exploited simultaneously; for example, a hybrid process can be comprised of the combination of two different AM techniques, and, at the same time, it can employ two or more different materials as in the case of Silva et al. [45] who produced a metal/polymer customized dental implant. CIRP, the International Academy for Production Engineering has suggested an open and a narrow definition of hybrid manufacturing processes as cited by Zhu et al. [48]:
-
- Open definition: a hybrid manufacturing process combines two or more established manufacturing processes into a new combined setup whereby the advantages of each discrete process can be exploited synergistically.
-
- Narrow definition: hybrid processes comprise simultaneous acting of different (chemical, physical, controlled) processing principles on the same processing zone.
In the present study, the open definition will be adopted; hence, a hybrid AM process will be defined as a combination of two or more manufacturing processes comprising at least one AM process, synergistically exploiting the advantages of each process.
Another important aspect in the development of LFAM techniques is their associated cost. With the perspective of expanding their applications, it is mandatory to have systems with competitive prices and service costs. One of the major issues in the production of LFAM machines is the design of a system having a sufficient build envelope. While industrial portal machines (gantry type) are robust but expensive, one of the most common and cost-effective ways to reach build volumes exceeding the ones of conventional AM setups is the use of robotic support. The work envelope obtainable with robotic and gantry systems is represented in Fig. 2. Furthermore, the most significant drawback of robot arms is their low accuracy if compared to gantry systems; this is not an issue for the majority of LFAM processes since the obtained components are typically milled on a classical CNC machine after fabrication. In some other cases, nevertheless, tight tolerances are just not required, and the accuracy guaranteed by the robotic support is sufficient. Together with the large build volume and the lower cost, the flexibility of robotic systems allows for significant advantages and building techniques like multi-directional fabrication, conformal deposition, and support reduction or elimination [20]. These kinds of setups are already integrated with all the processes discussed in the present study. Akbari et al. [49] present a FGF robotic system, Ding et al. [50] employ a robotic WAAM system for their investigations on multi-bead overlapping and Wu et al. [51] worked on an analogous system to obtain an enhanced CSAM process.
Thus, considering the growing interest and the range of applications, the present article discusses LFAM processes and hybrid techniques with a focus on their performance and high-end applications. First, some general topics are introduced to provide useful definitions, to identify and present the generalities of the main technologies of interest, and to provide some information about cost-effective machinery solutions common to all these processes. Attention will be put on scalable technologies and machines, which are rapidly spreading in the market. Then, in the following sections, mechanical and geometrical properties for high performance applications will be discussed, highlighting the main common and specific criticalities. Data in the literature regarding properties and characteristics obtainable through different LFAM technologies will be compared by employing benchmark traditional technologies and AM technologies and considering the same or similar materials, when applicable.
Eventually, the remaining challenges and possible actions to bridge the existing gaps will be debated.
2 Mechanical and geometrical properties
To widely spread in the market, new technologies need to undergo complex processes of validation and characterization in which physical, structural, and functional properties will be evaluated according to the target application field. One of the most demanding industrial fields in terms of processing and quality assurance requirements is undoubtedly the aerospace sector. In 2021, the two major space agencies National Aeronautics and Space Administration (NASA) and ESA published two standards to formalize and define the requirements for AM components for spaceflight systems, namely “Additive manufacturing requirements for spaceflight systems” [52] and “Processing and quality assurance requirements for metallic powder bed fusion technologies for space applications” [53]; the principles of these standards, according to ESA, can also be used as a reference for other metal-based and polymer-based processes including WAAM, Stereolithography (with metals), Binder Jetting, Selective Laser Sintering (SLS), Stereolithography (with polymers), FFF, and others.
The existence of these standards is a sign of the interest of the aerospace industry in AM technologies and highlights their potential. An additional criticality of space components produced through LFAM processes is that, due to their dimensions, they are typically considered primary structures, in ESA Requirements and Standards Section ESTEC [57] these components are defined as part of the structure that carries the main flight loads and defines the overall stiffness, hence they are subjected to even stricter requirements. Despite the demanding requirements imposed by these standards, some LFAM technologies managed to fulfill the constraints, and interesting components were manufactured through LFAM processes by the two agencies, some of which are feasible for space missions. A noteworthy example is the ESA ring for International Birthing Docking Mechanism (IBDM) shown in Fig. 10a and manufactured through WAAM process presented in ESA AMBC Newsletter by Edden et al. [58].
CSAM technology was instead employed to manufacture the combustion chambers for a commercial rocket engine, a collaborative project between Impact Innovations GmbH, Germany, and Airborne Engineering (AEL). Notwithstanding the successful applications of LFAM technologies and their disruptive potential, validation of these processes is still not mature in many cases and industrial applications are still very limited.
As for any other manufacturing technology, mechanical and geometrical properties are strongly influenced by the process parameters. One factor, which is common to all LFAM processes is the travel speed, i.e., the motion speed of the deposition head, whether it is an extruder, a welding torch, or a CSAM spray gun. Other parameters instead are related to the very different energy source and physical nature of the LFAM processes, for example, temperature for FGF extruders or gas composition and speed for CSAM. These parameters have a strong influence on multiple aspects of the process such as manufacturing time, thermal history, component geometry, mechanical and microstructural properties, etc.
A peculiar process parameter, which is very specific to most AM processes and links many other parameters is the “layer time” (the time needed to obtain a single layer), which is crucial both in metal and polymer LFAM. Bandari et al. [59] observed the effect of interlayer cooling in the case of WLAM technology and noticed a considerable effect on distortion and mechanical properties. Wang et al. [13] developed a layer time control method to maximize component properties. Typically, components have optimal properties when a layer time within a certain range is maintained during the whole AM process. With all other parameters set, layer time only depends on layer length and deposition rate. Layer length is the length of the toolpath corresponding to a single layer and depends on the geometry of the components and the toolpath strategy. Hence, when a toolpath is set, layer time needs to be controlled by acting only on parameters linked to the deposition rate and travel speed. For example, in FGF the main parameters to tune are the screw rotation speed of the extruder and its travel speed. Layer time has a direct dependence on the temperature of the layer; thus, it has a direct effect on the strength of the bonding generated between two subsequent layers. If the layer time is too short, the structure usually collapses due to heat accumulation while an excessive layer time leads to poor bonding of subsequent layers or even delamination due to the low temperature of the previous layer when the subsequent one is deposited on top of it.
To better clarify the market and application gap LFAM and hybrid processes would fill, an analysis of production rate versus resolution was performed and depicted in Fig. 3. As also mentioned in the paragraph dedicated to the analysis of geometrical properties, resolution, which refers to the smallest increment the machine can produce, in the case of AM processes, is typically identified as the width and height of a single bead, which is the minimum constitutive unit of the workpiece; on the other hand, in the case of CNC milling, resolution typically corresponds to the minimum movement the machine can perform in x-, y- or z-axis and can be down to 1 µm [60] if not lower. Production rate, instead, is here defined as follows:
where \({M}_{f}\) is the final mass of the component and \({T}_{f}\) is the total production time. Four families of technologies were analysed, namely LFAM, hybrid LFAM-subtractive processes, AM, and traditional subtractive processes, namely CNC milling. In the following, the method to calculate production rate value for all these categories is explained.

Ashby chart showing LFAM, and hybrid technology compared to AM and traditional technologies in terms of production rate and resolution. Each technology is represented by an ellipse, where the area of the ellipse indicates the range of production rates and resolutions achievable by the corresponding technology. CNC Milling is depicted in grey. WAAM, WLAM, PLAM, CSAM, and FGF are grouped in blue in the LFAM family that are englobed by the blue ellipse. SLM and FFF are shown in violet and belong to the AM category. Hybrid LFAM-Subtractive is highlighted in pink
-
LFAM: in the case of LFAM, the production rate simply corresponds to the deposition rate.
-
AM: as for LFAM, the production rate simply corresponds to the deposition rate.
-
CNC milling: the production rate corresponds to the ratio between Material Removal Rate (MRR) and BTF
$$Production\,\,rate = \frac{{MRR}}{{BTF}}.$$(2) -
Hybrid LFAM-subtractive: the formula can be derived as follows:
$$Production\,\,rate = \frac{{M_{f} }}{{T_{f} }},$$(3)$$Production\,\,rate = \frac{{M_{f} }}{{\frac{{M_{f} *BTF}}{{Deposition\,\,rate}} + \frac{{M_{f} *\left( {BTF - 1} \right)}}{{MRR}}}},$$(4)$$Production\,\,rate = \frac{1}{{\frac{{BTF}}{{Deposition\,\,rate}} + \frac{{BTF - 1}}{{MRR}}}}.$$(5)
All the data for the generation of the chart are included in the following section with the exclusion of MRR for which dedicated literature research was performed to identify a typical range, which was found to be between 0.0025 kg/h and 1.9210 kg/h [61,62,63,64,65,66].
Hybrid LFAM-subtractive technologies effectively address a significant gap in the manufacturing sector by combining the strengths of both additive and subtractive methods. LFAM excels in producing large, complex parts at extremely high production rates. However, LFAM typically struggles with achieving fine resolution. On the other hand, CNC milling provides exceptional precision but at lower production rates. Hybrid LFAM-subtractive techniques bridge this gap by integrating LFAM’s high production efficiency with subtractive methods' precision. This hybrid approach leverages LFAM’s ability to quickly build large parts while using subtractive processes to refine and enhance resolution. As a result, Hybrid LFAM-subtractive techniques deliver both high production rates and fine resolution, offering an optimal solution for industries requiring both scale and precision, such as aerospace, automotive, and advanced manufacturing applications.
In the following sections, an informative synthesis of the main properties expectable from LFAM technologies is presented to provide a useful tool for the assessment of these processes’ feasibility for various applications. The analysis will also compare these technologies with each other and with respect to traditional manufacturing processes and AM technologies. Furthermore, the main challenges associated with mechanical and geometrical properties will be analysed. Figure 4 provides an overall comparison of multiple properties discussed in the following sections.

a LFAM technologies' mechanical properties compared with AM and traditional technologies, b Metal LFAM technologies roughness compared to SLM and CNC, c LFAM technologies’ porosity for metal and polymers compared with AM and traditional technologies, d LFAM technologies resolution for metals and polymers, e LFAM technologies maximum overhang angle for metals and polymers compared with AM and traditional technologies
For the sake of effectiveness and coherency in the comparison of different technologies, one specific material was chosen to analyse different properties. Despite the scarcity of such specific data in the literature, at least one resource is reported for each technology and each property analysed, thus providing a complete and consistent comparison.
2.1 Mechanical properties
Pertaining to mechanical properties, anisotropy is very common in AM processes both for metals as analysed by Kok et al. [67] and for polymers and polymer composites [68]. This criticality is inherent in the AM principle of layer-by-layer deposition, which generates a difference between longitudinal direction (the direction followed during the deposition of the layer) and transversal direction, i.e., the build direction. For this reason, in most cases, test samples should be built at least in these two directions, as represented in Fig. 5.

Typical build directions for AM and LFAM samples
AM and LFAM anisotropy represents a major challenge not only for material characterization but also for structural simulation where differences in material behavior depending on component build direction are usually difficult to consider in an optimal way. Moreover, the direction perpendicular to the transversal and longitudinal directions is usually neglected when materials are characterized for LFAM technologies. Surprisingly, this is extremely important when components with more than one wall are produced. This behavior depends on the strength generated by the overlap of adjacent material beads, which are placed side-by-side, corresponding to the y direction in Fig. 5. Particularly, polymer LFAM techniques show very different results when different build directions are considered. In some cases, and especially when the layer time is not optimal, this difference can reach up to 75–90% reduction in strength as observed by Duty et al. [69] in their tests. This is due to the state of bonding occurring between the material within the same printing layer generated by a continuous flow of molten mass and the adhesion between subsequent layers where the material of the previous layer has already partially cooled down. To mitigate this issue, additional techniques are often required. Kishore et al. [70], for example, performed layer preheating via an infrared heating source increasing the fracture energy by more than 2 times in optimal conditions. Duty et al. [69] presented a patented approach consisting of a dedicated printing strategy named “z-pinning” able to reduce the component anisotropy increasing strength by 20%.
In the case of metals, anisotropy is strongly mitigated by the fact that, excluding CSAM, the material is fully molten during deposition, with the formation of the so-called melting pool. A deep understanding of the heterogeneous microstructure and anisotropic mechanical properties that often occur within metal AM parts, investigated by Kok et al. [67], needs to be matured to fully exploit the potentiality of these processes. Bagherifard et al. [71] proved post heat treatments to be efficient in reducing if not eliminating anisotropy; however, they might lead to significantly higher costs. This is a critical aspect that contributed to limiting the adoption of LFAM technologies in the market, especially when structural performance is desired.
The current technological gaps, in some cases, impose the need to make some compromises like the use of different alloys with respect to the one employed for traditional processes. For example, components traditionally made of aluminum 7075, usually cannot be substituted with LFAM components of the same alloy due to the difficulties in manufacturing this material through most LFAM technologies; hence, alloys with lower mechanical properties that are compatible with the AM technology must be selected. Nevertheless, many new materials specific to AM technologies are nowadays under development and we can expect the development of full portfolios of LFAM-dedicated materials, especially for what concerns highly demanding applications while, in the case of applications where lower costs are needed, traditional materials are likely to remain the most cost-effective choice due to the higher production volumes. An example of AM-dedicated material is the liquid crystal polymer patented by the Swiss startup NematX, which was developed to increase the mechanical properties for FFF technology but could also be applied in the form of pellets in FGF. On this subject Guidetti et al. [72] performed a trajectory optimization to positively leverage the anisotropy of the material improving a component’s strength by a factor of 44 and stiffness by a factor of 6 when compared to traditional printing.
Herein, to provide a concrete idea of the current potential of LFAM techniques in terms of achievable mechanical properties, a common steel alloy, and a common thermoplastic composite were chosen to compare the different technologies for metal and polymers, respectively. Obviously, this approach does not provide a comprehensive quantitative view of the properties achievable by all processable materials, but we believe it can provide an insightful example of the difference in the range of achievable mechanical properties among different LFAM technologies. The data for wrought and injection molded samples are also reported to provide a benchmark based on traditional manufacturing technologies in the case of metals and polymers, respectively. Only Ultimate Tensile Strength (UTS) was reported in the case of polymers due to their different behavior, if compared to metals under tensile loading. As reported in one of the most common standard test methods for tensile properties of plastics, ASTM D638 [73], not all polymers have a yield point. Moreover, in the case of highly extendable materials, the high magnification extensometer normally used to determine properties up to the yield point may not be suitable for tests involving high extensibility. Referring to the tensile strength calculation the standard also reports “Express the result in Pascals (pounds force per square inch) and report it to three significant figures as tensile strength at yield or tensile strength at break, whichever term is applicable.” For this reason, in the literature, it is common practice to report only tensile strength based on ASTM D638 test in the case of FGF samples [14, 74,75,76,77].
The steel alloy selected here is 304 stainless steel; the choice was driven by the availability of data in the literature. Moreover, it is generally considered as a material with an optimal combination of strength, corrosion resistance, and ductility as also claimed by Prasad et al. [78], which makes 304 stainless steel a widely used alloy. In the case of CSAM and WLAM alloys with very similar composition and mechanical properties, 308 and 316 stainless steels were considered, due to insufficient data available in the literature for 304 stainless steel. Moreover, while all other samples were tested in as-built conditions, CSAM samples were considered after annealing, which is typically performed after spraying to obtain acceptable mechanical properties especially enhanced ductility through grain recrystallization, diffusion at oxide-free inter-particle interfaces [79] and reduce porosity [71]. An analogous criterion was employed for the selection of the polymeric composite material which is Acrylonitrile Butadiene Styrene (ABS) with 20% short carbon fibers.
The tensile test data, namely Yield Strength (YS), UTS, and elongation at failure (ε) were compared. To take the frequent anisotropy of AM processes into account, both transversal (T) and longitudinal (L) directions were considered when available. These data are synthesized in Table 2 and graphically represented in Fig. 5. A schematic representation of transversal and longitudinal directions in LFAM samples is shown in Fig. 5, similar to how they were defined by Laghi et al. [80]. It is worth noticing that, while in the case of metal technologies, strength, and elongation ranges are generally quite close, FGF outperforms FFF in all cases while it presents lower properties when compared to injection molding if transversal direction is considered.
2.2 Surface properties
When surface properties are analysed, surface roughness is typically considered the main factor due to its impact on accuracy in positioning, friction coefficient, contact deformation, and contact joint tightness as reported by Gadelmawla et al. [99]; Maleki et al. [100] also pointed out its influence on scratch resistance, dimensional precision, corrosion resistance, wettability, and aesthetical aspects. The effect of surface roughness on wear behavior has been extensively studied in LFAM technologies, as its influence is well established in traditional manufacturing methods [101]. Ralls et al. [102] observed that, in CSAM, reducing surface roughness through laser shot peening significantly decreased the coefficient of friction. Gurol et al. [103] found that despite surface waviness and roughness, WAAM components exhibit only slightly higher wear rates compared to cast components. Moreover, surface roughness has a high influence on fatigue and contact-fatigue life of load-bearing components as remarked by Suraratchai et al. [104]. For these reasons, the roughness of LFAM components is widely investigated through experiments and prediction models. More recently, So et al. [105] employed deep neural networks for this aim, while Xia et al. [106] exploited the potential of machine learning methods and identified the most suitable method for this application.
In addition to roughness, in the case of LFAM processes, another important parameter needs to be analysed to define the surface properties. This parameter is surface waviness, also called the stair-case effect. Surface waviness was quantitatively defined by Geng et al. [107] as the ratio of peak to valley (see Eq. 6), where Lm is the full width and Le is the effective width of the bead as represented in Fig. 6f.

Yehorov et al. [108], instead, defined “surface waviness” (SW) index as the difference between the full cross-sectional area and the effective cross-sectional area of the layers, divided by the summation of the layer heights considered in each measurement area, as described in Eq. 7, where HL is the full height of the considered region as represented in Fig. 6f.
In both cases, the defined parameters are related to the surface quality of the wall. Usually, a uniform waviness indicates a stable process leading to consistent thermal conditions of the melting pool according to studies like the one of Geng et al. [107]. Waviness on the sides of components is caused by an intrinsic characteristic of most LFAM processes, i.e., the layer-by-layer deposition technique, and usually the distance between the two following peaks or valleys corresponds to the height of a deposited layer. On the top layer of components, instead, the waviness mainly depends on the path planning characteristics like infill strategies and distance between adjacent beads but also on printing parameters and feedstock material properties. There is very limited data in the literature on waviness compared to the typical surface roughness indexes; this can be attributed to the specificity of this parameter, which is mainly typical of AM processes. Surface waviness typically is much higher if compared to roughness but also its periodicity (the distance between peaks and valleys) is considerably larger. Peaks and valleys related to surface waviness are much smoother than the ones that characterize the surface roughness. Surface waviness must be considered when performing structural assessment to obtain a reliable result, but it has not been introduced yet in most simulation software. To better characterize the surface properties of LFAM technologies, a standardized definition to quantify waviness is needed.
Naturally, in many cases the surface quality of LFAM components even after parameter optimization is not satisfactory for the final application. It can be very far from surface roughness values obtainable through processes like CNC milling, necessitating to implement a hybrid process consisting of LFAM followed by one or more post-processing techniques. Maleki et al. [100] categorized these surface post-treatments into the main groups of.
-
i)
Subtractive (e.g., machining and polishing, laser ablation, and chemical/electro-chemical polishing)
-
ii)
Non-subtractive (e.g., shot peening and laser shock-peening)
-
iii)
Coatings (e.g., anodizing, deposition techniques)
-
iv)
Hybrid treatments (combinations of the above).
The most common LFAM hybrid process for roughness reduction is probably LFAM followed by CNC milling. In addition to roughness reduction, this process can eliminate the waviness and distortions by removing the extra material deposited. One major challenge of this hybrid process, however, is the difficulty in reaching undercuts and other critical areas, which are common in the complex geometries generated by LFAM processes. There are two different ways to tackle this issue; one is to define criteria in design for LFAM to reduce the presence of critical areas and the other is to improve the milling process or combine it with additional processes capable of reaching these critical regions.
Some results of surface roughness for LFAM metal processes are reported in Table 3 and Fig. 4b and some graphical examples are shown in Fig. 6. As described in the previous paragraph, 304 and 316 stainless steels were chosen as reference materials. It can be easily noticed how the value of roughness strongly depends on the type of material feedstock. Technologies with powder feedstock are typically characterized by higher roughness values if compared with processes where the feedstock material is wire. In the case of FGF, the excessive size of the beads (i.e., 20 mm wide and 5 mm thick) leads to the impossibility of measuring roughness with traditional systems as also deemed by Kalami and Urbanic [109] in their investigation of roughness measurement solution for AM components, thus the data are not reported.
2.3 Porosity
Porosity can be defined as the presence of defects in the form of pores and voids, which can also be simply seen as a local lack of solid material. porosity is a common issue in AM processes as observed by Bland and Aboulkhair [118] referring to the SLM process and can have a huge impact on the mechanical properties of AM components as verified by characterization performed by Arana et al. [119] who investigated strategies to reduce porosity in Al–Mg WAAM components. In AM processes like SLM, pores tend to be aligned between tracks along layer boundaries, leading to anisotropic ductility [120]. Similarly, Hauser et al. observed how, in the case of WAAM technology for aluminum alloys, gas inclusions escaping from the melt pool leave cavities on the surface of each deposited layer [121]. In these regions, the oxygen level was higher than in the total area analyzed, leading to a higher content of aluminum oxide. However, different LFAM technologies and materials exhibit varying types of porosity, which in turn affect the microstructure differently, and vice versa.
LFAM processes, in general, show much higher porosity if compared to traditional processes like injection molding. Porosity in LFAM processes is particularly critical because small pores inside the component can be very difficult to detect due to the large size and the complex shape of components, which make CT scanning and other Non-Destructive Inspection (NDI) methods particularly challenging. Interestingly, for LFAM technologies, porosity can have a different level of criticality depending on the material processed. A prominent example is the one described by Hauser et al. [121], i.e., high porosity in aluminum alloy components produced by WAAM technology, which represents a major challenge in the processing of this material. FGF is particularly prone to porosity due to the semi-molten state of the extruded material and the fact that the geometry of adjacent beads helps the formation of sharp-edge pores between them. Porosity can be reduced through parameter optimization and post-treatments like Hot Isostatic Pressing (HIP), which is also able to enhance mechanical properties in general. Simultaneously applying isotropic pressure at high temperatures, HIP is one of the most common and effective post-treatments to reduce porosity in AM materials. HIP was applied to FFF by Parker et al. [122] and to continuous fiber FFF by van de Werken et al. [123] leading to an increase of up to 46% in flexural strength and a significant reduction in porosity. Chen et al. [124] applied HIP to CSAM specimens, resulting in a highly densified morphology and a considerable increase in tensile strength. Furthermore, when applied to WAAM components, it reduced porosity up to 95% as observed by Mclean et al. [125]. The same authors, nevertheless, also noticed that, despite the extraordinary results obtained by the application of HIP for post-processing of WAAM components, it is also worth mentioning that it may lead to undesirable phase formation in some alloys, necessitating additional post-treatments. Another noteworthy criticality of HIP in the case of LFAM components is the size, which necessitates larger chambers and thus leads to higher costs as highlighted by Ahlfors [126] who analysed the topic of the cost of HIP for AM components providing useful data and information. Scanning strategy in LFAM also affects the porosity, as in the other AM processes like LPBF as observed by Valente et al. [127] who also investigated its effect on the material microstructure. Very limited data is available on this topic in the literature regarding LFAM.
Porosity can also be reduced, and mechanical properties enhanced, through the in-situ use of dedicated mechanical systems. Duty et al. [14] described the use of a “z-tamping” attachment, a moving metal plate that compacts each deposited bead near the nozzle orifice by moving vertically. This method is applied to FGF systems. Similarly, McAndrew et al. [128] utilized a technique known as “rolling,” which involves applying high force to the last deposited layer using a roller. This approach decreases porosity and increases mechanical properties and is used in both WAAM and FGF systems[129]. Even if they are used with very different technologies and materials, both examples share the same principle, i.e., a system that applies high pressure on the top layer to reduce the number and size of pores before depositing the subsequent layer. Application of pressure is also shared between mechanical strategies and HIP systems, showing how this parameter can have a major impact on porosity even if applied through substantially different strategies.
Characteristic ranges of porosity for LFAM processes are reported in Table 4 and Fig. 4c and relevant representations can be observed in Fig. 7. Like in the previous sections, 304 and 316 stainless steels were chosen as reference materials for metals. Due to the limited data in the literature for what concerns WAAM, its data refers to different stainless steels, namely AA5356 and ER2594. The available results are compared with cast material as the reference traditional technology. In the case of polymers, instead, ABS filled with 20% carbon fibre was chosen for comparison with traditional injection molding technology. FGF samples were obtained with a single screw extruder designed for the AM process. As for mechanical properties, the intrinsic physical principles of the applied processes have a huge impact on the final properties of the components. In the case of metals, full melting of the material in WAAM, WLAM, and PLAM could explain the much lower porosity compared to CSAM where no melting occurs. In the case of FGF and injection molding instead, the difference can be explained by three factors: i) the state of the material that in the case of injection molding is all fused at the same time while in the case of FGF undergoes a continuous process of fusion and solidification, ii) the high pressure applied to material during injection molding process, which is not present in FGF technology after the molten polymer exits the nozzle and iii) systematic scanning path errors.

Porosity distribution and shape in a CSAM (from left to right; as sprayed, annealed, and HIPed) indicating a reduction in porosity from about 0.8% to 0.1% for both treatments [71], b WAAM with different flow rates of shielding gas highlighting how a sufficient flow of shielding gas is necessary to achieve high density values with a porosity dropping from 3.66% to 0.06% with a gas flow increasing from 18 L/min to 30 L/min [119], c PLAM (from left to right; image slice at first layer and sequence reconstruction of large interlayer porosities) [130], d FGF polished ABS cross-section showing the traditional triangular inter-bead defects [14]
2.4 Geometrical properties
Although LFAM processes guarantee considerable geometrical freedom, there are many aspects to be considered when geometrical properties deriving from the use of these technologies are examined. In the following, traditional aspects like resolution and accuracy will be analysed but also some technology-specific parameters like overhang angle and geometrical predictability, distortion, and shape control for LFAM will be discussed.
Although often used interchangeably, the terms resolution, accuracy, precision, and repeatability refer to four different properties of an AM system and the corresponding manufacturing process.
-
Resolution refers to the smallest increment the machine can produce and, in the case of AM processes, is typically identified as the width and height of a single bead, which is the minimum constitutive unit of the workpiece. Different resolutions in height on the same samples can be observed in Fig. 8d.
-
Accuracy refers to how close the dimensions of the manufactured component are to the 3D model.
-
Precision refers to the spread in dimensions of the produced part, which will be obtained by manufacturing the same component in the same condition multiple times.
-
Repeatability is a parameter that mainly focuses on measurements rather than manufactured components and identifies the variability of measurements taken under the same exact conditions.

The effect of warping phenomena on wall-shaped samples: a PLAM 3 mm thick wall specimen showing limited warping effect [162, 163], b WLAM 3 mm-thick wall specimen showing considerable warping effect [162], c residual stresses induced distortion in the WAAM process of an 8 mm wall [164], d sample with two different resolutions manufactured through FGF technology with a dual port poppet orifice [24, 165]
LFAM technologies span a wide range of resolutions among different technologies. In some cases, even the same technology can offer a very wide range of possible resolutions. This is particularly true in the case of FGF, which does not have a theoretical upper limit in layer height and width. To overcome the current limits, indeed, the technical challenges are to produce an extruder of sufficient throughput and to identify an adequate handling system. For this reason, a further widening in resolution range for this technology can be expected in the next years. Typically, a better resolution corresponds to a lower deposition rate and vice versa. Typical ranges of resolutions for LFAM technologies can be found in Table 5 and Fig. 4d. Accuracy and precision are more complex to define due to the stronger influence of the machine setup on their value. The machine positioning system, indeed, can have a more important effect on accuracy and precision compared to the characteristics of the process itself. This is particularly true when supports like robotic arms are used, since they typically have a lower accuracy, in the order of ± 0.5 mm.
It is also necessary to underline that, in the case of CSAM the definition of resolution is more complex. For other processes, single beads whose superimposition can easily generate a vertical wall can be obtained with a single movement in which the end-effector axis remains perpendicular to the printing substrate. For CSAM, however, multiple passes and spray gun orientation are often required to get features like a vertical wall. Vanerio et al. [140] developed a model and tool to forecast the final shape of the CSAM deposit and Wu et al. [111] successfully produced a vertical wall employing a similar principle. Thus, in this case, the definition of resolution as for the other LFAM technologies is not applicable.
In addition to resolution and accuracy, another important aspect defining the final geometry of the component is shape control. The ability of the LFAM technique to control the build geometry is directly related to the intrinsic characteristics of the process. One major phenomenon affecting the component’s geometry is the deformation induced due to thermal residual stresses, also known as “warping” or “warpage” as reported by Brion et al. [141] who developed a system for automated recognition and correction of this defect combining heuristic, deep learning, and computer vision. Warping can cause considerable geometrical deviation in LFAM components. Different strategies have been suggested to reduce warping acting both on process parameters and on feedstock material. For example, in the case of FGF, Winter et al. [142] investigated the addition of fibres and other fillers to increase the stability of the process by reducing material deformation. Nevertheless, one of the most effective ways to reduce warping and geometrical distortion is to act on the shape of the component itself and on the toolpath. It is well known that components with a large section along the horizontal plane and manufactured through traditional slicing strategies are more prone to be affected by warping. Representative warped samples are shown in Fig. 8.
Furthermore, not all LFAM processes possess the same level of predictability of the final geometry. If a geometry with planar horizontal layers is considered, FGF technology presents an almost null error in the part height since the nozzle operates a leveling action being in direct contact with the extruded material. Regarding the WAAM process, on the other hand, if the standoff distance (i.e., the distance between the welding torch and the last layer) is not properly controlled, it can vary during the manufacturing process leading to deviation in the height of the final component or even to failed print.
Although CSAM is not affected by warping due to the low working temperature and lack of melting and tensile residual stresses, it is dealing with other serious issues regarding shape control. In CSAM, the shape of the deposits is not flat as for other LFAM technologies, but this shape can strongly vary depending on the feedstock material and printing parameters and, even with fixed material and parameters, during deposition, the shape varies from a Gaussian-like to a triangular-like profile as observed and analytically modeled by Vanerio et al. [140]. Thus, shape prediction in CSAM is even more complicated with respect to the other LFAM techniques. Geometrical predictability strongly influences the level of difficulty of process control and path planning. For this reason, technologies with an easier shape control such as FGF present a more continent path planning and process control with respect to processes like CSAM where shape control is still a significant challenge.
As previously stated, another specific and well-known shape limitation of AM technologies is the maximum overhang angle. Overhang angles are defined by Johnson and Gaynor [166] as unsupported solid features that rise in the build direction within AM processes. Two main factors contributing to structure collapse when the overhang angle limit is exceeded are gravity and the molten state of material during deposition. Being a solid-state technology, CSAM is not affected by the first factor and also the effect of gravity is strongly mitigated by the supersonic speed of powder particles. Therefore, it is difficult to define the value of overhang in the case of CSAM. On the other hand, when speaking about thermal energy-based AM techniques, for a wide range of component designs, overhangs are unavoidable. When small-scale AM processes are employed, support structures are typically used. Nevertheless, when working with LFAM processes, the use of supports is not desirable due to the higher material waste and the more critical and resource-consuming removal procedure. Thus, this feature plays a significant role in the characterization of technologies belonging to the LFAM family. Representative examples of maximum recommended overhang angles for LFAM processes are reported in Table 6. Figure 9 shows sample shapes for the determination of the maximum overhang angle for LFAM technologies in different printing conditions. When overhang cannot be avoided and support structures are particularly critical, different strategies are employed, including considering additional axes, like 2-axis positioner tables as suggested by Kaji et al. [155] and represented in Fig. 2 or considering non-horizontal, non-planar, multi-planar and segmented slicing. A schematic of these strategies can be observed in Fig. 9 together with a practical example of a non-horizontal slicing strategy.

Overhang angle samples in different conditions: a WAAM with non-vertical orientation of welding gun [167], b WLAM with traditional slicing [154], c FGF with traditional slicing [15], and d PLAM with multi-planar slicing [155] e Toolpath strategies for complex geometries [168] (Courtesy of AI Build) f robotic FGF system performing a non-horizontal toolpath (courtesy of Caracol AM)
For all the analysed technologies, excluding CSAM, overhang angle values vary in a range of only 10° that is from 35° to 45° as shown in Fig. 4e. As previously explained in the case of CSAM, indeed, it is not possible to define an overhang angle as for other technologies, since CSAM offers more flexibility regarding in-situ variation of build direction. AM technologies instead typically have better results for what concerns maximum overhang angle.
3 Current applications and future developments
Despite the generally young age of LFAM technologies, they are rapidly expanding in many manufacturing fields and research is proceeding at a very fast pace with the investigation of new processes and the integration of advanced tools. In this section, LFAM applications, environmental impact, technological trends, and the integration of monitoring systems and artificial intelligence (AI) are discussed. The environmental impact of LFAM technologies is reviewed, emphasizing nuanced variations in energy consumption and material efficiency. Looking ahead, trends in LFAM technologies anticipate the rise of new polymer LFAM processes, continuous fiber technology, and innovations in metal LFAM processes like additive friction stir deposition. This review also explores LFAM monitoring and AI integration, highlighting WAAM as an advanced technology in this regard, while underscoring the need for further research in CSAM and FGF.
3.1 LFAM applications
LFAM technologies showcase varied applications across aerospace, tooling, marine, automotive, construction, energy, defense, and biomedical industries. In particular, the aerospace sector, with its strict standardization, has shown notable interest in LFAM. The main fields of applications of LFAM technologies are listed in Table 7 and some real components are represented in Fig. 10. The data available in the literature indicate that the considered LFAM technologies have many common application fields. Nevertheless, they are characterized by important differences. First, the deposition rate and resolution somehow define the fields of application. Typically, technologies with higher deposition rates and lower resolution, like FGF, have optimal performance in the marine field due to the considerable size of manufacturable components. Whereas techniques with lower deposition rates and higher resolution, like WLAM, instead, are suitable for precision applications.

Examples of applications of LFAM technologies: a Additively manufactured ring for International Birthing Docking Mechanism (IBDM), the European docking mechanism for the International Space Station (ISS) US orbital segment. The application proves the advantages of the WAAM process by reducing the component mass, manufacturing cost, and delivery time with a negligible impact on environmental and mechanical performance [58] (courtesy of ESA), b A polished naval propeller produced using WLAM with 316L stainless steel [175] (courtesy of Meltio), c a gas turbine engine exhaust nozzle manufactured with Inconel 625 through the PLAM process. The component has a build time of 9 h and a final weight of 5.2 kg [176] (courtesy of Autodesk), d Aerospace trimming tool for sheet metal panels produced with glass-fibre-reinforced polypropylene with FGF technology (courtesy of Caracol AM), e A nickel rocket nozzle manufactured with a deposition rate of 10 kg/h and a titanium housing manufactured with a deposition rate of 3 kg/h, both produced with CSAM technology [29]
As previously stated, the standardization process for LFAM technologies is complex, particularly in the aerospace field. Nevertheless, some companies are paving the way for the adoption of these technologies in service. A representative example is Norsk Titanium Company, which has been approved by the US Federal Aviation Administration (FAA) for the serial production of aerospace-grade components through WAAM technology. Li et al. [169] observed that this certification has enabled the company to provide titanium parts for Airbus A350 and Boeing 787 Dreamliner aircrafts.
As announced in the article by Gambini [170], Caracol AM was the first Italian LFAM company to obtain AS/EN 9100—“Aerospace quality management” certification. The company is specialized in the production of large-format components such as aerospace tools for the positioning and drilling of fuselage panels for aircraft structures. This solution offers numerous benefits, including a reduction in production time by half, a reduction in the need for manual assembly, a reduction in material waste, and a decrease in cost of up to 30–50% as quantified by Vicente et al. [171].
CSAM is often chosen in the military field for on-site manufacturing and repair. The first standard for military use of this technology dates to 2008 according to Pathak and Saha [172] analysis of the evolution of CSAM technology.
Despite the promising signals and a clear growing trend in the adoption of LFAM technologies in demanding fields, their application is not yet diffused. However, a clear trend in the adoption of these technologies is evident as many new companies involved in this area are emerging. As for other AM techniques, important research topics will be related to the development of these technologies for mass production, which is a distinct pattern emerging in the market.
3.2 LFAM environmental impact
The environmental impact of AM processes has been investigated with growing interest in recent years. The importance of this topic even led some researchers to develop models for environmental impact estimation to be integrated into the AM design loop [177] and dedicated frameworks to integrate the component design phase into the life cycle assessment when comparing AM and traditional technologies [178].
For technologies like SLM and FFF, Kellens et al. [179] reported that specific energy values for AM components are 1 to 2 orders of magnitude higher compared to CNC machining and injection molding. Nevertheless, they also observed that this higher impact could be compensated by functional improvements such as weight reduction during the use of AM components. Khalid et al. [180] reached similar conclusions by identifying energy consumption as a critical aspect of AM environmental impact and design for lightweight as a great opportunity for environmental impact reduction.
Focusing on metal AM, Van Sice et al. [181] observed that metal AM has far higher CO2 footprints per kg of material processed than casting, extrusion, rolling, and forging. Nevertheless, they noticed that AM represents a more sustainable process when complex, lightweight structures such as aerospace components are produced and that comparing CNC machining with AM per kg of material is irrelevant since one process is subtractive while the other is additive.
Although no comprehensive review of the environmental impact of LFAM technologies can be found in the literature, some analyses of specific technologies can be used to paint a broad picture of the subject. Priarone et al. [182] analysis on WAAM technology for medium-large components highlighted a considerable reduction in both energy consumption and general CO2 emissions when compared to traditional machining. Conversely, Kokare et al. [183] estimated a higher impact for WAAM technology when compared to traditional machining and lower if compared to SLM when producing a simple steel wall. Campatelli et al. [184] performed a whole component life cycle analysis for a steel blade proving that a hybrid process integrating WAAM and machining resulted in generating significant material and energy savings. In the case of CSAM, Ompong et al. [185] measured a much higher energy consumption when comparing the technology to traditional machining but much lower if compared to SLM or EBM and identified the increase in production rate as a route to reduce energy consumption.
It is therefore evident that this type of comparison strongly depends on the specific type of the considered AM or LFAM technology, on the parameters used for the comparison and on the characteristics of the produced components, and especially on the complexity and, more specifically, on the solid-to-cavity ratio as demonstrated by the abovementioned analyses on WAAM technology. Another general consideration deriving from the analysed literature is that LFAM technologies usually present lower energy consumption if compared to their AM counterparts. Furthermore, it is worth considering that often LFAM technologies allow for material replacement hence, it is not optimal to perform environmental impact comparisons by considering the exact same geometry and material for LFAM and traditional technologies.
Regarding material usage and efficiency, metal LFAM processes offer advantages over traditional machining and PBF technologies. LFAM processes demonstrate high material efficiency, eliminating concerns associated with powder reuse and degradation commonly found in PBF technologies such as SLM and polymer SLS [186]. Even PLAM and CSAM, which are LFAM technologies with the lowest material efficiency can reach, respectively, 74.8% and 59% powder supply efficiency [187, 188]. FGF shows instead comparable material efficiency if compared to AM technologies like FFF or traditional technologies like injection molding where little material waste is produced.
Another remarkable factor for the reduction of environmental impact in AM processes is the use of recycled feedstock material. It is clear how the use of recycled material can be critical for AM processes and detrimental to final component properties like tensile properties [189, 190], fatigue performance [191] and corrosion resistance [192], to name a few. Nevertheless, due to the high potential of recycled material as feedstock in LFAM processes to reduce their environmental impact, many studies are focusing on this topic. Cacace et al. [193], for example, managed to obtain comparable mechanical properties of virgin and recycled 316L stainless steel powder for PLAM technology. For FGF technology, Reich et al. [194] obtained analogous results for polycarbonate.
Together with the demand for recycled feedstock material, new recycling methods are emerging, and existing ones are being optimized and consolidated. In the case of FGF, traditional regrinding and pelletizing machines are commercially available. For WAAM instead, for example, Smythe et al. [195] were able to produce recycled titanium alloy wire starting from powder and swarf and employing a continuous extrusion process.
Environmental assessments of LFAM technologies reveal clear variations in energy consumption, CO2 footprints, and material efficiency. These differences emphasize the need for context-specific evaluations, considering factors such as technology, component complexity, and solid-to-cavity ratio. Metal LFAM processes stand out for their lower energy consumption compared to traditional AM methods, with notable material efficiency advantages. Furthermore, the integration of recycled feedstock material in LFAM processes, facilitated by emerging recycling methods, contributes significantly to reducing the environmental impact.
3.3 LFAM technology trends
From a technical perspective, the analyses made in this article evidence the lower maturity of polymer technologies, also demonstrated by the lower and less documented TRL level, especially when mechanical properties are considered. Moreover, while several metal technologies are available in the LFAM sector, FGF is the only polymer technology widely spreading in this sector. For this reason, we envision a rise of polymer LFAM technologies in the future with different principles with respect to extrusion i.e., energy sources like lasers and feedstock materials like polymer powders. These elements are already present in small-scale AM processes like, for example, SLS. If compared to FFF, SLS requires higher investments, but at the same time, it allows to obtain components with notably lower anisotropy and improved surface finish. For sure these new technologies would have lower deposition rates and higher costs, so their field of application could be medium size components with high mechanical properties while FGF would still remain the best option when large size and lower costs are required.
Continuous fibre is not a new topic in the polymer AM field, being an ideal solution to achieve significant strength improvement [196]. Nevertheless, in 2019 Hu et al. [197] identified Markforged as the only company specialized in continuous fiber 3D printing. At present, no commercial solution for continuous fibre FGF is available on the market. Very few articles and data can be found in the literature, and, despite the promising results, the presented processes show a low maturity level [198].
A lesser-known yet promising technology for LFAM involves creating sandwich structures. This is achieved by depositing variable-density cores, a concept explained in a patent by Truxel et al. [199]. This would allow for producing lighter structures and tailoring of mechanical properties according to the load expected in each area of the structure.
For metal technologies instead, satisfactory mechanical properties are obtained but geometrical freedom is lower, due to the intrinsic properties of the processes. For this reason, a growth of additive friction stir deposition is plausible. This technology, patented in 2019 by Meld Manufacturing [200] combines friction stir principle with a dedicated material feeding system allowing for site-specific deposition [201]. Similar to CSAM, this technology is a solid-state technology, but, unlike CSAM, its geometrical control is much easier thanks to the predictable and constant shape of the bead. This technology also has a higher deposition rate if compared to other metal LFAM techniques easily reaching 27 kg/h. Some major drawbacks of the technology are low accuracy and low flexibility [202]. Process flexibility could be increased by employing robotic support but, currently, technological gaps make this integration unfeasible, hence, further research and development in this direction is advisable.
3.4 LFAM monitoring and artificial intelligence
A considerable number of recent articles have focused on process monitoring and optimization target technologies belonging to LFAM families.
WAAM is undoubtedly one of the most advanced LFAM technologies in this regard, as also observed by Zahidin et al. [203] who ascribed this to some advantages of this technology such as its high deposition rate and low cost. While this is true, WAAM technology has also inherited monitoring systems from traditional robotic welding, speeding up the process of development of its monitoring systems. Through an open-source system, Pringle et al. [204] were able to develop a multi-sensor monitoring system including voltage, current, sound, light intensity, radio frequency, and temperature data outputs. Li et al. [205], instead, managed to develop and test an intelligent image processing system to monitor inter-layer deposition quality. Reisch et al. [206] focused on the development of a digital twin for their WAAM setup to ensure process quality and detect common in-process defects being also able to consider temporal context through a deep neural network. In their recent review, Mattera et al. [207] analysed the use of AI for the monitoring and control of the WAAM process with a particular focus on defect detection software modules, feedback generation for the control system, and innovative control strategies as reinforcement learning to overcome problems related to model non-linearity and uncertainties. He et al. [208] carried out a deep review of the current applications of AI for WAAM technology and outlined its future research perspectives, and novel and enhanced techniques.
Due to the criticalities in predicting the deposit shape for CSAM, many monitoring techniques and machine learning methods have focused on this aspect. Wu et al. [51] employed a 3D profiler to measure the morphology of deposited coatings online, to transfer data to the robot controller, and perform an adaptive adjustment of the robot trajectory to guarantee the predicted component shape. This system can be considered a full-fledged real-time closed-loop control for CSAM. Liu et al. [209] and Ikeuchi et al. [210] employed artificial neural networks for the prediction of CSAM track profiles.
Very little has been published in the literature on what concerns FGF process monitoring. The main focus of research has been imaging and thermal imaging correlation techniques for real-time and in-situ monitoring [211,212,213].
Despite the extensive investigation on monitoring topics for LFAM technologies and the applications of AI methods, the attention has been solely focused on DED technologies leading to few review papers [207, 214] while papers regarding CSAM and FGF are scarce mainly limited to the application of artificial neural networks and no comprehensive reviews can be found. Despite the considerable history of cold spray as a coating method, many CS monitoring systems have not been adapted yet to the novel CSAM technology. FGF represents the less investigated technology and needs further research both for the development of monitoring systems and for the application of AI methods. Most likely, monitoring and AI systems and methods from FFF technology, like the ones cited by Oleff et al. [215] in their review paper, could be adapted and integrated into FGF systems with minor effort.
Notwithstanding the extensive research and the encouraging results, intelligent monitoring systems are still far from being commonly integrated with commercial systems. Further research is needed especially for technologies with lower maturity levels.
4 Conclusions
This study provides an overview of the definitions, representative characteristics, properties, capacities, limitations, and applications of LFAM technologies, which have been identified as the ones with the highest potential. In general, LFAM represents a faster and cost-effective alternative to traditional processes to produce large components in many industrial fields such as aerospace, maritime, tooling, construction, and others.
Nowadays these technologies are starting to reach a maturity level, which allows producing high-performance functional parts for demanding applications; however, further investigations are still needed to bridge the current scientific and technological gaps. Based on the critical discussion addressed in the present paper, the following points can be drawn:
-
Some of the main limitations in material and component properties are the strong anisotropy and high level of porosity. Even if LFAM technologies usually reach mechanical properties, which are in line with traditional manufacturing processes, anisotropy is always present and the high porosity sometimes prevents these technologies from being considered feasible alternatives for the production of load-bearing structures, especially when cyclic loading is involved. This tendency is emphasized by the low level of standardization of characterization processes for LFAM technologies.
-
LFAM technologies generate high roughness and waviness, which represent an important challenge for many applications where smooth surfaces are desired either for functional or aesthetic reasons; this becomes a notable shortcoming especially when some areas of the component are unreachable by traditional post-processes.
-
Despite the extreme freedom in geometry, LFAM technologies still face multiple geometrical limitations. It is crucial to consider geometrical characteristics to choose the optimal LFAM technology for a specific component considering the desired resolution and accuracy. Moreover, some of these technologies show very limited shape predictability. Many geometrical restrictions can be overcome through proper toolpath programming. Various companies and research groups are working on developing advanced slicer software to tackle these challenges.
Finally, LFAM technologies often present stronger interdependencies among different aspects of the process such as material, component geometry, and process parameters if compared to traditional manufacturing technologies. These aspects make it challenging to define a standardized process, that is suitable for different geometries and materials, especially considering the complex thermal history in the case of LFAM techniques based on melting and solidification.
To overcome most of these issues, LFAM processes should be improved by enhancing the process control and monitoring capacities, optimizing the manufacturing parameters, and further developing the technology and machinery to bridge the existing technological gaps. Extensive datasets and robust control systems are not fully mature yet and further systematic test campaigns are still needed. Guidelines for design for LFAM, user-friendly approaches/software for process simulation, and programming are still scarce on the market. This makes the adoption of these technologies more difficult and the standardization of production processes very challenging.
In addition, further development of post-treatments and identification of optimal post-processing parameters is needed to tackle the challenges, which cannot be fully addressed just through process optimization. In this regard, a major challenge is the identification of cost-effective post-treatments, which while being efficient, are also economically viable notwithstanding the large scale of LFAM components. Significant improvements can be obtained by combining different processes with the definition of efficient hybrid processes to take benefit from the synergistic advantages of multiple technologies and/or treatments.
Abbreviations
- ABS:
-
Acrylonitrile butadiene styrene
- AI:
-
Artificial intelligence
- AM:
-
Additive manufacturing
- BAAM:
-
Big area additive manufacturing
- BTF:
-
Buy-to-fly
- CIRP:
-
International Academy for Production Engineering
- CNC:
-
Computerized numerical control
- CS:
-
Cold spray
- CSAML:
-
Cold spray additive manufacturing
- CT:
-
Computed tomography
- DED:
-
Directed energy deposition
- ESA:
-
European Space Agency
- FAA:
-
Federal Aviation Administration
- FFF:
-
Fused filament fabrication
- FGF:
-
Fused granulate fabrication
- HIP:
-
Hot isostatic pressing
- IBDM:
-
International birthing docking mechanism
- ISS:
-
International Space Station
- LFAM:
-
Large format additive manufacturing
- L-PBF:
-
Laser powder bed fusion
- LSAM:
-
Large-scale additive manufacturing
- MRR:
-
Material removal rate
- NASA:
-
National Aeronautics and Space Administration
- NDI:
-
Non-destructive inspection
- PBF:
-
Powder bed fusion
- PLAM:
-
Powder laser additive manufacturing
- SLM:
-
Selective laser melting
- SLS:
-
Selective laser sintering
- SW:
-
Surface waviness
- TRL:
-
Technology readiness level
- UTS:
-
Ultimate tensile strength
- WAAM:
-
Wire arc additive manufacturing
- WLAM:
-
Wire laser additive manufacturing
- YS:
-
Yield strength
References
Grand View Research (2021) Additive Manufacturing Market Size, Share & Trends Analysis Report By Component, By Printer Type, By Technology, By Software, By Application, By Vertical, By Material, By Region, And Segment Forecasts, 2022–2030
Theodorakos I, Zacharatos F, Makrygianni M et al (2020) High speed laser printing and sintering of flexible RFID antennas and fingerprint sensors. In: Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXV, vol 11267, pp 8–16
Tauscher O, Jonckers D, Thakur AR (2022) Algorithms for large scale additive manufacturing in a free-flying environment. Front Space Technol. https://doi.org/10.3389/frspt.2022.900549
Moreno Nieto D, Molina SI (2020) Large-format fused deposition additive manufacturing: a review. Rapid Prototyp J 26:793–799
Sanders R, Marshall G (2024) Aluminum continues to shine in commercial aircraft applications. AM&P Tech Articles 182:24–28. https://doi.org/10.31399/asm.amp.2024-02.p024
Madheswaran DK, Ganesamoorthy R, Selvi S et al (2024) An assessment of additive manufacturing technology for automotive and aerospace applications. AIP Conf Proc 3122:100012. https://doi.org/10.1063/5.0216121
Barz A, Buer T, Haasis HD (2016) Quantifying the effects of additive manufacturing on supply networks by means of a facility location-allocation model. Logist Res. https://doi.org/10.1007/s12159-016-0140-0
Attaran M (2017) The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688. https://doi.org/10.1016/j.bushor.2017.05.011
Manogharan G, Wysk RA, Harrysson OLA (2016) Additive manufacturing-integrated hybrid manufacturing and subtractive processes: Economic model and analysis. Int J Comput Integr Manuf 29:473–488. https://doi.org/10.1080/0951192X.2015.1067920
Chiu MC, Lin YH (2016) Simulation based method considering design for additive manufacturing and supply chain An empirical study of lamp industry. Ind Manag Data Syst 116:322–348. https://doi.org/10.1108/IMDS-07-2015-0266
Özceylan E, Çetinkaya C, Demirel N, Sabırlıoğlu O (2017) Impacts of additive manufacturing on supply chain flow: a simulation approach in healthcare industry. Logistics 2:1. https://doi.org/10.3390/logistics2010001
Team L (2021) DED and Large-Format Additive Manufacturing Markets: 2021–2030. SmarTech Analysis. https://www.smartechanalysis.com/reports/ded-andlarge-format-additive-manufacturing-markets-2021-2030/
Wang F, Fathizadan S, Ju F et al (2021) Print surface thermal modeling and layer time control for large-scale additive manufacturing. IEEE Trans Autom Sci Eng 18:244–254. https://doi.org/10.1109/TASE.2020.3001047
Duty CE, Kunc V, Compton B et al (2017) Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp J 23:181–189. https://doi.org/10.1108/RPJ-12-2015-0183
Roschli A, Gaul KT, Boulger AM et al (2019) Designing for big area additive manufacturing. Addit Manuf 25:275–285. https://doi.org/10.1016/j.addma.2018.11.006
Ajinjeru C, Kishore V, Liu P et al (2018) Determination of melt processing conditions for high performance amorphous thermoplastics for large format additive manufacturing. Addit Manuf 21:125–132. https://doi.org/10.1016/j.addma.2018.03.004
Borish M, Gibson BT, Adkins C, Mhatre P (2022) Automated process planning for embossing and functionally grading materials via site-specific control in large-format metal-based additive manufacturing. Materials. https://doi.org/10.3390/ma15124152
HORIZON 2020 WORK PROGRAMME–2015
ASTM (2015) Standard Terminology for Additive Manufacturing - ASTM ISO/ASTM52900–15
Bhatt PM, Malhan RK, Shembekar A, v, et al (2020) Expanding capabilities of additive manufacturing through use of robotics technologies: A survey. Addit Manuf. https://doi.org/10.1016/j.addma.2019.100933
Bagherifard S, Monti S, Zuccoli MV et al (2018) Cold spray deposition for additive manufacturing of freeform structural components compared to selective laser melting. Mater Sci Eng, A 721:339–350. https://doi.org/10.1016/j.msea.2018.02.094
Svetlizky D, Das M, Zheng B et al (2021) Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater Today 49:271–295
Gradl P, Tinker DC, Park A et al (2022) Robust metal additive manufacturing process selection and development for aerospace components. J Mater Eng Perform 31:6013–6044. https://doi.org/10.1007/s11665-022-06850-0
Pignatelli F, Percoco G (2022) An application- and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog Addit Manuf. https://doi.org/10.1007/s40964-022-00309-3
Love LJ (2015) Oak Ridge National Laboratory Cincinnati Big Area Additive Manufacturing (BAAM) CRADA Final Report
Li W, Yang K, Yin S et al (2018) Solid-state additive manufacturing and repairing by cold spraying: A review. J Mater Sci Technol 34:440–457. https://doi.org/10.1016/j.jmst.2017.09.015
Yin S, Cavaliere P, Aldwell B et al (2018) Cold spray additive manufacturing and repair: Fundamentals and applications. Addit Manuf 21:628–650
Developing Cold Spray as the next generation Additive Manufacturing technology | Nebula Public Library. https://nebula.esa.int/content/developing-cold-spray-next-generation-additive-manufacturing-technology. Accessed 14 Jul 2024
Prashar G, Vasudev H (2021) A comprehensive review on sustainable cold spray additive manufacturing: State of the art, challenges and future challenges. J Clean Prod. https://doi.org/10.1016/j.jclepro.2021.127606
Ivántabernero PA, Álvarez P, Suárez A (2018) Study on Arc Welding Processes for High Deposition Rate Additive Manufacturing. Procedia CIRP. Elsevier B.V, Spain, pp 358–362
Rodrigues TA, Duarte V, Miranda RM et al (2019) Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials. https://doi.org/10.3390/ma12071121
Gao J, Wu C, Liang X et al (2020) Numerical simulation and experimental investigation of the influence of process parameters on gas-powder flow in laser metal deposition. Opt Laser Technol. https://doi.org/10.1016/j.optlastec.2019.106009
Zhong C, Gasser A, Backes G et al (2022) Laser additive manufacturing of Inconel 718 at increased deposition rates. Mater Sci Engin A. https://doi.org/10.1016/j.msea.2022.143196
Klobčar D, Baloš S, Bašić M et al (2020) WAAM and other unconventional metal additive manufacturing technologies. Adv Technol Mater 45:1–9. https://doi.org/10.24867/atm-2020-2-001
Tuncer N, Bose A (2020) Solid-State Metal Additive Manufacturing: A Review. JOM 72:3090–3111. https://doi.org/10.1007/s11837-020-04260-y
Soylemez E (2020) High deposition rate approach of selective laser melting through defocused single bead experiments and thermal finite element analysis for Ti-6Al-4V. Addit Manuf. https://doi.org/10.1016/j.addma.2019.100984
Klötzer C, Wanner MC, Flügge W, Greitsch L (2022) Implementation of Innovative Manufacturing Technologies in Foundries for Large-Volume Components. In: Annals of Scientific Society for Assembly, Handling and Industrial Robotics, vol 2021, pp 229–240
de Oliveira Filho M, de Jesus MC, Nakazato AZ et al (2022) Instrumented open-source filament extruder for research and education. HardwareX. https://doi.org/10.1016/j.ohx.2022.e00362
Wu H, Xie X, Liu S et al (2022) Bonding behavior of Bi-metal-deposits produced by hybrid cold spray additive manufacturing. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2021.117375
Hertle S, Kleffel T, Wörz A, Drummer D (2020) Production of polymer-metal hybrids using extrusion-based additive manufacturing and electrochemically treated aluminum. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101135
Flynn JM, Shokrani A, Newman ST, Dhokia V (2016) Hybrid additive and subtractive machine tools - Research and industrial developments. Int J Mach Tools Manuf 101:79–101
Korkmaz ME, Waqar S, Garcia-Collado A et al (2022) A technical overview of metallic parts in hybrid additive manufacturing industry. J Market Res 18:384–395. https://doi.org/10.1016/j.jmrt.2022.02.085
Sefene EM, Hailu YM, Tsegaw AA (2022) Metal hybrid additive manufacturing: state-of-the-art. Prog Addit Manuf 7:737–749
Jiménez A, Bidare P, Hassanin H et al (2021) Powder-based laser hybrid additive manufacturing of metals: a review. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-021-06855-4/Published
Silva M, Felismina R, Mateus A et al (2017) Application of a hybrid additive manufacturing methodology to produce a metal/polymer customized dental implant. Procedia Manuf 12:150–155. https://doi.org/10.1016/j.promfg.2017.08.019
Armstrong CD, Yue L, Kuang X et al (2022) A hybrid additive manufacturing process for production of functional fiber-reinforced polymer composite structures. J Compos Mater. https://doi.org/10.1177/00219983221119270
Fraunhofer Institure for Laser technology ILT (2022) When a laser collar tames the arc. 1–6
Zhu Z, Dhokia VG, Nassehi A, Newman ST (2013) A review of hybrid manufacturing processes—State of the art and future perspectives. Int J Comput Integr Manuf 26:596–615. https://doi.org/10.1080/0951192X.2012.749530
Akbari S, Johansson J, Johansson E et al (2022) Large-scale robot-based polymer and composite additive manufacturing: failure modes and thermal simulation. Polymers (Basel). https://doi.org/10.3390/polym14091731
Ding D, Pan Z, Cuiuri D, Li H (2015) A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot Comput Integr Manuf 31:101–110. https://doi.org/10.1016/j.rcim.2014.08.008
Wu H, Liu S, Zhang Y et al (2021) New process implementation to enhance cold spray-based additive manufacturing. J Therm Spray Technol 30:1284–1293
(2021) NASA-STD-6030: Additive manufacturing requirements for spaceflight systems
ESA Requirements and Standards Section ESTEC POB 299, 2200 ANTN (2021) Processing and quality assurance requirements for metallic powder bed fusion technologies for space applications - ECSS-Q-ST-70–80C
Köhler M, Fiebig S, Hensel J, Dilger K (2019) Wire and arc additive manufacturing of aluminum components. Metals (Basel). https://doi.org/10.3390/met9050608
Garmendia I, Flores J, Madarieta M et al (2020) Geometrical control of DED processes based on 3D scanning applied to the manufacture of complex parts. Procedia CIRP. Elsevier B.V, Spain, pp 425–429
Sanchez-Poncela M, Ausejo S, Veiga A et al (2024) Crack-free wear resistance coating on carbon steel obtained by directed energy deposition of Fe-base partial amorphous powders. Results Mater. https://doi.org/10.1016/j.rinma.2023.100514
ESA Requirements and Standards Section ESTEC POB 299, 2200 ANTN (2008) Structural general requirements - ECSS-E-ST-32C Rev.1
Girolamo D, Sweatman C (2020) Additively Manufactured Ring for International Birthing Docking Mechanism (Ibdm). Esa Ambc Newsletter #2:2–3
Bandari YK, Lee YS, Nandwana P, et al (2018) Effect of interlayer cooling time on distortion and mechanical properties in metal additive manufacturing. In: Proceedings of the 29th annual international solid freeform fabrication symposium, pp 425–437. https://www.osti.gov/biblio/1474452
Patil S, Anasane SS (2020) Development of 3-Axis Micro-Step Resolution Desktop CNC Stage for Machining of Meso- and Microscale-Features. In: Shunmugam MS, Kanthababu M (eds) Advances in Simulation Product Design and Development. Springer Singapore, Singapore, pp 637–652
Shagwira H, Mbuya TO, Mwema FM et al (2021) Taguchi optimization of surface roughness and material removal rate in CNC milling of polypropylene + 5wt.% quarry dust composites. IOP Conf Ser Mater Sci Eng 1107:012040. https://doi.org/10.1088/1757-899x/1107/1/012040
Choubey A, Chaturvedi V, Vimal J (2012) Optimization of process parameters of CNC Milling machine for mild steel using Taguchi design and Single to Noise ratio Analysis. Int J Eng Res Technol 1:1–12
Tran CC, Luu VT, Nguyen VT et al (2023) Multi-objective optimization of CNC milling parameters of 7075 aluminium alloy using response surface methodology. Jordan J Mech Ind Eng 17:393–402. https://doi.org/10.59038/jjmie/170308
Kumar J, Kumar A (2011) Effect of Machining Parameters on MRR during CNC WEDM of Pure Titanium. In: Proc. Of the Fifth International Conference on Advances in Mechanical Engineering, India, June 06–08, pp 541–545
Shagwira H, Mbuya TO, Akinlabi ET et al (2021) Optimization of material removal rate in the CNC milling of polypropylene + 60 wt% quarry dust composites using the Taguchi technique. Materials Today: Proceedings. Elsevier Ltd, pp 1130–1132
Kondayya D, Gopala Krishna A (2012) An integrated evolutionary approach for modelling and optimisation of CNC end milling process. Int J Comput Integr Manuf 25:1069–1084. https://doi.org/10.1080/0951192X.2012.684718
Kok Y, Tan XP, Wang P et al (2018) Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater Des 139:565–586. https://doi.org/10.1016/j.matdes.2017.11.021
Zohdi N, Yang RC (2021) Material anisotropy in additively manufactured polymers and polymer composites: A review. Polymers (Basel). https://doi.org/10.3390/polym13193368
Duty CE, Failla JA, Kim S et al (2020) Reducing mechanical anisotropy in extrusion-based printed parts. In: Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference, SFF 1602–1611. https://repositories.lib.utexas.edu/items/47c54fe0-be67-40dd-b586-74b4419b8038
Kishore V, Ajinjeru C, Nycz A et al (2017) Infrared preheating to improve interlayer strength of big area additive manufacturing (BAAM) components. Addit Manuf 14:7–12. https://doi.org/10.1016/j.addma.2016.11.008
Bagherifard S, Kondas J, Monti S et al (2021) Tailoring cold spray additive manufacturing of steel 316 L for static and cyclic load-bearing applications. Mater Des. https://doi.org/10.1016/j.matdes.2021.109575
Guidetti X, Balta EC, Nagel Y et al (2023) Stress flow guided non-planar print trajectory optimization for additive manufacturing of anisotropic polymers. Addit Manuf. https://doi.org/10.1016/j.addma.2023.103628
ASTM Subcommittee D20 (1996) Standard Test Method for Tensile Properties of Plastics; American Society for Testing and Materials: West Conshohocken, PA, USA. https://doi.org/10.1520/D0638-14
Li X, He J, Hu Z et al (2022) High strength carbon-fiber reinforced polyamide 6 composites additively manufactured by screw-based extrusion. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2022.109707
Romani A, Levi M, Pearce JM (2023) Recycled polycarbonate and polycarbonate/acrylonitrile butadiene styrene feedstocks for circular economy product applications with fused granular fabrication-based additive manufacturing. Sustain Mater Technol. https://doi.org/10.1016/j.susmat.2023.e00730
Eyercioglu O, Tek E, Akeloglu MA, Aladag M (2023) Effect of carbon fiber additive on tensile properties of large scale additive manufactured (LSAM) ABS single wall parts. Int J Mater Eng Technol (TIJMET) 6:79–82
Chansoda K, Suvanjumrat C, Chookaew W (2021) Comparative study on the wood-based PLA fabricated by compression molding and additive manufacturing. IOP Conf Ser Mater Sci Eng 1137:012032. https://doi.org/10.1088/1757-899x/1137/1/012032
Prasad KS, Rao CS, Rao DN (2014) A review on welding of AISI 304L austenitic stainless steel. J Manuf Sci Prod 14:1–11. https://doi.org/10.1515/jmsp-2012-0007
Yin S, Cizek J, Yan X, Lupoi R (2019) Annealing strategies for enhancing mechanical properties of additively manufactured 316L stainless steel deposited by cold spray. Surf Coat Technol 370:353–361. https://doi.org/10.1016/j.surfcoat.2019.04.012
Laghi V, Palermo M, Tonelli L et al (2020) Tensile properties and microstructural features of 304L austenitic stainless steel produced by wire-and-arc additive manufacturing. Int J Adv Manuf Technol 106:3693–3705. https://doi.org/10.1007/s00170-019-04868-8
Ji L, Lu J, Liu C, et al (2017) Microstructure and mechanical properties of 304L steel fabricated by arc additive manufacturing. In: MATEC Web of Conferences, vol 128, p 03006
Elmer JW, Vaja J, Carpenter JS et al (2019) Wire-based additive manufacturing of stainless steel components. Weld J 99(1):8–24
Griffith ML, Ensz MT, Puskar JD et al (2000) Understanding the microstructure and properties of components fabricated by laser engineered net shaping (LENS). MRS Proc 625:9. https://doi.org/10.1557/PROC-625-9
Jones R, Kovarik O, Bagherifard S et al (2021) Damage tolerance assessment of AM 304L and cold spray fabricated 316L steels and its implications for attritable aircraft. Eng Fract Mech. https://doi.org/10.1016/j.engfracmech.2021.107916
Ghayoor M, Lee K, He Y et al (2020) Selective laser melting of 304L stainless steel: Role of volumetric energy density on the microstructure, texture and mechanical properties. Addit Manuf. https://doi.org/10.1016/j.addma.2019.101011
Karnati S, Axelsen I, Liou FW, et al (2016) Investigation of Tensile Properties of Bulk and SLM Fabricated 304L Stainless Steel using Various Gage Length Specimens. In: Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium–An Additive Manufacturing Conference, pp 592–604. https://scholarsmine.mst.edu/mec_aereng_facwork/3696/
Zhai W, Zhou W, Zhu Z, Nai SML (2022) selective laser melting of 304L and 316L stainless steels: a comparative study of microstructures and mechanical properties. Steel Res Int. https://doi.org/10.1002/srin.202100664
Zhang H, Xu M, Liu Z et al (2021) Microstructure, surface quality, residual stress, fatigue behavior and damage mechanisms of selective laser melted 304L stainless steel considering building direction. Addit Manuf. https://doi.org/10.1016/j.addma.2021.102147
Hou J, Chen W, Chen Z et al (2020) Microstructure, tensile properties and mechanical anisotropy of selective laser melted 304L stainless steel. J Mater Sci Technol 48:63–71. https://doi.org/10.1016/j.jmst.2020.01.011
Guan K, Wang Z, Gao M et al (2013) Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater Des 50:581–586. https://doi.org/10.1016/j.matdes.2013.03.056
Abd-Elghany K, Bourell DL (2012) Property evaluation of 304L stainless steel fabricated by selective laser melting. Rapid Prototyp J 18:420–428. https://doi.org/10.1108/13552541211250418
Airtech Europe Sarl DAHLTRAM® S-150CF Data Sheet
Carbon Fiber Filled ABS FDM Thermoplastic Filament
Seok W, Jeon E, Kim Y (2023) Effects of annealing for strength enhancement of fdm 3d-printed abs reinforced with recycled carbon Fiber. Polymers (Basel). https://doi.org/10.3390/polym15143110
Tekinalp HL, Kunc V, Velez-Garcia GM et al (2014) Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos Sci Technol 105:144–150. https://doi.org/10.1016/j.compscitech.2014.10.009
Ning F, Cong W, Qiu J et al (2015) Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos B Eng 80:369–378. https://doi.org/10.1016/j.compositesb.2015.06.013
Ning F, Cong W, Hu Y, Wang H (2017) Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J Compos Mater 51:451–462. https://doi.org/10.1177/0021998316646169
Ovation Polymers NemconTM E ABS 20CF Category: Polymer, Thermoplastic, ABS Polymer
Gadelmawla ES, Koura MM, Maksoud TMA et al (2002) Roughness parameters. J Mater Process Technol 123:133–145. https://doi.org/10.1016/S0924-0136(02)00060-2
Maleki E, Bagherifard S, Bandini M, Guagliano M (2021) Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101619
Bayer RG, Sirico JL (1975) The influence of surface roughness on wear. Wear 35:251–260. https://doi.org/10.1016/0043-1648(75)90074-5
Ralls AM, Mao B, Menezes PL (2023) Tribological performance of laser shock peened cold spray additive manufactured 316L stainless steel. J Tribol. DOI 10(1115/1):4062102
Gürol U, Kocaman E, Dilibal S, Koçak M (2023) A comparative study on the microstructure, mechanical properties, wear and corrosion behaviors of SS 316 austenitic stainless steels manufactured by casting and WAAM technologies. CIRP J Manuf Sci Technol 47:215–227. https://doi.org/10.1016/j.cirpj.2023.10.005
Suraratchai M, Limido J, Mabru C, Chieragatti R (2008) Modelling the influence of machined surface roughness on the fatigue life of aluminium alloy. Int J Fatigue 30:2119–2126. https://doi.org/10.1016/j.ijfatigue.2008.06.003
So MS, Seo GJ, Kim DB, Shin JH (2022) Prediction of metal additively manufactured surface roughness using deep neural network. Sensors. https://doi.org/10.3390/s22207955
Xia C, Pan Z, Polden J et al (2022) Modelling and prediction of surface roughness in wire arc additive manufacturing using machine learning. J Intell Manuf 33:1467–1482. https://doi.org/10.1007/s10845-020-01725-4
Geng H, Li J, Xiong J et al (2018) Formation and improvement of surface waviness for additive manufacturing 5A06 aluminium alloy component with GTAW system. Rapid Prototyp J 24:342–350. https://doi.org/10.1108/RPJ-04-2016-0064
Yehorov Y, da Silva LJ, Scotti A (2019) Balancing WAAM production costs and wall surface quality through parameter selection: A case study of an Al-Mg5 alloy multilayer-non-oscillated single pass wall. J Manuf Mater Process. https://doi.org/10.3390/jmmp3020032
Kalami H, Urbanic J (2021) Exploration of surface roughness measurement solutions for additive manufactured components built by multi-axis tool paths. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101822
Xiong J, Li YJ, Yin ZQ, Chen H (2018) Determination of surface roughness in wire and arc additive manufacturing based on laser vision sensing. Chin J Mech Eng (English Edition). https://doi.org/10.1186/s10033-018-0276-8
Wu H, Xie X, Liu M et al (2020) Stable layer-building strategy to enhance cold-spray-based additive manufacturing. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101356
Li B, Wang B, Zhu G et al (2021) Low-roughness-surface additive manufacturing of metal-wire feeding with small power. Materials. https://doi.org/10.3390/ma14154265
Gradl PR, Cervone A, Gill E (2022) Surface texture characterization for thin-wall NASA HR-1 Fe–Ni–Cr alloy using laser powder directed energy deposition (LP-DED). Adv Ind Manuf Eng. https://doi.org/10.1016/j.aime.2022.100084
Moheimani SK, Iuliano L, Saboori A (2022) The role of substrate preheating on the microstructure, roughness, and mechanical performance of AISI 316L produced by directed energy deposition additive manufacturing. Int J Adv Manuf Technol 119:7159–7174. https://doi.org/10.1007/s00170-021-08564-4
Cormier Y, Dupuis P, Jodoin B, Corbeil A (2016) Pyramidal fin arrays performance using streamwise anisotropic materials by cold spray additive manufacturing. J Therm Spray Technol 25:170–182. https://doi.org/10.1007/s11666-015-0267-6
Wang D, Liu Y, Yang Y, Xiao D (2016) Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp J 22:706–716. https://doi.org/10.1108/RPJ-06-2015-0078
Luca L, Neagu-Ventzel S, Marinescu I (2005) Effects of working parameters on surface finish in ball-burnishing of hardened steels. Precis Eng 29:253–256. https://doi.org/10.1016/j.precisioneng.2004.02.002
Bland S, Aboulkhair NT (2015) Reducing porosity in additive manufacturing. Met Powder Rep 70:79–81. https://doi.org/10.1016/j.mprp.2015.01.002
Arana M, Ukar E, Rodriguez I et al (2021) Strategies to reduce porosity in Al-Mg WAAM parts and their impact on mechanical properties. Metals (Basel). https://doi.org/10.3390/met11030524
Ronneberg T, Davies CM, Hooper PA (2020) Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater Des. https://doi.org/10.1016/j.matdes.2020.108481
Hauser T, Reisch RT, Breese PP et al (2021) Porosity in wire arc additive manufacturing of aluminium alloys. Addit Manuf. https://doi.org/10.1016/j.addma.2021.101993
Parker ME, West M, Boysen A (2009) Eliminating Voids in FDM Processed Polyphenylsulfone, Polycarbonate, and ULTEM 9085 by Hot Isostatic Pressing. Diploma Thesis, South Dakota Schools of Mines & Technology, Rapid City, SD, USA
van de Werken N, Koirala P, Ghorbani J et al (2021) Investigating the hot isostatic pressing of an additively manufactured continuous carbon fiber reinforced PEEK composite. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101634
Chen C, Xie Y, Yan X et al (2019) Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit Manuf 27:595–605. https://doi.org/10.1016/j.addma.2019.03.028
Mclean N, Bermingham MJ, Colegrove P et al (2022) Effect of hot isostatic pressing and heat treatments on porosity of wire arc additive manufactured Al 2319. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2022.117769
Ahlfors AM, Hjärne J, Shipley J (2018) Cost Effective Hot Isostatic Pressing: A Cost Calculation Study for MIM Parts. Quintus Technolpgy Inovar Communications Ltd.: Västerås, Sweden, vol 12, pp 1–6. https://quintustechnologies.com/knowledge-center/white-papercost-effective-hip-a-cost-calculation-study-for-am-parts/
Valente EH, Gundlach C, Christiansen TL, Somers MAJ (2019) Effect of scanning strategy during selective laser melting on surface topography, porosity, and microstructure of additively manufactured Ti-6Al-4V. Appl Sci (Switzerland). https://doi.org/10.3390/app9245554
McAndrew AR, Alvarez Rosales M, Colegrove PA et al (2018) Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit Manuf 21:340–349. https://doi.org/10.1016/j.addma.2018.03.006
Kishore V, Hassen AA (2021) Chapter 6 - Polymer and composites additive manufacturing: material extrusion processes. In: Pou J, Riveiro A, Davim JP (eds) Additive Manufacturing. Elsevier, pp 183–216
Tan ZE, Pang JHL, Kaminski J, Pepin H (2019) Characterisation of porosity, density, and microstructure of directed energy deposited stainless steel AISI 316L. Addit Manuf 25:286–296. https://doi.org/10.1016/j.addma.2018.11.014
Sales A, Kotousov A, Perilli E, Yin L (2022) Improvement of the fatigue resistance of super duplex stainless-steel (SDSS) components fabricated by wire arc additive manufacturing (WAAM). Metals (Basel). https://doi.org/10.3390/met12091548
Madison JD, Aagesen LK (2012) Quantitative characterization of porosity in laser welds of stainless steel. Scr Mater 67:783–786. https://doi.org/10.1016/j.scriptamat.2012.06.015
Ziółkowski G, Chlebus E, Szymczyk P, Kurzac J (2014) Application of X-ray CT method for discontinuity and porosity detection in 316L stainless steel parts produced with SLM technology. Arch Civil Mech Eng 14:608–614. https://doi.org/10.1016/j.acme.2014.02.003
Sun Z, Tan X, Tor SB, Yeong WY (2016) Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater Des 104:197–204. https://doi.org/10.1016/j.matdes.2016.05.035
Yusuf SM, Chen Y, Boardman R et al (2017) Investigation on porosity and microhardness of 316L stainless steel fabricated by selective laser melting. Metals (Basel). https://doi.org/10.3390/met7020064
Sander G, Thomas S, Cruz V et al (2017) On the corrosion and metastable pitting characteristics of 316L stainless steel produced by selective laser melting. J Electrochem Soc 164:C250–C257. https://doi.org/10.1149/2.0551706jes
Mattingly F, Franc A, Kunc V, Duty C (2021) Characterizing internal porosity of 3Dprinted fiber reinforced materials. In: International solid freeform fabrication symposium. Austin, TX, USA: University of Texas at Austin 2021. https://doi.org/10.26153/tsw/17578
Zhang W, Wu AS, Sun J et al (2017) Characterization of residual stress and deformation in additively manufactured ABS polymer and composite specimens. Compos Sci Technol 150:102–110. https://doi.org/10.1016/j.compscitech.2017.07.017
Zhang W, Cotton C, Sun J et al (2018) Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos B Eng 137:51–59. https://doi.org/10.1016/j.compositesb.2017.11.018
Vanerio D, Kondas J, Guagliano M, Bagherifard S (2021) 3D modelling of the deposit profile in cold spray additive manufacturing. J Manuf Process 67:521–534. https://doi.org/10.1016/j.jmapro.2021.05.013
Brion DAJ, Shen M, Pattinson SW (2022) Automated recognition and correction of warp deformation in extrusion additive manufacturing. Addit Manuf. https://doi.org/10.1016/j.addma.2022.102838
Winter K, Wilfert J, Häupler B et al (2022) Large scale 3D printing: influence of fillers on warp deformation and on mechanical properties of printed polypropylene components. Macromol Mater Eng. https://doi.org/10.1002/mame.202100528
Kumar Sood A (2018) Intelligent process model for bead geometry prediction in WAAM
Chaudhari R, Parmar H, Vora J, Patel VK (2022) Parametric study and investigations of bead geometries of GMAW-based wire-arc additive manufacturing of 316L stainless steels. Metals (Basel). https://doi.org/10.3390/met12071232
Sarathchandra DT, Davidson MJ, Visvanathan G (2020) Parameters effect on SS304 beads deposited by wire arc additive manufacturing. Mater Manuf Process 35:852–858. https://doi.org/10.1080/10426914.2020.1743852
Wei C, Zhang Z, Cheng D et al (2021) An overview of laser based multiple metallic material additive manufacturing: from macro- to micro-scales. Int J Extreme Manufact 3(1):1–24
Mbodj NG, Abuabiah M, Plapper P et al (2022) Modeling and control of layer height in laser wire additive manufacturing. Materials. https://doi.org/10.3390/ma15134479
Petrat T, Graf B, Gumenyuk A, Rethmeier M (2016) Laser metal deposition as repair technology for a gas turbine burner made of inconel 718. Physics Procedia. Elsevier B.V, pp 761–768
Wu Z, Narra SP, Rollett A (2020) Exploring the fabrication limits of thin-wall structures in a laser powder bed fusion process. Int J Adv Manuf Technol 110:191–207. https://doi.org/10.1007/s00170-020-05827-4
Praneeth J, Venkatesh S, Krishn LS (2023) Process parameters influence on mechanical properties of AlSi10Mg by SLM. Mater Today Proc. https://doi.org/10.1016/j.matpr.2022.12.222
Savalani MM, Pizarro JM (2016) Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium. Rapid Prototyp J 22:115–122. https://doi.org/10.1108/RPJ-07-2013-0076
Shi X, Ma S, Liu C et al (2016) Performance of high layer thickness in selective laser melting of Ti6Al4V. Materials. https://doi.org/10.3390/ma9120975
Lam TF, Xiong Y, Dharmawan AG et al (2020) Adaptive process control implementation of wire arc additive manufacturing for thin-walled components with overhang features. Int J Adv Manuf Technol 108:1061–1071. https://doi.org/10.1007/s00170-019-04737-4
Gibson BT, Mhatre P, Borish MC et al (2022) Controls and process planning strategies for 5-axis laser directed energy deposition of Ti-6Al-4V using an 8-axis industrial robot and rotary motion. Addit Manuf. https://doi.org/10.1016/j.addma.2022.103048
Kaji F, Jinoop AN, Zimny M et al (2022) Process planning for additive manufacturing of geometries with variable overhang angles using a robotic laser directed energy deposition system. Addit Manuf Lett 2:100035. https://doi.org/10.1016/j.addlet.2022.100035
Cloots M, Zumofen L, Spierings AB et al (2017) Approaches to minimize overhang angles of SLM parts. Rapid Prototyp J 23:362–369. https://doi.org/10.1108/RPJ-05-2015-0061
Wang D, Yang Y, Yi Z, Su X (2013) Research on the fabricating quality optimization of the overhanging surface in SLM process. Int J Adv Manuf Technol 65:1471–1484. https://doi.org/10.1007/s00170-012-4271-4
Cloots M, Spierings AB, Wegener K (2013) Assessing new support minimizing strategies for the additive manufacturing technology SLM. In: Proceedings of the International Solid Freeform Fabrication Symposium on Additive Manufacturing Conference. Austin, TX, USA, 12–14 August 2013, pp 131–139. https://doi.org/10.26153/tsw/15588
Jiang J, Stringer J, Xu X, Zhong RY (2018) Investigation of printable threshold overhang angle in extrusion-based additive manufacturing for reducing support waste. Int J Comput Integr Manuf 31:961–969. https://doi.org/10.1080/0951192X.2018.1466398
Jiang J, Xu X, Stringer J (2019) Effect of extrusion temperature on printable threshold overhang in additive manufacturing. Procedia CIRP. Elsevier, pp 1376–1381
Nur S, Mazlan H, Zuhra A et al (2020) Overhang analysis fabricated using fused deposition modeling technique. J Adv Ind Technol Appl 1:38–47. https://doi.org/10.30880/jaita.2020.01.01.005
Menon N, Sawyer BA, Jamieson CD et al (2023) A Comparison of microstructure and microhardness properties of IN718 Fabricated via powder- and wire-fed laser-directed energy deposition. Materials. https://doi.org/10.3390/ma16031129
Martina F, Roy MJ, Szost BA et al (2016) Residual stress of as-deposited and rolled wire+arc additive manufacturing Ti–6Al–4V components. Mater Sci Technol (United Kingdom) 32:1439–1448. https://doi.org/10.1080/02670836.2016.1142704
Zhang X, Syed AK, Ding J (2017) Fatigue Crack Growth in Additive Manufactured Titanium: Residual stress control and life evaluation method development. In: 29th ICAF Symp 2017, pp 7–9. https://doi.org/10.13140/RG.2.2.29032.16643
Chesser P, Post B, Roschli A et al (2019) Extrusion control for high quality printing on Big Area Additive Manufacturing (BAAM)systems. Addit Manuf 28:445–455. https://doi.org/10.1016/j.addma.2019.05.020
Johnson TE, Gaynor AT (2018) Three-dimensional projection-based topology optimization for prescribed-angle self-supporting additively manufactured structures. Addit Manuf 24:667–686. https://doi.org/10.1016/j.addma.2018.06.011
Evjemo LD, Langelandsvik G, Moe S et al (2022) Wire-arc additive manufacturing of structures with overhang: Experimental results depositing material onto fixed substrate. CIRP J Manuf Sci Technol 38:186–203. https://doi.org/10.1016/j.cirpj.2022.04.006
A Closer Look at AI Build - 3D Printing. https://3dprinting.com/news/a-closer-look-at-ai-build/. Accessed 31 May 2023
Li Y, Su C, Zhu J (2022) Comprehensive review of wire arc additive manufacturing: Hardware system, physical process, monitoring, property characterization, application and future prospects. Results Eng 13:100330
Gambini A (2022) Caracol becomes first LFAM company in Italy with AS/EN 9100 certification
Vicente CMS, Sardinha M, Reis L et al (2023) Large-format additive manufacturing of polymer extrusion-based deposition systems: review and applications. Prog Addit Manufact 8:1257–1280
Pathak S, Saha GC (2017) Development of sustainable cold spray coatings and 3D additive manufacturing components for repair/ manufacturing applications: A critical review. Coatings 7(8):122
Evans SI, Wang J, Qin J et al (2022) A review of WAAM for steel construction – Manufacturing, material and geometric properties, design, and future directions. Structures 44:1506–1522
Piscopo G, Iuliano L (2022) Current research and industrial application of laser powder directed energy deposition. Int J Adv Manuf Technol 119:6893–6917
MELTIO - Engine Robot - Multistation EN. https://www.multistation.com/en/product/meltio-engine-robot/. Accessed 17 Mar 2023
BeAM Machines - How DED Achieves Greater Fuel Efficiency in Aerospace - Advanced Manufacturing. https://blogs.autodesk.com/advanced-manufacturing/2018/11/29/greater-fuel-efficiency-in-aerospace/. Accessed 17 Mar 2023
Le Bourhis F, Kerbrat O, Hascoet JY, Mognol P (2013) Sustainable manufacturing: Evaluation and modeling of environmental impacts in additive manufacturing. Int J Adv Manuf Technol 69:1927–1939. https://doi.org/10.1007/s00170-013-5151-2
Tang Y, Mak K, Zhao YF (2016) A framework to reduce product environmental impact through design optimization for additive manufacturing. J Clean Prod 137:1560–1572. https://doi.org/10.1016/j.jclepro.2016.06.037
Kellens K, Mertens R, Paraskevas D et al (2017) Environmental Impact of Additive Manufacturing Processes Does AM Contribute to a More Sustainable Way of Part Manufacturing? Procedia CIRP. Elsevier B.V, pp 582–587
Khalid M, Peng Q (2021) Sustainability and environmental impact of additive manufacturing: A literature review. Comput Aided Des Appl 18:1210–1232
van Sice C, Faludi J (2021) Comparing environmental impacts of metal additive manufacturing to conventional manufacturing. In: Proceedings of the Design Society. Cambridge University Press, pp 671–680
Priarone PC, Pagone E, Martina F et al (2020) Multi-criteria environmental and economic impact assessment of wire arc additive manufacturing. CIRP Ann 69:37–40. https://doi.org/10.1016/j.cirp.2020.04.010
Kokare S, Oliveira JP, Santos TG, Godina R (2023) Environmental and economic assessment of a steel wall fabricated by wire-based directed energy deposition. Addit Manuf. https://doi.org/10.1016/j.addma.2022.103316
Campatelli G, Montevecchi F, Venturini G et al (2020) Integrated WAAM-subtractive versus pure subtractive manufacturing approaches: an energy efficiency comparison. Int J Precis Eng Manuf—Green Technol 7:1–11. https://doi.org/10.1007/s40684-019-00071-y
Ompong D, Murray R, Thorbjornsen ZS et al (2022) Environmental impact of cold sprayed 3D-Printed aluminium metal parts. J Clean Prod. https://doi.org/10.1016/j.jclepro.2022.135096
Powell D, Rennie AEW, Geekie L, Burns N (2020) Understanding powder degradation in metal additive manufacturing to allow the upcycling of recycled powders. J Clean Prod 268(1):122077
Koike R, Takemura S, Kakinuma Y, Kondo M (2018) Enhancement of powder supply efficiency in directed energy deposition based on gas-solid multiphase-flow simulation. Procedia CIRP. Elsevier BV, pp 133–137
Prasad K, Khalik MA, Hutasoit N et al (2022) Printability of low-cost pre-heat-treated ball milled Al7075 powders using compressed air assisted cold spray additive manufacturing. Addit Manuf Lett. https://doi.org/10.1016/j.addlet.2022.100046
Rigon D, Ricotta M, Ardengo G, Meneghetti G (2021) Static mechanical properties of virgin and recycled short glass fiber-reinforced polypropylene produced by pellet additive manufacturing. Fatigue Fract Eng Mater Struct 44:2554–2569. https://doi.org/10.1111/ffe.13517
Korey M, Rencheck ML, Tekinalp H et al (2023) Recycling polymer composite granulate/regrind using big area additive manufacturing. Compos B Eng. https://doi.org/10.1016/j.compositesb.2023.110652
Foti P, Mocanu LP, Razavi N et al (2022) Effect of recycling powder on the fatigue properties of AM Ti6Al4V. Procedia Structural Integrity. Elsevier B.V, pp 1436–1441
Rafieazad M, Chatterjee A, Nasiri AM (2019) Effects of recycled powder on solidification defects, microstructure, and corrosion properties of DMLS Fabricated AlSi10Mg. JOM 71:3241–3252. https://doi.org/10.1007/s11837-019-03552-2
Cacace S, Furlan V, Sorci R et al (2020) Using recycled material to produce gas-atomized metal powders for additive manufacturing processes. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.122218
Reich MJ, Woern AL, Tanikella NG, Pearce JM (2019) Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials. https://doi.org/10.3390/ma12101642
Smythe SA, Thomas BM, Jackson M (2020) Recycling of titanium alloy powders and swarf through continuous extrusion (Conformtm ) into affordable wire for additive manufacturing. Metals (Basel) 10:1–18. https://doi.org/10.3390/met10060843
Hu Q, Duan Y, Zhang H et al (2018) Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J Mater Sci 53:1887–1898. https://doi.org/10.1007/s10853-017-1624-2
Hu C, Sun Z, Xiao Y, Qin Q (2019) Recent patents in additive manufacturing of continuous fiber reinforced composites. Recent Pat Mech Eng 12:25–36. https://doi.org/10.2174/2212797612666190117131659
Pappas JM, Thakur AR, Leu MC, Dong X (2021) A parametric study and characterization of additively manufactured continuous carbon fiber reinforced composites for high-speed 3D printing. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-021-06723-1/Published
WO2022232374A1_Original_document_20231209163932
CA3081330A1_Original_document_20231209163450
Griffiths RJ, Perry MEJ, Sietins JM et al (2019) A perspective on solid-state additive manufacturing of aluminum matrix composites using MELD. J Mater Eng Perform 28:648–656. https://doi.org/10.1007/s11665-018-3649-3
Dong H, Li X, Xu K et al (2022) A review on solid-state-based additive friction stir deposition. Aerospace 9(10):565
Zahidin MR, Yusof F, Abdul Rashid SH et al (2023) Research challenges, quality control and monitoring strategy for Wire Arc Additive Manufacturing. J Market Res 24:2769–2794
Pringle AM, Oberloier S, Petsiuk AL et al (2020) Open source arc analyzer: Multi-sensor monitoring of wire arc additive manufacturing. HardwareX. https://doi.org/10.1016/j.ohx.2020.e00137
Li Y, Mu H, Polden J et al (2022) Towards intelligent monitoring system in wire arc additive manufacturing: a surface anomaly detector on a small dataset. Int J Adv Manuf Technol 120:5225–5242. https://doi.org/10.1007/s00170-022-09076-5
Reisch RT, Hauser T, Lutz B et al (2022) Context awareness in process monitoring of additive manufacturing using a digital twin. Int J Adv Manuf Technol 119:3483–3500. https://doi.org/10.1007/s00170-021-08636-5
Mattera G, Nele L, Paolella D (2023) Monitoring and control the Wire Arc Additive Manufacturing process using artificial intelligence techniques: a review. J Intell Manuf. https://doi.org/10.1007/s10845-023-02085-5
He F, Yuan L, Mu H et al (2023) Research and application of artificial intelligence techniques for wire arc additive manufacturing: a state-of-the-art review. Robot Comput Integr Manuf. https://doi.org/10.1016/j.rcim.2023.102525
Liu M, Wu H, Yu Z et al (2021) Description and prediction of multi-layer profile in cold spray using artificial neural networks. J Therm Spray Technol 30:1453–1463
Ikeuchi D, Vargas-Uscategui A, Wu X, King PC (2021) Data-efficient neural network for track profile modelling in cold spray additive manufacturing. Appl Sci (Switzerland) 11:1–12. https://doi.org/10.3390/app11041654
Wang F, Ju F, Rowe K, Hofmann N (2019) Real-time control for large scale additive manufacturing using thermal images. 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 2019:36–41. https://doi.org/10.1109/COASE.2019.8843264
Borish M, Post BK, Roschli A et al (2020) Real-time defect correction in large-scale polymer additive manufacturing via thermal imaging and laser profilometer. Elsevier BV, pp 625–633
Caltanissetta F, Dreifus G, Hart AJ, Colosimo BM (2022) In-situ monitoring of Material Extrusion processes via thermal videoimaging with application to Big Area Additive Manufacturing (BAAM). Addit Manuf. https://doi.org/10.1016/j.addma.2022.102995
Chadha U, Selvaraj SK, Lamsal AS et al (2022) Directed energy deposition via artificial intelligence-enabled approaches. Complexity 2022(1):2767371
Oleff A, Küster B, Stonis M, Overmeyer L (2021) Process monitoring for material extrusion additive manufacturing: a state-of-the-art review. Progr Addit Manuf 6:705–730
Funding
Open access funding provided by Politecnico di Milano within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vanerio, D., Guagliano, M. & Bagherifard, S. Emerging trends in large format additive manufacturing processes and hybrid techniques. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00771-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00771-1